Nurgiyatna et al, Rancang Bangun Aplikasi PLC untuk Pengendalian Konveyor pada Pengepakan Barang
29
Rancang Bangun Aplikasi PLC untuk Pengendalian Konveyor
pada Pengepakan Barang
Nurgiyatna, Joko Prasetyo, Faranita Surwi, Ambar Eni Heriastuti
Teknik Elektro Universitas Muhammadiyah Surakarta
Abstrak
Pada awalnya sistem kontrol untuk pengendali otomatis perangkat-perangkat mesin di industri berupa rangkaian relay. Namun sistem kontrol dengan rangkaian relay tersebut menjadi kurang efektif karena untuk memberikan perubahan sistem memerlukan biaya yang besar serta tingkat kerumitan kerja yang tinggi. Akhirnya muncul sistem kontrol berbasis komputer yang disebut dengan PLC (Programmable Logic Controller) yang dapat memberikan solusi bagi permasalahan tersebut. Tulisan ini melaporkan hasil penelitian berupa rancang bangun aplikasi PLC untuk pengendalian konveyor pada pengepakan barang. Sistem yang dibangun, berupa miniatur konveyor pengepakan barang yang dikendalikan PLC, dapat bekerja dengan baik. Untuk melakukan perubahan sistem pengendaliannya cukup dengan mengubah software yang diisikan ke dalam PLC.
Kata Kunci: PLC, konveyor, pengepakan produk.
1.
Pendahuluan
Bidang industri biasa menggunakan proses penghitungan dan konveyor barang untuk mem-permudah pengepakan barang. Proses penghitungan dan pengepakan barang ini bisa memanfaatkan fungsi pencacah (counter) dan pewaktu (timer) yang dimiliki oleh PLC (Programmable Logic Controller).
PLC muncul untuk memenuhi kebutuhan akan fleksibilitas sistem kontrol dalam menanggapi perubahan sistem serta kebutuhan akan kepraktisan pengoperasian sistem kontrol. PLC merupakan sistem kontrol berbasis komputer, yaitu sebuah komputer mini yang dapat diprogram untuk mengolah input dan mengeluarkannya melalui terminal output sesuai yang diharapkan. Dengan PLC, perubahan sistem dilakukan hanya dengan mengubah program yang ada di dalamnya. Program dibuat dan dimasukkan oleh operator melalui unit input berupa console atau PC (Personal Computer).
PLC dapat dibayangkan sebagai sebuah kotak yang di dalamnya terdapat ratusan atau ribuan relay,
counter, timer dan lokasi penyimpan data. Relay, timer dan counter tersebut tidak ada secara fisik,
melainkan berupa rangkaian semikonduktor yang sedemikian rupa sehingga dapat diprogram dan difungsikan sebagai relay, timer maupun counter. Blok-blok penyusun PLC adalah CPU (Central
Processor Unit), memori dan rangkaian yang sesuai
untuk menerima data input/output.
Suatu sistem konveyor penge-pakan barang ditunjukkan pada gam-bar 1. Satu konveyor menggerakkan box dan satu konveyor menggerakkan barang.
2.
Perancangan
Sistem pada gambar 1 tersebut dirancang untuk dikendalikan dengan PLC dengan operasi sebagai berikut: Ketika tombol Start diaktifkan, terjadi proses pengisian produk ke dalam kotak dimana konveyor produk berjalan dan konveyor box berhenti. Setelah sensor produk dilintasi produk sejumlah 6 produk, konveyor produk berhenti dan konveyor box berjalan. Konveyor box berhenti ketika sensor box mendeteksi kehadiran box berikutnya, dan konveyor produk kembali berjalan untuk mengisi box baru yang masih kosong. Proses ini terus berlangsung dan akan berhenti jika tombol stop diaktifkan. Diagram blok dari sistem pengepakan barang yang dikendalikan PLC ditunjuk-kan pada gambar 2
2.1.Perancangan Software
2.1.1. Identifikasi Input dan Output.
JURNAL TEKNIK ELEKTRO DAN KOMPUTER EMITOR Vol. 3, No. 1, Maret 2003
30
2.1.2. Pembuatan software
Flowchart yang menunjukkan aliran kerja dari
program yang dimasukkan ke dalam PLC ditunjukkan pada gambar 3. Pertama kali adalah deteksi penekanan tombol Start (PB1). Jika PB1 ditekan maka dilakukan pengecekan status sensor box, on atau off. Jika sensor box tidak aktif aktif (off) maka motor konveyor box diaktifkan (on) dan motor konveyor barang tidak diaktifkan (off) sampai sensor box mendeteksi kehadiran box. Jika sensor box aktif (on) maka motor konveyor box tidak diaktifkan (off) dan motor konveyor barang diaktifkan sampai sensor barang mendeteksi kehadiran 6 barang. Proses tersebut terus berulang dan akan berhenti jika tombol Stop (PB2) ditekan.
Gambar 1. Sistem konveyor pengepakan produk
Gambar 2. Sistem konveyor pengepakan dikendalikan dengan PLC
Tabel 1. Pengalamatan input pada PLC
Tabel 2. Pengalamatan output pada PLC
Gambar 3. Diagram alir program pengendalian konveyor
Nurgiyatna et al, Rancang Bangun Aplikasi PLC untuk Pengendalian Konveyor pada Pengepakan Barang
31
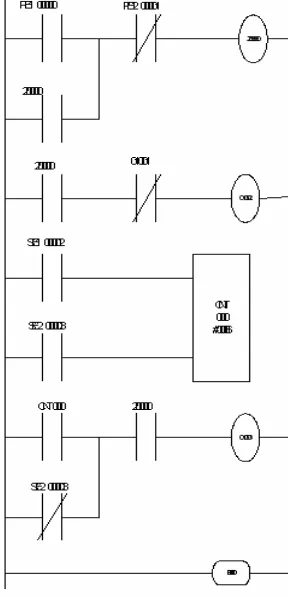
Gambar 4 menunjukkan diagram ladder yang merupakan program yang dimasukkan ke PLC dengan menggunakan console. Pemasukkan ke PLC menggu-nakan instruksi yang berupa mnemonic yang ditunjukkan pada tabel 3.
2.2.Perancangan Hardware
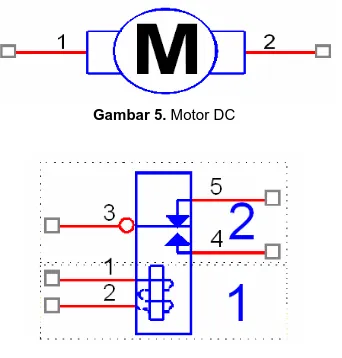
2.2.1. Motor DC
Prototype konveyor ini tidak memerlukan motor yang mempunyai daya yang besar karena kerja dari konveyor ini tidak digunakan secara maksimal, motor DC yang berdaya kecil sudah mampu digunakan untuk menjalankan konveyor tersebut.
2.2.2. Sensor
Sensor berfungsi sebagai pendeteksi adanya barang/benda yang bergerak diatas konveyor. Sensor yang digunakan adalah diode laser dan phototransistor, dipilihnya komponen ini karena mudah didapat dan harganya terjangkau. Sepasang infrared sebagai sensor yang berfungsi sebagai penbangkit/pengendali saklar magnetik pada relay dihubungkan dengan input PLC.
Transmitter selalu mengirimkan sinyal pada receiver
sehingga mengakibatkan terjadinya hubungan antara keduanya. Proses penghi-tungannya dilakukan dengan mendeteksi adanya perpotongan pada jalur infrared yang dibangkitkan transmitter dan diterima oleh
receiver. Setiap perpotongan akan memberikan
perubahan kondisi logika dari 0 ke 1 selama selang waktu tertentu. Perubahan kondisi logika ini yang digunakan sebagai acuan perhitungan.
2.2.3. Relay Input dan Output
Untuk PLC omron ini digunakan relay yang mempunyai lima buah kaki dengan dua kaki meupakan kumparan kawat sebagai pembangkit medan magnet listrik (kaki 1, 2) dan tiga kaki yang lain berfungsi sebagai saklar (kaki 3, 4, 5). Dipilihnya jenis ini karena relay ini mempunyai dua buah saklar yang kerjanya saling bertolak belakang, bisa dikatakan juga dalam relay ini mempunyai dua buah gerbang
logika, gerbang AND dan gerbang NOT. Saat kaki 1, 2 tidak dialiri arus listrik maka kaki 3 akan terhubung dengan kaki (NOT) dan ketika kaki 1, 2 dialiri arus listrik maka kaki 3 akan terhubung dengan kaki 4 (AND).
Jadi dapat disimpulkan saat kumparan dialiri arus listrik (ON) maka terjadi saklar Normally Open (AND) untuk kaki 4 dan saat kumparan tidak dialiri arus listrik (OFF) maka terjadi saklar Normally Close (NOT) untuk kaki5.
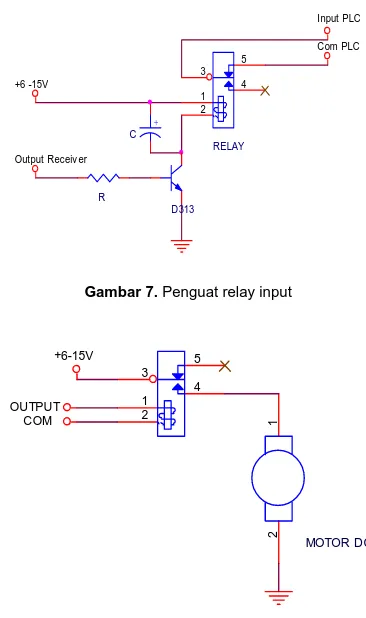
PLC omron ini dihubungkan dengan empat buah relay yang mempunyai fungsi yang berbeda-beda. Dua relay dipasang pada input PLC dan dua yang lain pada output PLC. Relay pada input PLC berfungsi sebagai saklar input pada PLC yang mengacu pada keluaran infrared receiver, karena keluaran dari receiver kecil (3V DC) maka untuk menggerakkan saklar magnet pada relay tersebut dibutuhkan rangkaian penguat agar relay dapat bekerja.
Relay pada output PLC berfungsi sebagai penghubung antara arus listrik dari luar PLC. Relay dipasang pada konveyor karena arus yang keluar dari PLC omron kecil (0,2amp) sehingga membutuhkan tegangan dari luar untuk dapat menggerakkan motor yang terpasang pada konveyor.
2.2.4. Hubungan antara Input PLC dengan Sensor
Sepasang sensor yang digunakan sebagai infrared
trasmitter menggunakan dioda laser dan infrared receiver menggunakan photo transistor. Dioda laser
yang berfungsi sebagai transmitter selalau mengirim-kan sinyal pada photo transistor dimana berfungsi sebagai receiver, sehingga terjadi hubungan antar keduanya. Kondisi ini terjadi saat tidak ada benda yang melewati atau memotong jalur infrared, maka saat tidak ada perpotongan jalur infrared receiver akan mengeluarkan tegangan dan ketika ada sebuah benda yang memotong jalur infrared, maka receiver tidak mengeluarkan tegangan. Perbedaan kondisi ini nanti-nya akan digunakan sebagai pengendali relay. Pada saat tidak ada perpotongan jalur infrared (logika 0), maka receiver akan mengeluarkan tegangan yang diterima oleh R (resistor) yang terhubung dengan
Tabel 3. Mnemonic program
Gambar 5. Motor DC
JURNAL TEKNIK ELEKTRO DAN KOMPUTER EMITOR Vol. 3, No. 1, Maret 2003
32
transistor (basis), sehingga gerbang kolektor dan emitter terhubungan. Terhubungnya kolektor dan emitter mengkibatkan kumparan pada relay menjadi magnet dan mengakibatkan kaki 3 terhubung dengan kaki 4.
Pada kondisi seperti ini maka input PLC tidak terhubung dengan com PLC. Saat ada perpotongan jalur infrared (logika 1), receiver tidak mengeluarkan tegangan sehingga R (resistor) transistor (basis) tidak teraliri arus listrik, maka gerbang pada kolektor dan emitter tetap terbuka, sehingga kumparan pada relay tidak menjadi magnet dan kaki 3 tetap terhubung dengan kaki 5. Pada kondisi seperti ini maka input PLC terhubung dengan com pada PLC.
2.2.5. Hubungan antara Output PLC dengan
Motor
Saat output PLC mengeluarkan tegangan yang merupakan perintah untuk menjalankan motor, dialih
fungsikan untuk mengaktifkan relay karena keluaran pada output PLC kecil (24V 0.2amp), meskipun dengan daya yang kecil sudah mampu untuk menjalankan motor DC, namun untuk lebih aman dan membuat PLC awet dipasang relay sebagai jembatan untuk power suply dari luar PLC untuk menjalankan motor pada konveyor. Cara pemasangan relay dapat dilihat pada gambar 8.
2.3.Pengujian dan Analisis
Pengujian dilakukan untuk mengetahui adanya kesalahan software ataupun hardware sehingga bisa dilakukan perbaikan program dan perangkat keras agar konveyor bisa bekerja seperti yang diharapkan. Pengujian sistem secara keseluruhan pada awalnya menunjukkan beberapa kesalahan yang terjadi, antara lain:
1. Pada saat produk terakhir belum sampai ke dalam box, motor pada konveyor box sudah berjalan. 2. Putaran motor pada konveyor terlalu cepat.
Kesalahan-kesalahan tersebut kemudian dapat diatasi dengan cara:
1. Memberikan delay waktu sekitar 2-3 detik setelah barang ke-6 pada konveyor barang terdeteksi untuk menjalankan motor pada konveyor box agar produk yang terakhir tidak terlambat masuk ke dalam box. Cara lain adalah jarak antara konveyor produk dengan konveyor box dibuat rapat agar produk yang terakhir tidak terlambat masuk ke dalam box.
2. Putaran motor yang terlalu cepat dapat diatasi dengan merubah (memperkecil) tegangan yang masuk ke motor, bisa juga dengan menambahkan tahanan geser pada motor, sehingga putaran motor dapat diatur kecepatannya.
3.
Kesimpulan
Sistem yang dirancang yaitu aplikasi PLC untuk pengendalian konveyor pengepakan barang bisa bekerja dengan baik sesuai dengan tujuan yang diinginkan. Beberapa kesalahan kerja sistem yang ditemukan pada saat pengujian, yaitu: 1).Pada saat barang yang terakhir (ke-6) belum sampai ke dalam box, motor pada konveyor box sudah berjalan sehingga barang ke-6 tersebut tidak masuk ke box, 2).Putaran motor pada konveyor terlalu cepat. Kedua masalah tersebut dapat diatasi dengan baik.
Daftar Pustaka
[1] Sianu,A.Z.,1999, A Book They Pubhlished in Practical Machine, vol 1, 2nd edition, Erlangga
R
Gambar 7. Penguat relay input
3