PERENCANAAN JUMLAH PRODUKSI DENGAN
MENGGUNAKAN PROGRAM DINAMIS
DI PT. INVILON SAGITA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
SABARIA G. S. BERUTU 100423024
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRAK
PT. Invilon Sagita adalah perusahaan manufaktur yang menghasilkan berbagai produk berbahan PVC (polyvinyl chloride), seperti : pipa, daun pintu, selang air, kabel penutup, talang air, sambungan pipa, dan atap rumah. Objek penelitian adalah daun pintu. Daun pintu yang dihasilkan memiliki spesifikasi yang bervariasi, yaitu: daun pintu ukuran 90 cm x 200 cm, daun pintu ukuran 80 cm x 200 cm, dan daun pintu 70 cm x 200 cm. Proses produksi untuk menghasilkan produk tersebut adalah sama.
PT. Invilon Sagita tidak memiliki cara khusus dalam perencanaan produksi. Pada beberapa periode perusahaan tidak dapat memenuhi permintaan konsumen. Perusahaan mengharapkan tidak terjadi kekurangan produk yang mengakibatkan hilangnya kesempatan untuk menjual produk. Oleh karena itu, perlu dilakukan suatu perencanaan produksi dengan menggunakan program dinamis untuk mendapatkan jumlah yang optimal dengan penggunaan biaya minimal. Perencanaan jumlah produksi dilakukan dengan menggunakan program dinamis. Hasil perencanaan produksi setiap periode adalah 13.820 unit dengan persediaan akhir 4.218 unit (September 2013), 14.521 unit dengan persediaan akhir 4.884 unit (Oktober 2013), 13.820 unit dengan persediaan akhir 4.932 unit (November 2013), 13.521 unit dengan persediaan akhir 4.647 unit (Desember 2013), 13.521 unit dengan persediaan akhir 4.275 unit (Januari 2014), 14.119 unit dengan persediaan akhir 4.669 unit (Februari 2014), 13.521 unit dengan persediaan akhir 4.493 unit (Maret 2014), 13.820 unit dengan persediaan akhir 4.565 unit (April 2014), 13.521 unit dengan persediaan akhir 4.404 unit (Mei 2014), 12.820 unit dengan persediaan akhir 3.490 unit (Juni 2014), 12.521 unit dengan persediaan akhir 2.161 unit (Juli 2014), dan 11.820 dengan tidak ada persediaan (Agustus 2014).
Total biaya perencanaan produksi dengan menggunakan program dinamis sebesar Rp. 14.393.179.214 sedangkan total biaya perencanaan produksi sesuai dengan peramalan sebesar Rp. 14.743.404.662. Persentase selisih total biaya perencanaan dengan program dinamis dan berproduksi sesuai peramalan sebesar 2,37 %.
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan pengetahuan dan kekuatan kepada penulis untuk menyelesaikan
tugas sarjana yang berjudul ”Perencanaan Jumlah Produksi dengan Menggunakan Program Dinamis di PT. Invilon Sagita”
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh ujian
Sarjana untuk memperoleh gelar Sarjana Teknik Ekstensi pada Departemen
Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Dalam Penulisan Tugas sarjana ini, penulis telah berusaha untuk
memberikan yang terbaik. Namun, penulis menyadari bahwa Tugas Sarjana ini
masih memiliki kekurangan. Untuk itu, penulis mengharapkan saran dan kritik
yang membangun untuk lebih menyempurnakan Tugas sarjana ini. Semoga Tugas
Sarjana ini dapat bermanfaat bagi pembaca.
Universitas Sumatera Utara,
Medan, Januari 2014
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bantuan dan
bimbingan dari berbagai pihak, baik berupa material, spiritual, informasi maupun
sumbangan pemikiran. Oleh sebab itu pada kesempatan ini penulis menyampaikan
rasa terima kasih kepada semua pihak yang telah memberikan bantuan material,
spiritual maupun bimbingan, terutama kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik
Industri Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, M.T. dan Bapak Ir. Mangara M. Tambunan, M.Sc.,
selaku Koordinator Tugas Sarjana di Departemen Teknik Industri Fakultas
Teknik Universitas Sumatera Utara, yang merangkap sebagai Dosen
Pembimbing I Penulis dalam penyelesaian Tugas Sarjana ini, yang telah
menyediakan waktunya untuk dapat memberikan bimbingan akademis
kepada penulis dalam menyelesaikan Laporan Tugas Sarjana ini.
4. Prof. Dr. Ir. Rahim Matondang, MSIE selaku Koordinator Bidang
Manajemen yang telah memberikan dukungan dan arahan dalam pengerjaan
Laporan Tugas Sarjana ini.
5. Ibu Ir. Dini Wahyuni, M.T. selaku Dosen Pembimbing II yang telah
menyediakan waktunya untuk dapat memberikan bimbingan akademis
6. Ibu Ir. Anizar, M. Kes. selaku pembanding I dan Ibu Rahmi M. Sari, S.T.,
M.M (T) selaku pembanding II yang telah memberikan arahan dan masukan
dalam menyelesaikan perbaikan laporan Tugas Sarjana ini.
7. Bapak S. Haloho, S.E., selaku kepala bagian personalia PT. Invilon Sagita
yang memberi bantuan berupa informasi dan data selama melakukan
penelitian di perusahaan.
8. Kedua orang tua (L. Berutu dan R. Bancin), kakak, abang, dan adik serta
keluarga penulis yang telah memberikan dukungan sepenuhnya kepada
penulis baik doa, moral, semangat maupun materi dalam menyelesaikan
Tugas Sarjana ini.
9. Semua teman-teman angkatan 2010 Ekstensi di Departemen Teknik Industri
USU yang telah memberikan banyak masukan kepada penulis.
Penulis menyadari sepenuhnya bahwa laporan ini masih memiliki
keterbatasan dalam segala hal sehingga mungkin masih banyak kekurangan
ataupun kelemahan dalam penyusunannya. Oleh sebab itu, penulis sangat
mengharapkan saran dan kritik yang membangun demi untuk penyempurnaan
laporan ini agar nantinya berguna dalam penulisan laporan berikutnya.
Akhirnya penulis berharap semoga laporan ini dapat bermanfaat bagi semua
D A F T A R I S I
BAB Halaman
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
ABSTRAK ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xvi DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah. ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Batasan Masalah dan Asumsi ... I-4
1.6. Sistematika Penulisan Tugas Sarjana ... I-5
DAFTAR ISI (LANJUTAN)
BAB Halaman
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-3
2.4. Organisasi dan Manajemen... II-3
2.4.1. Struktur Organisasi Perusahaan ... II-3
2.4.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja... II-4
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-7
2.5. Proses Produksi ... II-10
2.5.1. Standar Mutu Bahan/Produk ... II-10
2.5.2. Bahan Produksi ... II-10
2.5.2.1. Bahan Baku ... II-10
2.5.2.2. Bahan Tambahan ... II-11
2.5.2.3. Bahan Penolong ... II-12
2.5.3. Uraian Proses Produksi ... II-12
2.5.4. Mesin Produksi dan Peralatan ... II-13
III TINJAUAN PUSTAKA
3.1. Perencanaan Produksi ... III-1
3.2. Peramalan ... III-3
DAFTAR ISI (LANJUTAN)
BAB Halaman
3.2.2. Metode Kualitatif ... III-8
3.3. Pengukuran Waktu ... III-9
3.3.1. Pengukuran Waktu Jam Henti ... III-9
3.3.2. Uji Keseragaman Data ... III-11
3.3.3. Uji Kecukupan Data ... III-12
3.3.4. Rating Factor dan Allowance ... III-13
3.3.5. Perhitungan Waktu Normal dan Waktu Baku ... III-15
3.4. Biaya Pabrikasi ... III-16
3.5. Break Event Point ... III-17
3.5.1. Biaya Tetap (Fixed Cost) ... III-18
3.5.2. Biaya Tidak Tetap (Variable Cost) ... III-19
3.6. Program Dinamis ... III-19
3.6.1. Perencanaan Produksi Dengan Program Dinamis ... III-21
IV METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Rancangan Penelitian... IV-1
4.3. Objek Penelitian... IV-1
4.4. Variabel yang Diamati ... IV-2
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.6. Instrumen Penelitian ... IV-3
4.7. Metode Pengumpulan Data... IV-3
4.8. Metode Pengolahan Data ... IV-4
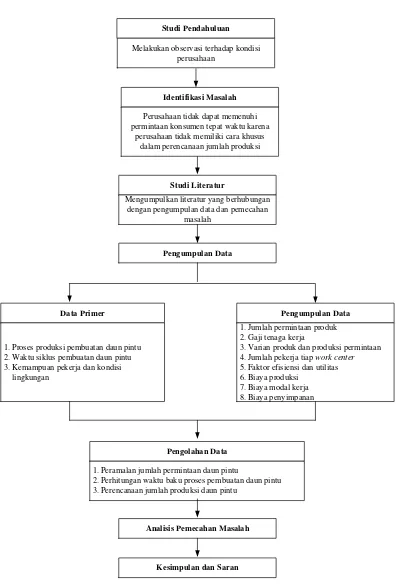
4.9. Blok Diagram Prosedur Penelitian ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Proporsi Grup Produk dan Jumlah Permintaan ... V-1
5.1.2. Jumlah Hari Kerja ... V-2
5.1.3. Jumlah Pekerja Setiap Work Center ... V-3
5.1.4. Penilaian Westinghouse Factor ... V-4
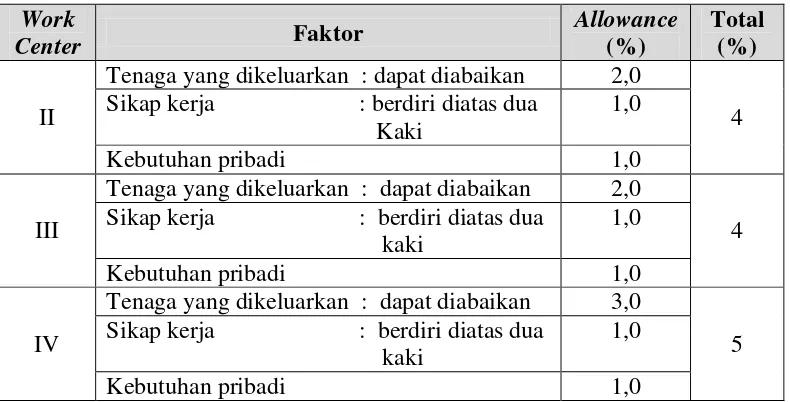
5.1.5. Penilaian Allowance ... V-4
5.1.6. Waktu Siklus ... V-5
5.1.7. Faktor Efisiensi dan Utilitas Mesin ... V-8
5.1.8. Sistem Pengupahan dan Jam Kerja ... V-9
5.1.9. Biaya Produksi ... V-9
5.1.10.Break Event Point ... V-12
5.2. Pengolahan Data ... V-13
5.2.1. Peramalan Jumlah Permintaan Daun Pintu ... V-13
DAFTAR ISI (LANJUTAN)
BAB Halaman
5.2.2.1.Uji Keseragaman Data ... V-18
5.2.2.2. Uji Kecukupan Data ... V-20
5.2.2.3. Perhitungan Waktu Baku ... V-22
5.2.3. Perencanaan Produksi ... V-24
5.2.4. Kemampuan Produksi ... V-27
5.2.5. Biaya Produksi ... V-29
5.2.6. Perhitungan Biaya BEP ... V-32
5.2.7. Perencanaan Produksi dengan Program Dinamis ... V-33
VI ANALISA PEMECAHAN MASALAH
6.1. Analisis Kondisi Aktual ... VI-1
6.2. Analisis Perencanaan Jumlah Produksi dengan Program Dinamis . VI-2
6.3. Keuntungan/Kesulitan Penerapan Program Dinamis ... VI-3
V KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-1
DAFTAR TABEL
TABEL Halaman
1.1. Data Produksi dan Permintaan Daun Pintu September 2012 –
Agustus 2013 ... I-2
2.1. Jenis - jenis Pipa ... II-2
2.1. Jumlah Tenaga Kerja di PT. Invilon Sagita ... II-4
5.1. Jenis dan Proporsi Permintaan Daun Pintu ... V-1
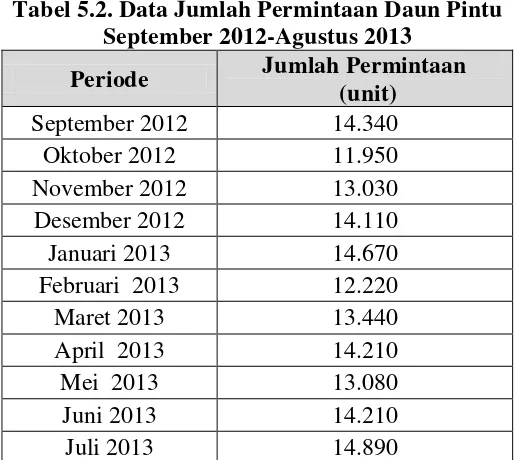
5.2. Data Jumlah Permintaan Daun Pintu September 2012-Agustus
2013 ... V-1
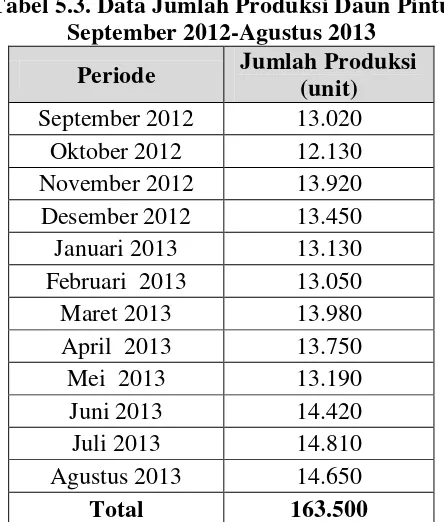
5.3. Data Jumlah Produksi Daun Pintu September 2012- Agustus 2013 V-2
5.4. Jumlah Hari Kerja September 2012 - Agustus 2013 ... V-3
5.5. Jumlah Pekerja Setiap Work Center ... V-3
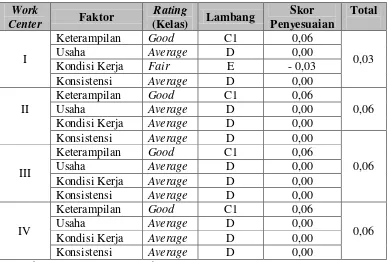
5.6. Penilaian Westinghouse Factor Setiap Stasiun Kerja ... V-4
5.7. Penilaian Allowance Setiap Stasiun Kerja ... V-4
5.8. Waktu Proses Pembuatan Daun Pintu Ukuran 90 cm x 200 cm... V-6
5.9. Waktu Proses Pembuatan Daun Pintu Ukuran 80 cm x 200 cm... V-6
5.10. Waktu Proses Pembuatan Daun Pintu Ukuran 70 cm x 200 cm.... V-7
5.11. Jumlah Mesin, Efisiensi, Utilitas, dan Waktu Set Up ... V-8
5.12. Biaya Bahan Langsung Pembuatan Daun Pintu ... V-9
5.13. Biaya Listrik, Pemeliharaan Mesin, Bahan Tidak Langsung, dan Alat
DAFTAR TABEL (LANJUTAN)
TABEL Halaman
5.14. Biaya Depresiasi Mesin ... V-11
5.15. Data Pekerja Tidak Langsung ... V-12
5.16. Total Biaya Overhead Pabrikasi ... V-12
5.17. Biaya Tetap Pembuatan Daun Pintu ... V-12
5.18. Biaya Tidak Tetap Pembuatan Daun Pintu ... V-13
5.19. Perhitungan Nilai Kesalahan Dengan Metode SES ... V-16
5.20. Rekapitulasi Nilai MSE dengan Metode SES ... V-17
5.21. Hasil Peramalan Permintaan Daun Pintu September 2013 -
Agustus 2014 ... V-18
5.22. Rekapitulasi Perhitungan Uji Keseragaman Data ... V-20
5.23. Uji Kecukupan Data Proses Proses Pencampuran ... V-21
5.24. Rekapitulasi Perhitungan Uji Kecukupan Data ... V-22
5.25. Westinghouse Factor pada Setiap Stasiun Kerja ... V-22
5.26. Perhitungan Waktu Normal dan Waktu Baku Stasiun Kerja untuk
Proses Pembuatan 20 unit Daun Pintu ... V-23
5.27. Perhitungan Waktu Operasi Masing-masing Work Center ... V-24
5.28. Kapasitas Perusahaan Setiap Periode ... V-26
5.29. Kemampuan Produksi Setiap Periode ... V-27
5.30. Biaya Bahan Langsung Pembuatan Daun Pintu ... V-29
DAFTAR TABEL (LANJUTAN)
TABEL Halaman
5.32. Tahap Dekomposisi ... V-34
5.33. Penentuan Fungsi Rekursif ... V-35
5.34. Biaya Produksi Bulan Agustus 2014 ... V-36
5.35. Biaya Produksi Bulan Juli 2014 ... V-37
5.36. Biaya Produksi Bulan Juni 2014 ... V-38
5.37. Biaya Produksi Bulan Mei 2014 ... V-38
5.38. Biaya Produksi Bulan April 2014 ... V-39
5.39. Biaya Produksi Bulan Maret 2014 ... V-40
5.40. Biaya Produksi Bulan Februari 2014 ... V-41
5.41. Biaya Produksi Bulan Januari 2014 ... V-41
5.42. Biaya Produksi Bulan Desember 2013 ... V-42
5.43. Biaya Produksi Bulan November 2013 ... V-43
5.44. Biaya Produksi Bulan Oktober 2013 ... V-44
5.45. Biaya Produksi Bulan September 2013 ... V-44
5.46. Rekapitulasi Biaya Produksi ... V-45
6.1. Perencanaan Jumlah Produksi Berdasarkan Permintaan ... VI-2
D A F T A R G A M B A R
GAMBAR Halaman
2.1. Struktur Organisasi PT. Invilon Sagita ... II-5
3.1. Grafik Pola Horizontal ... III-5
3.2. Grafik Pola Musiman ... III-5
3.3. Grafik Pola Siklis ... III-6
3.4. Grafik Pola Trend ... III-6
3.5. Tahapan Fungsi Transisi ... III-20
4.1. Diagram Alir Peramalan ... IV-3
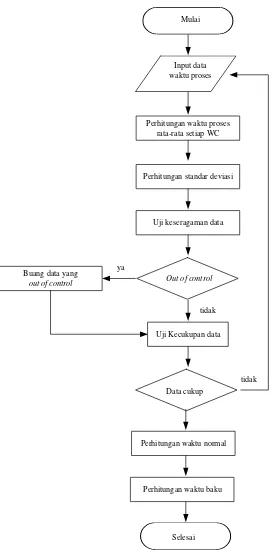
4.2. Diagram Alir Pengukuran Waktu ... IV-6
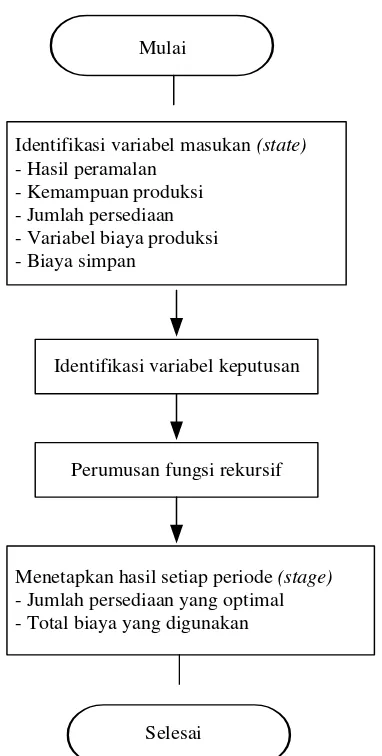
4.3. Diagram Alir Perencanaan Produksi Dengan Program Dinamis ... IV-8
4.4. Blok Diagram Prosedur Penelitian ... IV-9
5.1. Grafik Permintaan Pintu Daun Pintu PVC September 2013 -
Agustus 2014 ... V-14
ABSTRAK
PT. Invilon Sagita adalah perusahaan manufaktur yang menghasilkan berbagai produk berbahan PVC (polyvinyl chloride), seperti : pipa, daun pintu, selang air, kabel penutup, talang air, sambungan pipa, dan atap rumah. Objek penelitian adalah daun pintu. Daun pintu yang dihasilkan memiliki spesifikasi yang bervariasi, yaitu: daun pintu ukuran 90 cm x 200 cm, daun pintu ukuran 80 cm x 200 cm, dan daun pintu 70 cm x 200 cm. Proses produksi untuk menghasilkan produk tersebut adalah sama.
PT. Invilon Sagita tidak memiliki cara khusus dalam perencanaan produksi. Pada beberapa periode perusahaan tidak dapat memenuhi permintaan konsumen. Perusahaan mengharapkan tidak terjadi kekurangan produk yang mengakibatkan hilangnya kesempatan untuk menjual produk. Oleh karena itu, perlu dilakukan suatu perencanaan produksi dengan menggunakan program dinamis untuk mendapatkan jumlah yang optimal dengan penggunaan biaya minimal. Perencanaan jumlah produksi dilakukan dengan menggunakan program dinamis. Hasil perencanaan produksi setiap periode adalah 13.820 unit dengan persediaan akhir 4.218 unit (September 2013), 14.521 unit dengan persediaan akhir 4.884 unit (Oktober 2013), 13.820 unit dengan persediaan akhir 4.932 unit (November 2013), 13.521 unit dengan persediaan akhir 4.647 unit (Desember 2013), 13.521 unit dengan persediaan akhir 4.275 unit (Januari 2014), 14.119 unit dengan persediaan akhir 4.669 unit (Februari 2014), 13.521 unit dengan persediaan akhir 4.493 unit (Maret 2014), 13.820 unit dengan persediaan akhir 4.565 unit (April 2014), 13.521 unit dengan persediaan akhir 4.404 unit (Mei 2014), 12.820 unit dengan persediaan akhir 3.490 unit (Juni 2014), 12.521 unit dengan persediaan akhir 2.161 unit (Juli 2014), dan 11.820 dengan tidak ada persediaan (Agustus 2014).
Total biaya perencanaan produksi dengan menggunakan program dinamis sebesar Rp. 14.393.179.214 sedangkan total biaya perencanaan produksi sesuai dengan peramalan sebesar Rp. 14.743.404.662. Persentase selisih total biaya perencanaan dengan program dinamis dan berproduksi sesuai peramalan sebesar 2,37 %.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Saat ini tingkat persaingan yang semakin kompetitif terjadi pada hampir
semua perusahaan yang bergerak dalam bidang manufaktur. Hal ini menyebabkan
setiap perusahaan dituntut untuk dapat bergerak cepat, efektif, dan efisien untuk
meningkatkan produksi dengan memanfaatkan segala sumber daya yang tersedia
sehingga diperoleh hasil produksi yang optimal. Untuk menghasilkan produksi
yang optimal diperlukan perencanaan produksi yang tepat. Perencanaan produksi
merupakan suatu teknik perencanaan yang bertujuan memberikan keputusan
berdasarkan sumber daya yang dimiliki dalam memenuhi permintaan akan produk
yang dihasilkan. Dengan adanya perencanaan produksi diharapkan sumber daya
yang ada dapat dialokasikan dengan tepat, tingkat persediaan dapat dikendalikan,
biaya produksi dan biaya simpan dapat diminimisasi, serta permintaan konsumen
dapat terpenuhi.
PT. Invilon Sagita merupakan perusahaan yang menghasilkan berbagai
jenis produk berbahan PVC (Polyvinyl Chloride), seperti: pipa, daun pintu,
sambungan pipa, selang air, talang air, penutup kabel, dan atap rumah. Pada
penelitian ini, jenis produk yang dibahas adalah daun pintu.
Data produksi dan permintaan daun pintu September 2012 - Agustus 2013
Tabel 1.1. Data Produksi dan Permintaan Daun Pintu September 2012 - Agustus 2013
Periode Produksi (unit)
Permintaan (unit)
Kekurangan/Kelebihan Produksi (unit)
September 2012 13.020 14.340 -1.320
Oktober 2012 12.130 11.950 +180
November 2012 13.920 13.030 +890
Desember 2012 13.450 14.110 -660
Januari 2013 13.130 14.670 -1.540
Februari 2013 13.050 12.220 +830
Maret 2013 13.980 13.440 +540
April 2013 13.750 14.210 -460
Mei 2013 13.190 13.080 +110
Juni 2013 14.420 14.210 +210
Juli 2013 14.810 14.890 -80
Agustus 2013 14.650 15.160 -510
Total 163.500 165.310
Sumber : Bagian Produksi dan Pemasaran PT. Invilon Sagita
Tabel 1.1. menunjukkan bahwa pada periode tertentu jumlah permintaan
lebih tinggi bila dibandingkan dengan jumlah produksi, dan total produksi yang
dihasilkan juga tidak mampu memenuhi total permintaan.
PT. Invilon Sagita merupakan perusahaan yang tidak memiliki cara khusus
dalam perencanaan produksi. Perencanaan jumlah produksi yang ada di
perusahaan berdasarkan pada potensi sumber daya yang dimiliki. Sehingga
diperlukan suatu cara khusus yang dapat digunakan untuk perencanaan produksi.
Salah satu cara yang dapat digunakan untuk merencanakan jumlah
produksi adalah dengan menggunakan pendekatan program dinamis. Program
dinamis merupakan suatu teknik matematika yang digunakan untuk
mengoptimalkan proses pengambilan keputusan secara bertahap berdasarkan
periode waktu. Program dinamis dapat menyesuaikan sistematika perhitungannya
menurut ukuran masalah yang tidak selalu tetap dengan tetap melakukan
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah pada beberapa periode
perusahaan tidak dapat memenuhi permintaan konsumen tepat waktu. Hal ini
disebabkan karena perusahaan tidak memiliki cara khusus dalam merencanakan
jumlah produksi.
1.3. Tujuan Penelitian
Tujuan penelitian adalah merencanakan jumlah produksi untuk setiap
periode dengan menggunakan program dinamis sehingga perusahaan dapat
memenuhi permintaan konsumen tepat waktu.
1.4. Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah:
1. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan
teori yang diperoleh di perguruan tinggi ke dalam lingkungan industri secara
nyata dalam menyelesaikan masalah.
2. Bagi Perusahaan
Hasil penelitian dapat dijadikan sebagai masukan bagi perusahaan dalam
perencanaan jumlah produksi.
3. Bagi Departemen Teknik Industri
Sebagai tambahan referensi untuk memperkaya laporan penelitian Teknik
1.5. Batasan Masalah dan Asumsi
Batasan-batasan yang digunakan dalam penelitian ini adalah:
1. Penelitian dibatasi hanya untuk 3 jenis daun pintu, yaitu: daun pintu ukuran
90 cm x 200 cm, daun pintu ukuran 80 cm x 200 cm, dan daun pintu ukuran
70 cm x 200 cm. Jenis produk tersebut adalah produk yang memiliki
permintaan yang cukup tinggi dan perusahaan mengalami kesulitan untuk
memenuhi permintaan konsumen.
2. Data permintaan produk yang digunakan adalah data permintaan pada bulan
September 2012 - Agustus 2013.
3. Penentuan waktu baku tiap operasi dilakukan dengan menggunakan metode
jam henti (stoptwatch time study).
4. Perencanaan jumlah produksi dilakukan untuk jangka waktu 12 bulan, yaitu
September 2013 - Agustus 2014.
5. Jumlah maksimal produk yang dapat disimpan di gudang penyimpanan produk
adalah sebesar 5.000 unit.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Proses produksi yang dilakukan perusahaan tidak mengalami perubahan selama
penelitian.
2. Harga jual, harga bahan, dan biaya produksi tidak mengalami perubahan
selama dilakukan penelitian.
3. Mesin dan peralatan yang digunakan berada dalam keadaan baik.
Sistematika penulisan laporan bertujuan untuk mempermudah dalam
menyusun dan mempelajari bagian-bagian dari seluruh rangkaian penelitian.
Adapun sistematika penulisan laporan hasil penelitian ini adalah:
BAB I Pendahuluan berisi tentang latar belakang penelitian, rumusan
masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan
sistematika penulisan laporan tugas sarjana.
BAB II Gambaran umum perusahaan berisi tentang sejarah perusahaan,
ruang lingkup bidang usaha, lokasi perusahaan, organisasi dan manajemen, dan
proses produksi.
BAB III Landasan teori berisi tentang teori-teori pendukung, seperti:
perencanaan produksi, peramalan, pengukuran waktu, biaya pabrikasi, Break
Event Point (BEP), dan program dinamis.
BAB IV Metodologi penelitian berisi tentang lokasi dan waktu penelitian,
rancangan penenelitian, objek penelitian, variabel yang diamati, kerangka
berpikir, instrumen penelitian, metode pengumpulan data, metode pengolahan
data, dan blok diagram prosedur penelitian
BAB V Pengumpulan dan pengolahan data berisi data tentang proporsi
grup produk, jumlah permintaan, jumlah hari kerja, jumlah pekerja setiap work
center, rating factor, allowance, waktu siklus, faktor efisiensi mesin, utilisasi
mesin, gaji operator, jam kerja perusahaan, dan biaya produksi. Setelah data
dikumpulkan maka dilanjutkan dengan pengolahan data yang terdiri atas beberapa
tahapan, yaitu: peramalan jumlah permintaan daun pintu, perhitungan waktu baku,
produksi perusahaan, perhitungan biaya produksi, perhitungan Break Event Point
(BEP), dan perencanaan produksi dengan menggunakan program dinamis pada
setiap periode.
BAB VI Analisis pemecahan masalah berisi tentang perbandingan antara
perencananaan produksi apabila perusahaan menghasilkan produk sesuai dengan
peramalan dan perencanaan produksi apabila perusahaan menggunakan program
dinamis.
BAB VII Kesimpulan dan saran berisikan kesimpulan yang diperoleh dari
hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Invilon Sagita merupakan perusahaan yang menghasilkan produk
berbahan PVC (Polyvinyl Chloride), seperti: pipa, daun pintu, sambungan pipa,
selang air, talang air, cable duct (penutup kabel), dan atap rumah. Perusahaan ini
didirikan pada tahun 1974 dengan nama UD. Sagita. Perusahaan ini mengalami
perkembangan sehingga pada tahun 1990 berubah nama menjadi PT. Invilon
Sagita. Total investasi yang dikeluarkan oleh perusahaan mencapai 20 juta dollar
dengan kapasitas produksi mencapai 18.000 ton pertahun. PT. Invilon Sagita
merupakan suatu perusahaan yang memiliki beberapa standar produksi, seperti:
Japanese Industrial Standard (JIS), Standar Industri Indonesia (SII), dan Standar
Nasional Indonesia (SNI) yang menunjukkan bahwa produk yang dihasilkan
berkualitas baik.
Konsumen PT. Invilon Sagita adalah PT. Telekomunikasi Indonesia,
PDAM Tirtanadi Medan, proyek gas elpiji PERTAMINA di Lhoksemawe, proyek
pembangunan beberapa perumahan, proyek pembangunan beberapa hotel, seperti:
Hotel Tiara Medan, Hotel Garuda Plaza, dan King’s hotel Palembang. Selain itu,
PT.Invilon Sagita juga turut menyukseskan program penyediaan air bersih dengan
membantu pembuatan jaringan air minum di Tanah Karo. Sebagai penghargaan
Sumatera Utara memberikan penghargaan kehormatan berupa Upakarti dari
Presiden Republik Indonesia.
2.2. Ruang Lingkup Bidang Usaha
PT. Invilon Sagita menghasilkan beberapa jenis produk antara lain:
1. Pipa
Jenis pipa yang dihasilkan oleh perusahaan dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis-Jenis Pipa Ukuran
Nominal (inchi)
Diameter luar (mm)
Tebal Dinding Tipe AW-AXX
(mm)
Tipe AW-General (mm)
½ 22 1,5 1,6
¾ 26 1,6 1,8
1 32 1,7 2,0
2 60 2,0 2,4
3 89 2,5 3,1
4 114 3,0 4,1
5 140 4,5 5,0
6 165 5,0 6,2
8 216 6,2 7,7
10 257 7,2 9,0
12 318 8,2 10,0
2. Daun pintu
Jenis daun pintu yang dihasilkan oleh perusahaan adalah : daun pintu ukuran
90 cm x 200 cm, daun pintu ukuran 80 cm x 200 cm, dan daun pintu ukuran
70 cm x 200 cm.
3. Sambungan pipa
Jenis sambungan pipa yang dihasilkan oleh perusahaan adalah : bend elbow
90°, bend elbow 45°, tee, reducing tee, double tee, double reducing tee, wye,
4. Selang air
Jenis selang air yang dihasilkan oleh perusahaan adalah : selang air diameter
5/8 inchi, selang air diameter 3/4 inchi, dan selang air diameter 1 inchi.
5. Talang air
Jenis talang air yang dihasilkan oleh perusahaan adalah : talang air ukuran
6 inchi, talang air ukuran 8 inchi, dan talang air ukuran 10 inchi.
6. Cable duct (Penutup kabel)
Jenis penutup kabel yang dihasilkan oleh perusahaan adalah : penutup kabel
warna abu-abu dan penutup kabel warna putih.
7. Atap rumah
Jenis atap rumah yang dihasilkan oleh perusahaan adalah: invitap (atap
gelombang) dan invideck (atap spandek).
2.3. Lokasi Perusahaan
PT. Invilon Sagita terletak di jalan Mesjid/Jl. Binjai Km. 10.5, Desa
Payageli, Kecamatan Medan Sunggal, Kotamadya Medan, Sumatera Utara dan
berkantor pusat di jalan Jenderal Ahmad Yani No. 103-B, Kotamadya Medan,
Sumatera Utara.
2.4. Organisasi dan Manajemen
2.4.1. Struktur Organisasi Perusahaan
PT. Invilon Sagita memiliki struktur organisasi berbentuk fungsional.
pengelompokan aktivitas dan tugas yang sama. Pengelompokan aktivitas
membentuk unit-unit kerja, seperti: bagian gudang, bagian kimia, bagian
pembelian, bagian keuangan dan personalia, bagian pemasaran, bagian produksi,
dan bagian maintenance yang memiliki fungsi yang khusus. Struktur organisasi
perusahaan ini dapat dilihat pada Gambar 2.1.
2.4.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab masing-masing bagian pada PT. Invilon
Sagita dapat dilihat pada Lampiran 1.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada PT.Invilon Sagita berjumlah 208 orang. Rincian
jumlah tenaga kerja yang ada pada PT. Invilon Sagita dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jumlah Tenaga Kerja di PT. Invilon Sagita
No Jabatan Jumlah (orang)
1 Direktur 1
2 General manager 1
3 Bagian gudang 9
4 Bagian maintenance 15
5 Bagian pembelian 9
6 Bagian keuangan dan personalia 5
7 Bagian pemasaran 15
8 Bagian produksi 135
9 Bagian kimia 7
10 Satpam 8
11 Petugas kebersihan 3
Total 208
Sumber: Bagian Keuangan & Personalia PT. Invilon Sagita
Jam kerja di PT. Invilon Sagita berbeda antara karyawan kantor, karyawan
sedangkan karyawan lantai produksi dan petugas keamanan bekerja dua shift. Jam
kerja perhari untuk karyawan di lantai produksi dan satpam adalah 7 jam,
sedangkan untuk karyawan kantor adalah 7 jam. Jam lembur hanya berlaku pada
karyawan yang bekerja pada work center ekstrusi. Jam kerja lembur terhitung
apabila seorang pekerja bekerja lebih dari 7 jam per shift. Jam lembur yang
ditetapkan oleh perusahaan adalah sebesar 4 jam. Adapun pembagian waktu kerja
tersebut adalah sebagai berikut:
1. Karyawan kantor
a. Hari Senin sampai Kamis
- Pukul 08.00 - 12.00 WIB : Kerja aktif
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 - 16.00 WIB : Kerja aktif
b. Hari Jumat
- Pukul 08.00 - 12.00 WIB : Kerja aktif
- Pukul 12.00 - 14.00 WIB : Istirahat
- Pukul 14.00 - 17.00 WIB : Kerja aktif
c. Hari Sabtu
- Pukul 08.00 - 12.00 WIB : Kerja aktif
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 - 14.00 WIB : Kerja aktif
2. Karyawan lantai produksi dan petugas keamanan
a. Shift I
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 - 16.30 WIB : Kerja aktif
b. Shift II
- Pukul 20.30 - 24.00 WIB : Kerja aktif
- Pukul 24.00 - 01.00 WIB : Istirahat
- Pukul 01.00 - 4.30 WIB : Kerja aktif
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Untuk meningkatkan produktivitas kerja karyawan, maka perusahaan
harus memperhatikan tingkat kesejahteraan karyawan. Salah satu indikator
kesejahteraan karyawan adalah memberikan upah yang sesuai dengan kemampuan
perusahaan. Sistem pengupahan di perusahaan dibedakan atas dua jenis, yaitu:
1. Upah bulanan
Upah bulanan diberikan kepada tenaga kerja tetap, yaitu pada bagian kantor
dan satpam. Upah bulanan dibayar pada setiap akhir bulan.
2. Upah harian
Upah harian diberikan kepada tenaga kerja yang bertugas di bagian produksi.
Upah harian dibayar pada setiap awal bulan dengan perhitungan akumulasi
waktu kerja harian.
Adapun fasilitas-fasilitas lain yang diberikan oleh perusahaan adalah :
1. Upah lembur
Upah lembur diberikan apabila karyawan bekerja melebihi jam kerja yang telah
2. Tunjangan jabatan
Tunjangan jabatan merupakan pelengkap gaji pokok, mengingat ada pekerjaan
yang memegang peranan dan tanggung jawab serta tuntutan khusus. Tunjangan
jabatan yang diberikan oleh perusahaan adalah sebesar Rp. 100.000.
3. Uang makan
Uang makan diberikan setiap pengambilan gaji. Uang makan yang diberikan
perusahaan adalah sebesar Rp. 5.000/hari.
4. Tunjangan Hari Raya (THR)
Tunjangan Hari Raya diberikan kepada karyawan yang merayakan hari raya
dan tahun baru. THR diberikan kepada karyawan yang telah bekerja selama 1
tahun dan dibayar sebesar satu bulan gaji.
5. Uang transportasi
Uang transportasi diberikan pada karyawan saat menerima gaji diakhir bulan.
Jumlah uang transportasi yang diperoleh karyawan tergantung pada kedudukan
karyawan di perusahaan.
6. Cuti
Pemberian cuti bertujuan untuk menghilangkan rasa jenuh dan bosan selama
bekerja. Cuti diberikan kepada karyawan yang sudah bekerja selama 1 tahun.
7. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Jaminan Sosial Tenaga Kerja adalah suatu bentuk asuransi yang dibuat oleh
pemerintah untuk melindungi tenaga kerja. Asuransi tersebut lebih dikenal
a. Jaminan kecelakaan kerja
Jaminan kecelakaan kerja dilakukan dengan cara pembayaran premi oleh
perusahaan. Jumlah premi adalah sebesar 0,89 % dari gaji pokok karyawan
setiap bulan. Jaminan kecelakaan kerja hanya akan diberikan apabila tenaga
kerja mengalami kecelakaan dalam menjalankan tugasnya.
b. Jaminan hari tua
Jaminan hari tua diberikan apabila tenaga kerja sudah pensiun pada umur
55 tahun. Besarnya dana pensiun yang diberikan ASTEK tergantung
kepada masa kerja tenaga kerja yang bersangkutan.
c. Jaminan kematian
Jaminan kematian diberikan apabila tenaga kerja meninggal dunia. Premi
jaminan kematian adalah sebesar 0,3 % dari gaji pokok karyawan setiap
bulan.
d. Jaminan pemeliharaan kesehatan
Jaminan pemeliharaan kesehatan diberikan oleh perusahaan kepada tenaga
kerja beserta keluarganya. Apabila tenaga kerja tersebut belum menikah,
perusahaan mengalokasikan dana sebesar 3 % dari gaji pokok dan bagi
yang sudah menikah perusahaan mengalokasikan dana sebesar 6 % dari
gaji pokok dengan batasan maksimal memiliki tiga orang anak. Pengobatan
dilakukan pada klinik atau rumah sakit tertentu yang memiliki kerja sama
dengan perusahaan. Setelah perawatan dan pengobatan selesai, maka setiap
pasien harus menunjukkan bukti kuitansi pembayaran ke pada pihak
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan / Produk
PT. Invilon Sagita merupakan perusahaan yang menghasilkan berbagai
jenis produk berbahan PVC, salah satu diantaranya adalah daun pintu. Pihak
perusahaan menetapkan bahwa setiap produk yang dihasilkan harus melalui
proses pengawasan yang ketat mulai masuknya bahan ke mixer sampai ke proses
pengujian sehingga memiliki standar mutu yang telah ditetapkan. Standar mutu
produk perlu ditingkatkan dan dipertahankan guna menjaga kualitas produk jadi.
2.5.2. Bahan Produksi
Bahan yang dibutuhkan untuk membuat daun pintu terdiri atas bahan
baku, bahan tambahan, dan bahan penolong. Rincian bahan-bahan yang
digunakan dalam proses pembuatan daun pintu dapat dilihat dalam uraian sebagai
berikut:
2.5.2.1.Bahan Baku
Bahan baku adalah bahan yang digunakan dalam jumlah yang besar.
Bahan baku yang digunakan dalam proses pembuatan daun pintu adalah :
1. Resin
Resin mempunyai sifat keras dan kaku, bentuknya serbuk putih. Pengguan
resin betujuan agar bahan mudah diolah serta tidak mudah terbakar. Resin
pintu. Penggunaan bahan ini mencapai 60 % - 80 % dalam setiap kali kegiatan
produksi.
2. Tepung CaCO3
Tepung CaCO3 merupakan senyawa zat kalsium dan karbonat, atau sering juga
disebut tepung kapur. Kegunaan bahan ini adalah untuk menentukan kelenturan
dan kekerasan produk serta mengontrol kehalusan permukaan. Penggunaan
bahan ini mencapai 20 % - 28 % dalam setiap kali kegiatan produksi.
2.5.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan
yang digunakan dalam proses produksi pembuatan daun pintu adalah:
1. Zat pewarna
Zat pewarna adalah zat yang digunakan untuk menentukan warna daun pintu.
Ada beberapa jenis warna daun pintu yang dihasilkan oleh perusahaan, yaitu:
putih, biru, cream, ungu, hijau, pink, dan abu-abu.
2. Stearic Acid (SA)
Stearic Acid digunakan sebagai stabilisator untuk menjaga suhu bahan baku
pada saat dipanaskan, dan dilebur.
3. Paraloid
Paraloid digunakan untuk membantu larutan agar cepat mengeras di udara
2.5.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang membantu proses produksi agar
diperoleh hasil yang lebih baik. Bahan penolong yang digunakan dalam proses
produksi pembuatan daun pintu adalah air. Air digunakan sebagai pendingin
setelah produk selesai dicetak.
2.5.3. Uraian Proses Produksi
Uraian proses pembuatan daun pintu adalah sebagai berikut:
1. Pencampuran
Bahan yang digunakan terdiri dari bahan baku, bahan tambahan, dan bahan
penolong. Bahan yang sudah ditimbang sesuai dengan ukuran yang telah
ditetapkan kemudian dicampur dengan menggunakan mesin mixer
(pencampur). Bahan dituang ke dalam mesin pencampur .Proses pencampuran
dilakukan oleh 8 orang karyawan dengan menggunakan 2 unit mesin
pencampur. Setiap unit mesin pencampur ditangani oleh 4 orang karyawan.
Pencampuran dilakukan selama 30 menit hingga bahan benar-benar tercampur
dengan baik. Hasil pencampuran ditampung dalam karung atau goni.
2. Ekstrusi
Proses ekstrusi merupakan proses yang terdiri dari beberapa tahapan, yaitu:
pemanasan, pencetakan, pendinginan, dan pemotongan. Proses ekstrusi
menggunakan mesin extruder. Hasil pencampuran diangkat dengan
menggunakan hoisting crane oleh seorang operator kemudian dibawa ke
ke dalam mesin extruder melalui hopper. Hasil pencampuran akan dipanaskan
pada suhu 180 oC - 200 oC. Kemudian dicetak dengan menggunak mould yang
berfungsi sebagai cetakan daun pintu. Daun pintu yang sudah dicetak
kemudian didinginkan dengan menggunakan siraman air. Daun pintu yang
sudah dingin kemudian dipotong berdasarkan ukuran yang diinginkan dengan
menggunakan alat pemotong.
3. Finishing
Daun pintu yang telah dipotong kemudian dibawa ke bagian finishing. Proses
finishing terdiri atas beberapa tahapan, yaitu: pembersihan debu, pemberian
motif, pengkilat, dan pengering. Seluruh proses ini dilakukan pada satu mesin.
4. Pengepakan
Produk yang sudah jadi kemudian dimasukkan kedalam kardus berbentuk
persegi panjang. Proses pengepakan dilakukan secara manual dengan
menggunakan peralatan kardus dan lem.
2.5.4. Mesin dan Peralatan Produksi
Adapun mesin dan peralatan yang digunakan untuk keperluan produksi di
PT. Invilon Sagita adalah sebagai berikut:
1. Mesin
Mesin yang digunakan dalam proses pembuatan daun pintu adalah:
a. Mesin extruder
Spesifikasi mesin extruder adalah sebagai berikut:
- Asal : Itali
- Tipe : E 60/25 D
- Daya : 37.5 kW
- Ukuran : 4 m x 1,5 m x 1 m
- Feeding hopper : 100 liter (stainless steel)
- Cos ϕ : 0,85
- Kegunaan : Mengekstrusi bahan
b. Mesin pencampur (Mixer)
Spesifikasi mesin pencampur adalah sebagai berikut:
- Merek : Techwell
- Daya : 75 HP
- Tegangan : 380 Volt
- Arus : 57 Amp
- Kapasitas : 20 ton/jam
- Co s ϕ : 0,9
- Kegunaan : Mencampur bahan
c. Mesin finishing
Spesifikasi mesin finishing adalah sebagai berikut:
- Merek : Techwell
- Daya : 75 HP
- Tegangan : 380 Volt
- Kegunaan : Membersihkan, memberi motif, dan memberikan warna
kilat pada daun pintu
2. Peralatan
Peralatan yang digunakan dalam proses pembuatan daun pintu adalah sebagai
berikut:
a. Kereta sorong
Kereta sorong digunakan untuk membawa bahan baku dari gudang bahan baku
menuju lantai produksi dan memindahkan produk jadi yang telah dikemas dari
lantai produksi menuju gudang produk jadi.
b. Forklift
Forklift digunakan untuk mengangkat bahan-bahan dari penyimpanan ke
bagian pencampuran. Forklift berjumlah 2 unit.
c. Timbangan
Timbangan yang digunakan terdiri atas :
- Timbangan analog (100 kg)
Timbangan analog digunakan untuk menimbang bahan baku. Timbangan
analog berjumlah 3 unit.
- Timbangan digital (10 kg)
Timbangan digital digunakan untuk menimbang bahan tambahan.
BAB III
LANDASAN TEORI
3.1 Perencanaan Produksi1
1. Berjangka waktu
Perencanaan produksi dilakukan dengan tujuan menentukan arah dan awal
dari tindakan-tindakan yang harus dilakukan dimasa yang akan datang, apa yang
harus dilakukan, berapa banyak, dan kapan harus dilakukan. Perencanaan
bertujuan untuk memperkirakan masa yang akan datang berdasarkan data pada
masa lalu dengan menggunakan beberapa asumsi.
Perencanaan produksi harus mempunyai sifat-sifat sebagai berikut:
Proses produksi merupakan proses yang sangat kompleks. Proses tersebut
memerlukan keterlibatan bermacam-macam tingkat keterampilan, tenaga kerja,
peralatan, modal, dan informasi yang dilakukan secara terus menerus dalam
jangka waktu yang sangat lama. Berdasarkan periode waktu, perencanaan
produksi dibagi menjadi 3 yaitu:
a. Perencanaan produksi jangka panjang.
b. Perencanaan produksi jangka menengah
c. Perencanaan produksi jangka pendek
2. Berjenjang
Pembuatan rencana produksi tidak bisa dilakukan hanya dalam satu kali dan
berjenjang. Artinya perencanaan produksi akan bertingkat dari perencanaan
produksi level rendah hingga level yang lebih tinggi.
3. Terpadu
Perencanaan produksi akan melibatkan banyak faktor, seperti bahan baku,
mesin/peralatan, tenaga kerja, dan waktu, dimana semua faktor tersebut harus
sesuai dengan kebutuhan yang direncanakan dalam mencapai target produksi
tertentu berdasarkan perkiraan.
4. Berkelanjutan
Perencanaan produksi disusun untuk satu periode tertentu yang merupakan
masa berlakunya rencana tersebut. Setelah masa berlaku habis, maka harus
dibuat rencana baru untuk periode waktu berikutnya lagi. Rencana baru harus
dibuat berdasarkan adanya evaluasi pada perencanaan sebelumnya.
5. Terukur
Selama pelaksanaan produksi, realisasi dari rencana produksi akan selalu
dimonitor untuk mengetahui apakah terjadi penyimpangan dari rencana yang
telah ditetapkan. Untuk mengetahui ada tidaknya penyimpangan, maka rencana
produksi harus menetapkan suatu nilai yang dapat diukur, sehingga dapat
digunakan sebagai dasar untuk menetapkan ada tidaknya penyimpangan .
6. Realistis
Rencana produksi yang dibuat harus disesuaikan dengan kondisi yang ada di
perusahaan, sehingga target yang ditetapkan merupakan nilai yang realistik
1
untuk dapat dicapai dengan kondisi yang dimiliki perusahaan pada saat rencana
tersebut dibuat.
7. Akurat
Perencanaan produksi harus dibuat berdasarkan informasi-informasi yang
akurat tentang kondisi internal, sehingga angka-angka yang dimunculkan
dalam target produksi dapat dipertanggungjawabkan.
8. Menantang
Rencana produksi yang baik harus menetapkan target produksi yang hanya
dapat dicapai dengan usaha yang sungguh-sungguh.
3.2. Peramalan2
1. Penjadwalan sumber daya yang tersedia. Penggunaan sumber daya yang efisien
memerlukan penjadwalan produksi, transportasi, kas, dan personalia. Input
yang penting untuk penjadwalan seperti itu adalah ramalan tingkatan
permintaan untuk produk, bahan, tenaga kerja, finansial, atau jasa pelayanan. Peramalan merupakan alat bantu yang penting dalam perencanaan yang
efektif dan efisien. Beberapa peranan penting peramalan dalam hal berikut ini:
2. Penyediaan sumber daya tambahan. Waktu tenggang untuk memperoleh bahan,
menerima pekerja baru, atau membeli mesin, peralatan dapat berkisar beberapa
hari atau beberapa tahun.
3. Penentuan sumber daya yang diinginkan. Setiap sumber organisasi harus
Keputusan semacam ini tergantung pada kesempatan pasar, faktor-faktor
lingkungan, dan pengembangan internal dan sumber daya finansial, manusia,
produk, dan teknologis. Semua penentuan ini memerlukan ramalan yang baik
dan keahlian seorang manajer untuk dapat menafsirkan pendugaan serta
membuat keputusan yang tepat.
Perusahaan perlu mengembangkan suatu pendekatan berganda untuk
menduga peristiwa yang tidak tentu dan membangun suatu sistem peramalan.
Organisasi harus memiliki pengetahuan dan keterampilan yang mengikuti empat
hal yaitu:
1. Identifikasi dan definisi masalah peramalan.
2. Aplikasi serangkaian metode peramalan.
3. Prosedur pemilihan metode yang tepat berdasarkan situasi tertentu.
4. Dukungan organisasi untuk menerapkan dan menggunakan metode peramalan
secara formal.
Situasi peramalan sangat beragam dalam horison waktu peramalan, faktor
yang menetukan hasil sebenarnya, dan tipe pola data. Teknik peramalan dibagi
kedalam dua jenis, yaitu: metode kuantitatif dan metode kualitatif.
3.2.1. Metode Kuantitatif
Metode kuantitatif dapat dibagi menjadi 2 jenis, yaitu: model deret berkala
(time series) dan model regresi/kausal. Model deret berkala dilakukan berdasarkan
adalah menemukan pola dalam deret data historis dan mengekstrapolasikan pola
tersebut ke masa depan. Model regresi mengasumsikan bahwa faktor yang
diramalalkan menunjukkan suatu hubungan sebab-akibat dengan satu atau lebih
variabel bebas.
Apabila suatu data tersedia, hubungan peramalan dapat dihipotesiskan baik
sebagai fungsi dari waktu kemudian diuji. Langkah penting dalam memilih suatu
metode deret berkala yang tepat adalah dengan mempertimbangkan jenis pola
data. Pola data dapat dibedakan menjadi 4 jenis, yaitu:
1. Pola horizontal (H), terjadi bila mana nilai data berfluktuasi berada pada nilai
rata-rata yang konstan. Grafik pola horizontal dapat dilihat pada Gambar 3.1.
Gambar 3.1. Grafik Pola Horizontal
2. Pola musiman (S) terjadi bila mana suatu deret dipengaruhi oleh faktor-faktor
Gambar 3.2. Grafik Pola Musiman
3. Pola siklis (C) terjadi bila mana data dipengaruhi oleh fluktuasi ekonomi
jangka panjang yang menyerupai siklus bisnis. Grafik pola siklis dapat dilihat
pada Gambar 3.3.
Gambar 3.3. Grafik Pola Siklis
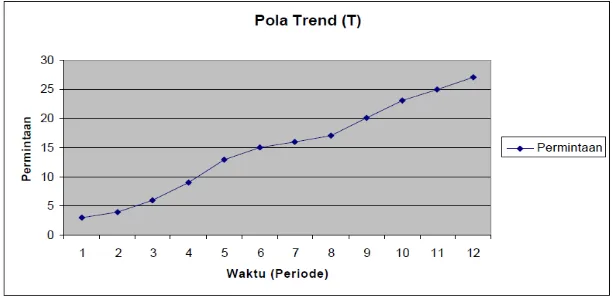
4. Pola trend (T) terjadi bila mana terdapat kenaikan atau penurunan dalam
Gambar 3.4. Grafik Pola Trend
Peramalan dengan metode kuantitatif dapat diterapkan apabila terdapat
tiga kondisi sebagai berikut:
a. Tersedia informasi tentang masa lalu.
b. Informasi tentang masa lalu dapat dikuantitatifkan dalam bentuk data numerik.
c. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut
dimasa yang akan datang.
Beberapa metode peramalan time series adalah sebagai berikut:
1. Rata-rata Bergerak Tunggal (Single Moving Average)
Salah satu cara untuk mengubah pengaruh data masa lalu terhadap nilai tengah
sebagai ramalan adalah dengan menentukan sejak awal berapa jumlah nilai
observasi masa lalu yang akan dimasukkan untuk menghitung nilai tengah.
Untuk menggambarkan prosedur ini digunakan istilah rata-rata bergerak
(moving average) karena setiap muncul nilai observasi baru, nilai rata-rata baru
dapat dihitung dengan membuang nilai observasi yang paling tua dan
memasukkan nilai observasi terbaru.
Metode pemulusan eksponensial tunggal menggunakan satu parameter
pemulusan yang ditentukan secara eksplisit. Untuk menghitung ramalan
dengan menggunakan metode ini, dapat digunakan rumus sebagai berikut:
Ft =
α
. Xt + (1-α
). Ft-1et = Xt - Ft
Keterangan:
Ft : hasil peramalan pada periode t
α
: konstanta pemulusan (0 ≤α
≤1)e : kesalahan
Xt : nilai sebenarnya/nilai pengamatan
Konstanta pemulusan yang digunakan dapat bervariasi, yaitu 0≤
α
≤1. Nilaiα
yang digunakan adalah bervariasi. Hal ini bertujuan untuk memperoleh nilaiMSE (Mean Square Error) yang terkecil. Nilai MSE terkecil dapat diperoleh
dengan melakukan beberapa kali percobaan. Nilai MSE dapat dihitung dengan
menggunakan rumus sebagai berikut:
MSE =
∑
= −
n
i i n
e
1 2
1 Keterangan :
MSE : nilai tengah kesalahan kuadrat e : kesalahan
n : jumlah periode
3.2.2. Metode Kualitatif
Metode kualitatif dibagi menjadi 2 jenis, yaitu: metode eksplatoris dan
normatif. Peramalan dengan metode kualitatif digunakan untuk membantu
ramalan numerik. Peramalan dengan metode ini membutuhkan biaya besar.
Metode kualitatif dapat digunakan dan berhasil apabila digunakan secara
bersamaan dengan metode kuantitatif, seperti dalam bidang pengembangan
produk, pengeluaran modal, perumusan sasaran dan tujuan, dan penggabungan
organisasi skala sedang atau besar.
3.3. Pengukuran Waktu3
1. Pengukuran waktu secara langsung
Pengukuran waktu (time study) merupakan suatu usaha untuk menentukan
lamanya waktu kerja yang dibutuhkan oleh seorang operator/pekerja normal untuk
menyelesaikan suatu pekerjaan yang spesifik, pada tingkat kecepatan kerja yang
normal, dan dalam lingkungan kerja yang terbaik. Pengukuran waktu dibagi
menjadi dua, yaitu:
Pengukuran waktu secara langsung dilakukan di tempat pekerjaan yang
bersangkutan. Pengukuran waktu secara langsung dapat dibagi atas dua jenis
pengukuran, yaitu: pengukuran waktu kerja dengan jam henti (stopwacth) dan
pengukuran waktu kerja dengan sampling pekerjaan.
2. Pengukuran waktu secara tidak langsung
Pengukuran waktu secara tidak langsung dilakukan tanpa harus berada di
tempat pekerjaan, yaitu dengan membaca tabel yang tersedia di perusahaan
namun tetap mengetahui jalannya pekerjaan melalui elemen-elemen kegiatan.
3
Pengukuran jenis ini dapat dilakukan untuk mengetahui waktu baku dan
waktu gerakan.
3.3.1. Pengukuran Waktu Jam Henti4
1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih
untuk diamati. Dalam penentuan tujuan tersebut, dibutuhkan adanya tingkat
kepercayaan dan tingkat ketelitian yang digunakan dalam pengukuran jam
henti.
Pengukuran waktu kerja dengan jam henti (stopwatch time study)
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad ke-19. Metode
ini tepat digunakan untuk jenis pekerjaan yang berlangsung secara singkat dan
dilakukan secara berulang-ulang (repetitive). Dari hasil pengukuran diperoleh
waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini
akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua pekerja
yang akan melaksanakan pekerjaan yang sama.
Langkah-langkah pengukuran waktu kerja dengan menggunakan
stopwatch time study adalah :
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan
seperti layout, karakteristik/spesifikasi mesin atau peralatan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya namun masih
4. Amati, ukur, dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus yang dilaksanakan sudah memenuhi syarat atau tidak, lakukan uji
keseragaman dan kecukupan data.
6. Tetapkan rating factor operator. Rating factor ditetapkan untuk setiap elemen
kerja yang ada dan hanya ditujukan untuk performansi operator.
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan
oleh operator tersebut sehingga akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang diberikan ini bertujuan untuk menghadapi
kondisi-kondisi seperti kebutuhan yang bersifat personal, kelelahan, dan keterlambatan
material.
9. Tetapkan waktu kerja baku yaitu jumlah total antara waktu normal dan waktu
longgar.
3.3.2. Uji Keseragaman Data5
Uji keseragaman data dilakukan untuk mengetahui apakah data yang
diperoleh menyebar seragam atau tidak. Selama melakukan pengukuran, operator
mungkin mendapatkan data yang tidak seragam. Untuk itu digunakan alat yang
dapat mendeteksinya yaitu peta kendali. Data dikatakan seragam jika berada
kontrol. Untuk menghitung uji keseragaman data, dilakukan beberapa
langkah-langkah sebagai berikut:
1. Menghitung waktu rata-rata yang dibutuhkan untuk menyelesaikan suatu
produk. Rumus yang digunakan untuk menghitung waktu rata-rata adalah
sebagai berikut :
X=
n Xi
∑
2. Menghitung standar deviasi dengan rumus sebagai berikut:
σ =
1 )
( 2
− −
∑
nX Xi
3. Menghitung BKA (Batas Kontrol Atas) dan BKB (Batas Kontrol Bawah)
dengan rumus sebagai berikut:
BKA = X + k
σ
BKB = X- k
σ
Keterangan:
X : waktu rata-rata
σ
: standar deviasiBKA : batas kontrol atas
BKB : batas kontrol bawah
k : nilai yang diperoleh untuk luasan kurva normal pada tingkat
keyakinan pengamatan
5
3.3.3. Uji Kecukupan Data6
'
N
Uji kecukupan data berguna untuk memastikan bahwa jumlah sampel yang
telah dikumpulkan telah cukup untuk mewakili populasi, sehingga dapat
digunakan bagi pengolahan data selanjutnya.
Uji kecukupan data dapat dilakukan dengan menggunakan rumus sebagai
berikut: = 2 \ 2 2 ) ( −
∑
∑
∑
i i i X X X n s k Keterangan:Xi : waktu pengamatan setiap elemen kerja untuk tiap siklus yang diukur.
k : nilai yang diperoleh untuk luasan kurva normal pada tingkat
keyakinan pengamatan.
s : derajat ketelitian dari data Xi yang dikehendaki, yang menunjukkan
maksimun penyimpangan yang bisa diterima dari nilai Xi yang
sebenarnya.
N : jumlah siklus pengamatan/pengukuran awal yang dilakukan untuk
elemen kegiatan yang dipilih.
N’ : jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan
agar diperoleh ketelitian yang diharapkan.
Jumlah pengukuran waktu dikatakan cukup apabila jumlah pengukuran
yang sudah dilakukan (N’< N). Jika jumlah pengukuran masih belum mencukupi
maka harus dilakukan pengukuran lagi sampai jumlah pengukuran tersebut cukup.
3.3.4. Rating Factor dan Allowance7
1. Keterampilan (Skill)
Rating factor adalah perbandingan performansi seorang pekerja dengan
konsep normalnya. Salah satu cara menentukan rating factor adalah dengan
menggunakan cara Westinghouse. Terdapat 4 faktor yang dianggap sangat
menentukan kewajaran atau ketidakwajaran dalam bekerja, yaitu:
Keterampilan didefinisikan sebagai kemampuan mengikuti cara kerja yang
ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai
tingkat tertentu saja, yaitu tingkat kemampuan maksimal yang dapat diberikan
oleh pekerja yang bersangkutan. Secara psikologis keterampilan merupakan
attitude untuk pekerjaan yang bersangkutan.
2. Usaha (Effort)
Usaha adalah kesungguhan yang ditunjukkan atau diberikan operator ketika
melakukan pekerjaannya. Usaha mempunyai korelasi yang kuat dengan
keterampilan.
3. Kondisi Kerja (Condition)
Kondisi kerja adalah kondisi fisik lingkungan tempat bekerja seperti keadaan
pencahayaan, temperatur, dan kebisingan ruangan. Kondisi kerja merupakan
Peningkatan Produktivitas Kerja (Cet. I: Surabaya : Guna Widya, 2000), (h. 134-135)
7
faktor di luar operator yang diterima apa adanya oleh operator tanpa banyak
kemampuan mengubahnya. Oleh sebab itu, faktor kondisi sering disebut
sebagai faktor manajemen karena pihak inilah yang dapat dan berwenang
merubah atau memperbaikinya
4. Konsistensi (Consistency)
Konsistensi pekerja dalam menyelesaikan pekerjaannya dari suatu kerja ke
kerja yang lain tanpa mengalami banyak perubahan yang berarti.
Kelonggaran (allowance) diberikan berkenaan dengan adanya sejumlah
kebutuhan diluar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran
diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal seperti
minum untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman seperlunya untuk menghilangkan ketegangan ataupun kejenuhan
sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat
dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
3.3.5. Perhitungan Waktu Normal dan Waktu Baku8
) %
100 (
% 100
Allowance
−
Waktu normal untuk suatu elemen operasi kerja adalah semata-mata
menunjukkan bahwa seorang operator yang berkualifikasi baik akan bekerja
menyelesaikan pekerjaan pada kecepatan/tempo kerja yang normal. Waktu normal
merupakan waktu siklus dengan telah mempertimbangkan rating factor. Waktu
baku adalah waktu untuk menyelesaikan satu siklus pekerjaan yang dilakukan
menurut metode kerja tertentu pada kecepatan normal dengan mempertimbangkan
allowance. Rumus yang digunakan untuk menghitung waktu normal dan rating
factor adalah sebagai berikut:
WN = WT x RF
RF = 1 + westinghouse factor
Keterangan :
WN : waktu normal
WT : waktu terpilih
RF : rating factor
Rumus yang digunakan untuk menghitung waktu baku adalah sebagai
berikut:
WB = WN x
Keterangan :
WB : waktu baku
Allowance : kelonggaran
8
3.4. Biaya Pabrikasi9
3.5. Break Even Point
Biaya pabrikasi atau biaya produksi (factory cost) merupakan jumlah dari
tiga unsur biaya, yaitu: biaya bahan langsung, biaya pekerja langsung, dan biaya
overhead pabrik. Biaya bahan langsung dan biaya pekerja langsung dapat
dikelompokkan ke dalam biaya utama. Biaya bahan langsung (direct materials)
adalah semua biaya bahan yang membentuk bagian integral dari barang jadi dan
dapat dimasukkan langsung dalam kalkulasi biaya produk. Biaya pekerja atau
tenaga langsung (direct labor) adalah biaya yang dibayar kepada karyawan yang
dikerahkan secara langsung untuk mengubah bahan langsung menjadi barang jadi.
Overhead pabrik (factory overhead) adalah beban pabrik yang dapat
didefenisikan sebagai biaya dari bahan tidak langsung, pekerja tidak langsung,
dan semua biaya pabrikasi lainnya yang tidak dapat dibebankan ke produk
tertentu. Biaya bahan tidak langsung (indirect material) adalah bahan-bahan yang
dibutuhkan guna menyelesaikan suatu produk, tetapi pemakaiannya sedemikian
kecil. Biaya pekerja tidak langsung (indirect labor) adalah biaya yang dibayar
kepada karyawan yang dikerahkan, namun tidak secara langsung mempengaruhi
pembuatan atau pembentukan barang jadi.
10
Break event point adalah titik pulang pokok dimana total revenue (total
penerimaan) sama dengan total cost (biaya total). Titik pulang pokok terjadi
operasi, pemeliharaan, dan biaya modal. Rumus yang dapat digunakan untuk
menghitung Break Event Point adalah :
TR = p x q
TC = a + bq
Syarat BEP adalah:
TR = TC
p x q = a + ( b x q)
(p x q) – (b x q) = a
q (p – b) = a
q =
) (p b
a
−
BEP(Q) =
) (p b
a
−
Keterangan:
a : fixed cost (biaya tetap)
b : variable cost per unit
p : harga per unit
q : jumlah produksi
TR : total revenue (total penerimaan)
TC : total cost (biaya total)
10
3.5.1. Biaya Tetap (Fixed Cost) 11
1. Biaya tenaga kerja tidak langsung
Biaya tetap adalah biaya yang tidak dipengaruhi oleh jumlah produk yang
dihasilkan. Contoh biaya tetap adalah:
Biaya tenaga kerja tidak langsung adalah jumlah tenaga kerja dikalikan dengan
gaji masing-masing yang telah ditetapkan perbulan.
2. Biaya asuransi
Jumlah biaya asuransi yang dibayarkan tergantung pada besarnya aset yang
diasuransikan.
3. Dana depresiasi/penyusutan
Jumlah dana penyusutan disesuaikan dengan jumlah dana yang dihitung setiap
tahunnya berdasarkan metode yang digunakan.
3.5.2. Biaya Tidak Tetap (Variable Cost)
Biaya tidak tetap adalah biaya yang berubah ketika jumlah produksi
berubah. Biaya tidak tetap terdiri atas: dari biaya bahan langsung, biaya bahan
tidak langsung, biaya upah tenaga kerja langsung, biaya listrik yang digunakan di
lantai produksi, dan peralatan tulis yang digunakan di lantai produksi.
3.6. Program Dinamis
Program dinamis adalah teknik manajemen sain yang diaplikasikan kepada
ini dikembangkan oleh Richard Bellman dan G. B Dantzig pada tahun 1940-1950.
Sebagai sebuah konsep, program dinamis lebih luwes bila dibandingkan program
optimasi lainnya. Konsep dasar dalam program dinamis adalah sebagai berikut:
1. Dekomposisi
Persoalan program dinamis dapat dipecah-pecah menjadi sub-persoalan atau
tahapan (stage) yang lebih kecil dan berurutan. Setiap tahap disebut juga
sebagai titik keputusan. Setiap keputusan yang dibuat pada suatu tahap akan
mempengaruhi keputusan-keputusan pada tahap berikutnya.
2. Status
Status adalah kondisi awal (Sn) dan kondisi akhir (Sn-1) pada setiap tahap,
dimana pada tahap tersebut keputusan dibuat (Dn). Status akhir pada sebuah
tahap tergantung kepada status awal dan keputusan yang dibuat pada tahap
yang bersangkutan. Status akhir pada suatu tahap merupakan input bagi tahap
berikutnya.
3. Variabel Keputusan dan Hasil
Keputusan yang dibuat pada setiap tahap (Dn) merupakan keputusan yang
berorientasi kepada return yang diakibatkannya (Rn|Dn), yaitu tingkat
maksimal atau minimal.
Fungsi transisi menjelaskan secara pasti bagaimana tahap-tahap saling
berhubungan. Fungsi ini berbentuk fungsi hubungan antar status pada setiap
tahap yang beurutan. Fungsi transisi secara umum berbentuk :
Sn-1 = Sn – Dn
dimana: Sn-1 : status pada tahap n-1, atau status akhir pada tahap-n
Sn : status awal pada tahap n
Komponen pada setiap tahap dapat dilihat pada Gambar 3.5.
n Dn
Sn
n-1 Dn-1
Rn Rn-1
Sn-1
Gambar 3.5. Tahapan Fungsi Transisi
5. Optimasi Tahap
Optimasi tahap dalam program dinamis adalah menentukan keputusan optimal
pada setiap tahap dari berbagai kemungkinan nilai status inputnya.
6. Fungsi Rekursif
Fungsi rekursif biasanya digunakan pada berbagai program komputer. Nilai
sebuah variabel pada fungsi itu merupakan nilai kumulatif dari nilai variabel
tersebut pada tahap sebelumnya.
3.6.1. Perencanaan Produksi dengan Menggunakan Program Dinamis12
12
Perencanaan produksi dengan biaya minimum dapat menggunakan fungsi
rekursif sebagai berikut:
Fn(In)=min [ Kn (Xn , I + Xn – Dn ) + 1 * 1 ( +
+ n
n I
F )]
Keterangan:
Xn : jadwal produksi pada periode n (n =1, 2, 3…n)
Dn : peramalan permintaan pada periode n
In : persediaan
Kn (Xn, In) : biaya pada periode n untuk memproduksi Xn unit
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Invilon Sagita terletak di jalan Mesjid Km 10.5
Payageli Medan-Binjai, Sumatera Utara. Penelitian dilakukan mulai dari bulan
Agustus 2013 sampai dengan Januari 2014.
4.2 Rancangan Penelitian
Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian
deskriptif, yaitu penelitian yang berusaha untuk memaparkan pemecahan masalah
terhadap suatu masalah yang ada sekarang secara sistematis dan faktual
berdasarkan data.
4.3. Objek Penelitian
Objek yang diamati adalah tiga jenis daun pintu, yaitu: daun pintu ukuran
90 cm x 200 cm, daun pintu ukuran ukuran 80 cm x 200 cm, dan daun pintu
4.4. Variabel Yang Diamati
Variabel yang diamati selama penelitian adalah sebagai berikut:
1. Kapasitas tersedia
Kapasitas tersedia merupakan variabel yang menunjukkan jumlah waktu
maksimum yang tersedia di perusahaan.
2. Biaya produksi
Biaya produksi merupakan suatu variabel yang menunjukkan besarnya biaya
yang dikeluarkan oleh perusahaan untuk menghasilkan daun pintu. Biaya
produksi terdiri atas biaya bahan, biaya overhead, dan biaya tenaga kerja
langsung.
3. Perencanaan jumlah produksi
Perencanaan jumlah produksi merupakan suatu variabel yang digunakan untuk
menunjukkan jumlah produk yang akan dihasilkan perusahaan dalam satuan
unit.
4.5. Kerangka Berpikir
Kerangka berpikir pada penelitian ini adalah perusahaan tidak dapat
memenuhi permintaan konsumen tepat waktu, sehingga perlu dilakukan
perencanaan produksi. Perencanaan jumlah produksi harus mempertimbangkan
kapasitas tersedia yang ada di perusahaan. Jumlah produksi optimum yang
4.6. Instrumen Penelitian
Instrumen yang digunakan pada penelitian ini adalah stopwatch, kertas
lembar pengamatan, dan alat tulis.
4.7. Metode Pengumpulan Data
Data yang diperlukan dalam penelitian ini, yaitu:
1. Data Primer
Data primer yang digunakan dalam penelitian ini adalah:
a. Waktu siklus tiap work center, diperoleh melalui pengukuran waktu.
b. Proses produksi pembuatan daun pintu, diperoleh melalui pengamatan.
c. Kemampuan pekerja dan kondisi lingkungan, diperoleh melalui
pengamatan.
2. Data Sekunder
Data sekunder yang digunakan dalam penelitian ini adalah:
a. Data jumlah permintaan daun pintu, diperoleh dari bagian pemasaran.
b. Data jumlah produksi daun pintu, diperoleh dari bagian produksi.
c. Data varian produk dan proporsi permintaan daun pintu, diperoleh dari
bagian pemasaran.
d. Data jumlah pekerja tiap work center, diperoleh dari bagian keuangan dan
personalia.
e. Data jumlah jam kerja tersedia, diperoleh dari bagian keuangan dan
personalia.
g. Data biaya produksi terdiri atas : biaya bahan, biaya overhead, dan biaya
tenaga kerja langsung. Biaya bahan diperoleh dari bagian pembelian.
Biaya overhead dan biaya tenaga kerja langsung diperoleh dari bagian
keuangan dan personalia.
h. Data biaya modal kerja terdiri atas : biaya tetap (fixed cost) dan biaya tidak
tetap (variable cost). Biaya tetap dan biaya tidak tetap diperoleh dari
bagian keuangan dan personalia.
i. Biaya penyimpanan produk dan jumlah penyimpanan produk yang
diizinkan diperoleh dari bagian gudang penyimpanan produk.
4.8. Metode Pengolahan Data
Metode perencanaan produksi yang digunakan adalah program dinamis.
Langkah-langkah dalam melakukan pengolahan data dapat dilihat sebagai berikut:
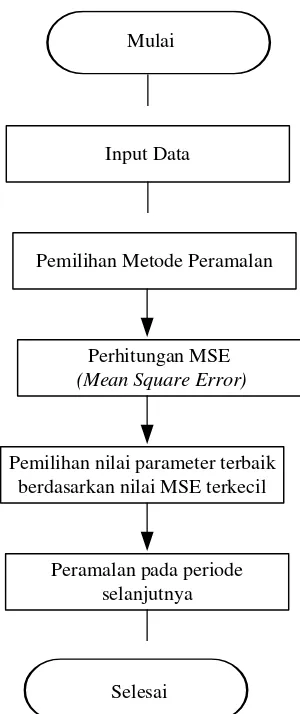
1. Peramalan jumlah permintaan daun pintu untuk periode setahun yang akan
datang. Hasil peramalan jumlah permintaan akan digunakan untuk menghitung
rencanaan produksi. Metode peramalan yang digunakan adalah metode time
series. Tahapan yang dilakukan untuk memperoleh hasil peramalan dapat
Input Data Mulai
Pemilihan Metode Peramalan
Perhitungan MSE