MODEL KEMAMPUAN TELUSUR
PADA INDUSTRI TEPUNG IKAN
NOVA ALEMINA SITEPU
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI TESIS DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa tesis berjudul “Model Kemampuan Telusur pada Industri Tepung Ikan” adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir tesis ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, 28 Agustus 2014
Nova Alemina Sitepu
RINGKASAN
NOVA ALEMINA SITEPU. Model Kemampuan Telusur pada Industri Tepung Ikan. Dibimbing oleh SYAMSUL MAARIF dan TITI CANDRA SUNARTI.
Kemampuan telusur merupakan sistem yang mampu melacak produk pada seluruh rantai distribusi, memberikan informasi tentang bahan baku, dan memahami serta mengkomunikasikan dampak dari cara produksi dan distribusi terhadap mutu dan keamanan pangan. Model ini dapat mengidentifikasi kode produk yang bermasalah di konsumen sehingga dapat ditindaklanjuti dengan cepat. Keuntungan mengetahui produk yang bermasalah secara pasti adalah dapat meminimasi penarikan produk dan meminimasi kerugian. Penelitian ini melakukan penentuan titik kritis sistem kemampuan telusur di UD Hijau Daun Sidoarjo.
Pengolahan data dimulai dari pengamatan proses produksi dan penentuan fungsi ID. Setelah dilakukan penentuan fungsi ID, data diolah menjadi bentuk kuesioner yang diisi oleh pakar. Pakar yang terlibat dalam penelitian ini mewakili pelaku usaha (UD Hijau Daun), penentu kebijakan (Balai Karantina Ikan, Pengendalian Mutu, dan Keamanan Hasil Perikanan Kelas I Surabaya) dan akademisi (Dosen Teknologi Hasil Perikanan Institut Pertanian Bogor). Pemilihan pakar dilakukan berdasarkan reputasi, kedudukan, dan pemahaman terhadap objek penelitian. Pakar menentukan nilai severity, occurance dan detection. Nilai
severity kemudian diterjemahkan ke dalam tabel military standard 1629A menjadi level tingkat kepelikan. Nilai occurance diterjemahkan ke dalam tabel military standard 1629A menjadi peluang terjadi. Nilai severity, occurance dan detection
paling tinggi adalah 10. Setelah nilai severity, occurance dan detection ditentukan dilakukan perhitungan risk probability number (RPN) dengan cara mengalikan
severity, occurance dan detection. Kuesioner pakar menghasilkan area kritis
unacceptable yang dapat dilihat pada matriks analisis kritikal. Ketiga pakar memiliki pandangan berbeda dalam penentuan area unacceptable, namun demikian pada poin 6.20 (salah pengambilan bahan baku sehingga bahan baku tidak FIFO) ketiga pakar sepakat untuk memasukkan poin tersebut sebagai area
unacceptable. Nilai RPN yang didapat menujukkan tingkat resiko sistem kemampuan telusur. Semakin tinggi RPN maka semakin tinggi resiko kegagalan sistem kemampuan telusur tersebut.
Setelah diketahui area kritis, langkah selanjutnya adalah melakukan analisis efek lokal dan global. Analisis efek ini diperlukan untuk penentuan tindakan perbaikan. Tindakan perbaikan yang diusulkan ke UD Hijau Daun merupakan perbaikan menyeluruh. Usulan perbaikan berdasarkan kekurangan yang selama ini ada di UD Hijau Daun. Penelitian ini melakukan perbaikan dengan cara memperbaiki skema proses produksi dengan bantuan BPMN (Business Process Model and Notation) untuk membuat model bisnis proses.
SUMMARY
NOVA ALEMINA SITEPU. Traceability Model of Fish Powder. Supervised by SYAMSUL MAARIF and TITI CANDRA.
Traceability is ability to track any product (food, feed, food-producing or substance) through all stages of production, processing and distribution. This sistem allowed food business operators or authorities to withdraw or recall products which have been identified as unsafe condition. They must be able to identify where their produc
ts have come from and where they are going and to provide rapidly this information to the competent authorities. The advantages this system is to minimize the withdrawal of the product and minimize losses. This study determined the critical points of traceability system at UD Hijau Daun Sidoarjo.
The first step was determining ID function. After got the ID function, data was processed into questionnaire and evaluated by the experts. The experts are representative of UD Hijau Daun as a business actors; Fish Quarantine, Quality Control, and Safety of Fishery Class I Surabaya as a policy makers and lecturer from Fishery Product Technology Department, Bogor Agricultural University as a academics. The selection of experts are based on their reputation, position, and knowledge about the object of this research. Experts determined the severity value, occurance and detection. Severity value then be converted into level severities according to table of military standard 1629A. This value was also converted from table of occurance military standard 1629A into occured opportunities. The maximize value of severity, occurance and detection was 10. These values were used to determine Risk Probability Number (RPN). The results from expert questionnaires evaluation were expressed in unacceptable critical area that described in critical analysis matrix. Each expert had different responses when they determinated the unacceptable area however at the 6.20 point they agreed this point as unacceptable area. RPN values showed the level of risk the system's search capabilities. Higher RPN value related to the the higher of failure risk in the traceability system.
Based on critical area, the next step was analyzing the global and local effects. This analysis was used to determine corrective actions. Proposed corrective action for UD Hijau Daun were whole corrective, based on their own unacceptable condition. To improve this research then we made correction conducting business process model to show process business flow in all process production.
© Hak Cipta Milik IPB, Tahun 2014
Hak Cipta Dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah; dan pengutipan tersebut tidak merugikan kepentingan IPB
Tesis
sebagai salah satu syarat untuk memperoleh gelar Magister Sains
pada
Program Studi Teknologi Industri Pertanian
MODEL KEMAMPUAN TELUSUR
PADA INDUSTRI TEPUNG IKAN
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
BOGOR 2014
Judul Tesis : Model Kemampuan Telusur pada Industri Tepung Ikan Nama : Nova Alemina Sitepu
NIM : F351120111
Disetujui oleh Komisi Pembimbing
Prof Dr Ir M. Syamsul Maarif, MEng Ketua
Dr Ir Titi Candra Sunarti, MSi Anggota
Diketahui oleh
Ketua Program Studi
Teknologi Industri Pertanian
Prof Dr Ir Machfud, MS
Dekan Sekolah Pascasarjana
Dr Ir Dahrul Syah, MScAgr
PRAKATA
Puji dan syukur penulis panjatkan kepada Yesus Kristus atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan Januari 2014 ini ialah Model Kemampuan Telusur, dengan judul Model Kemampuan Telusur pada Industri Tepung Ikan. Penelitian ini dilaksanakan di Industri Tepung Ikan Sidoarjo.
Terima kasih penulis ucapkan kepada Bapak Prof. Dr. Ir. Syamsul Maarif, M.Eng dan Dr. Ir. Titi Candra Sunarti. M.Si selaku pembimbing, yang telah banyak memberi arahan dan saran. Di samping itu, penghargaan penulis sampaikan Balai Karantina Surabaya dan UD Hijau Daun yang telah membantu selama pengumpulan data. Ungkapan terima kasih juga disampaikan kepada ayah, ibu, Rika dan Enda atas segala doa dan kasih sayangnya. Penulis juga mengucapkan terima kasih kepada seluruh rekan mahasiswa pascasarjana S2 TIP IPB angkatan 2012, khususnya kepada para sahabat yaitu Benski, Eddwina Aidila Fitria, Elfa Susanti, Elfira Febriani, Nina Hairiyah dan Rafi Rasyid atas segala dukungan dan kebersamaan kuliah. Terima kasih juga kepada rekan dari jurusan lain yang senantiasa membantu yaitu Teguh Pratama Pamungkas. Terimakasih juga kepada sahabat penulis Dian Fitrohtin yang senantiasa memberi dukungan dalam segala kondisi.
Semoga karya ilmiah ini bermanfaat.
Bogor, 28 Agustus 2014
DAFTAR ISI
DAFTAR TABEL vi
DAFTAR GAMBAR vi
DAFTAR LAMPIRAN vi
1. PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 2
Tujuan Penelitian 2
Ruang Lingkup Penelitian 3
2. TINJAUAN PUSTAKA 3
Tepung Ikan 3
Kemampuan Telusur 3
Metode FMECA (Failure Modes and Effects Criticaly Analysis) 5
Penelitian Terdahulu 5
3. METODOLOGI PENELITIAN 6
Waktu dan Tempat Penelitian 6
Pengumpulan Data 6
Metode 6
4. HASIL DAN PEMBAHASAN 11
Identifikasi Perusahaan 11
Proses Produksi Tepung Ikan dan Penetapan Critical Control Poin (CCP) 11 Penentuan Nilai Kritis dengan FMECA (Failure Modes and Effects
Criticaly Analysis) 12
Model Bisnis Proses Kemampuan Telusur 20
5. SIMPULAN DAN SARAN 23
Simpulan 23
Saran 23
DAFTAR TABEL
1. Klasifikasi tingkat kepelikan dan peluang terjadinya berdasarkan MIL 9 2. Tingkat kepelikan (Severity classification) 9 3. Peluang terjadinya kegagalan (probability of occurence) 10
4. Deteksi terjadinya kegagalan (detection) 10
DAFTAR GAMBAR
1. Diagram alir metode penelitian 8
2. Tahapan penentuan fungsi ID dalam produksi tepung ikan 16
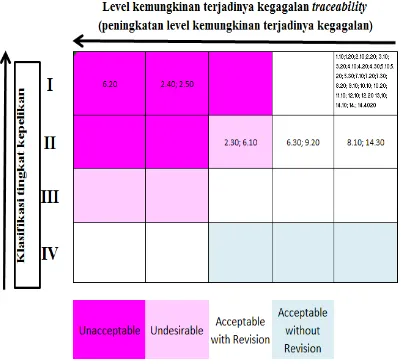
3. Matrik analisis kritikal 19
4. Model bisnis kemampuan telusur fragmen supplier-produksi tahap
pengiriman sampel tulang ikan 21
DAFTAR LAMPIRAN
1. Landasan hukum 27
2. Contoh pengisian kuesioner oleh pakar dari UD Hijau Daun 28
3. Usulan tindakan perbaikan 31
4. Efek lokal dan efek global 35
1
PENDAHULUAN
Latar Belakang
Kemampuan telusur dapat diartikan sebagai kemampuan untuk melacak dan mengikuti jejak pakan, makanan, ternak atau ikan pada seluruh mata rantai produksi, pengolahan, dan distribusi. Prinsip dasar model ini adalah melacak produk pada seluruh rantai distribusi, memberikan informasi tentang bahan baku, dan memahami serta mengkomunikasikan dampak dari cara produksi dan distribusi terhadap mutu dan keamanan pangan. Kemampuan telusur menjadi salah satu faktor kritis efisiensi penarikan produk (Grunow 2008).
Model ini dapat mengetahui dengan pasti produk yang terkena dampak dan jaringan pemasok yang terlibat. Manfaat mengetahui secara jelas pokok persoalan adalah proses penarikan produk dari pasar dapat dipersempit, sehingga dapat meminimasi kerugian. Tahap perancangan model memiliki dua tujuan utama, memenuhi kebutuhan pengguna dan memberi informasi kepada pengguna. Peraturan mengenai ketersediaan data telusur terdapat pada Per. 01/Men/2007 mengenai pengendalian Sistem Jaminan Mutu dan keamanan hasil Perikanan (Lampiran 1).
FMECA (Failure Modes and Effects Criticaly Analysis) adalah metode yang digunakan untuk mengukur dan menganalisis keamanan dari suatu produk atau proses. FMECA merupakan prosedur yang dilakukan setelah analisis kegagalan efek modus untuk mengklasifikasikan setiap efek potensi kegagalan menurut tingkat keparahan dan probabilitas kejadian. Masukan dari FMECA berupa rencana, diagram, probabilitas, dan frekuensi data berdasarkan data historis. Keluaran dari FMECA adalah daftar titik kritis serta beberapa target dari mitigasi risiko (Sultan et al. 2011).
Tepung ikan adalah produk berkadar air rendah yang diperoleh dari penggilingan ikan. Kandungan proteinnya relatif tinggi tersusun oleh asam-asam amino esensial yang kompleks dan mineral (Ca dan P, vitamin B12) (Marzuki 2008). Tepung ikan dari Indonesia diekspor ke Jepang digunakan sebagai pakan dan pupuk. Jepang menggunakan tepung ikan dengan tujuan kandungan protein dalam tepung akan meningkatkan nilai gizi pada sayuran yang menggunakan pupuk dari tepung dan nilai gizi hewan yang menggunakan pakan dari tepung ikan.
Eropa telah mengembangkan Rapid Alert System for Food and Feed
2
surat izin agar dilakukan penghentian proses produksi pada bagian lot yang bersangkutan.
Pemerintah Indonesia dan Jepang sejak 1 Juli tahun 2008 merealisasi persetujuan kemitraan ekonomi. Perjanjian kerjasama ini membuka peluang ekspor perikanan Indonesia ke mancanegara khususnya Jepang untuk produk olahan tepung ikan. Namun, kerjasama ini pernah rusak akibat embargo tepung ikan Indonesia oleh Jepang terkait indikasi protein non ikan pada tepung ikan Indonesia. Salah satu temuan yang terbesar tahun 2013 oleh UD. Hijau Daun di Jawa Timur yaitu Jepang menolak tepung ikan yang mengandung protein non ikan, khususnya protein dari aves dan mamalia terkait isu virus H5N1 pada aves dan anthrax pada mamalia sapi.
Kemampuan telusur internal sebenarnya telah dikembang di UD. Hijau Daun. Namun pada kenyataannya tidak berjalan sehingga saat dilakukan penolakan oleh Jepang semua tepung ikan yang dikirim ditarik kembali, bukan hanya tepung yang bermasalah. Penelitian ini akan memperbaiki kemampuan telusur dengan menentukan titik kritis sehingga nantinya kemampuan telusur internal dapat berjalan lebih baik dari sebelumnya.
Perumusan Masalah
Ketidakmampuan telusur informasi di UD. Hijau Daun merupakan masalah yang sering dihadapi karena proses produksi yang belum memiliki alur serta banyaknya pemasok yang memasok bahan baku. Kemampuan telusur sendiri merupakan salah satu syarat agar tepung ikan yang diproduksi dapat diterima oleh Jepang. Manfaat penelitian ini membantu UD. Hijau Daun dalam pembuatan model kemampuan telusur sehingga dapat menjamin mutu produk untuk ekspor khususnya dan membantu pemerintah membangun model telusur industri kecil yang bergerak dalam bidang ekspor hasil perikanan secara umum.
Tujuan Penelitian
3 Ruang Lingkup Penelitian
Ruang lingkup penelitian ini dibatasi pada sistem telusur internal UD. Hijau Daun Sidoarjo sebagai produsen dan eksportir. UD. Hijau Daun telah menggunakan kemampuan telusur internal, namun kemampuan telusur ini tidak berjalan karena saat terjadi masalah kemampuan telusur ini tidak mampu menelusur batch yang bermasalah. Penelitian ini membantu penentuan titik kritis yang ada pada proses produksi tepung ikan, sehingga nantinya kemampuan telusur bisa lebih baik dari sebelumnya. Metode yang digunakan pada penelitian ini adalah FMECA (Bertolini 2006).
TINJAUAN PUSTAKA
Tepung Ikan
Tepung ikan adalah produk berkadar air rendah yang diperoleh dari penggilingan ikan. Kandungan proteinnya relatif tinggi tersusun oleh asam-asam amino esensial yang kompleks (metionina dan lisina) dan mineral (Ca, P dan vitamin B12) (Sitompul 2004). Tepung ikan merupakan salah satu bahan baku sumber protein hewani dan mineral yang dibutuhkan dalam komposisi pakan (Marzuki 2008).
Menurut Anonimus (2001), bahan yang digunakan adalah ikan segar, tetapi yang paling ekonomis adalah ikan-ikan kecil (rucah) yang kurang disukai untuk dikonsumsi dan harganya murah. Tahapan produksi tepung tulang ikan sebagai berikut:
Penerimaan bahan baku; di tahap ini dilakukan proses sortir untuk memisahkan antara tulang ikan dengan tulang hewan lain dan bahan pengotor.
Penggilingan, tahap ini merupakan penghancuran tulang ikan.
Pengeringan, tepung sebaiknya tidak dipanaskan pada suhu yang sangat tinggi.
Pengemasan dan pelabelan, tahap ini mengemas tepung ikan lalu diberi label identitas kemudian dilakukan penyimpanan di dalam silo.
Kemampuan Telusur
4
termasuk di dalamnya juga tentang asal usul dan kualitas bibit benur dan pakan yang digunakan.
Kemampuan telusur merupakan suatu konsep, alat, prosedur kerja dan peralatan untuk menelusur dan penelusuran (T&T) dalam lingkungan produksi dan distribusi (Smith 2006). Terdapat lima elemen dalam sistem QTT: (1) tujuan dan keuntungan, (2) manajemen penawaran dan permintaan, (3) kualitas informasi pelacakan dan penelusuran, (4) kualitas teknologi pelacakan, dan (5) proses dan produk (Koenderink and Hulzebos 2006).
Landasan Hukum Kemampuan Telusur
Codex Alimentarius Commission, Guidelines for Generic Official Certificates Formats and the Production and Issuance of Certificates 38 – 2001 (Lampiran 1).
Council and European Parliament Regulation (EC) No 178/2002 : Article 18, 19, 20 merupakan lembaran kunci legislasi Food Kemampuan telusur di Uni Eropa (Lampiran 1).
PERMENKP RI Nomor : Per. 01/Men/2007 tentang Pengendalian Sistem Jaminan Mutu dan Keamanan Hasil Perikanan. Pada BAB III menerangkan Prisip-prinsip Pengendalian Pasal 3, huruf c. Menerapkan prinsip ketertelusuran bagi pelaku usaha (Lampiran 1).
KEPMENKP RI No.: 01/2007 tentang Persyaratan Jaminan Mutu dan Keamanan Hasil Perikanan di Tahap Produksi, Pengolahan dan Distribusi. BAB VIII, Pasal 13 Ketertelusuran (Lampiran 1).
Jenis Kemampuan Telusur
Kemampuan telusur dapat dikelompokkan menjadi dua bagian yaitu kemampuan telusur internal dan eksternal. Penelitian ini merupakan kemampuan telusur internal. Kemampuan telusur internal mencakup ketertelusuran bahan baku, produk setengah jadi dan produk akhir di dalam satu unit produksi atau satu unit pengolahan dan hanya melibatkan satu pihak (Dupuyet al. 2005).
Secara eksternal rantai ketertelusuran mencakup perpindahan produk dari alur sepanjang rantai suplai dan bisa melibatkan lebih dari satu pihak. Menurut Huang dan Gotel (2012) kemampuan telusur dapat dibagi menjadi beberapa: Paper-base
Paper-base ini adalah bentuk paling sederhana dari informasi merekam kemampuan telusur.
Komputer
Komputer memiliki keuntungan tambahan untuk dapat menghubungkan dan mengolah data sebagai bagian dari sistem manajemen secara keseluruhan. Bar code
5 RFID (Radio frequency identification)
RFID adalah versi elektronik dari teknologi bar code. Pengguna tidak perlu berhadapan langsung untuk tag karena informasi yang dilewatkan melalui gelombang radio.
Computer Linked Equipment An Integrated IT
Penggunaan teknologi modern pada kemampuan telusur dengan penggabungan jaringan computer dan internet diantaranya adalah Computer Linked Equipment and An Integrated IT.
Penelitian ini menggunakan kemampuan telusur paper base. Hasil pengecekan di simpan dalam bentuk dokumen dan bila terjadi masalah dokumen akan di periksa secara manual.
Metode FMECA (Failure Modes and Effects Criticaly Analysis)
Menurut Tuncel dan Alpan(2010), FMECA adalah metode yang digunakan untuk mengukur dan menganalisis keamanan dari suatu produk atau proses. Masukan dari FMECA adalah rencana, diagram, probabilitas, dan frekuensi data berdasarkan data historis. Keluaran dari FMECA adalah daftar titik kritis serta beberapa target dari mitigasi risiko. Seorang analis menggunakan FMECA untuk mencegah terjadinya kemungkinan-kemungkinan kegagalan tersebut sebelum tiba di pelanggan atau konsumen (Kwai-Sang 2009). Bertolini (2006), mengatakan analisis titik kegagalan menyediakan informasi penting dalam sub dan produk akhir, kegagalan, serta daftar dan deskripsi seluruh titik kegagalan, peluang kejadian (probability), tingkat kepelikan (severity), analisis kritikal (Criticality
Analisis/ CA).
Penelitian Terdahulu
6
Yuskartika (2012), meneliti metode FMECA pada proses bisnis rantai pasok makanan. Tujuan penelitian ini untuk mengidentifikasi peluang risiko yang terjadi pada rantai pasok dan dapat dilakukan penanganan yang baik terhadap peluang risiko tersebut agar aktivitas rantai pasok dapat berjalan optimal dan sesuai rencana manajemen. Identifikasi proses bisnis PT. SI menggunakan model SCOR. Hasil FMECA didapatkan 53 risiko dan diketahui nilai rangking serta kategori masing-masing potensial risiko yang teridentifikasi pada setiap aktivitas dalam model SCOR.
METODOLOGI PENELITIAN
Waktu dan Tempat Penelitian
Penelitian dilaksanakan selama 6 bulan sejak Januari 2014. Tempat penelitian dilakukan di Balai Karantina Ikan, Pengendalian Mutu, dan Keamanan Hasil Perikanan Kelas I Surabaya dan industri pengolahan tepung ikan UD Hijau Daun di daerah Sidoarjo.
Pengumpulan Data
Pengumpulan data dilakukan dengan cara:
1. Data primer diperoleh dari unit produksi, hasil kuesioner pakar wawancara langsung kepadakontrol mutu, produksi dan staf-staf produksi
2. Data sekunder diperoleh dari studi pustaka
Metode
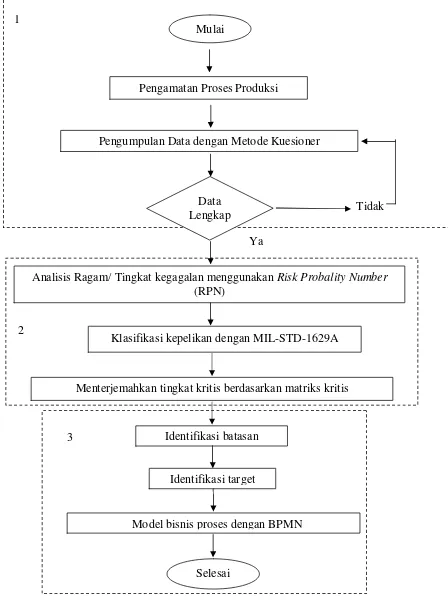
Penelitian ini dilaksanakan dalam tahap sebagaimana digambarkan pada Gambar 4, yang terdiri atas (Bowles 2004):
1.
Identifikasi masalah yang ada dengan mengamati proses produksi dan membuat critical control point pada tiap tahapan produksi.2.
Analisis data FMECATahap analisis data dibantu dengan pengisian kuesioner oleh pakar. Setelah kuesioner diisi maka dilakukan analisis sebagai berikut:
7 menentukan titik-titik kegagalan dan penyebab terjadinya kegagalan-kegagalan tersebut.
Analisis kritikal (Criticality Analysis/ CA) yang dilakukan melalui tahapan (1) menentukan tingkat kepelikan (Severity/ S) dan peluang terjadinya (Probability/ P) pada Tabel 1, penilaian pakar berdasarkan tingkat kepelikan (Tabel 2) dan peluang terjadi (Tabel 3). (2) menentukan nilai masing-masing titik kegagalan (Tabel 4) dengan menggunakan metode RPN (Risk Probabilty Number). (3) Menentukan posisi tingkat kepelikan dan peluang terjadinya dalam matriks kritikal (criticality matrix). (4) menentukan tingkatan/ area kritis (Criticality level).
Penghitungan RPN dilakukan setelah kuesioner terisi dan memiliki nilai.
RPN = S*O*D………..(1) Keterangan : S = Severity, poin tertinggi 10 (Bowles 2004).
O = Occurrence, poin tertinggi 10 (Bowles 2004). D = Detection, poin tertinggi 10 (Bowles 2004).
Nilai RPN menentukan berkisar 1 hingga 1000. Nilai RPN yang lebih tinggi diasumsikan memiliki resiko yang lebih tinggi dibandingkan dengan nilai RPN yang lebih rendah (Bowles 2004).
Analisis efek. Analisis efek dibedakan menjadi dua jenis yaitu analisis efek lokal dan analisis efek global. Penentuan analisi efek berdasarkan kondisi di UD Hijau Daun.
3.
Model bisnis proses kemampuan telusurModel bisnis proses merupakan tindakan koreksi berupa adopsi prosedur baru untuk manajemen operasi atau sejumlah perbaikan struktural skema proses sehingga adanya modifikasi dari skema produksi yang sudah ada sebelumnya di perusahaan. Tahap untuk perbaikan skema proses dimulai dengan identifikasi. Identifikasi yang dilakukan adalah sebagai berikut:
Identifikasi batasan berupa input dan stake holder yang terlibat.
Identifikasi target, skema proses yang diperbaiki berupa sistem dokumentasi.
8
Gambar 1 Diagram alir metode penelitian Mulai
Pengamatan Proses Produksi
Pengumpulan Data dengan Metode Kuesioner
Data Lengkap
Analisis Ragam/ Tingkat kegagalan menggunakan Risk Probality Number
(RPN)
Selesai
Tidak
Klasifikasi kepelikan dengan MIL-STD-1629A
Menterjemahkan tingkat kritis berdasarkan matriks kritis
Model bisnis proses dengan BPMN Identifikasi target
Identifikasi batasan Ya 1
2
9 Tabel 1 Klasifikasi tingkat kepelikan dan peluang terjadinya berdasarkan MIL
STD-1629A
Catatstophic: tingkat kepelikanbanyak menyebabkan kehilangan informasi (total lost)
Critical: tingkat kepelikan menyebabkan ketidakefisienanberat dan atau ketidakefektifan saat rekonstruksi informasi.
Marginal: tingkat kepelikan menyebabkan ketidakefisienanringan dan atau ketidakefektifan saat rekonstruksi informasi.
Minor: tingkat kepelikan dapat dilakukan tindakanpenanggulangan secara langsung (tanpa perlu dijadwalkan).
Frequent: peluang terjadinya tinggi
Reasonably common: peluang terjadinya moderat (sedang)
Occasional: peluang terjadinya jarang
Rare: sangat tak mungkin terjadi
Extremely rare: peluang terjadinya kegagalan adalah nol.
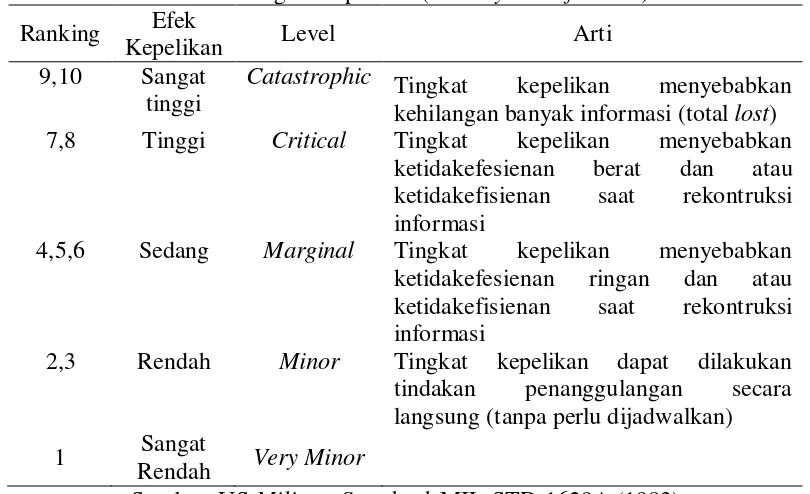
Sumber: US Military Standard, MIL-STD-1629A (1983) Tabel 2 Tingkat kepelikan (Severity classification) Ranking Efek
Kepelikan Level Arti
9,10 Sangat tinggi
Catastrophic Tingkat kepelikan menyebabkan
kehilangan banyak informasi (total lost) 7,8 Tinggi Critical Tingkat kepelikan menyebabkan
ketidakefesienan berat dan atau ketidakefisienan saat rekontruksi informasi
4,5,6 Sedang Marginal Tingkat kepelikan menyebabkan ketidakefesienan ringan dan atau ketidakefisienan saat rekontruksi informasi
2,3 Rendah Minor Tingkat kepelikan dapat dilakukan tindakan penanggulangan secara langsung (tanpa perlu dijadwalkan)
1 Sangat
Rendah Very Minor
10
Tabel 3 Peluang terjadinya kegagalan (probability of occurence)
Ranking Peluang Terjadinya Kegagalan Level Possible Failure
Rates
10 Frequent: peluang terjadinya tinggi A ≥ 1 in 2
9 1 in 3
8 Reasonably common: Peluang terjadinya
moderat (sedang) B 1 in 8
1 Extremely rare: peluang terjadinya
kegagalan adalah nol E < 1 in 1.500.000 Sumber: US Military Standard, MIL-STD-1629A (1983)
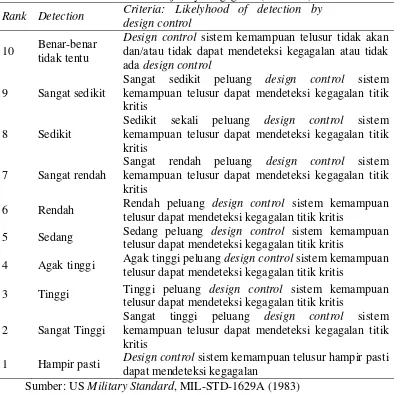
Tabel 4 Deteksi terjadinya kegagalan (detection)
Rank Detection Criteria: Likelyhood of detection by design control
10 Benar-benar tidak tentu
Design control sistem kemampuan telusur tidak akan dan/atau tidak dapat mendeteksi kegagalan atau tidak ada design control
9 Sangat sedikit
Sangat sedikit peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
8 Sedikit
Sedikit sekali peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
7 Sangat rendah
Sangat rendah peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
6 Rendah Rendah peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
5 Sedang Sedang peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
4 Agak tinggi Agak tinggi peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
3 Tinggi Tinggi peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
2 Sangat Tinggi
Sangat tinggi peluang design control sistem kemampuan telusur dapat mendeteksi kegagalan titik kritis
1 Hampir pasti Design control sistem kemampuan telusur hampir pasti dapat mendeteksi kegagalan
11 Tabel tingkat kepelikan (Tabel 2) digunakan untuk menentukan level kepelikan terhadap setiap fungsi ID (Lampiran 2). Berdasarkan tingkat kepelikan akan diputuskan apakah fungsi ID akan dimasukkan ke dalam model bisnis kemampuan telusur atau tidak. Tabel peluang terjadinya kegagalan (Tabel 3) digunakan untuk menentukan level kegagalan pada fungsi ID, sebagai contoh dapat dilihat penentuan level kegagalan di Lampiran 2. Semakin tinggi level kegagalan maka semakin tinggi nilai RPN yang berarti harus dijadikan aliran keputusan pada model bisnis kemampuan telusur. Tabel deteksi terjadinya kegagalan (Tabel 4) digunakan untuk mendeteksi kegagalan fungsi ID, sebagai contoh dapat dilihat di Lampiran 2. Fungsi ID yang berpotensi menyebabkan kegagalan yang tinggi harus disertakan dalam model bisnis kemampuan telusur. Tabel klasifikasi tingkat kepelikan dan peluang terjadinya berdasarkan MIL STD-1629 A (Tabel 1) digunakan untuk mentukan posisi fungsi ID pada matriks analisis kritis. Fungsi ID yang berada pada area unacceptable mendapat prioritas pada model bisnis kemampuan telusur.
HASIL DAN PEMBAHASAN
Identifikasi Perusahaan
UD Hijau Daun adalah salah satu industri yang bergerak dalam bidang ekspor tepung ikan ke Jepang. Tepung ikan yang diekspor berasal dari tulang Tuna, Tongkol, Cakalang maupun ikan runcah. UD Hijau Daun berada di daerah Gedangan, Sidoarjo Jawa Timur. Industri ini memproduksi tepung ikan, tepung kepiting dan pupuk dari kotoran kelelawar. Pemasok UD Hijau Daun terdiri atas industri pengalengan ikan dan tempat pelelangan ikan (TPI) yang tersebar di pulau Jawa, Kalimantan dan Sulawesi. Hingga saat ini terdapat 6 pemasok yang memasok tulang ikan ke UD Hijau Daun. Saat ini negara tujuan ekspor tepung ikan hanya ke Jepang saja. Tepung ikan ini dijadikan pupuk dan pakan oleh Jepang.
Proses Produksi Tepung Ikan dan Penetapan Critical Control Poin (CCP)
12
cokelat dan kadar protein atau asam aminonya cenderung menurun atau menjadi rusak (Marzuki 2008).
Berdasarkan keputusan tim HACCP di UD Hijau Daun maka ditetapkan titik kontrol kritis berada pada area penerimaan bahan baku, sortir dan pelabelan. Penerimaan bahan baku ditetapkan sebagai area titik kontrol kritis karena bahan baku yang tercampur dengan tulang non ikan dapat langsung dikembalikan ke pemasok. Area sortir ditetapkan sebagai titik kontrol kritis karena sortir dilakukan 100% sehingga diketahui kontaminasi tulang ikan. Area label ditetapkan sebagai titik kontrol kritis karena saat terjadi penolakan tepung ikan maka yang menjadi poin utama penarikan ialah melihat kode tepung ikan pada label di kemasan.
Penentuan Nilai Kritis dengan FMECA (Failure Modes and Effects Criticaly Analysis)
Metode FMECA dibedakan menjadi dua tahapan, yaitu (1) Analisis awal, dikenal sebagai FMEA (Failure Modes and Effect Analysis), yaitu mengidentifikasi penyebab-penyebab terjadinya kegagalan. (2) CA (Criticality Analysis), untuk menilai resiko kegagalan, serta menentukan peluang kejadian dan tingkat kepelikan, berdasarkan pada masing-masing titik kegagalan yang telah ditetapkan pada tahap sebelumnya. Evaluasi terhadap titik kegagalan dapat dilakukan dengan menggunakan dua pendekatan yang berbeda yaitu Criticality Number (CN) atau mengembangkan Risk Priority Number (RPN) (Bertolini et al.
2006; Braglia, 2000).
Metode FMECA dapat digunakan jika sejarah data dan data statistik tidak tersedia di perusahaan. Pengaplikasian metode ini memerlukan perhatian khusus ketika menggunakan pendapat seseorang sehingga perlu dicegah subjektifitas hasil analisis (Fiorenzo and Marizio 2001).
Metode FMECA memiliki dua jenis pendekatan utama yang dapat digunakan yaitu hardware approach dan functional approach (Eka 2009).
Penelitian ini menggunakan pendekatan Hardware approach. Hardware appraoch umumnya digunakan ketika komponen-komponen mesin dapat diidentifikasikan secara unik dengan menggunakan bagan (alur proses), gambaran secara umum, dan desain data mesin lainnya. Hardware approach juga disebut
bottom-up approach digunakan untuk mengidentifikasi kegagalan pada setiap tahapan proses berdasarkan klasifikasi tingkat kepelikan yang nantinya digunakan untuk menetapkan prioritas saat melakukan tindakan koreksi (Kenchakkanavar 2011). functional approach umumnya digunakan ketika komponen-komponen mesin tidak dapat diidentifikasikan secara unik atau ketika kompleksitas sistem membutuhkan analisis dari awal dan dilakukan mengarah ke bawah. functional approach digunakan untuk menganalisis akibat-akibat yang ditimbulkan hanya pada sistem-sistem utama yang ada (US Military Standard 1983).
Menurut Yanti (2004), tahapan untuk membangun FMECA sebagai berikut:
Membangun batasan penelitian.
13
Melihat struktur proses
Identifikasi kegagalan potensial pada masing-masing proses.
Mempelajari penyebab kegagalan dari pengaruhnya.
Pengurutan kegagalan proses menggunakan risk priority number (RPN)
Mengklasifikasikan variabel proses
Menentukan kendali proses sebagai metode untuk mendeteksi bentuk kegagalan atau penyebab.
Identifikasi dan mengukur tindakan korektif.
Analisis, dokumentasi dan memperbaiki FMECA.
Penentuan pendekatan FMEA harus ditetapkan di awal. Penentuan pendekatan penting untuk memudahkan peneliti melakukan analisis tahapan proses produksi. Pendekatan FMEA pada penelitian ini memiliki kelebihan menganalisis keterandalan sistem produksi baik keterandalan keseluruhan sistem atau per tahapan proses (Braglia 2000). Selain itu, penggunaan metode FMECA pada penelitian ini dikarenakan sejarah data dan data statistik tidak tersedia di perusahaan. Tahapan awal analisis FMECA dikenal sebagai FMEA yaitu mengidentifikasi kemungkinan penyebab terjadinya kegagalan (Bertolini et al. 2006; Braglia 2000). Analisis FMEA dibagi menjadi dua tahapan analisis yaitu analisis titik kegagalan sistem kemampuan telusur dan analisis efek titik-titik kegagalan sistem kemampuan telusur. Analisis efek terdiri dari dua macam yaitu analisis efek lokal dan analisis efek global.
Analisis Ragam atau Titik Kegagalan
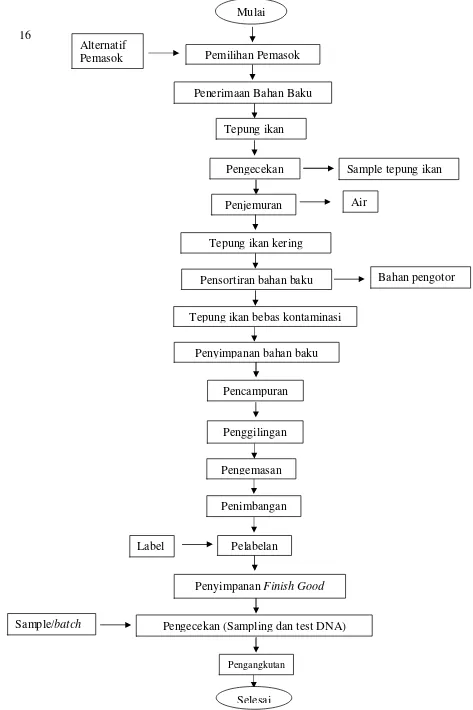
Tahap pertama dari penelitian ini adalah analisis kegagalan yang dilakukan dalam tiga tahapan yaitu penentuan fungsi ID, penentuan tahapan proses dan penentuan titik kegagalan serta penyebab terjadinya. Agar lebih sederhana maka pada penelitian ini tahapan penentuan proses dilakukan bersamaan dengan penentuan fungsi ID. Tahapan proses di UD Hijau daun telah ditetapkan oleh tim HACCP, berdasarkan urutan tahapan proses maka ditentukan fungsi ID satu persatu.
14
sebelum dikirim dan memastikan kemasan bersih dan baik, tempat penyimpanan sebelum dikirim aman dari mamalia dan unggas, transportasi bersih dan aman dari kemungkina tercemar unggas dan mamalia, karyawan ahli mengawal transportasi yang mengangkut bahan baku sampai di tempat tujuan. (3) membuat perjanjian dengan pemasok terkait tulang ikan yang dikirim meliputi kualitas tulang ikan, jumlah pengiriman, transportasi dan jadwal pengiriman.
2. Penerimaan Bahan Baku
Tahapan ini diberikan nomor fungsi ID 2. Penerimaan bahan baku yaitu proses memeriksa bahan baku dan memastikan apakah bahan baku yang diterima sesuai dengan kesepakatan baik jenis, jumlah dan kualitasnya. Tahap ini juga diharapkan dapat mengidentifikasi kontaminasi bahan baku sehingga bisa segera ditentukan langkah pencegahannya.
3. Pengecekan
Tahapan ini diberikan nomor fungsi ID 3. Pengecekan pada tahapan ini dilakukan secara manual. Pengecekan bahan baku terdiri dari beberapa tahapan yaitu (1) melakukan pemeriksaan dengan mengambil sampel sebanyak 20% dari total pengiriman bahan baku dan diperiksa apakah sesuai dengan spesifikasi yang telah disepakati dengan pemasok. (2) memeriksa jenis bahan baku, kalau tidak sesuai dengan yang dipesan dilakukan negosiasi atau dikembalikan. (3) memeriksa apakah ada bahan yang tercampur dengan tulang non ikan, jika terdeteksi ada langsung dikembalikan. (4) memeriksa apakah ada benda asing seperti logam, batu kertas, plastik. Bila ada dicantumkan dalam formulir hasil pemeriksaan. (5) memeriksa kadar air, bila kadar air tidak sesuai dengan kesepakatan dilakukan negosiasi ulang dengan pemasok mengenai harga dan pembayaran, kemudian dilakukan pengeringan sampai standar yang ditentukan. (6) melakukan penimbangan, untuk mengetahui tonase barang yang dikirim pemasok.
4. Penjemuran
Tahapan ini diberikan nomor fungsi ID 4. Penjemuran merupakan proses yang dilakukan apabila tulang ikan yang dikirim pemasok tidak memenuhi standar kadar air dari UD Hijau Daun. Penjemuran dilakukan secara manual dengan memanfaatkan sinar matahari dan lokasi penjemuran jauh dari pemukiman penduduk sehingga mengurangi kemungkinan kontaminasi mamalia dan aves. 5. Pensortiran bahan baku
15 7. Pencampuran
Tahapan ini diberikan nomor fungsi ID 7. Pencampuran merupakan tahapan mencampur tulang ikan Tuna dengan Tongkol atau jenis lain untuk memenuhi kadar protein yang ditentukan pembeli
8. Penggilingan
Tahapan ini diberikan nomor fungsi ID 8. Penggilingan merupakan proses menyamakan ukuran bahan yang sudah dicampur agar menghasilkan produk jadi dengan ukuran yang sesuai dengan spesifikasi produk yang sudah ditentukan. Terdapat beberapa poin penting saat penggilingan yaitu pengecekan kebersihan mesin giling dan lubang saringan serta pemasangan magnet untuk menghindari logam.
9. Pengemasan
Tahapan ini diberikan nomor fungsi ID 9. Pengemasan dilakukan untuk menghindari kontaminasi tepung ikan yang telah selesai diproduksi dan diketahui identitasnya dengan melihat kemasan.
10.Penimbangan
Tahapan ini diberikan nomor fungsi ID 10. Penimbangan yaitu kegiatan menyamakan timbangan per karung dengan timbangan sesuai dengan yang ditentukan oleh pembeli. Setelah selesai penimbangan tepung ikan di simpan dalam gudang
11.Pelabelan
Tahapan ini diberikan nomor fungsi ID 11. Pelabelan merupakan kegiatan memberi tanda untuk setiap produk sesuai dengan ketentuan agar kemasan memiliki identitas.
12.Penyimpanan finish good
Tahapan ini diberikan nomor fungsi ID 12. Penyimpanan finish good
merupakan menyimpan bahan jadi di tempat yang aman. Ruang penyimpanan memiliki beberapa kriteria yaitu tempat penyimpanan tidak digunakan untuk menyimpan bahan lain selain ikan, tempat penyimpanan bersih dan kering dan berventilasi yang cukup, dilengkapi dengan palet kayu, dilakukan penyemprotan serangga setiap dua minggu sekali.
13.Pengecekan (sampling dan test DNA)
Tahapan ini diberikan nomor fungsi ID 13. Tahapan ini dilakukan oleh pihak ketiga yaitu Balai Karantina Surabaya yang bertujuan untuk memastikan tepung ikan yang siap dikirim tidak terkontaminasi DNA mamalia dan aves melalui test DNA. Sample yang diambil mewakili seluruh batch yang dikirim. 14.Pengangkutan
Tahapan ini diberikan nomor fungsi ID 14. Tahapan ini yaitu memasukkan produk ke dalam kontainer dengan cara yang aman. Saat dilakukan pengangkutan akan di saksikan oleh pihak ketiga yaitu perwakilan dari balai karantina kemudian dilakukan pengisian form checklist pengangkutan.
16
Gambar 2 Tahapan penentuan fungsi ID dalam produksi tepung ikan
Pengangkutan
Pengecekan (Sampling dan test DNA) Penyimpanan Finish Good
Pelabelan Penimbangan Pengemasan
Penggilingan Pencampuran Penyimpanan bahan baku
Selesai Label
Sample/batch
Tepung ikan bebas kontaminasi
Pensortiran bahan baku Bahan pengotor Tepung ikan kering
Tepung ikan Mulai
Pemilihan Pemasok
Penerimaan Bahan Baku Alternatif
Pemasok
Penjemuran
17 Critical Analysis (CA)
Setelah dilakukan tahap pertama, maka peneliti merangkum kemungkinan kegagalan-kegagalan yang dapat terjadi serta kegagalan-kegagalan yang pernah terjadi di dalam perusahaan dalam bentuk kuesioner. Kegagalan tersebut dapat disebut sebagi titik kritis. Pakar melakukan evaluasi titik kritis dan menentukan nilai titik kritis. Evaluasi titik kritis dapat dilakukan dengan dua pendekatan yaitu
Criticality Number (CN) dan pengembangan Risk Priority Number (RPN) (Bertollini et al. 2006). Penelitian ini melakukan titik kritis dengan pendekatan pengembangan RPN. Perhitungan dilakukan dengan menggunakan acuan RPN pada SAE J1739.RPN adalah metode yang dikembangkan dengan menganalisis tingkat kepelikan.
Penelitian ini menggunakan pakar untuk mengisi kuesioner. Pakar adalah orang yang ahli dalam masalah dan siapa saja yang setuju dalam menjawab kuesioner (Marimin 2004). Peneliti menentukan tiga pakar untuk pengisian kuesioner yaitu pemilik UD Hijau Daun, Balai karantina Surabaya dan dosen dari Departemen Teknologi Hasil Perikanan, Institut Pertanian Bogor. Pemilihan pakar ini berdasarkan pada pengetahuan tentang objek penelitian dan pengenalan pakar terhadap metode penelitian. Menurut Marimin (2004), Penetapan pakar atau ahli terkait didasarkan atas pertimbangan dan kriteria: (1) keberadaan responden, keterjangkauan dan kesediaan untuk diwawancarai, (2) reputasi, kedudukan, dan telah menunjukkan kredibilitasnya sebagai pakar, dan (3) pengalaman pribadi yang menunjukkan bahwa orang tersebut mampu memberikaan saran yang benar dan membantu memecahkan masalah. Seorang pakar dalam menyelesaikan suatu persoalan mempunyai tiga karakteristik, yaitu: efektif, efisien dan sadar keterbatasan. Metode utama yang digunakan dalam menyerap pengetahuan dari seorang ahli adalah melalui wawancara secara langsung dan mendalam
Untuk memudahkan pakar menilai titik kritis maka penyusunan pertanyaan harus semudah mungkin untuk dipahami. Setiap pertanyaan yang diajukan berisi pertanyaan-pertanyaan yang sudah diamati penelitian di perusahaan mengenai kemungkinan-kemungkinan kegagalan. Tipe dan bentuk pertanyaan yang diajukan bersifat terbuka artinya jawaban yang diberikan bersifat bebas sehingga pada saat wawancara pakar dapat memberikan masukan. Pakar kemudian menentukan nilai
severity, occurance dan detection. Nilai kepelikan dapat dilihat pada Tabel 2, nilai peluang dapat dilihat pada Tabel 3 dan nilai detection dapat dilihat pada Tabel 4. Ketiga faktor tersebut dikalikan dan masing-masing faktor memiliki ranking yang berkisar antara 1 hingga 10.
Setelah pakar menentukan nilai severity, occurance dan detection, maka peneliti menentukan nilai RPN dengan cara mengalikan severity, occurance dan
detection. Sebagai contoh, pada Lampiran 1 untuk Failure ID 1 pakar menentukan nilai severity 10, nilai occurance 1 dan nilai detection 1. Maka didapat nilai RPN 10. Lebih jelasnya penilaian pakar dan hasil RPN dapat dilihat pada Lampiran 2.
18
Kwai-Sang et al. 2009). Hal ini berarti di beberapa poin balai karantina menilai kemampuan telusur UD Hijau Daun lebih berpotensi gagal dibanding dengan penilaian oleh pemilik UD Hijau Daun. Perbedaan pendapat ini dikarenakan sudut pandang menilai objek berbeda dan perbedaan latar belakang.
Setelah diketahui nilai RPN maka dilanjutkan dengan penentuan posisi di matriks kritikal. Penentuan posisi dilakukan dengan cara mengubah nilai severity
dan occurance. Nilai severity diklasifikasikan menjadi tingkat kepelikan berdarkan Tabel 1. Demikian juga nilai occurance diklasifikasikan menjadi peluang terjadinya berdasarkan Tabel 1. Sebagai contoh pada Lampiran 1, failure
1.10 nilai severity adalah 10. Nilai 10 ini berdasarkan Tabel 2 masuk pada level
catastrophic. Level catastrophic di Tabel 1 masuk pada tingkat kepelikan I. Nilai
occurance yang diisi oleh pakar adalah 1. Nilai ini bila dilihat pada Tabel 3 memiliki arti peluang terjadinya extremely rare. Extremely rare bila dilihat pada Tabel 1 berarti peluang terjadinya pada level E, sehingga posisi failure 1.10 pada matrik kritikal adalah IE atau berada di area putih (accaptable with revision).
Pengisian nilai severity dan occurace yang berbeda mengakibatkan posisi
failure ID ketiga pakar di matrik kritikal juga berbeda. Perbedaan paling nyata di matrik kritikal pada area unacceptable. Pakar yang mewakili instansi Balai Karantina Ikan, Pengendalian Mutu, dan Keamanan Hasil Perikanan Kelas I Surabaya menentukan area kritis unacceptable pada 1.10 (tidak ada pencatatan surat perjanjian jual beli bahan baku), 1.20 (tidak dilakukan pencatatan hasil audit pemasok), 2.10 (Tidak dilakukan dokumentasi kode pemasok, tanggal datang dan karyawan penerima bahan baku oleh karyawan), 2.50 (tidak ada certificate of analysis (CoA) dari pemasok), 3.10 (Tidak ada dokumentasi hasil pengecekan oleh kualiti kontrol), 3.20 (Tidak ada label kualiti kontrol pada kemasan yang telah di lakukan pemeriksaan), 4.10 (Tidak ada dokumentasi hasil jemur), 4.30 (Tidak ada pelabelan keterangan pada kemasan yang telah dilakukan penjemuran), 6.10 (Tidak ada label FIFO pada kemasan bahan baku), 6.20 (salah pengambilan bahan baku sehingga bahan baku tidak FIFO), 6.30 (tidak ada dokumentasi monitoring selama penyimpanan), 7.10 (tidak ada dokumentasi karyawan yang melakukan pencampuran dan tanggal dilakukan pencampuran), 8.10 (tidak ada dokumentasi karyawan yang melakukan pencampuran dan tanggal dilakukan pencampuran), 8.20 (tidak dilakukan dokumentasi karyawan yang melakukan proses pengilingn dan tanggal dilakukan proses penggilingan), 9.10 (tidak ada pelabelan kode produksi, kode karyawan, kode mesin pada kemasan), 9.20 (tidak dilakukan penandaan FIFO pada kemasan), 11.10 (tidak diberikan label), 12.10 (tidak dilakukan pencatatan monitoring selama penyimpanan finish goods), 12.20 (tidak ada kontrol ruangan penyimpanan), 13.10 (tidak dilakukan dokumentasi hasil samping dan test DNA), 14.20 (tidak melampirkan CoA finish goods), 14.30 (tidak melampirkan surat jalan) dan 14.40 (ketidakcocokan antara label kemasan dengan isi kemasan).
Pakar yang mewakili Universitas menilai RPN 5726 dengan area kritis
19 kemasan bahan baku), 6.20 (salah pengambilan bahan baku sehingga bahan baku tidak FIFO), 6.30 (tidak ada dokumentasi monitoring selama penyimpanan), 9.20 (tidak dilakukan penandaan FIFO pada kemasan), 12.20 (tidak dilakukan pencatatan monitoring selama penyimpanan finish goods), 13.10 (tidak dilakukan dokumentasi hasil samping dan test DNA).
Pakar yang mewakili industri menilai RPN 568 dengan area kritis
unacceptable pada 6.20 (salah pengambilan bahan baku sehingga bahan baku tidak FIFO), 2.40 (tidak ada no lot atau kode produksi pada kemasan dari
pemasok), 2.50 (tidak ada certificate of analysis dari pemasok), area kritis
undesirable pada 2.30 (tidak ada surat jalan) dan 6.10 (tidak ada label FIFO pada kemasan bahan baku). Berdasarkan ketiga pakar tersebut terdapat kesamaan dalam area unacceptable yaitu point 6.20.
Sama halnya dengan perbedaan nilai RPN, perbedaan posisi di matriks kritikal juga dikarenan beda sudut pandang terhadap objek dan latar belakang pakar. Namun sebagai contoh, diambil matriks kritikal mewakili industri. Lampiran 2 dapat dilihat critical level yang di posisikan pada matiks kritikal. Lebih lengkapnya matriks kritikal dapat dilihat di Gambar 3.
20
Analisis Efek Titik-Titik Kegagalan Sistem Kemampuan Telusur
Area kritis yang berpotensi merusak kemampuan telusur kemudian dilakukan analisa efek. Analisis efek dibagi menjadi efek lokal dan global. Analisis efek berfungsi mengetahui sejauh mana area kritis dapat merusak kemampuan telusur. Efek lokal mempunyai makna area kritis merusak kemampuan telusur dalam jangka pendek saat tepung ikan masih berada di pabrik. Efek global berarti area kritis merusak kemampuan telusur jangka panjang setelah tepung ikan sampai di pembeli. Sebagai contoh, pada Lampiran 4 failure ID 1.10 untuk tahapan proses pemilihan suplier, kemungkinan kegagalan ialah tidak ada pencatatan surat perjanjian jual beli bahan baku. Analisa efek lokal yaitu kesulitan komplain apabila ada ketidaksesuaian dengan perjanjian, sedangkan efek global yaitu tidak ada informasi mengenai perjanjian awal. Lebih rinci efek lokal dan global dari area kritis dapat dilihat pada Lampiran 4.
Keuntungan penggunaan metode FMECA adalah metode ini merupakan alat yang mudah dimengerti dan digunakan. Metode ini mudah dioperasikan serta efektif untuk mengidentifikasi dan menilai bagaimana potensi terjadinya kegagalan dapat mempengaruhi kinerja proses atau produk (Braglia 2000). Keuntungan penggunaan metode FMECA adalah hemat biaya dan hemat waktu (US Military Standard 1983).
Upaya perbaikan efek lokal dan global dilakukan setelah tahap analisa. Perbaikan lokal dan global telah diajukan seperti pada Lampiran 4. Sebagai upaya perbaikan menyeluruh maka dibuat model kemampuan telusur dengan penekanan di area kritis. Model kemampuan telusur UD Hijau Daun dilakukan dengan bantuan BPMN. Area kritis yang telah diperbaiki dimodelkan agar kemampuan telusur memiliki struktur aliran data yang lebih terperinci.
Model Bisnis Proses Kemampuan Telusur
Menurut Mahendrawathi (2014), BPMN (Business Process Modelling Notation) adalah standar baru untuk memodelkan proses bisnis. BPMN terdiri dari 1 diagram: Business Process Diagram (BPD). BPMN dirancang agar mudah digunakan dan dipahami dan memiliki kemampuan untuk memodelkan proses bisnis yang kompleks. BPMN terkait dengan mengelola perubahan untuk meningkatkan proses bisnis.
Model bisnis proses kemampuan telusur diawali saat suplier mengirimkan
21 Pengambilan keputusan saat QC memeriksa sampel, pengecekan kadar air setelah penjemuran, pengecekan kadar N dan P, yang terakhir saat pengecekan kadar protein. Form yang dibutuhkan d yaitu form incoming, form sortir, form
pencampuran, form penggilingan dan form pengemasan. Lebih jelasnya Model bisnis kemampuan telusur dapat dilihat pada Gambar 4.
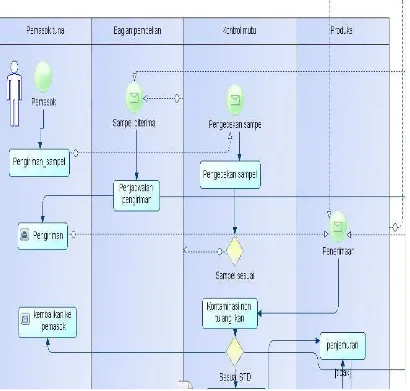
Gambar 4 Model bisnis kemampuan telusur fragmen supplier-produksi tahap pengiriman sampel tulang ikan
Model kemampuan telusur yang dibangun memiliki empat stake holder,
yaitu pemasok, pemasok, QC dan Produksi. Empat stake holder ini ditetapkan berdasarkan analisis kebutuhan yang telah dilakukan pada tahap sebelumnya. Area titik kritis yang telah ditentukan pada tahap FMECA dimasukkan ke dalam model ini. Sebagai contoh, fungsi ID 1.10 (pemilihan pemasok) di model bisnis kemampuan telusur dibagi menjadi tiga tahapan yaitu, pengiriman sample,
22
Model bisnis kemampuan telusur ini juga memiliki masukan data yang berisi form. Form yang digunakan di model ini yaitu form saat bahan baku datang,
form pencampuran, form trace, form sortir dan form pengemasan. Poin masukan
form dimasukkan ke model karena saat dilakukan analisi kritis dengan metode FMECA ternyata salah satu penyebab tidak mampu telusur di UD Hijau daun karena data hasil pengecekan tidak di simpan dalam bentuk form. Hasil perbaikan (Lampiran 3) analisis kritis yang mencantumkan perbaikan dokumentasi terdapat pada fungsi ID 1.10; 1.20; 2.20; 4.10; 4.20; 5.10; 8.10; 10.10; 12.10 dan 14.10. Penerapan form yang sangat penting untuk kemampuan telusur maka masukan data form dimasukkan saat membangun model kemampuan telusur agar kemampuan telusur lebih baik dari sebelumnya.
Storage data model ini terdapat di data trace. Aliran ini mengumpulkan seluruh data dari form sebelumnya. Storage data akan dilihat apabila akan dilakukan telusur. Penelusuran UD Hijau Daun secara manual melibatkan storage
data yang ada dengan cara membuka kembali form yang berkaitan dengan kode produksi yang bermasalah.
Model kemampuan telusur juga dilengkapi dengan aliran pengambilan keputusan yang dianggap penting. Aliran pengambilan keputusan ini dimasukkan ke dalam model agar menjadi perhatian khusus terhadap stake holder yang terlibat. Aliran keputusan terdapat pada tahap pemeriksaan bahan baku berdasarkan standar, pengecekan kadar air setelah penjemuran, pengecekan kadar air saat kedatangan bahan baku dan pengecekan kadar N dan P (Lampiran 2). Aliran keputusan ini juga dipengaruhi dari hasil penentuan analisis kritis tahapan sebelumnya. Seperti pada tahapan penerimaan bahan baku, tahapan penentuan analisis kritis fungsi ID 2.10-2.50 terdapat area undesirable dan unacceptable
sehingga pada tahapan ini perlu aliran keputusan oleh stake holder kontrol mutu. Model kemampuan telusur juga memiliki aliran pesan di stake holder,
23
SIMPULAN DAN SARAN
Simpulan
Rancangan jaminan mutu dilakukam dengan metode FMECA. Metode ini membantu peningkatan jaminan mutu dan pasokan produk karena efek lokal dan global telah diketahui merusak sistem secara keseluruhan. Rancangan dengan metode ini mampu mengetahui titik kritis sehingga dapat dilakukan perbaikan di area kritis tersebut. Usulan perbaikan secara menyeluruh telah diajukan ke UD Hijau Daun sehingga ke depannya titik kritis ini tidak lagi berpotensi merusak sistem.
Pengisian kuesioner oleh ketiga pakar memiliki kesamaan titik kritis pada poin 6.20 (salah pengambilan bahan baku sehingga bahan baku tidak FIFO).
Model bisnis proses kemampuan telusur dilakukan dengan bantuan BPMN sehingga dapat dilihat secara jelas urutan proses kemampuan telusur UD Hijau Daun.
Saran
24
DAFTAR PUSTAKA
Anonimus. 2001. Tepung Ikan [internet]. [diunduh 2014 Jan 12] tersedia pada http://warintek.ristek.go.id
Bertolini M, Maurizio B, Roberto M. 2006. FMECA Approach to product tracebility in the food industry. J Food Contr. (17)1:137-145.
Bowles JB. 2004. An assesement of RPN priorization in a failure mode effects and criticality analysis. IEST.(47)1:6-51.
Braglia M. 2000.MAFMA: Multi-attribute failure mode analysis. J Quality and Reliability Manag.17(9):1017-1033.
[BSN] Badan Standardisasi Nasional. 2006. SNI 01-2728.2006: Udang segar- Bagian 2: Persyaratan Bahna Baku. Jakarta: Badan Standardisasi Nasional [CAC] Codex Alimentarius Commision. 2003. Code of practice for fish and
fishery products (CAC/ RCP 52-2003). Joint Food and Agriculture Organization/ World Health Organization Food Standards Programme. Roma, Italy.
[CAC] Codex Alimentarius Commision. 2010. CAC Procedural manual, Ed ke-9. Joint Food and Agriculture Organization/ World Health Organization Food Standards Programme. Roma, Italy.
Dupuy C, Botta G, Guinet. 2005. Batch dispersion model to optimize trace in food industry. J Food Eng. (70)1:333- 339.
Eka G. 2009. Analisa keandalan pada dapur induksi 10 ton menggunakan Failure Modes and Effects Criticality Analysis (FMECA) [skripsi]. Surabaya: Institut Teknologi Sepuluh Nopember.
Fiorenzo F, Marizio G. 2001. A new approach for evaluation of risk priorities of failure modes in FME. J Product Res. (39)13: 2991-3002.
Grujic R. 2010. Modelling of tracebility sistem in meat industri [Tesis]. Canada: Faculty of Technology Technic
Grunow M, Rong A, Akkerman R. 2008. Reducing dispersion in food distribution.
Proceedings of the Asia Pasific Industrial Engineering andManagement SistemConference [internet]. [waktu dan tempat pertemuan tidak diketahui]. hlm 618-628. [diunduh 2013 Nop 15]
Hasamestyna M. 2011. Identifikasi titik kritis telusur menggunakan pendekatan
failure modes effects and criticality analysis (FMECA) pada industri pengolahan udang di PT Y [Skripsi]. Bogor (ID). Institut Pertanian Bogor. Huang J, Gotel O. 2012. Software and Sistem Telusur. London: Springer-Verlag. Kenchakkanavar V. 2011. Failure mode and effect analysis: a tool to enhance
quality in engineering eduacarion. J Eng.(4)1:150-165.
Koenderink N, Hulzebos L. 2006. Modelling Food Supply Chains for Tracking and Tracing in. India: Woodhead Publishing.
Kwai-Sang C, Ying-Ming W, Gary KKP dan Jian-Bo Y. 2009. Failure mode and effects using a group-based evidential reasoning approach. J Comp and Oper Res. (36)1: 1768-1779.
Marimin. 2004. Tehnik dan Aplikasi Pengambilan Keputusan Kriteria Majemuk.
25 Marzuki. 2008. Penggunaan tepung ikan dalam pakan konsentrat dan pengaruhnya
terhadap pertambahan bobot badan kambing betina. J Tern Tropik. (9)2: 90-100
Sitompul S. 2004. Analisis asam amino dalam tepung ikan dan bungkil kedelai.
Bul Tekn Pertan. (9)1:10-18.
Smith I, Furness A. 2006. Improving Kemampuan telusur in Food Processing and Distribution.England: Woodhead Publishing Limited Cambridge.
Sultan, Lipol, Jahirul H. 2011.Risk analysis method: FMEA/FMECA in The Organizations [thesis]. Sweden: University of boras.
Tuncel G, Alpan, G. 2010. Risk assessmentand management for supply chain network: A Case Study. J Comput in Indust. (1)1: 250-259.
US Military Standard, MIL-STD-1629A.(1980).Procedures for performing a failure mode effect and criticality analysis. USA: Department of Defense Wiryanti J. 2009. Kemampuan telusur (mampu telusur) dalam pelatihan ISO
22000:2005 [tesis]. Bogor: Institut Pertanian Bogor.
Yanti A. 2004. Eliminasi terjadinya defect cetakan etiket sampoerna hijau di PT.Sampoerna percetakan nusantara dengan metode failure mode and effect analysis process [tesis].Surabaya. Institut Teknologi Sepuluh Nopember. Yuskartika D. 2012. Pengelolaan risiko menggunakan metode FMECA (Failure
26
Council and European Parliament Regulation (EC) No 178/2002 : Article 18, 19, 20 merupakan lembaran kunci legislasi Food Kemampuan telusur di Uni Eropa
REFGULATION (EC) No 178/2002 OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 28 January 2002
(18) In order for there to be confidence in the scientific basic for food law, tisk assessments should be undertaken in an independent, objective and transparent manner, on the basic of the acailable scientific information and data.
(19) it is recognised that scientific risk assesment alone cannot, in some case provide all the information on which a risk management decision should be based, and that other factors relevant to the matter under consideration should legitimately be taken into account including societal, economic, traditional, ethical and environmental factors and the feasibility of controld.
(20) The preautionary principles has been invoked to ensure health protection in the community, thereby giving rise to barries to the free movement of food or feed. Therefore it is necessary to adopt a uniform basis throughout the Community for the use of this pronciple.
PERMENKP RI Nomor : Per. 01/Men/2007 tentang Pengendalian Sistem Jaminan Mutu dan Keamanan Hasil Perikanan.
27
Lampiran 2 Contoh pengisian kuesioner oleh pakar dari UD Hijau Daun
Failure
Tidak ada pencatatan surat perjanjian jual beli
bahan baku 1.10 10 I 1 E 1 10
acceptable with revision
Tidak dilakukan pencatatan hasil audit
pemasok 1.20 10 I 1 E 1 10
acceptable with revision
2 Penerimaan bahan baku
Tidak dilakukan dokumentasi kode pemasok, tanggal datang dan karyawan penerima bahan baku oleh karyawan
2.10 10 I 1 E 1 10 acceptable
with revision
Tidak ada dokumentasi nota timbang saat tiba
di perusahaan 2.20 10 I 1 E 1 10
acceptable with revision
Tidak ada surat jalan 2.30 7 II 5 C 1 35 Undesirable
Tidak ada label no lot/kode produksi pada
kemasan dari pemasok 2.40 10 I 5 C 1 50 Unaccpetable
Tidak ada certificate of analysis (CoA) dari
pemasok 2.50 10 I 5 C 1 50 Unaccpetable
3 Pengecekan Tidak ada dokumentasi hasil pengecekan oleh
kualiti control 3.10 10 I 1 E 1 10
acceptable with revision
Tidak ada label kualiti kontrol pada kemasan
yang telah di lakukan pemeriksaan 3.20 10 I 1 E 1 10
acceptable with revision
4 Penjemuran Tidak ada dokumentasi saat dilakukan
28
Failure
ID
Tahapan
Proses Kemungkinan Kegagalan/Penyebab Failure S O D RPN Critical Level Tidak ada pelabelan keterangan pada
kemasan yang telah dilakukan penjemuran 4.30 10 I 1 E 1 10
acceptable with revision
5 Penyortiran Tidak dilakukan dokumentasi tonase hasil
sortir bahan baku 5.10 10 I 1 E 1 10
acceptable with revision
Tidak dilakukan dokumentasi tanggal sortir
dan karyawan yang melakukan sortir 5.20 10 I 1 E 1 10
Tidak ada label FIFO pada kemasan bahan
baku 6.10 8 II 5 C 1 40 Undesirable
Salah pengambilan bahan baku sehingga
bahan baku tidak FIFO 6.20 10 I 9 A 1 90 Unaccpetable
Tidak ada dokumentasi monitoring selama
penyimpanan 6.30 7 II 2 D 1 14
acceptable with revision
7 Pencampuran
Tidak ada dokumentasi karyawan yang melakukan pencampuran dan tanggal dilakukan pencampuran
7.10 10 I 1 E 1 10 acceptable
with revision
Tidak ada dokumentasi penimbangan setelah
pencampuran 7.20 10 I 1 E 1 10
acceptable with revision
Tidak ada dokumentasi bahan tambahan yang
dicampurkan 7.30 10 I 1 E 1 10
acceptable with revision
8 Penggilingan
Tidak dilakukan dokumentasi mesh size, kadar air, kadar N dan kadar P hasil penggilingan
8.10 7 II 1 E 1 7 acceptable
with revision
Tidak dilakukan dokumentasi karyawan yang
melakukan proses pengilingn dan tanggal 8.20 10 I 1 E 1 10
acceptable with revision
Lampiran 2 Contoh pengisian kuesioner oleh pakar dari UD Hijau Daun (Lanjutan)
29
9 Pengemasan Tidak ada pelabelan kode produksi, kode
karyawan, kode mesin pada kemasan 9.10 10 I 1 E 1 10
acceptable with revision
Tidak dilakukan penandaan FIFO pada
kemasan 9.20 8 II 2 D 1 16
acceptable with revision
10 Penimbangan Tidak ada pelabelan hasil timbang pada
kemasan 10.10 10 I 1 E 1 10
Tidak dilakukan dokumentasi hasil samping dan test DNA
13.10 10 I 1 E 1 10 acceptable
with revision
14 Pengangkutan Tidak dilakukan dokumentasi saat
pengangkutan 14.10 10 I 1 E 1 10
Lampiran 2 Contoh pengisian kuesioner oleh pakar dari UD Hijau Daun (Lanjutan)
30
Lampiran 3 Usulan tindakan perbaikan
Failure Tahapan proses Kemungkinan kegagalan/penyebab Posisi
matriks Critical level Tindakan koreksi 1.10 Pemilihan
pemasok
Tidak ada pencatatan surat perjanjian
jual beli bahan baku IIE
acceptable with revision
Melakukan penertiban terhadap
dokumentasi perjanjian dengan pemasok 1.20 Tidak dilakukan pencatatan hasil audit
pemasok IE
acceptable
with revision Membuat dokumentasi hasil audit 2.10 Penerimaan
bahan baku
Tidak dilakukan dokumentasi kode pemasok, tanggal datang dan
karyawan penerima bahan baku oleh
karyawan IE
acceptable
with revision Melakukan pengecekan dokumentasi penerimaan bahan baku
2.20 Tidak ada dokumentasi nota timbang
saat tiba di perusahaan IE
acceptable with revision
Mencantumkan list nota timbang pada
form penerimaan bahan baku 2.30
Tidak ada surat jalan IIC
undesirable
Membuat surat peringatan ke pemasok agar setiap bahan baku dilengkapi dengan surat jalan
2.40 Tidak ada label no lot/kode produksi
pada kemasan dari pemasok IC
Unaccpetable
Membuat surat peringatan ke pemasok agar setiap bahan baku dilengkapi dengan no lot pada kemasan
2.50 Tidak ada certificate of analysis (CoA)
dari pemasok IC
Unaccpetable
Membuat surat peringatan ke pemasok agar setiap bahan baku dilengkapi dengan CoA
3.10 Pengecekan Tidak ada dokumentasi hasil
pengecekan oleh kualiti kontrol IE
acceptable with revision
Melakukan penertiban terhadap dokumentasi pengecekan oleh kualiti control
3.20 Tidak ada label kualiti kontrol pada
kemasan yang telah di lakukan IE
acceptable with revision
Menegur kualiti kontrol jika tidak menempelkan label pada kemasan yang
31
Failure Tahapan proses Kemungkinan kegagalan/penyebab Posisi
matriks Critical level Tindakan koreksi
pemeriksaan telah dicek
4.10 Penjemuran Tidak ada dokumentasi proses
penjemuran IIE
acceptable
with revision Membuat lembar monitor penjemuran 4.20
monitoring selama penjemuran IE
acceptable
with revision Membuat lembar monitor penjemuran 4.30
Tidak ada pelabelan keterangan pada kemasan yang telah dilakukan
penjemuran IE
acceptable
with revision Membuat label khusus untuk bahan baku
yang telah di jemur 5.10 Penyortiran Tidak dilakukan dokumentasi tonase
hasil sortir bahan baku IE
acceptable
with revision Pengecekan dokumentasi produksi 5.20
Tidak dilakukan dokumentasi tanggal sortir dan karyawan yang melakukan
sortir IE
acceptable
with revision Melakukan pengecekan dokumentasi
sortir 5.30 Tidak ada label penandaan telah
disortir IE
acceptable with revision
Membuat label khusus untuk bahan baku yang telah disortir
6.10 Penyimpanan bahan baku
Tidak ada label FIFO pada kemasan
bahan baku IIE undesirable
Mengecek kemasan yang di gudang apakah sudah ada label FIFO atau belum
6.20 Salah pengambilan bahan baku
sehingga bahan baku tidak FIFO IE Unaccpetable Monitoring keberadaan label 6.30 Tidak ada dokumentasi monitoring
selama penyimpanan IID
acceptable with revision
mengisi lembar untuk monitoring penyimpanan
Lampiran 3 Usulan tindakan perbaikan (Lanjutan)