Informasi Dokumen
- Penulis:
- Jumain Halim
- Pengajar:
- Ir. Alfian Hamsi, M.Sc
- Sekolah: Universitas Sumatera Utara
- Mata Pelajaran: Teknik Mesin
- Topik: Pengaruh Proses Quenching Pada Sambungan Las Shielded Metal Arc Welding (SMAW) Terhadap Kekerasan Impak Struktur Mikro Dan Kekerasan Baja St37
- Tipe: skripsi
- Tahun: 2015
- Kota: Medan
Ringkasan Dokumen
I. PENDAHULUAN
Bab ini memperkenalkan latar belakang penelitian mengenai pengaruh proses quenching pada sambungan las SMAW terhadap kekerasan impak, struktur mikro, dan kekerasan baja St37. Penelitian ini penting kerana pengelasan merupakan proses yang luas digunakan dalam industri, dan pemahaman tentang sifat mekanik dan fisis bahan selepas pengelasan dapat membantu dalam meningkatkan kualiti sambungan las. Tujuan utama adalah untuk menyelidik bagaimana variasi media quenching dan diameter elektroda mempengaruhi sifat-sifat ini.
1.1. Latar Belakang
Kemajuan dalam teknologi pengelasan telah mengubah cara penyambungan logam. Pengelasan SMAW digunakan secara meluas dalam pelbagai aplikasi industri. Oleh itu, kajian ini bertujuan untuk memahami kesan proses quenching terhadap sifat mekanik dan fisis baja St37, yang merupakan bahan biasa dalam industri. Pengetahuan ini penting untuk menghasilkan sambungan las yang lebih baik dan mengurangkan risiko kerosakan pada struktur yang dihasilkan.
1.2. Rumusan Masalah
Dari latar belakang yang diberikan, rumusan masalah yang diangkat adalah bagaimana pengaruh media quenching air dan oli terhadap sifat fisis dan mekanis baja St37. Selain itu, kajian ini juga bertujuan untuk menilai pengaruh variasi diameter elektroda yang digunakan dalam proses pengelasan terhadap sifat-sifat tersebut.
1.3. Tujuan Penelitian
Tujuan utama penelitian ini adalah untuk mengetahui perbedaan pengaruh media quenching (air dan oli) terhadap sifat fisis dan mekanis baja St37 setelah proses pengelasan dengan SMAW. Penelitian ini juga bertujuan untuk mendapatkan hasil pengelasan terbaik dari setiap perlakuan yang diuji.
1.4. Batasan Masalah
Batasan masalah ditetapkan untuk memastikan fokus penelitian. Bahan yang digunakan adalah baja St37 dan pengelasan dilakukan dengan elektroda terbungkus (SMAW). Variasi diameter elektroda yang digunakan adalah 2.6 mm, 3.2 mm, dan 4.0 mm. Pengujian yang dilakukan meliputi sifat fisis dan mekanis, termasuk uji kekerasan dan kekuatan impak.
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah untuk memberikan pemahaman yang lebih baik tentang pengaruh proses quenching terhadap sifat-sifat mekanik dan fisis baja St37. Data yang diperoleh dapat menjadi referensi bagi penelitian selanjutnya mengenai pengelasan SMAW dan memperbaiki teknik pengelasan dalam industri.
1.6. Sistematika Penulisan
Sistematika penulisan laporan ini terdiri dari beberapa bab yang mencakup pendahuluan, tinjauan pustaka, metodologi penelitian, hasil dan pembahasan, serta kesimpulan dan saran. Setiap bab akan menjelaskan aspek-aspek penting dalam penelitian ini dan memberikan gambaran yang jelas mengenai proses dan hasil yang diperoleh.
II. TINJAUAN PUSTAKA
Bab ini membahas teori-teori dasar yang berkaitan dengan pengelasan, khususnya SMAW, serta prinsip-prinsip kerja las listrik, arus pengelasan, dan bahan yang digunakan. Tinjauan pustaka ini penting untuk memberikan landasan teori yang kuat bagi penelitian ini.
2.1. PENGELASAN
Pengelasan adalah proses penyambungan logam yang melibatkan pemanasan hingga titik rekristalisasi. Metode pengelasan yang umum digunakan termasuk Oxyfuel Gas Welding dan Arc Welding. Pengelasan SMAW adalah salah satu teknik yang paling banyak digunakan dalam industri kerana kemudahan dan kos yang rendah.
2.2. PRINSIP KERJA LAS LISTRIK
Prinsip kerja las listrik melibatkan penggunaan arus listrik untuk mencairkan elektroda dan logam induk, membentuk sambungan yang kuat. Proses ini memerlukan pemahaman tentang suhu dan aliran arus untuk mencapai hasil yang diinginkan.
2.3. ARUS PENGELASAN
Arus pengelasan yang tepat sangat penting untuk memastikan penetrasi yang baik dan mengelakkan deformasi. Pengaturan arus yang sesuai bergantung kepada jenis bahan dan diameter elektroda yang digunakan.
2.4. ELEKTRODA
Elektroda dalam pengelasan SMAW berfungsi sebagai sumber panas dan bahan tambah. Pemilihan elektroda yang tepat dapat mempengaruhi kualiti sambungan las dan sifat mekanik hasil pengelasan.
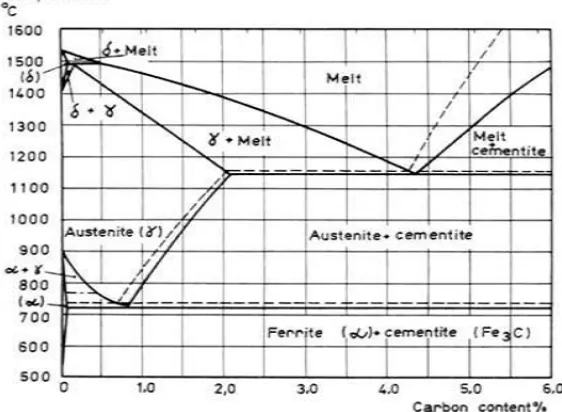
2.5. PENGELASAN BAJA KARBON
Baja karbon adalah bahan yang sering digunakan dalam pengelasan. Kadar karbon dalam baja mempengaruhi sifat mekanik, termasuk kekerasan dan ketangguhan. Pemahaman tentang sifat baja karbon sangat penting untuk menghasilkan sambungan las yang berkualiti.
2.6. DAERAH PENGARUH PANAS (HAZ)
HAZ adalah kawasan di sekitar sambungan las yang terpengaruh oleh panas. Perubahan struktur mikro di kawasan ini dapat mempengaruhi sifat mekanik bahan. Oleh itu, pemahaman tentang HAZ adalah penting untuk meningkatkan kualiti sambungan.
2.7. BAJA
Baja adalah logam paduan yang terdiri daripada besi dan karbon. Kandungan karbon yang berbeza menghasilkan pelbagai jenis baja dengan sifat yang berbeza. Baja St37 adalah salah satu jenis baja yang banyak digunakan dalam industri kerana sifatnya yang baik untuk pengelasan.
2.8. PERLAKUAN PANAS
Perlakuan panas adalah proses yang digunakan untuk mengubah sifat mekanik dan fisis logam tanpa mengubah bentuknya. Proses ini termasuk pengerasan, pelunakan, dan normalisasi, yang semuanya mempengaruhi kualiti sambungan las.
2.9. QUENCHING
Quenching adalah proses pendinginan cepat yang digunakan untuk mengubah struktur mikro logam. Proses ini penting dalam meningkatkan kekerasan dan ketangguhan baja. Pemilihan media quenching yang tepat dapat mempengaruhi hasil akhir sambungan las.
III. METODOLOGI PENELITIAN
Bab ini menjelaskan metode yang digunakan dalam penelitian, termasuk pemilihan bahan, prosedur pengujian, dan analisis data. Metodologi yang sistematik dan terstruktur adalah penting untuk memastikan hasil penelitian yang valid dan dapat dipercaya.
3.1. Waktu dan Tempat Penelitian
Penelitian ini dilakukan di laboratorium Teknik Mesin Universitas Sumatera Utara. Waktu penelitian adalah dari bulan Januari hingga Mei 2015. Lokasi dan waktu yang tepat adalah penting untuk mendapatkan hasil yang konsisten dan dapat diulang.
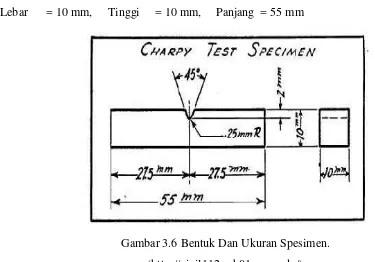
3.2. Metode Pembuatan Spesimen
Spesimen dibuat dengan menggunakan bahan baja St37 dan teknik pengelasan SMAW. Proses pembuatan spesimen melibatkan pemotongan, pengelasan, dan pendinginan menggunakan media quenching yang berbeza.
3.3. Metodologi Penelitian
Metodologi penelitian mencakup langkah-langkah yang diambil untuk mengumpulkan data, termasuk pengujian kekerasan, uji impak, dan analisis struktur mikro. Setiap langkah dijelaskan secara terperinci untuk memastikan replikasi penelitian.
3.4. Variabel-Variabel Penelitian
Variabel yang diteliti dalam penelitian ini meliputi jenis media quenching (air, oli, udara) dan diameter elektroda (2.6 mm, 3.2 mm, 4.0 mm). Variabel-variabel ini dipilih berdasarkan relevansi mereka terhadap hasil pengelasan.
3.5. Spesimen
Spesimen yang digunakan dalam penelitian ini terdiri daripada pelat baja St37 yang dilas menggunakan elektroda SMAW. Proses pembuatan spesimen melibatkan pemilihan bahan, pengelasan, dan perlakuan quenching.
3.6. Proses Pengujian
Pengujian dilakukan untuk menentukan sifat mekanik dan fisis spesimen, termasuk uji kekerasan, uji impak, dan analisis struktur mikro. Setiap pengujian dilakukan dengan teliti untuk memastikan hasil yang akurat.
IV. HASIL DAN PEMBAHASAN
Bab ini menyajikan hasil pengujian dan analisis data yang diperoleh dari penelitian. Hasil akan dibahas secara mendalam untuk memahami pengaruh proses quenching terhadap sifat-sifat baja St37.
4.1. Pendahuluan
Pendahuluan bab ini memberikan gambaran umum tentang hasil yang diperoleh dari pengujian dan analisis. Fokus utama adalah untuk menilai bagaimana variasi media quenching dan diameter elektroda mempengaruhi sifat mekanik dan fisis.
4.2. Hasil Pengujian
Hasil pengujian menunjukkan perbedaan signifikan dalam nilai kekerasan dan ketangguhan impak bergantung pada media quenching yang digunakan. Data ini akan dianalisis untuk menarik kesimpulan yang relevan.
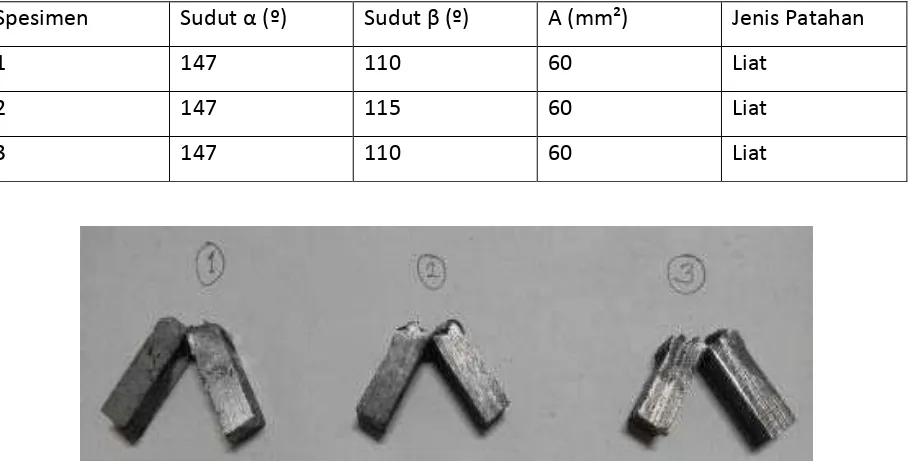
4.2.1. Hasil Pengujian Impak
Pengujian impak dilakukan untuk menilai ketangguhan spesimen. Hasil menunjukkan bahwa pengelasan dengan media quenching oli menghasilkan nilai impak yang lebih tinggi dibandingkan dengan air dan udara.
4.2.2. Hasil Uji Kekerasan (Hardness)
Uji kekerasan menunjukkan bahwa media quenching juga mempengaruhi kekerasan spesimen. Spesimen yang di-quenching dengan oli menunjukkan kekerasan tertinggi, diikuti oleh air dan udara.
4.2.3. Hasil Photo Mikro
Analisis struktur mikro menunjukkan perubahan yang signifikan dalam mikrostruktur spesimen bergantung pada media quenching. Struktur martensit terlihat lebih jelas pada spesimen yang di-quenching dengan oli.
V. KESIMPULAN DAN SARAN
Bab ini menyimpulkan hasil penelitian dan memberikan saran untuk penelitian di masa depan. Kesimpulan akan merangkum temuan utama dari penelitian ini dan mengusulkan arah untuk penelitian lebih lanjut.
5.1. Kesimpulan
Kesimpulan dari penelitian ini menunjukkan bahwa media quenching yang digunakan dalam pengelasan SMAW memiliki pengaruh signifikan terhadap sifat fisis dan mekanis baja St37. Penggunaan oli sebagai media quenching memberikan hasil terbaik dalam hal kekerasan dan ketangguhan.
5.2. Saran
Saran untuk penelitian selanjutnya adalah untuk mengeksplorasi variasi lain dalam proses pengelasan dan media quenching yang mungkin memberikan hasil yang lebih baik. Penelitian lebih lanjut juga dapat mempertimbangkan faktor-faktor lain yang mempengaruhi kualiti sambungan las.