BAB II
TINJAUAN PUSTAKA 2.1. PENGELASAN
Las dalam bidang konstruksi sangat luas penggunaannya meliputi konstruksi jembatan, perkapalan, industri karoseri dll. Disamping untuk konstruksi las juga dapat untuk
mengelas cacat logam pada hasil pengecoran logam, mempertebal yang aus (Wiryosumarto dan Okumura; 2004). Secara sederhana dapat diartikan bahwa pengelasan merupakan proses penyambungan dua buah logam sampai titik rekristalisasi logam, baik menggunakan bahan tambah maupun tidak dan menggunakan energi panas sebagai pencair bahan yang dilas. Pengertian pengelasan menurut Widharto (2003) adalah salah satu cara untuk menyambung benda padat dengan jalan mencairkannya melalui pemanasan. Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Wiryosumarto dan Okumura (2004) menyebutkan bahwa pengelasan adalah penyambungan setempat dari beberapa batang logam dengan menggunakan energi panas.Penyambungan dua buah logam menjadi satu dilakukan dengan jalan pemanasan atau pelumeran, dimana kedua ujung logam yang akan disambung di buat lumer atau dilelehkan dengan busur nyala atau panas yang didapat dari busur nyala listrik (gas pembakar) sehingga kedua ujung atau bidang logam merupakan bidang masa yang kuat dan tidak mudah dipisahkan (Arifin,1997). Paling tidak saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenis pengelasan tersebut hanya dua jenis yang paling populer di Indonesia yaitu pengelasan dengan menggunakan Las Karbit (Oxyfuel gas welding) dan busur nyala listrik (arc welding).
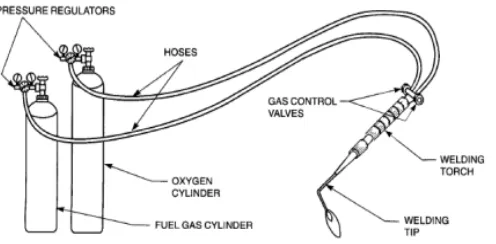
Gambar 2.1 Peralatan Oxyfuel Gas Welding
Metode ini menggunakan semburan gas sebagai penghasil panas. Gas yang dimaksud adalah Methylacetylene Propadiene (MAPP) atau yang biasa kita kenal dengan acetylene dicampur dengan oksigen. Perangkat Oxyfuel Gas Welding seperti yang tinjukkan pada gambar 2.3 diatas. Gas Welding banyak digunakan dalam pekerjaan perawatan dan reparasi karena kemudahan dalam transportasi tabung oksigen dan acetylene. OFW dapat diaplikasikan pada brazing, memotong, dan perlakuan panas untuk semua jenis logam.
2.1.2 Arc Welding (AW)
Metode ini menggunakan busur listrik untuk menggabungkan kedua logam lasan. Perbedaannya dengan Gas Welding adalah tingkat konsentrasi panas yang dihasilkan. Pada Gas Welding nyala api tersebar pada area yang luas, sehingga kadang menyebabkan panas yang berlebihan. Akibatnya dapat timbul buckling (menekuk) dan warping (membelok). Sedangkan pada Arc Welding, konsentrasi panas yang dihasilkan tidak sebesar Gas Welding.
Sehingga resiko terjadinya buckling dan warping dapat dikurangi. Selain itu rendahnya konsentrasi panas yang dihasilkan mampu memperdalam penetrasi pengelasan dan mempercepat pekerjaan pengelasan. Oleh sebab itu Arc Welding lebih sering digunakan daripada Gas Welding karena lebih praktis dan ekonomis. Arc Welding sendiri memiliki berbagai macam tipe, namun ada tiga kesamaan diantara tipe-tipe tersebut. Tiga hal tersebut adalah sumber panas, logam pengisi, dan perisai/pelindung (Shielding). Sumber panas dihasilkan oleh arus listrik yang terjadi diantara dua kutub. Sumber tenaganya didapat dari mesin las yang digerakkan oleh motor listrik maupun motor bakar. Dalam dunia konstruksi kita mengenal ada dua tipe arc welding, yaitu :
Gambar 2.2 Peralatan Shielded Metal Arc Welding (SMAW)
Tipe ini menghasilkan busur listrik diantara elektroda logam pelapis dan base metal. Sekali busur listrik sudah terbentuk, logam cair dari ujung elektroda akan mengalir bersama – sama dengan logam cair lain yang berasal dari ujung base metal menuju daerah sambungan. Proses ini dikenal dengan proses peleburan. Lapisan luar yang berasal dari elektroda menutupi deposit logam lasan dan melindunginya (Shielding) dari kontaminasi. Keuntungan mendasar dari pengelasan tipe ini adalah produk lasan berkualitas tinggi yang dapat dibuat dengan biaya rendah.
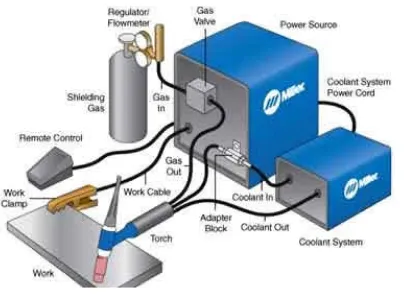
b. Gas Shielded Arc Welding (GSAW)
Gambar 2.3 Peralatan Gas Shielded Metal Arc Welding (GSAW)
helium, argon atau karbondioksida. Dalam kondisi tertentu, campuran ketiganya terkadang digunakan. GSAW lebih sering digunakan karena dapat diaplikasikan pada berbagai jenis logam fero dan nonfero dengan berbagai ketebalan.
Pada las busur (arc welding), energi disalurkan dari elektroda las sampai dengan logam induk oleh busur listrik. Pada saat tukang las menyalakan busur las, baik logam pengisi maupun logam induk sama-sama mencair membentuk lapisan lasan. Mencairnya kedua logam tersebut sangat mungkin terjadi karena adanya sejumlah energi per satuan waktu dan kepadatan panas yang disuplai oleh elektroda. Siklus tersebut dikenal dengan masukan panas. Secara definitif, masukan panas adalah pengukuran tertentu dari transfer energi per satuan panjang jejak lasan. Panas yang masuk, seperti pada proses preheat dan suhu interpass, memiliki faktor yang penting, dimana hal tersebut dapat menentukan karakteristik mekanis dan struktur metalurgi dari daerah logam lasan dan HAZ.
2.2. PRINSIP KERJA LAS LISTRIK
Elektrode lasnya yang diselubungi flux mencair saat proses pengelasan setelah mendapat input sumber listrik. Inilah yang menyebabkan terbentuknya gas dan slag yang melindungi busur las dan molten weld pool dari pengotor udara di sekelilingnya (disebut sebagai busur nyala/arc). Fluks juga akan memberi keuntungan seperti berfungsi sebagai deoksidator selain itu juga memberi efek paduan pada logam lasnya sehingga memperkuat logam las. Electric arc adalah arus elektron yang kontinu mengalir melalui media yang pendek antara dua elektrode (+ dan –) yang diketahui dengan terjadinya energi panas dan radiasi udara atau gas antara elektrode akan diionisir oleh elektron yang dipancarkan oleh katoda. Dua faktor yang mempegaruhi pancaran elektron :
1. Temperatur
2. Kekuatan medan listrik
Untuk menimbulkan arc, kedua elektrode dihubungkan singkat dengan cara disentuhkan lebih dahulu (arc starting) dan pada bagian yang bersentuhan ini akan terjadi pemanasan (temperatur naik), hal ini mendorong terjadinya busur. Busur listrik yang terjadi antara ujung elektroda merupakan perkalian antara tegangan listrik (E) dengan kuat arus (I) dan waktu (t) yang dinyatakan dalam satuan panas joule, atau kalori seperti rumus di bawah ini:
E = Tegangan Listrik (volt). I = Kuat Arus (Ampere). t = Waktu (detik).
2.3. ARUS PENGELASAN
Arus pengelasan adalah besarnya aliran atau arus listrik yang keluar dari mesin las. Besar kecilnya arus pengelasan dapat diatur dengan alat yang ada pada mesin las. Arus las harus disesuaikan dengan jenis bahan dan diameter elektroda yang di gunakan dalam pengelasan. Penggunaan arus yang terlalu kecil akan mengakibatkan penembusan atau penetrasi las yang rendah, sedangkan arus yang terlalu besar akan mengakibatkan terbentuknya manik las yang terlalu lebar dan deformasi dalam pengelasan.
2.4. ELEKTRODA
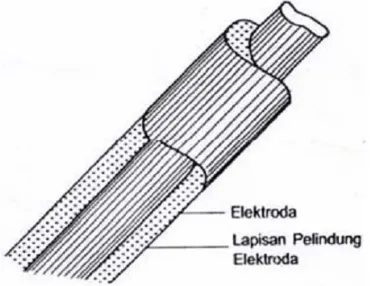
Pengelasan dengan menggunakan las busur listrik memerlukan kawat las (Elektroda) yang terdiri dari suatu inti terbuat dari suatu logam di lapisi oleh lapisan yang terbuat dari campuran zat kimia, selain berfungsi sebagai pembangkit, elektroda juga sebagai bahan tambah.
Gambar 2.4 Elektroda Las (Bintoro 2005)
pengelasan baja karbon sedang dan baja karbon tinggi harus benar-benar diperhatikan apabila kekuatan las diharuskan sama dengan kekuatan material. Penggolongan elektroda diatur berdasarkan standar sistem AWS (American Welding Society) dan ASTM (American Society Testing Material). Elektroda jenis E6013 dapat dipakai dalam semua posisi pengelasan dengan arus las AC maupun DC. Elektroda dengan kode E6013 untuk setiap huruf dan setiap angka mempunyai arti masing-masing yaitu:
• E = Elektroda untuk las busur listrik.
• 60 = Menyatakan nilai tegangan tarik minimum hasil pengelasan dikalikan dengan
1000 Psi(60.000 Ib/in2) atau 42 kg/mm2.
• 1 = Menyatakan posisi pengelasan, 1 berarti dapat digunakan untuk pengelasan semua posisi.
• 3 = Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC.
2.5. PENGELASAN BAJA KARBON
Baja adalah merupakan suatu campuran dari besi (Fe) dan karbon (C), dimana
unsur karbon (C) menjadi dasar. Disamping unsur Fe Dan C, baja juga mengandung
unsur campuran lain seperti sulfur (S), fosfor (P), silikon (Si), dan mangan (Mn) yang
jumlahnya dibatasi. Baja karbon sedang dan baja karbon tinggi mengandung banyak
karbon dan unsur lain dapat memperkeras baja, karena itu daerah pengaruh panas atau
HAZ pada baja ini mudah menjadi keras bila dibandingkan baja karbon rendah. Sifatnya
yang mudah menjadi keras ditambah dengan adanya hydrogen difusi menyebabkan
baja ini sangat peka terhadap retak las. Disamping itu pengelasan dengan menggunakan
elektroda yang sama kuat dengan logam lasnya dengan pemanasan mula dan suhu
pemanasan tergantung dari kadar karbon. Baja karbon adalah baja yang mengandung
karbon antara 0,1 – 1,7%. Berdasarkan tingkatan banyaknya kadar karbon, baja
digolongkan menjadi tiga tingkatan : a. Baja karbon rendah
Yaitu baja yang mengandung karbon kurang dari 0,30%. Baja karbon rendah dalam
perdagangan dibuat dalam bentuk pelat, profil, batangan untuk keperluan tempa,
pekerjaan mesin, dan lain-lain.
Baja ini mengandung karbon antara 0,30% – 0,60 %. Didalam perdagangan biasanya
dipakai sebagai alat-alat perkakas, baut, poros engkol, roda gigi, ragum, pegas dan
lain-lain.
c. Baja karbon tinggi
Baja karbon tinggi ialah baja yang mengandung kerbon antara 0,6% – 1,5%. Baja ini
biasanya digunakan untuk keperluan alat-alat konstruksi yang berhubungan dengan
panas yang tinggi atau dalam penggunaannya akan menerima atau mengalami panas,
misalnya landasan, palu, gergaji, pahat, kikir, bor, bantalan peluru, dan sebagainya
(Amanto,1999).
2.6. DAERAH PENGARUH PANAS (HAZ)
Logam akan mengalami pengaruh pemanasan akibat pengelasan dan mengalami
perubahan struktur mikro disekitar daerah lasan. Bentuk struktur mikro bergantung
pada temperatur tertinggi yang dicapai pada pengelasan, kecepatan pengelasan dan laju
pendinginan daerah lasan. Daerah logam yang mengalami perubahan struktur mikro
akibat mengalami pemanasan karena pengelasan disebut daerah pengaruh panas (DPP),
atau Heat Affected Zone. Daerah hasil pengelasan yang akan kita temui bila kita
melakukan pengelasan, yaitu :
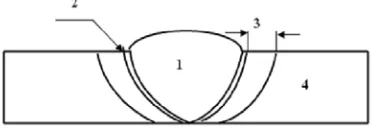
Gambar 2.5 Daerah Las (Ahmad dan Hasman 1994)
1. Logam Las (Weld Metal) adalah daerah dimana terjadi pencairan logam dan
dengan cepat kemudian membeku.
2. Fusion Line Merupakan daerah perbatasan antara daerah yang mengalami peleburan dan yang tidak melebur. Daerah ini sangat tipis sekali sehingga
3. HAZ (Heat Affected Zone) merupakan daerah yang dipengaruhi panas dan juga
logam dasar yang bersebelahan dengan logam las yang selama proses
pengelasan mengalami siklus termal pemanasan dan pendinginan cepat,
sehingga terjadi perubahan struktur akibat pemanasan tersebut disebabkan
daerah yang mengalami pemanasan yang cukup tinggi.
4. Logam Induk (Parent Metal) merupakan logam dasar dimana panas dan suhu pengelasan tidak menyebabkan terjadinya perubahan-perubahan struktur dan
sifat.
Daerah HAZ merupakan daerah paling kritis dari sambungan las, karena selain
berubah strukturnya juga terjadi perubahan sifat pada daerah ini. Secara umum
struktur dan sifat daerah panas efektif dipengaruhi dari lamanya pendinginan dan
komposisi dari logam induk itu sendiri.
2.7. BAJA
2.7.1 Struktur Baja
Baja adalah logam paduan, logam besi sebagai unsur dasar dengan beberapa elemen lainnya, termasuk karbon. Kandungan unsur karbon dalam baja berkisar antara 0,2% hingga 2,1% berat sesuai grade-nya. Elemen – elemen yang umumnya terkandung dalam baja antara lain: karbon, mangan, fosfor, sulfur, silikon, dan sebagian kecil oksigen, nitrogen dan aluminium. Selain itu, ada elemen lain yang ditambahkan untuk membedakan karakteristik antara beberapa jenis baja diantaranya: mangan, nikel, kromium, molybdenum, boron, titanium, vanadium dan niobium (Ashby Michael F, 1992).
Penambahan kandungan karbon pada baja dapat meningkatkan kekerasan (hardness) dan kekuatan tariknya (tensile strength), namun di sisi lain membuatnya menjadi getas (brittle) serta menurunkan keuletannya (ductility). Dengan memvariasikan kandungan karbon dan unsur paduan lainnya, berbagai jenis kualitas baja bisa didapatkan. Fungsi karbon dalam
baja adalah sebagai unsur pengeras dengan mencegah dislokasi bergeser pada kisi kristal (crystal lattice) atom besi.
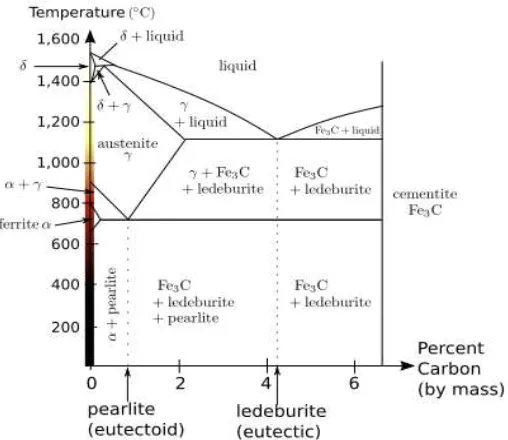
Gambar 2.6 Diagram fasa besi-karbon (Wikipedia).
Besi dapat ditemukan pada bagian kerak bumi hanya dalam bentuk bijih, biasanya dalam bentuk besi oksida seperti magnetit dan hematit. Besi diekstraksi dari bijih besi dengan menghilangkan atom oksigen dan kemudian menggabungkannya kembali dengan atom lain seperti karbon. Proses ini disebut smelting. Ada sejumlah kecil besi yang sudah melalui proses ini pada masa lampau dengan cara memanaskan bijih yang ditanam pada bara api dan kemudian menggabungkan kedua logam dengan menempanya palu. Kandungan karbon yang terkandung juga dapat dikontrol.
Temperatur tinggi pada proses smelting dapat dicapai dengan metode kuno yang sudah dipakai sejak zaman Tembaga. Karena tingkat oksidasi besi meningkat sangat cepat diatas suhu 800 °C (1,470 °F), maka harus diperhatikan bahwa proses smelting harus dilaksanakan pada lingkungan dengan tingkat oksigen rendah. Proses peleburan akan menghasilkan paduan yang dinamakan baja (Encyclopædia Britannica, 2007). Kelebihan
karbon dan pengotor lainnya dapat dihilangkan dengan beberapa proses bertahap.
Beberapa material juga ditambahkan ke campuran besi/karbon untuk mendapatkan baja dengan karakteristik yang diinginkan. Nikel dan mangan ditambahkan untuk menambah kekuatan, krom ditambahkan untuk meningkatkan kekerasan dan titik didih, serta penambahan vanadium juga menambah kekerasan serta mengurangi dampak kelelahan logam (Metallurgical Consultants, 2006).
(baja anti noda). Tungsten ditambahkan pada pembentukan cementit, sehingga pada kecepatan quench yang lebih rendah akan membentuk martensit. Di sisi lain, sulfur, nitrogen, dan fosfor membuat baja menjadi getas, sehingga elemen ini harus dipisahkan ketika pemrosesan (Metallurgical Consultants, 2006). Densitas baja bervariasi tergantung dari unsur pembentuknya, namun umumnya berada diantara 7,750 hingga 8,050 kg/m3 (Elert Glenn, 2009).
Sifat – sifat utama baja untuk dapat dipergunakan sebagai bahan bangunan :
a. Keteguhan (solidity) artinya mempunyai ketahanan terhadap tarikan, tekanan atau lentur
b. Elastisitas (elasticity) artinya kemampuan atau kesanggupan untuk dalam batas- batas pembebanan tertentu, sesudahnya pembebanan ditiadakan kembali kepeda bentuk semula.
c. Kekenyalan /keliatan ( tenacity) artinya kemampuan atau kesanggupan untuk dapat menerima perubahan bentuk yang besar tanpa menderita kerugian- kerugian berupa cacat atau kerusakan yang terlihat dari luar dan dalam untuk jangka waktu pendek. d. Kemungkinan di tempa (malleability) sifat dalam keadaan merah pijar menjadi
lembek dan plastis sehingga dapat di rubah bentuknya.
e. Kemunggkinan di las (weklability) artinya sifat dalam keadaan panas dapat digabungkan satu sama lain dengan memakai atau tidak memakai bahan tambahan, tanpa merugikan sifat-sifat keteguhannya.
f. Kekerasan (hardness) kekuatan melawan terhadap masuknya benda lain. 2.7.3 Baja St37
Baja St 37 banyak digunakan untuk kontruksi umum karena mempunyai sifat mampu las dan kepekaan terhadap retak las. Kepekaan retak yang rendah cocok terhadap proses las, dan dapat digunakan untuk pengelasan plat tipis maupun plat tebal. Kualitas daerah las hasil pengelasan lebih baik dari logam induk. Baja St 37 dijelaskan secara umum merupakan baja karbon rendah, disebut juga baja lunak, banyak sekali digunakan untuk pembuatan baja batangan, tangki, perkapalan, jembatan, menara, pesawat angkat dan dalam permesinan. Pada pengelasan akan terjadi pembekuan laju las yang tidak serentak, akibatnya timbul tegangan sisa terutama pada daerah HAZ (Heat Affected Zone) dan las. Tegangan sisa dapat diturunkan dengan cara pemanasan pasca las pada daerah tersebut, yang sering disebut post heat.
Perlakuan panas adalah proses pemanasan dan pendinginan pada logam yang
dikontrol untuk merekayasa sifat mekanik dan sifat fisiknya tanpa perlu merubah
bentuk produknya. Proses manufaktur seperti pengelasan atau proses pembentukan
dimana terjadi proses pemanasan dan pendinginan juga mengacu pada proses
perlakuan panas. Menurut Love (1986), prinsip pengerjaan panas (heat treatment) yang
berhubungan dengan perlakuan pada logam yaitu:
a. Hardening (pengerasan)
Proses hardening atau pengerasan baja adalah suatu proses pemanasan logam
dengan cara dipanaskan kemudian didinginkan secara cepat. Tujuannya adalah untuk
mendapatkan struktur martensit, semakin banyak unsur karbon, maka struktur
martensit yang terbentuk juga akan semakin banyak. Karena martensit terbentuk dari
fase austenit yang didinginkan secara cepat.
Proses hardening atau pengerasan baja adalah suatu proses pemanasan logam
sehingga mencapai batas austenit yang homogen. Untuk mendapatkan kehomogenan ini
maka austenit perlu waktu pemanasan yang cukup. Selanjutnya secara cepat baja
tersebut dicelupkan ke dalam media pendingin, tergantung pada kecepatan pendingin
yang kita inginkan untuk mencapai kekerasan logam
b. Full Annealing (pelunakan)
Proses full anneling atau melunakkan logam merupakan proses pemanasan
logam, kemudian didinginkan secara perlahan-lahan untuk membentuk suatu struktur
perlit dengan menggunakan media pendingin udara atau pendinginan dalam furnace.
Proses anneling bertujuan untuk mengurangi tegangan sisa, meningkatkan
ketermesinan dan menghaluskan bentuk butiran logam.
c. Normalising
Normalising adalah suatu proses pemanasan logam di atas suhu kritis atas
kemudian didinginkan secara perlahan-lahan dan dibiarkan dingin di udara terbuka.
Prinsip dari proses normalising adalah untuk melunakkan logam. Namun pada baja
karbon tinggi atau baja paduan tertentu dengan proses ini belum tentu memperoleh
d. Tempering
Proses tempering adalah pemanasan logam sampai temperatur di bawah
temperature kritis bawah, kemudian didiamkan dalam tungku dan suhunya
dipertahankan sampai merata selama 15 menit. Selanjutnya diikuti dengan pendinginan
di udara. Jika kekerasan turun, maka kekuatan tarik turun pula. Dalam hal ini keuletan
dan ketangguhan logam akan meningkat. Meskipun proses ini akan menghasilkan logam
yang lebih lemah. Proses ini berbeda dengan anneling karena dengan proses ini belum
tentu memperoleh baja yang lunak, mungkin berupa pengerasan dan ini tergantung
oleh kadar karbon.
Menurut Haqi (2006), hardening dilakukan untuk memperoleh sifat tahan aus
yang tinggi dan kekuatan yang lebih baik. Kekerasan yang dapat dicapai tergantung
pada kadar karbon dalam baja dan kekerasan yang terjadi akan tergantung pada
temperatur pemanasan (temperatur autenitising), holding time dan laju pendinginan
yang dilakukan serta seberapa tebal bagian penampang yang menjadi keras banyak
tergantung pada hardenabiliti.
Langkah-langkah proses hardening adalah sebagai berikut :
a) Pemanasan (Heating)
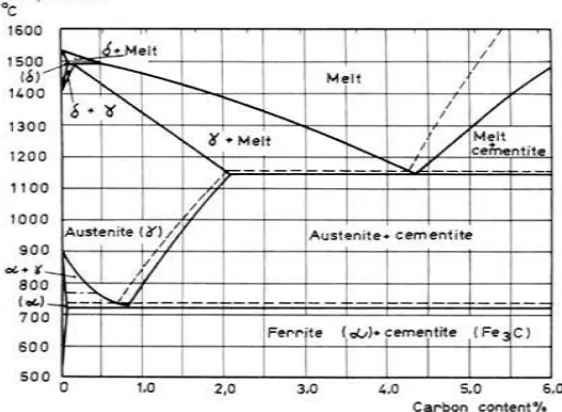
Misalnya pemanasan sampai suhu 8500C, tujuanya adalah untuk mendapatkan struktur
Austenite. Dapat kita lihat diagram Fe-Fe3C disamping ini :
b) Penahanan Suhu (Holding)
Holding time dilakukan untuk mendapatkan kekerasan maksimum dari suatu bahan
pada proses hardening dengan menahan pada temperatur pengerasan untuk
memperoleh pemanasan yang homogen sehingga struktur austenitnya homogen atau
terjadi kelarutan karbida ke dalam austenit dan diffusi karbon dan unsur paduannya.
Pedoman untuk menentukan holding time dari berbagai jenis baja:
a. Baja Konstruksi dari Baja Karbon dan Baja Paduan Rendah Yang mengandung karbida yang mudah larut, diperlukan holding time yang singkat, 5 - 15 menit
setelah mencapai temperatur pemanasannya dianggap sudah memadai.
b. Baja Konstruksi dari Baja Paduan Menengah Dianjurkan menggunakan holding time 15 -25 menit, tidak tergantung ukuran benda kerja (Haqi, 2006).
c) Pendinginan
Untuk proses hardening kita melakukan pendinginan secara cepat (quenching).
Tujuanya adalah untuk mendapatkan struktur martensite, semakin banyak unsur
karbon, maka struktur martensite yang terbentuk juga akan semakin banyak. Karena
martensite terbentuk dari fase Austenite yang didinginkan secara cepat, sehingga
kekerasannya meningkat. Media pendingin yang digunakan dalam penelitian ini adalah
Oli Mesran SAE 40, air dan udara.
2.9. QUENCHING
Quenching adalah sebuah proses pendinginan secara cepat sebuah logam, atau pengeluaran panas dari suatu logam dengan kecepatan tertentu yang berda pada kondisi suhu austenisasi, untuk baja umumnya berkisar antara 815 – 8700C . Quenching menjadi proses yang penting dalam hal pengerasan logam atau metal hardening. Proses ini dilakukan untuk menghasilkan sejumlah fase martensitik pada mikrostruktur, memperluas distribusi ferit, meningkatkan nilai kekerasan (hardness), kekuatan (strength), dan ketangguhan (toughness) serta meminimalkan presipitat karbida, residual stress, distorsi, dan kemungkinan retak (cracking). (pengky adie perdana,2008).
laju pendinginanyang diinginkan untuk mendapatkan bentuk mikrostruktur yang diinginkan dari baja paduan yang akan di-quenching.(ASM handbook)
2.9. 1. Udara
Merupakan quenchant paling tua, umum dan murah.transfer panasnya tergantung pada laju aliran rata – rata (flow rate). Pendinginan dapat dipercepat dengan cara mempercepat laju aliran udara, tetapi cara tersebut tidak cukup efektif. Kemampuan udara dalam proses hardening suatu logam seperti baja karbon, akan menurun secara drastis seiring dengan meningkatnya kandungan karbon dalam baja tersebut. Oleh karena itu untuk mendapatkan kekerasan permukaan yang diinginkan, terkadang perlu menggunakan media quenchant lainnya yang lebih aktif seperti air garam atau oli.
2.9. 2. Air
Seperti halnya udara, air juga termasuk quenchantyang tua, umum dan murah. Dan
jika tidak terkontaminasi, air dapat dengan mudah dicampur dengan polutan. Air efektif
menghancurkan kerak dari permukaan baja yang baru dikeluarkan dari tungku permanas
tanpa perlindungan atmosferik. Air digunakan dimanapun proses quenching tidak
menghasilkan distorsi atau retakan yang berlebihan, contohnya pada berbagai non-logam,
baja tahan karat austenitic, dan logam lainnya yang telah mengalami perlakuan panas.
Quenching dengan air dapat dilakukan dengan dua cara, yaitu langsung (immersion
quenching), dan dua tahap, pertama dengan air panas, kemudian dilanjutkan dengan
campuran larutan polimerdan air garam. Air dingin adalah salah satu quenchant aktif yang tersedia bebas dan mampu memaksimalkan laju pendinginan. Saat suhu air meningkat, fase
penguapan menjadi lebih panjang, dan laju pendinginan maksimum akan menurun tajam.
Pada umumnya hasil quenching yang optimal pada immersion quenching didapat dengan
cara menjaga suhu air pada rentang 15 – 25oC dan kecepatan aliran air diatas 0.25 m/det.
(Pengky Adie Perdana, 2008)
2.9. 3. Oli
Pada penelitian ini, media pendingin yang digunakan adalah Oli Mesran SAE40. Oli
Mesran SAE 40 merupakan pelumas produksi PT. Pertamina dengan viskositas 40 pada
temperatur 1000C. Penggunaan Oli Mesran SAE 40 sebagai media pendingin akan
menyebabkan timbulnya selaput karbon pada spesimen tergantung dari besarnya
tersebut, maka peneliti memilih perlakuan hardening dengan menggunakan media
pendingin Oli Mesran SAE 40. Perubahan sifat pada baja dapat diketahui dengan cara
melakukan pengujian tarik. Mengingat banyaknya jenis baja karbon dan media
pendingin maka dalam penelitian ini akan dibatasi pada baja karbon rendah, yaitu baja
dengan kadar karbon antara 0,12 %C dan media pendingin Oli Mesran SAE 40, alasan
dipilihnya media pendingin Oli Mesran SAE 40 adalah karena Oli Mesran SAE 40 bila
digunakan dilingkungan suhu panas akan bersikap sebagai pelumas atau peka terhadap
temperature. Penggunaan Oli Mesran SAE 40 ini sebagai media pendingin akan
menyebabkan timbulnya selaput karbon pada spesimen tergantung pada besarnya
viskositas. Atas dasar tujuan untuk memperbaiki sifat baja tersebut.
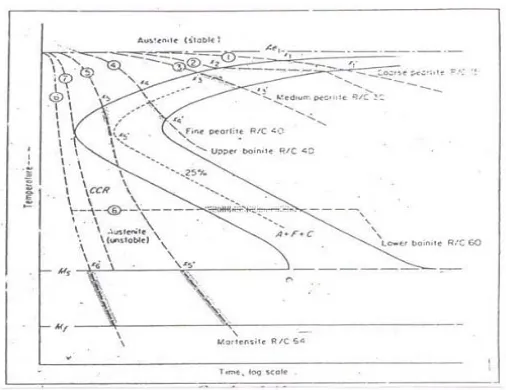
Gambar 2.8 Kurva Pendinginan pada diagram TTT (time-temperature transformation)
(Beumer 1994)
Dari diagaram pendinginan diatas dapat dilihat bahwa dengan pendinginan
cepat (kurva 6) akan menghasilkan struktur martensite karena garis pendinginan lebih
cepat daripada (kurva 7) yang merupakan laju pendinginan kritis (critical cooling rate)
yang nantinya akan tetap terbentuk fase austenite (unstable). Sedangkan pada kurva 6
lebih cepat daripada kurva 7, sehingga terbentuk struktur martensite, tetapi bersifat
rapuh karena tegangan dalam yang besar. Jadi dapat disimpulkan bahwa dengan proses
hardening pada baja karbon akan meningkatkan kekerasanya. Dengan meningkatnya
kekerasan, maka efeknya terhadap kekuatan adalah sebagai berikut :
b) Kekuatan tarik (tensile sterngth) akan meningkat. Hal ini disebabkan karena
pada pengujian tarik beban yang bekerja adalah secara aksial yang berlawanan
dengan arah dari tegangan dalam, sehingga dengan naiknya kekerasan akan
meningkatkan kekuatan tarik dari suatu material.
Suhu pada proses quenching sangat berpengaruh terhadap umur oli, kekentalan oli, distorsi pada logam, dan kecepatan quenching. Sedangkan kecepatan quenching itu sendiri menjadi factor yang sangat penting karena sangat berpengaruh terhadap kekerasan suatu logam.
Hampir semua quenchant oli mampu menghasilkan laju pendinginan lebih rendah daripada air biasa ataupun air garam, tetapi oli mampu mentransfer panas lebih merata daripada air, yang artinya akan lebih kecil kemungkinan terjadinya distorsi atau keretakan. Perubahan kekentalan dapat mengindikasikan adanya oksidasi, degradasi suhu atau adanya kontaminasi. Secara umum, kekentalan akan meningkan seiring dengan terdegradasinya oli dan akhirnya akan mempengaruhi kecepatan quenching.
2.10. PENGUJIAN HASIL PENGELASAN 2.5. 1. Uji Impak
Uji impak adalah pengujian dengan menggunakan pembebanan yang cepat (rapit loading). Pada uji impak terjadi proses penyerapan energi yang besar ketika beban menumbuk spesimen.
Energi yang diserap material ini dapat dihitung dengan menggunakan prinsip perbedaan energi potensial. Tetapi kalau di mesin ujinya sudah menunjukkan energi yang dapat diserap material, tidak perlu lagi menghitungnya secara manual. Penyerapan energi ini
akan di ubah menjadi berbagai respon, yaitu: 1. Depormasi plastis
2. Efek hysteresis 3. Efek inersia
Ada dua macam pengujian impak, yaitu: 1. Charpy
2. Izod
energi, sehingga energi yang terukur bukanlah energi yang mampu diserap material seutuhnya.
Faktor yang mempengaruhi kegagalan material pada pengujian impak adalah: 1. Notch
Notch pada material akan menyebabkan terjadinya konsentrasi tegangan pada daerah yang lancip sehingga material lebih mudah patah. Selain itu notch juga akan menimbulkan triaxial stress. Triaxial stress ini sangat berbahaya karena tidak akan terjadi deformasi plastis dan menyebabkan material menjadi getas. Sehingga tidak ada tanda-tanda bahwa material akan mengalami kegagalan.
2. Temperatur
Pada temperature tinggi material akan getas karena pengaruh vibrasi elektronnya yang semakin rendah, begitupun sebaliknya.
3. Strainrate
Jika pembebanan di berikan pada strain rate yang biasa-biasa saja, maka material akan sempat mengalami depormasi palstis, karena pergerakan atomnya (dislokasi). Dislokasi akan bergerak menuju ke batas butir lalu kemudian patah. Namun pada uji impak, strain rate yang di berikan sangat tingi sehingga dislokasi tidak sempat bergerak, apalagi terjadi deformasi plastis, sehingga material akan mengalami patah transgranular, patahannya terjadi di tengah-tengah atom, bukan di batas butir. Kemudian, dari hasil percobaan akan di dapatkan energi dan temperatur. Dari data tersebut, kita akan buat diagram nilai impak terhadap temperatur. Energi akan berbanding lurus dengan nilai impak. Kemudian kita akan mendapatkan temperature transisi. Temperature transisi adalah range temperature di mana sifat material dapat berubah dari getas ke ulet jika material dipanaskan.
2.5. 2. Mesin Uji Impak
Mesin uji bentur (impact) yang digunakan untuk mengetahui harga impak suatu bahan yang di akibatkan oleh gaya kejut pada bahan uji tersebut. Tipe dan bentuk kontruksi mesin uji bentur beraneka ragam mulai dari jenis konvensional sampai dengan system digital yang lebih maju. Dalam pembebanan statis dapat juga terjadi laju deformasi yang tinggi kalau bahan di beri takikan, maka tajam kakikan makin besar deformasi yang terkonsentrasikan pada takikan, yang memunggkinkan meningkatkan laju regangan beberapa kali lipat, patah
Pengujian impact charpy banyak di pergunakan untuk menentukan kualitas bahan. Benda uji takikan berbentuk V yang mempunyai keadaan takikan 2 mm banyak dipakai. Permukaan benda uji pada impact charpy dikerjakan halus pada semua permukaan. Mesin uji impact charpy ditunjukkan pada gambar di bawah ini.
Takikan dibuat dengan mesin freis atau alat nocth khusus takik. Semua dikerjakan menurut standar yang ditetapkan. Pada pengujian adalah suatu bahan uji yang ditakikan, dipukul oleh pendulum (bandul) yang mengayun. Dengan pengujian ini dapat diketahui sifat kegetasan suatu bahan . berikut ini merupakan salah satu mesin uji impak.
Gambar 2.9 Mesin Uji Impak Charpy
Cara ini dapat dilakukan dengan cara charpy, pendulum diarahkan pada bagian belakang takik dari batang uji. Sedangkan pada pengujian impact cara izod adalah pukulan
pendulum diarahkan pada jarak 22 mm dari penjepit dan takikannya menghadap pendulum. Ada juga jenis Standar ASTM untuk pengujian impak. Pada baja dan aluminium terdapat perbedaan harga impak. Harga impak lebih tinggi dari pada aluminium menunjukkan
bahwa ketangguhan baja lebih tinggi jika di bandingkan dengan aluminium. Ketangguhan adalah kemampuan material untuk menyerap energi dan berdeformasi plastis hingga patah.
Selain suhu, hal lain yang mempengaruhi harga impak suatu material adalah kadar karbonnya. Material yang memiliki kadar karbon yang tinggi akan lebih getas. Hal ini akan mempengaruhi harga impaknya dan temperature transisinya.material yang memiliki kadar karbon tinggi akan memiliki temperature transisi yang lebih panjang jika di bandingkan dengan material yang memikiki kadar karbon rendah. Temperature transisi yang berbeda beda ini akan mempengaruhi ketahanan material terhadap perubahan suhu. Material yang memiliki temperature transisi rendah maka material tersebut tidak akan tahan terhadap perubahn suhu.
Keterangan: Ep = energi potensial, Em = energi mekanik m = berat pendulum (Kg)
g = Gravitasi 10 m/s²
h1 = jarak awal antara pendulum dengan benda uji (m) h2 = jarak akhir antara pendulum dengan benda uji (m) λ = jarak lengan pengayun (m)
cos α = sudut posisi awal pendulum
cos β = sudut posisi akhir pendulum
Dari persamaan di atas dapat diketahui harga impak yaitu : 𝐼𝐼 = 𝐸𝐸 / 𝐴𝐴 Dimana :
I = Nilai ketangguhan impak (J/mm²) E = Energi yang diserap (J)
A = Luas penampang di bawah takikan (mm²)
Takik (notch) dalam benda uji standar ditujukan sebagai suatu konsentrasi segangan sehingga perpatahan diharapkan akan terjadi di bagian tersebut. Selain berbentuk V dengan sudut 45º, takik dapat pula dibuat dengan bentuk lubang kunci (key hole)
2.5. 3. Uji Kekerasan (Hardness)
Kekerasan (Hardness) adalah salah satu sifat mekanis dari suatu material. Kekerasan suatu material harus diketahui khususnya untuk material yang dalam penggunaannya akan mengalami pergesekan (frictional force) dan deformasi plastis. Deformasi plastis adalah suatu keadaan dari suatu material ketika material tersebut diberikan gaya maka struktur mikro
E = Ep1 – Ep2 E = m.g.h1 – m.g.h2 E = m.g(h1-h2)
E = m.g(λ(1- cos α) – λ (cos β – cos α))
dari material tersebut sudah tidak bisa kembali ke bentuk asal. Lebih ringkasnya kekerasan itu dapat diartikan sebagai kemampuan suatu bahan/material untuk menahan beban induksi atau penetrasi (penekanan).
Di dunia teknik umumnya pengujian kekerasan menggunakan 4 macam metode pengujian :
1. Brinnel (HB/BHN)Jenis pengujian ini bertujuan untuk menentukan kekerasan suatu bahan/material dalam bentuk daya tahan material terhadap bola baja (identor) yang ditekankan (penetrasi) pada permukaan bahan/material tersebut.
Uji kekerasan Brinnel dapat dirumuskan sebagai berikut :
HB = 2F
𝜋𝜋/2. D(D− √D2−d2
Dimana :
D = diameter bola (mm) d = impression diameter (mm) F = Load (beban) (Kgf) HB = Brinnel Result (HB)
Gambar 2.10 Brinnell Test
2. Rockwell (HR/RHN)
Pengujian kekerasan dengan metode ini bertujuan untuk menentukan kekerasan suatu bahan/material dalam bentuk daya tahan material terhadap indentor berupa bola baja ataupun kerucut intan yang ditekankan pada permukaan material uji tersebut.
Rumus yang digunakaan yaitu,
HR = besarnya nilai kekerasan dengan metode hardness
E = jarak antara indentor saat diberi minor load dan zero reference line. e = jarak antara kondisi 1 dan kondisi 3 yang dibagi dengan 0.002 mm
3. Vikers (HV/VHN)
Metode ini bertujuan untuk menentukan kekerasan suatu bahan/material dalam yaitu daya tahan material terhadap indentor intan yang cukup kecil dan mempunyai bentuk geometric berbentuk pyramid. Beban yang digukan juga jauh lebih kecil dibangding yang digunakan pada pengujian Rockwell dan brinnel yaitu antara 1 sampai 1000 gram.
Rumus yang digunakan adalah
HV =𝐹𝐹. sin 136°/2 d²/2
𝐻𝐻𝐻𝐻 = 1,854𝑑𝑑𝐹𝐹2
Dimana: HV = angka kekerasan Vickers F = beban
d = diagonal (mm)
4. Micro Hardness (knoop hardness)
Metode ini bertujuan untuk pengujian material yang tingkat nilai kekerasannya
rendah. Knoop biasanya digunakan untuk mengukur material yang getas seperti keramik.
Rumus perhitungannya yaitu:
𝐻𝐻𝐻𝐻 = 14,2 𝐹𝐹 𝐼𝐼2
Dimana:
HK = angka kekerasan knoop
F = Beban (kgf)
I = panjang dari indentor (mm)
memperhatikan permukaan material, jenis dan dimensi material, jenis data yang diinginkan, dan ketersediaan alat uji.
2.5. 4. Uji Struktur Mikro
Suatu logam mempunyai sifat mekanik yang tidak hanya tergantung pada komposisi kimia suatu paduan, tetapi juga tergantung pada struktur mikronya. Suatu paduan dengan komposisi kimia yang sama dapat memiliki struktur mikro yang berbeda, dan sifat mekaniknyapun akan berbeda. Ini tergantung pada proses pengerjaan dan proses laku-panas yang diterima selama proses pengerjaan. Pengamatan struktur mikro dapat menggunakan mikroskop.
Gambar 2.11 Mikroskop Optik
Struktur bahan dalam orde kecil sering disebut struktur mikro. Struktur ini dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat pengamat struktur mikro. Penelitian ini menggunakan mikroskop cahaya. Persiapan yang dilakukan sebelum mengamati struktur mikro adalah pemotongan specimen, pengampelasan, pemolesan, dan pengetsaan. Setelah dipilih, bahan uji diratakan permukaannya dengan menggunakan kikir. Setelah rata digosok dengan menggunakan ampelas mulai dari yang kasar sampai yang halus.
Hasil kemampuan resolusi dari lensa objektif yang digunakan, kontras bayangan haruslah mencukupi. Kontras bayangan bergantung pada persiapan spesimen dan optika. Perbedaan pada pemantulan sinar dari permukaan spesimen mengakibatkan adanya amplitudo bentuk yang dapat dilihat oleh mata setelah adanya perbesaran. Perbedaan fase yang ditimbulkan oleh pemantulan sinar pasti dapat dilihat dengan penggunaan fase kontras atau dengan menambahkan alat interferensi kontras pada mikroskop.
1. Penyinaran Daerah Terang
Penyinaran daerah terang, merupakan cara pengujian yang paling banyak digunakan. Dalam operasinya, sinar dilewatkan melalui lensa objektif dan menumbuk permukaan spesimen secara tegak lurus. Bentuk permukaan yang normal terhadap sinar datang akan memantulkan sinar itu kembali melalui lensa objektif menuju mata. Permukaan yang miring
akan memantulkan sinar lebih sedikit ke lensa objektif dan kelihatan lebih gelap, tergantung pada sudutnya.
2. Penyinaran Miring
Beberapa mikroskop, dapat dipasangi dngan kondensator atau cermin sehingga sinar yang lewat melalui lensa objektif menumbuk permukaan spesimen pada sudut yang tidak tegak lurus. Kekasaran permukaan spesimen akan membentuk bayangan–bayangan, menghasilkan tampilan tiga dimensi. Hal ini memungkinkan kita untuk menentukan bentuk relif atau lekukan. Namun hanya sedikit tingkat kemiringan yang dapat digunakan, karena cara ini menyebabkan penyinaran menjadi tidak seragam dan mengurangi resolusi.
3. Penyinaran Daerah Gelap