STUDI PENDEKATAN LEAN THINKING UNTUK
MENGURANGI WASTE PADA PT BAJA PERTIWI
INDUSTRI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FANESHA FEBRIARY TOBING NIM. 060403060
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
KATA PENGANTAR
Puji syukur penulis sampaikan ke hadirat Tuhan Yesus Kristus atas segala
kasih Karunia-Nya serta kemurahannya sehingga penulis dapat meneyelesaikan
Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis
yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar
Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PT Baja Pertiwi Industri yang
bergerak dalam industri pengolahan baja dengan produk yang dihasilkan adalah
sparepart dari peralatan di pabrik kelapa sawit. Tugas Sarjana ini berjudul “Studi
Pendekatan Lean Thinking Untuk Mengurangi Waste pada PT Baja Pertiwi Industri.”
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari
kesempurnaan, penulis terbuka untuk setiap kritik dan saran yang bersifat
membangun dari semua pihak untuk kesempurnaan tulisan ini ke depan.
Medan, Desember 2010
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapat bimbingan dan
dukungan dari berbagai pihak, baik berupa materi, spiritual, informasi maupun
administrasi. Oleh karena itu selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Aulia Ishak, S. T., M. T. dan Bapak Ir. Sugih Arto Pujangkoro, M. M.
selaku koordinator Tugas Sarjana Departemen Teknik Industri Universitas
Sumatera Utara serta Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE. Selaku
Ketua bidang Manajemen Rekayasa dan Produksi.
3. Bapak Dr. Ir. Harmein Nasution, MSIE, selaku Dosen Pembimbing I dan Ibu Ir.
Dini Wahyuni, MT, selaku Dosen Pembimbing II dalam pelaksanaan Tugas
Sarjana yang telah memberikan banyak pengajaran baru bagi penulis dan
memberikan motivasi yang sangat berharga.
4. Staff pegawai Teknik Industri Bang Mijo, Kak Dina, Bang Nurmansyah, Bang
Kumis, Kak Rahma dan Ibu Ani, dan Bang Riidho terimakasih atas bantuannya
dalam masalah administrasi untuk melaksanakan Tugas Sarjana ini.
5. Bapak Sudirman selaku Direktur Utama PT Baja Pertiwi Industri yang telah
bersedia mengizinkan penulis untuk melakukan penelitian di Perusahaan
tersebut dan Bapak William Rajali selaku Manajer yang memberikan arahan
Industri yang telah banyak membantu memberikan informasi yang dibutuhkan
oleh penulis dalam melaksanakan Tugas Sarjana ini.
6. Kedua orang tua penulis (Z. Lumban Tobing dan E. Simatupang) dan
saudara-saudara penulis (Debby Ishabel Tobing, Maria Monthesori Tobing, Jove
Thobias Sumurung L Tobing) serta keluarga besar Simatupang dan Tobing
yang telah mendukung lewat doa, semangat, dan dana.
7. Teman-teman B2B (K’Desima Aruan, B’ Marojahan Tampubolon, Wenny C S
Purba dan Santa M Sitorus) yang selalu setia mendoakan penulis dan
memberikan semangat yang luar biasa selama pengerjaan Tugas Sarjana ini
serta membagikan kepadaku makna karya ini terhadap pengembangan dunia
pendidikan.
8. Adik-adik Kelompok Kecil (Debby Purba, Melanie Saragih, Dewi Sihombing,
Grace Sitepu, Rachel Ompusunggu, Petrus Pardede, Advent Silalahi) yang
senantiasa memberikan semangat serta doa pada penulis.
9. Teman-teman pengurus UKM KMK USU UP FT periode 2011 (B’Saor,
K’Chay, K’Neke, K’Grace, Mega, Yana, Juwita, Surya, Ayu, Anton, Oktav,
Bonar dan lainnya) yang senantiasa menjadi tempat berbagi.
10. Dame, Pahala, Bernido, Folda, K’Trisna, K’Elly yang senantiasa memberikan
doa dan semangatnya kepada penulis.
11. Indah Permata Sari Siahaan dan Mastora Siahaan yang menjadi sahabat,
sahabat doa dan rekan peneliti di PT Baja Pertiwi Industri.
12. Rekan-rekan stambuk 2006 (Jefri, Delfandi, Yansis, Julius, Sartono, Andi V,
Ronald, Yantok, Kiyo, Jacka dan yang lain yang tidak dapat disebutkan satu per
satu ) yang senantiasa memberikan semangat lewat sikap dan senyuman kepada
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK
I. PENDAHULUAN ... I-1
1.1. Latar belakang ... I-1
1.2. Rumusan Permasalah ... I-4
1.3. Tujuan dan Manfaat ... I-5
1.4. Batasan Masalah dan Asumsi ... I-5
1.5 Sistematika Penulisan Laporan ... I-6
II. GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Organisasi dan Manajemen ... II-2
2.5.1. Struktur Organisasi ... II-2
2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-4
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-4
2.5.3.1. Jumlah Tenaga Kerja ... II-4
2.5.3.2. Jam Kerja ... II-5
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-6
2.6. Proses Produksi ... II-7
2.6.1. Bahan yang Digunakan ... II-7
2.6.1.1. Bahan Baku ... II-7
2.6.1.2. Bahan Penolong ... II-8
2.6.1.3. Bahan Tambahan ... II-9
2.6.2. Uraian Proses... II-10
2.7. Mesin dan Peralatan ... II-14
2.7.1. Mesin ... II-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III. LANDASAN TEORI ... III-1
3.1. Konsep Lean ... III-1
3.1.1. Defenisi ... III-1
3.1.2. Keunggulan dan Tujuan Pendekatan Lean ... III-3
3.1.3 Prinsip Utama Pendekatan Lean... III-6
3.1.4. Tujuh Tipe Pemborosan (Waste) ... III-9
3.2. Penerapan Lean pada Berbagai Perusahaan Manufaktur... III-11
3.3. Metode yang Digunakan dalam Lean Manufacturing ... III-12
3.3.1 Value Stream Mapping ... III-13
3.3.1.1. Current State Map ... III-15
3.3.1.2. Future State Map ... III-22
3.4. 5 S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) ... III-25
3.4.1. Seiri (Pemilahan) ... III-26
3.4.2. Seiton (Penataan) ... III-27
3.4.3. Seiso (Pembersihan) ... III-28
3.4.4. Seiketsu (Pemantapan) ... III-29
3.4.5. Shitsuke (Pembiasaan) ... III-29
3.5. Kanban ... III-30
3.5.1. Persiapan Pra Kanban ... III-30
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.5.2.1. Fungsi Kanban ... III-33
3.5.2.2. Aturan Kanban ... III-35
3.6. Keseimbangan Lintasan (Line Balancing) ... III-37
3.6.1. Pendahuluan ... III-37
3.6.2. Data Masukan ... III-39
3.6.3. Metode Penyeimbangan Lintasan... III-40
3.7. Studi Waktu ... III-38
3.7.1. Cara Pengukuran Kerja Dengan Stop Watch Time Study ... III-40
IV. METODOLOGI PENELITIAN ... IV-1
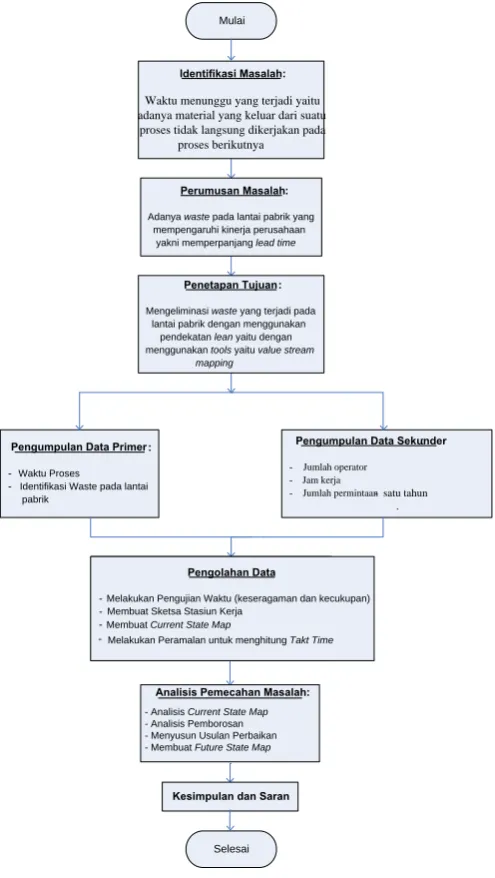
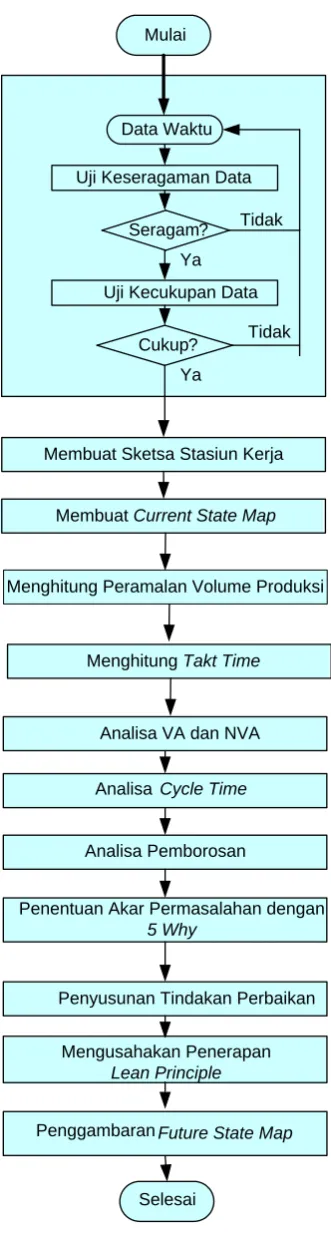
4.1. Blok Diagram Penelitian... IV-1
4.2. Tempat dan Waktu Penelitian ... IV-2
4.3. Metode Penelitian ... IV-2
4.3.1. Jenis Penelitian ... IV-2
4.3.2. Defenisi Variabel Operasional ... IV-2
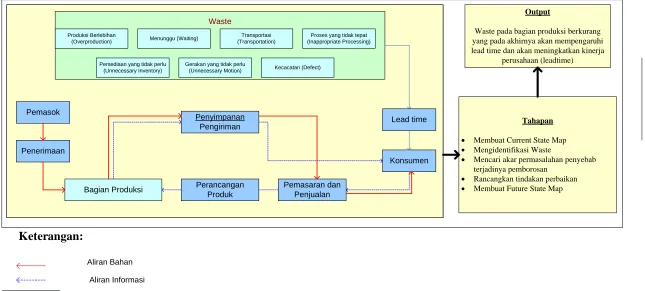
4.3.3. Kerangka Konseptual... IV-3
4.4. Metodologi Penelitian ... IV-6
4.4.1. Pengumpulan Data ... IV-6
4.4.2. Pengolahan Data ... IV-7
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V. PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Jumlah Permintaan ... V-1
5.1.2. Data Hasil Pengamatan Proses Produksi ... V-2
5.2. Pengolahan Data ... V-4
5.2.1. Pembentukan Current State Map ... V-4
5.2.1.1. Penentuan Produk Model Line ... V-4
5.2.1.2. Penentuan Value Stream Manager ... V-6
5.2.1.3. Pembuatan Peta Untuk Setiap Kategori Proses
(Door-to-Door Flow) di Sepanjang Value-
stream ... V-6
5.2.1.4. Pembentukan Peta Aliran Keseluruhan Pabrik ... V-22
5.2.2. Peramalan Jumlah Permintaan dengan Metode Time-
Series ... V-23
5.2.3. Perhitungan Takt Time ... V-31
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Current State Map ... VI-1
6.2. Rancangan Tindakan Perbaikan ... VI-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2.2. Kanban ... VI-14
6.2.3. Keseimbangan Lintasan Produksi ... VI-19
6.3. Kemungkinan Penerapan ... VI-26
VII. KESIMPULAN DAN SARAN ... VII-1
6.1. Kesimpulan ... VII-1
6.2. Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
1.1. Waktu Menunggu pada Proses Produksi Roda Lorry ... I-2
2.1. Alokasi Tenaga Kerja ... II-4
3.1. Era yang Berbeda pada Industri Otomotif ... III-4
3.2. Perbandingan Sebelum dan Sesudah Penerapan Lean ... III-12
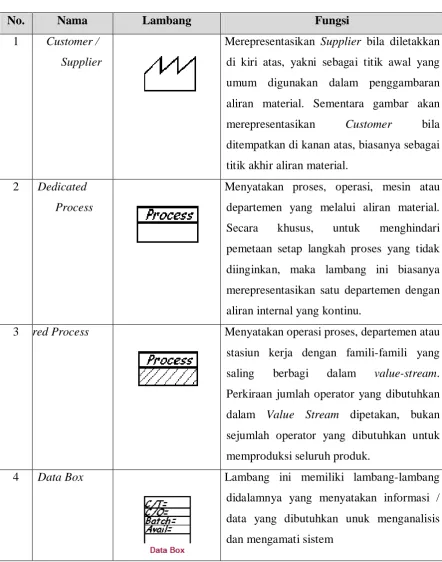
3.3. Lambang-lambang yang Digunakan pada Peta Kategori Proses ... III-18
3.4. Lambang-Lambang yang Melengkapi Peta Keseluruhan ... III-20
3.5. Hubungan Antara Fungsi Kanban dan Aturan yang Digunakan ... III-35
5.1. Jumlah Permintaan Roda Lorry ... V-1
5.2. Data Uptime, Scrap dan Jumlah Operator ... V-2
5.3. Data Pengamatan Waktu Siklus ... V-3
5.4. Cycle Time Stasiun Pembuatan Corong ... V-6
5.5. Uji Kecukupan Data Stasiun Pembuatan Corong ... V-8
5.6. Rekapitulasi Pengujian Data ... V-9
5.7. Rekapitulasi Waktu Proses ... V-10
5.8 Perhitungan Waktu Baku (Menit) ... V-12
5.9. Jumlah Permintaan Roda Lorry ... V-23
5.10. Perhitungan Peramalan untuk Metode Siklis ... V-24
5.11. Perhitungan Parameter Peramalan untuk Metode Kuadratis... V-28
5.12. Perhitungan SEE untuk Metode Siklis ... V-27
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.14. Perhitungan Hasil Verifikasi ... V-30
5.15. Rekapitulasi Takt Time ... V-34
6.1. Total Value Added Time ... VI-1
6.2. Total Non-Value Added Time ... VI-2
6.3. Penggunaan Metode 5 Why dalam Mengetahui Akar
Permasalahan ... VI-8
6.4. Kebutuhan Setiap Barang di Setiap Stasiun ... VI-9
6.5. Waktu Siklus dar Setiap Stasiun ... VI-20
6.6. Waktu Baku Setiap Proses ... VI-21
6.7. Menentukan Elemen Kerja Tiap-tiap Region ... VI-23
6.8. Hasil Work Center yang Diseimbangkan ... VI-24
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Baja Pertiwi Industri ... II-3
3.1. Skema 5S ... III-26
3.2. Kanban Penarikan ... III-31
3.3. Kanban Perintah Produksi… ... III-31
4.1. Blok Diagram Penelitian ... IV-1
4.2. Kerangka Konseptual ... IV-5
4.3. Blok Diagram Pengolahan dan Analisis Data... IV-12
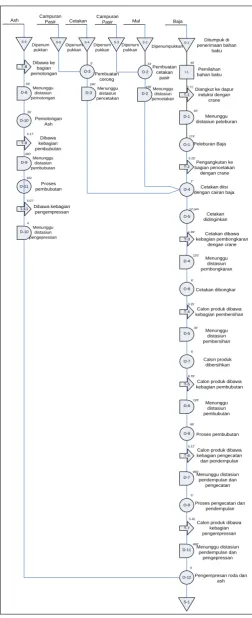
5.1. Flow Process Chart Produksi Roda Lorry ... V-5
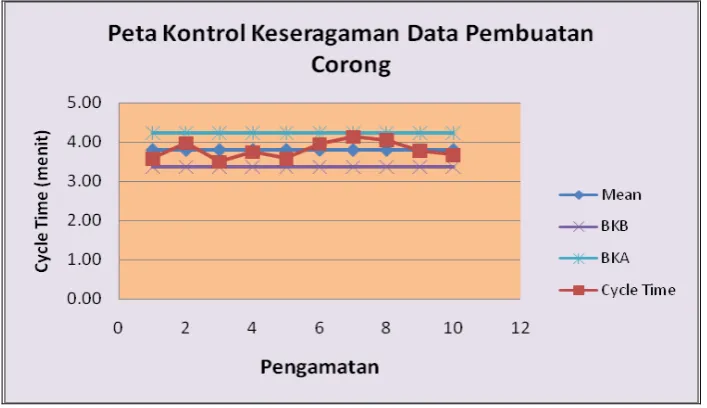
5.2. Peta Kontrol Cycle Time Stasiun Pembuatan Corong ... V-8
5.3. Layout Stasiun Pembuatan Mal ... V-13
5.4. Layout Stasiun Pembuatan Corong ... V-14
5.5. Layout Stasiun Pembuatan Cetakan... V-15
5.6. Layout Stasiun Peleburan ... V-16
5.7. Layout Stasiun Pembongkaran ... V-16
5.8. Layout Stasiun Pembersihan ... V-17
5.9. Layout Stasiun Pembubutan Roda Lorry ... V-17
5.10. Layout Stasiun Pendempulan dan Pengecatan ... V-18
5.11. Layout Stasiun Pemotongan Ash ... V-18
5.12. Layout Stasiun Pembubutan Ash ... V-20
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.14. Scatter Diagram Jumlah Permintaan Roda Lorry PT Baja
Pertiwi Industri pada Periode Satu Tahun ... V-24
5.15. Moving Range Chart Permintaan Roda Lorry ... V-31
6.1. Pie Chart Perbandingan VA dan NVA ... VI-3
6.2. Format Kanban Penarikan... VI-17
6.3. Kanban Penarikan ... VI-18
6.4. Format Kanban Perintah Produksi ... VI-18
6.5. Kanban Perintah Produksi... VI-19
6.6. Precedence Diagram ... VI-19
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tugas dan Tanggung Jawab Pemegang Jabatan di PT. BajaPertiwi
Industri ... L-1
2. Data Spesifikasi Mesin PT Baja Pertiwi Industri ... L-4
3. Pengujian Data Waktu (Cycle Time) ... L-8
4. Tabel Kelonggaran Berdasarkan Faktor-faktor yang Berpengaruh ... L-19
5. Tabel Distribusi F ... L-26
6. Form Tugas Akhir... L-27
7. SK Tugas Sarjana ... L-28
8. Surat Penjajakan ... L-29
9. Surat Balasan ... L-30
ABSTRAK
Perusahaan Baja Pertiwi Industri merupakan perusahaan yang bergerak dalam industri pengolahan baja. Produk yang dihasilkan adalah sparepart dari peralatan di pabrik kelapa sawit seperti roda lorry, roda transfer carriage, screw,
jaw, parang tanduk, mesin pompa dan sebagainya. Bahan baku diperoleh dari supplier barang bekas yang bahan dasarnya stainless dan besi. Selama ini
perusahaan menggunakan sistem make to order, jadi produksinya adalah berdasarkan pesanan. Dengan demikian perusahaan sangat bergantung kepada pelanggan. Dalam menjalankan kegiatan produksinya, PT Baja Pertiwi Industri mengalami permasalahan yaitu adanya waste pada bagian produksi yang dalam hal ini pada pemenuhan order roda lorry antara lain waktu menunggu, transportasi dan
stock. Perusahaan perlu mengatasi pemborosan yang terjadi sehingga production lead time menjadi lebih pendek.
Penggunaan value stream mapping dapat membantu untuk mengidentifikasi terjadinya waste (tujuh jenis waste antara lain overproduction, waiting,
transportation, inappropriate processing, unnecessary inventory, unnecessary motion, defect)selama proses produksi berlangsung. Value stream mapping adalah
alat bantu untuk memetakan nilai selama proses produksi untuk setiap aktivitas yang terjadi sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengurangi pemborosan tersebut. Pemborosan yang menjadi perhatian adalah waktu menunggu antar proses yang panjang yang dapat pada current state
map. Setelah dicari akar permasalahan dengan menggunakan tool 5 why diperoleh
bahwa yang menjadi akar permasalahan adalah ketidakseimbangan lintasan produksi. Beberapa usulan perbaikan untuk membuat future state map kemudian diberikan antara lain penerpaan prinsip 5S, kanban, dan penyeimbangan lintasan dengan menggunakan metode Kilbridge Wester. Dengan dilakukannya perbaikan diperoleh pengurangan production lead time sebanyak 3825.57 menit ataupun 53.60%.
Keyword : value stream mapping, waste, waktu menunggu, 5S, kanban, line
ABSTRAK
Perusahaan Baja Pertiwi Industri merupakan perusahaan yang bergerak dalam industri pengolahan baja. Produk yang dihasilkan adalah sparepart dari peralatan di pabrik kelapa sawit seperti roda lorry, roda transfer carriage, screw,
jaw, parang tanduk, mesin pompa dan sebagainya. Bahan baku diperoleh dari supplier barang bekas yang bahan dasarnya stainless dan besi. Selama ini
perusahaan menggunakan sistem make to order, jadi produksinya adalah berdasarkan pesanan. Dengan demikian perusahaan sangat bergantung kepada pelanggan. Dalam menjalankan kegiatan produksinya, PT Baja Pertiwi Industri mengalami permasalahan yaitu adanya waste pada bagian produksi yang dalam hal ini pada pemenuhan order roda lorry antara lain waktu menunggu, transportasi dan
stock. Perusahaan perlu mengatasi pemborosan yang terjadi sehingga production lead time menjadi lebih pendek.
Penggunaan value stream mapping dapat membantu untuk mengidentifikasi terjadinya waste (tujuh jenis waste antara lain overproduction, waiting,
transportation, inappropriate processing, unnecessary inventory, unnecessary motion, defect)selama proses produksi berlangsung. Value stream mapping adalah
alat bantu untuk memetakan nilai selama proses produksi untuk setiap aktivitas yang terjadi sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengurangi pemborosan tersebut. Pemborosan yang menjadi perhatian adalah waktu menunggu antar proses yang panjang yang dapat pada current state
map. Setelah dicari akar permasalahan dengan menggunakan tool 5 why diperoleh
bahwa yang menjadi akar permasalahan adalah ketidakseimbangan lintasan produksi. Beberapa usulan perbaikan untuk membuat future state map kemudian diberikan antara lain penerpaan prinsip 5S, kanban, dan penyeimbangan lintasan dengan menggunakan metode Kilbridge Wester. Dengan dilakukannya perbaikan diperoleh pengurangan production lead time sebanyak 3825.57 menit ataupun 53.60%.
Keyword : value stream mapping, waste, waktu menunggu, 5S, kanban, line
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan 1
Perusahaan Baja Pertiwi Industri merupakan perusahaan yang bergerak
dalam industri pengolahan baja. Produk yang dihasilkan adalah sparepart dari
peralatan di pabrik kelapa sawit seperti roda lorry, roda transfer carriage, screw, Dasar pemikiran dari lean thinking adalah berusaha menghilangkan waste
(pemborosan) di dalam proses, atau dapat juga dikatakan sebagai suatu konsep
perampingan atau efisiensi. Konsep lean thinking ini dapat diaplikasikan pada
perusahaan manufaktur maupun jasa, karena pada dasarnya efisiensi selalu menjadi
target yang ingin dicapai oleh semua perusahaan. Untuk dapat mengaplikasikan
konsep lean thinking pada perusahaan, baik itu perusahaan jasa ataupun
manufaktur, maka perusahaan harus mampu untuk mengidentifikasi kebutuhan dari
konsumen, dan apa yang dipentingkan oleh konsumen. Pendekatan ini merupakan
filosofi dasar untuk mengoptimalkan performansi sistem manufaktur.
Menurut Liker (2006) Toyota telah mengidentifikasikan tujuh jenis aktivitas utama
yang tidak memiliki nilai tambah dalam bisinis maupun proses manufaktur antara
lain produksi berlebihan, waktu menunggu, transportasi, persediaan berlebih,
gerakan yang tidak perlu dan produk cacat. Seluruh kegiatan tersebut merupakan
pemborosan (waste) yang dapat memperpanjang production lead time.
1
jaw, parang tanduk, mesin pompa dan sebagainya. Bahan baku diperoleh dari
supplier barang bekas yang bahan dasarnya stainless dan besi. Selama ini
perusahaan menggunakan sistem make to order, jadi produksinya adalah
berdasarkan pesanan. Dengan demikian perusahaan sangat bergantung kepada
pelanggan. Karena itu kinerja perusahaan dalam memberikan supply produk pada
pelanggan harus dioptimalkan. Adapun yang menjadi pelanggan dari PT Baja
Pertiwi Industri adalah Pabrik-pabrik kelapa sawit yang berdomisili di daerah
Sumatera Utara.
Produk yang memiliki pemenuhan order terbanyak adalah roda lorry yaitu
mencapai 23% dari jumlah produk yang dihasilkan dalam setiap bulannya. Proses
produksi dari roda lorry terdiri dari proses peleburan baja, penuangan cairan baja ke
dalam cetakan pasir, pembongkaran, pembubutan, pemotongan dan pembubutan
ash, pengecatan dan pengepressan. Sepanjang proses produksi tersebut terjadi
waktu menunggu yang dapat dilihat pada Tabel 1.1.
Tabel 1.1. Waktu Menunggu pada Proses Produksi Roda Lorry
No Kegiatan Waktu Menunggu (Menit)
1 Cetakan pasir (cup dan drag) di stasiun pencetakan 180
2 Corong di stasiun pencetakan 180
3 Bahan baku di stasiun peleburan 40
4 Cetakan yang telah didinginkan di stasiun
pembongkaran
Tabel 1.1. Waktu Menunggu pada Proses……(Lanjutan)
No Kegiatan Waktu Menunggu (Menit)
5 Calon produk di stasiun pembersihan 30
6 Roda lorry di stasiun pembubutan 120
7 Roda lorry distasiun pendempulan dan pengecatan 960
8 Roda lorry di stasiun pengepressan 480
9 Ash distasiun pemotongan 60
10 Ash dstasiun pembubutan 480
11 Ash distasiun pengepressan 4
Sumber: PT. Baja Pertiwi Industri
Selain itu transportasi yang terjadi pada proses produksi roda lorry sering
terjadi karena stasiun kerja disusun berdasarkan jenis layout by process dan
perusahaan dalam menjaga ketersediaan barang senantiasa melakukan stock dalam
bentuk calon produk (work in process).
Penelitian dengan menggunakan pendekatan lean telah banyak dilakukan
dalam rangka mereduksi waste. Sri Hartini dkk pada tahun 2009 melakukan
penelitian dengan judul “Analisis Pemborosan Perusahaan Mebel dengan
Pendekatan Lean Manufacturing (Studi Kasus PT X)”. Pada penelitian ini
mengelompokkan aktivitas kedalam tiga bagian yaitu value added, non value
added, necessary non value added. Hasil penelitian ini adalah value stream
mapping (VSM) perusahaan yang meliputi aliran material dan informasi. Dari VSM
diketahui peta aktivitas-aktivitas dilantai pabrik yang mendominasi. Dari FMEA
diketahui nilai RPM (Risk Priority Number) terbesar pada aktivitas yang
berhubungan dengan jig. Untuk mereduksi pemborosan (waste) dilakukan
dilakukan oleh Marcy Lolita dan Wilma Latuny dari Universitas Pattimura Ambon
dengan judul “Implementasi Konsep Lean Thinking untuk Menganalisis Order
Fullfilment Process” yaitu dengan menyebarkan kuisioner waste workshop untuk
mengidentifikasi jenis waste. Tools yang digunakan untuk menganalisa waste
tersebut adalah root cause analysis (RCA). Dari hasil simulasi diperoleh
peningkatan output sebesar 6872 buah aquarium dengan penambahan 1 mesin
cutting glass dan 4 operator, 1 mesin bending dan 1 orang operator, 1 mesin corner
dan 1 orang operator.
Oleh karena itu perlu dilakukan usaha-usaha untuk mengidentifikasi dan
mereduksi waste pada proses produksi agar perusahaan dapat menghemat sumber
daya bahan baku, waktu dan energi sehingga terjadi peningkatan efisiensi dengan
menggunakan pendekatan lean. Adapun tools yang digunakan dalam penelitian ini
adalah value stream mapping yang akan memberikan gambaran jelas mengenai
proses produksi perusahaan. Saran perbaikan untuk mengurangi waste diharapkan
dapat memperbaiki kinerja perusahaan.
1.2. Rumusan Masalah
Permasalahan yang akan dibahas pada penelitian ini adalah pemborosan yang
terjadi pada lantai produksi yang mengakibatkan panjangnya production lead time.
Oleh karena itu perlu dilakukan upaya perbaikan untuk mereduksi pemborosan
1.3. Tujuan dan Manfaat
Tujuan penelitian adalah untuk mengeliminasi waste yang terjadi pada
bagian produksi PT Baja Pertiwi Industri dan memberikan masukan kepada
perusahaan untuk mengurangi pemborosan (waste) dalam rangka meningkatkan
produktivitas perusahaan.
Sedangkan manfaat dari penelitian ini adalah sebagai berikut:
1. Memberikan sumbangan dalam rangka mengembangkan konsep lean thinking
yang digunakan untuk mereduksi waste
2. Menjadi sarana untuk menyelesaikan masalah-masalah praktis yang terjadi
dengan menggunakan konsep lean thinking.
1.4. Batasan Masalah dan Asumsi
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain:
1. Waste yang diamati adalah 7 macam waste yang didefinisikan Shigeo Shingo
yaitu produksi berlebihan (overproduction), menunggu (waiting), transportasi
(transportation), proses yang tidak tepat (inappropriate processing),
persediaan yang tidak perlu (unnecessary inventory), gerakan yang tidak perlu
(unnecessary motion), kecacatan (defect).
2. Pengamatan yang dilakukan adalah pada proses pemenuhan order produk roda
lorry yang merupakan produk dengan permintaan terbanyak dari konsumen.
3. Pengujian waktu hanya digunakan untuk data waktu proses produk sedangkan
4. Tahapan penelitian yang dilakukan hanya sampai pada perancangan strategi
perbaikan.
5. Didalam penelitian ini tidak dilakukan perhitungan biaya.
Sedangkan asumsi yang digunakan adalah sebagai berikut:
1. Proses produksi berlangsung normal
2. Tingkat kepercayaan dan tingkat ketelitian masing-masing sebesar 95% dan
5%.
3. Tidak terjadi perubahan proses produksi selama penelitian berlangsung.
1.5. Sistematika Penulisan Tugas Akhir
Untuk mempermudah dalam memahami sistematika penulisan tugas sarjana
ini disajikan dalam beberapa bab. Pada bab I (pendahuluan) dijelaskan mengenai
latar belakang permasalahan, rumusan permasalahan, tujuan penelitian, manfaat
penelitian, batasan masalah dan asumsi yang digunakan serta sistematika penulisan
tugas akhir. Pada bab II (gambaran umum perusahaan) diuraikan mengenai sejarah
perusahaan, ruang lingkup bidang usaha, struktur organisasi dan manajemen, dan
proses produksi yang terjadi di perusahaan.
Pada bab III diuraikan mengenai kerangka teoritis yang berisikan teori-teori
yang mendukung permasalahan dan analisis pemecahan masalah, antara lain konsep
lean manufacturing, value stream mapping, 5S, kanban, line balancing dan studi
penelitian, rancangan penelitian, objek penelitian, variabel penelitian, instrument
penelitian, pengolahan data, analisis data dan pelaksanaan penelitian.
Bab V (pengumpulan dan pengolahan data) adalah bab yang memuat data
yang digunakan dalam penelitian yang diperoleh dari hasil pengamatan dan
pengukuran yang dilakukan di lapangan antara lain urutan proses produksi, waktu
siklus, data permintaan 1 tahun terakhir dari roda lorry, serta data mengenai mesin
seperti data change over time, uptime, dan jumlah operator. Dengan menggunakan
data tersebut dilakukan pengolahan data yaitu untuk memperoleh waktu siklus yang
digunakan dalam current state map, peramalan permintaan untuk mengetahui takt
time yang digunakan untuk mengetahui seberapa sering suatu produk diproduksi
untuk memenuhi permintaan konsumen. Pada bab VI (analisis pemecahan masalah)
diuraikan analisis dan pembahasan mengenai hasil dari pengolahan data yaitu
dengan menganalisis pemborosan yang terjadi selama proses produksi yang
diperoleh dari current state map kemudian dilakukan perbaikan terhadap proses
produksi saat ini dengan mengupayakan mengurangi pemborosan yang terjadi
dengan menggunakan beberapa metode yang sesuai dengan akar permasalahan
penyebab terjadinya pemborosan pada proses produksi.
Bab terakhir yaitu bab VII (kesimpulan dan saran) berisikan mengenai
kesimpulan yang dapat diambil dari hasil penelitian ini serta rekomnedasi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Baja Pertiwi Industri didirikan pada tahun 1983 oleh Sudirman. PT.
Baja Pertiwi Industri merupakan badan usaha yang merupakan badan usaha yang
bergerak dalam bidang pelayanan kebutuhan spare part dalam pembangunan jalan
raya, yang pada akhirnya berubah menjadi perusahaan pengecoran. Pendirian PT.
Baja Pertiwi Industri dilatarbelakangi dengan adanya permintaan akan spare part
dimana dalam usaha pemenuhannya sangat sulit dan dengan kualitas yang kurang
memuaskan sehingga diputuskan untuk mendirikan PT. Baja Pertiwi Industri.
Pada awalnya PT. Baja Pertiwi Industri menghasilkan produk hanya untuk
memenuhi kebutuhan perusahaannya sendiri. Tetapi seiring dengan banyaknya
permintaan konsumen terhadap spare part yang dihasilkan maka perusahaan
memutuskan memproduksi untuk perusahaan lain yang membutuhkan. Barang yang
diproduksi sesuai permintaan konsumen atau dengan kata lain job order.
2.2. Ruang Lingkup Bidang Usaha
PT. Baja Pertiwi Industri merupakan badan usaha yang bergerak di bidang
manufacturing spare part. Spare part yang diproduksi untuk memenuhi kebutuhan
pada perkebunan kelapa sawit, spare part kereta api, pompa air dan pompa minyak.
Dalam hal ini, PT. Baja Pertiwi Industri akan memproduksi barang sesuai dengan
2.3. Lokasi Perusahaan
PT. Baja Pertiwi Industri beralamat di Jln, Sisingamangaraja No. 62B, KM
7,5 Medan-Tanjung Morawa.
2.4. Daerah Pemasaran
Produk yang paling banyak dipesan oleh pelanggan adalah spare part untuk
perusahaan kelapa sawit, di antaranya loda lorry. Perusahaan ini memberikan harga
produk yang lebih murah dibanding dengan perusahaan pesaing, yang
mengakibatkan tingginya permintaan pada perusahaan ini. Sistem produksi make to
order yang diterapkan oleh perusahaan ini membuat konsumen dapat menentukan
spesifikasi yang diinginkan sehingga sesuai dengan kebutuhan.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Struktur organisasi PT. Baja Pertiwi Industri berbentuk fungsional. Untuk
Director
Manager
Human Resource
Coordinator Shift Coordinator
Financial Coordinator
Head of Marketing Head of Cost Production Head of
Laboratory Maintance
Foreman Production
Foreman Daily
Security Office
Administration
Sumber: PT. Baja Pertiwi Industri
2.5.2. Pembagian Tugas dan Tanggung Jawab
Bardasarkan struktur organisasi di atas, tugas, wewenang, dan tanggung
jawab dari setiap pemegang jabatan di PT. Baja Pertiwi Industri dapat dilihat pada
Lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja 2.5.3.1. Jumlah Tenaga Kerja
Tenaga kerja merupakan sumber daya yang paling menentukan bagi
perusahaan karena pada prinsipnya sumber daya manusia bagian integral dari
unsur-unsur manajemen. Setiap jabatan atau pekerjaan memerlukan persyaratan
minimal dari personil yang menjabatnya. Persyaratan ini harus dipenuhi agar
setiap tugas dalam jabatan atau pekerjaan tersebut dapat diselesaikan dengan baik.
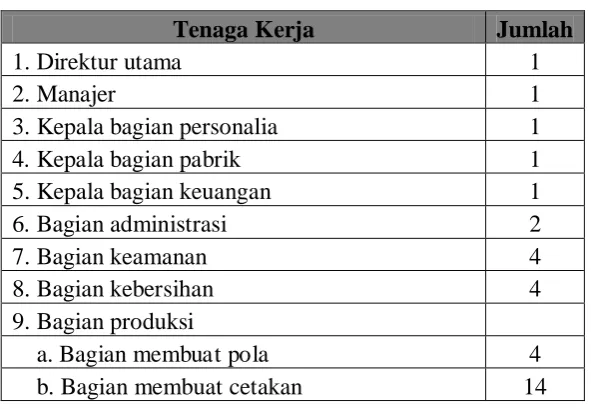
PT. Baja Pertiwi Industri memiliki jumlah tenaga kerja 104 orang, dimana
tenaga kerja yang ada pada umumnya lulusan SMP, SMA dan SMK, dengan
[image:31.595.165.461.543.747.2]pendistribusian ketenagakerjaan dapat dilihat pada Tabel 2.1.
Tabel 2.1. Alokasi Tenaga Kerja
Tenaga Kerja Jumlah
1. Direktur utama 1
2. Manajer 1
3. Kepala bagian personalia 1
4. Kepala bagian pabrik 1
5. Kepala bagian keuangan 1
6. Bagian administrasi 2
7. Bagian keamanan 4
8. Bagian kebersihan 4
9. Bagian produksi
a. Bagian membuat pola 4
Tabel 2.1. Alokasi Tenaga Kerja (Lanjutan)
Tenaga Kerja Jumlah
c. Bagian peleburan 3
d. Bagian penuangan 4
e. Bagian finishing 7
f. Bagian gerinda 6
g. Bagian bongkar muat bahan baku 6
h. Bagian sunblasting 8
i. Bagian pembubutan 14
j. Bagian pembongkaran 6
k.Bagian scrap 1
l. Bagian bor 2
10. Bagian perawatan 5
11. Bagian QC 6
12. Bagian pembelian dan penjualan 2 13. Bagian biaya produksi dan umum 2
Total 105
Sumber: PT. Baja Pertiwi Industri
2.5.3.2. Jam Kerja
PT. Baja Pertiwi Industri menetapkan hari kerja efektifnya dimulai
dari hari senin hingga sabtu dengan jam kerja yang sebanyak delapan jam per
hari. Jam kerja yang ada pada PT. Baja Pertiwi Industri sebagai berikut:
1. Bagian produksi
a. Hari Senin sampai Kamis
Kerja aktif : 08.00 – 12.00 WIB
Istirahat : 12.00 – 13.00 WIB
Kerja aktif : 13.00 – 16.00 WIB
b. Hari Jumat
Kerja aktif : 08.00 – 12.00 WIB
Kerja aktif : 14.00 – 16.00 WIB
c. Hari Sabtu
Kerja aktif : 08.00 – 12.00 WIB
Istirahat : 12.00 – 13.00 WIB
Kerja aktif : 13.00 – 16.00 WIB
2. Bagian personalia, administrasi dan kesekretariatan
Senin sampai Sabtu
Kerja aktif : 08.00 – 12.00 WIB
Istirahat : 12.00 – 13.00 WIB
Kerja aktif : 13.00 – 16.00 WIB
3. Bagian security
Senin sampai Sabtu
Kerja aktif : 08.00 – 12.00 WIB
Istirahat : 12.00 – 13.00 WIB
Kerja aktif : 13.00 – 17.00 WIB
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
PT. Baja Pertiwi Industri menggunakan sistem pengupahan harian, dan
akan diterima karyawan pada akhir bulan. Karyawan PT. Baja Pertiwi Industri
didaftarkan sebagai anggota JAMSOSTEK, dimana jaminan sosial tersebut adalah
salah satu bentuk layanan kesejahteraan sosial yang diberikan kepada setiap
Apabila karyawan tidak masuk kerja selama beberapa hari tanpa alasan
yang jelas, maka perusahaan akan memberikan sanksi sesuai dengan peraturan
yang berlaku. Apabila karyawan bekerja melebihi jam normal, pihak perusahaan
memberikan upah lembur. Lembur yang dilakukan di perusahaan ini biasanya jam
16.00-17.00 dengan upah lembur per jam adalah Rp. 10.000.
Karyawan yang bekerja di atas lima tahun akan diberikan fasilitas lainnya
berupa baju atau seragam dan sepatu kerja.
2.6. Proses Produksi
Proses produksi didefinisikan sebagai suatu cara, metode dan
teknik-teknik mengubah sumber atau input menjadi hasil atau output, sehingga hasil yang
berupa barang atau jasa serta hasil sampingannya memiliki nilai tambah atau nilai
guna yang berarti. Pengolahan atau pengubahan pada proses tersebut dapat terjadi
secara fisik maupun nonfisik yang berupa bentuk, dimensi, serta sifat.
2.6.1. Bahan yang Digunakan
Bahan yang digunakan dalam melakukan proses produksi mencacup tiga
hal, yaitu bahan baku, bahan penolong dan bahan tambahan.
2.6.1.1.Bahan Baku
Bahan baku merupakan bahan utama dalam proses produksi dimana sifat
dan bentuknya akan mengalami perubahan, yang langsung ikut dalam proses
produk akhit dibandingkan dengan bahan-bahan yang lain. Adapun bahan baku
yang digunakan adalah sebagai berikut:
1. Scrap atau potongan besi
Potongan besi merupakan bahan utama pembuat spare part pada perusahaan
kelapa sawit, misalnya pembuatan lorry, screw dan lain-lain.
2. Scrap atau potongan baja
Potongan baja merupakan bahan utama dalam pembuatan komponen alat
pembuat jalan, ataupun komponen yang digunakan oleh kereta api, di
antaranya jaw, tip, liner, dan lain-lain.
3. Scrap atau potongan stainless
Potongan stainless digunakan untuk pembuatan komponen pompa, baik pompa
air maupun pompa minyak.
2.6.1.2. Bahan Penolong
Bahan penolong merupakan bahan yang digunakan selama proses
produksi dengan tujuan membantu memperlancar proses produksi. Bahan ini tidak
terlihat pada produk akhir. Bahan penolong yang digunakan dalam pembutan
produk pada perusahaan ini terdiri atas:
1. Pasir merupakan bahan utama dalam pembuatan cetakan.
2. Air digunakan untuk mempertinggi keliatan pasir cetak sehingga pasir cetak
3. Bentonit digunakan sebagai untuk membentuk pasir cetak, dimana bentonit
akan dicampur dengan pasir. Bentonit berfungsi untuk memadatkan pasir
cetak.
4. Pasir silika digunakan untuk menjaga bagian drag dan bagian cup agar tidak
lengket.
5. Water glass digunakan sebagai campuran pasir silika untuk bahan pembuat
inti.
6. Molasses (Gula tetes) digunakan sebagai campuran pasir silika untuk bahan
pembuat inti.
7. Grafit digunakan untuk memperhalus permukaan cetakan.
8. Kayu jelutung merupakan bahan yang digunakan untuk pembuatan mal.
9. Slack digunakan untuk menjaga suhu agar tetap stabil pada waktu penuangan,
dan untuk mengikat kotoran-kotoran kecil pada saat peleburan bahan.
10. Batu gamping berfungsi untuk meningkatkan suhu dan membantu pembakaran
arang.
11. Arang kayu digunakan sebagai bahan bakar.
2.6.1.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan ke dalam proses
pembuatan produk untuk membantu peningkatan mutu produk. Bahan tambahan
dapat dilihat pada produk akhir. Adapun bahan tambahan yang digunakan dalam
a. Cat digunakan untuk memberikan warna kepada produk sesuai dengan
permintaan konsumen. Hal ini dilakukan untuk menambah nilai jual dari
produk tersebut.
b. Silikon berfungsi agar produk menjadi lebih ulet.
c. Slack remover berfungsi untuk mengikat kotoran pada saat peleburan.
d. Aluminium merupakan bahan yang digunakan untuk menetralkan suhu agar
bahan leburan tidak keluar dari dapur induksi.
e. Mangan, Crom berfungsi untuk mengeraskan bahan, yang dicampurkan
dalam pembuatan alat-alat berat, misalnya dalam peleburan jaw.
2.6.2. Uraian Proses
Uraian proses untuk pembentukan produk secara umum dapat dilihat pada
uraian berikut ini:
1. Penerimaan bahan baku
Scrap didatangkan dengan menggunakan dump truck dan diletakkan di
tempat penumpukan. Pemindahan bahan baku ke lokasi peleburan dilakukan
secara manual dengan menggunakan lorry atau hoist crane. Sebagian bahan
baku ditumpuk di sebelah dapur peleburan untuk proses peleburan. Sebelum
scrap dimasukkan ke dalam dapur induksi, scrap harus dipilih dengan
syarat-syarat sebagai berikut:
a. Bahan baku harus kering dari oli ataupun air. Hal ini digunakan untuk
b. Bahan baku tidak mengandung karat (Fe2O3), karena karat mengandung
oksigen yang dapat menyebabkan pengikatan karbon pada waktu dilebur
sehingga dapat menurunkan kadar karbon cairan logam. Untuk menjaga
kestabilan kadar karbon maka diusahakan scrap yang mengandung
banyak karbon dicampur dengan scrap yang mengandung sedikit karbon.
c. Scrap yang bentuknya terlalu besar atau panjang akan dipotong terlebih
dahulu agar tidak susah saat dimasukkan ke dalam dapur peleburan.
2. Proses peleburan
Proses peleburan (melting) adalah proses untuk mencairkan bahan baku serta
campuran lainnya. Dapur yang digunakan oleh PT. Baja Pertiwi Industri
adalah dapur listrik induksi kurs yang bervolume 800 ton dan 1000 ton.
3. Penuangan
Besi cair hasil peleburan dituangkan terlebih dahulu terhadap ladel yang
digerakkan dengan menggunakan hoist crane dan bantuan operator untuk
dibawa ke daerah pencetakan. Bahan cair yang akan dituang diusahakan pada
temperature 13000C – 14000C dan kecepatan penuangan yang sesuai untuk menghindari cacat produk. Setelah leburan besi dituangkan ke dalam cetakan,
didiamkan terlebih dahulu hingga 3 jam untuk mengalami proses
pendinginan. Apabila leburan tersebut dingin, cetakan dibawa ke bagian
pembongkaran. Adapun proses pembuatan cetakan dapat dilihat pada uraian
berikut ini:
Bahan tersebut meliputi bahan dasar dan bahan pengikat. Bahan dasar
merupakan substansi yang tidak dapat mengikat satu dengan yang lain,
tahan api dan terdiri dari butiran-butiran dengan pembagiannya
mengikuti analisa tertentu. Bahan dasar yang digunakan adalah pasir
kuarsa (SiO2). Sedangkan bahan pengikat yang digunakan adalah water
glass atau tetes gula. Tetes gula digunakan untuk membuat part yang
dibutuhkan perusahaan, sedangkan untuk konsumen digunakan water
glass. Hal ini dilakukan karena harga water glass lebih murah daripada
tetes gula.
b. Pengadukan pasir
Pasir dari penumpukan dimasukkan ke dalam mesin pengaduk pasir
dengan menggunakan sekop. Pasir diangkat dengan crane ke dalam
mesin penggilingan. Mesin penggilingan ini akan berputar dan memecah
pasir yang masih berupa gumpalan-gumpalan. Pasir yang telah digiling
diayak dengan menggunakan pengayak getar. Pasir dimasukkan ke dalam
bak penampung pasir. Pasir yang akan segera digunakan membuat
cetakan dimasukkan ke dalam mixer untuk diaduk secara merata dengan
water glass dan air. Proses pengadukan ini terjadi selama 15-20 menit.
c. Pembuatan cetakan
Cetakan terdiri dari dua bagian yaitu bagian atas (cup) dan bagian bawah
(drag). Cetakan ini terbuat dari kayu jelutung. Cetakan tersebut akan diisi
dengan pasir yang telah digiling. Pada cetakan bagian atas dibuat saluran
bagian tertentu. Setelah pasir padat memenuhi tempat cetakan, cetakan
tersebut dibalikkan. Mal diletakkan di cetakan bagian bawah kemudian
ditutupi dengan pasir dan dipadatkan. Mal dikelurkan dari kayu tempat
cetakan dan kemudian gas CO2 disemprotkan pada lubang-lubang
tertentu pada cetakan pasir agar pasir cetak lebih kuat dan kokoh.
4. Pembongkaran
Pembongkaran yang dimasukkan adalah pemisahan calon produk dari cetakan
pasir. Hasil dari penuangan dibawa ke bagian pembongkaran dengan troli dan
dibongkar dengan mesin pembongkar. Setelah sebagian besar pasir cetakan
terlepas dari produk, maka produk dibawa ke bagian pembersihan untuk
melepaskan pasir-pasir yang masih melekat pada produk yang tidak dapat
terlepas dengan menggunakan mesin pembongkar.
5. Pembersihan
Pada bagian pembersihan ini, pasir yang masih melekat pada produk di
bagian pembongkaran dibersihkan dari seluruh permukaan produk. Produk
dimasukkan ke dalam mesin pembersihan (sand blasting) dengan
menggunakan troli. Setelah produk bersih, produk dikeluarkan dari mesin
pembersihan dibawa ke bagian penggerindaan.
6. Penggerindaan
Penggerindaan merupakan proses perautan, perataan dan penghalusan
material. Proses penggerindaan dilakukan dengan mesin gerinda yang
kerjanya bergerak secara kontinu terhadap benda. Produk diangkat dan
bergerak saat dilakukan penggerindaan. Mesin gerinda dihidupkan dan roda
gerinda akan berputar, dan operator akan mengarahkan ke permukaan
tertentu.
7. Pembubutan
Proses pembubutan adalah proses pengikisan atau pemotongan benda kerja
yang dilakukan dengan memutar benda kerja dan pisau pahat yang terbuat
dari baja akan mengikis permukaan benda sesuai dengan yang diinginkan.
Benda kerja diletakkan pada dudukan dan dikaitkan dengan menggunakan
baut agar posisi benda kerja tidak berubah saat dilakukan pembubutan. Benda
kerja diukur terlebih dahulu untuk menentukan ketebalan permukaan yang
akan dibuat. Kemudian benda kerja diputar perlahan-lahan dengan panel
kendali. Lalu mata pahat didekatkan sampai mengikis benda kerja sesuai
dengan ketebalan yang diinginkan. Jika proses benda kerja sudah memenuhi
ukuran yang ditentukan, maka kegiatan pembubutan selesai.
8. Pengecatan
Proses pengecatan dilakukan untuk melindungi produk dari korosi serta
memberikan warna yang lebih menarik terhadap produk. Proses pengecatan
dilakukan dengan bantuan kuas dan alat semprot. Setelah produk dicat, maka
2.7. Mesin dan Peralatan 2.7.1. Mesin
Adapun mesin yang digunakan pada PT. Baja Pertiwi Industri adalah
sebagai berikut:
1. Mesin Bubut
Mesin bubut adalah mesin perkakas yang mempunyai gerakan utama
berputar. Benda kerja diputar terhadap pahat pemotong sehingga benda kerja
tersayat dalam bentuk bram/chips. Gerak jalan dilakukan oleh pahat yang
dijepit pada tool post. Salah satu ujung benda kerja dijepit pada pelat cekam
yang berada pada kepala tetap sedang ujung lain dari benda kerja ditumpu
pada senter dari kepala lepas. Mesin bubut biasanya digunakan untuk
mengerjakan benda-benda yang sentris tetapi disamping itu digunakan juga
untuk meratakan permukaan datar, menggurdi (membuat lubang),
memperbesar lubang (boring) dan lain-lain.
2. Mesin Bor
Mesin bor berfungsi untuk melubangi benda kerja
3. Mesin Gerinda
Mesin gerinda adalah mesin yang mampu meratakan permukaan dan
penghalusan permukaan yang kasar. Cara kerja mesin gerinda adalah
perputaran yang terjadi pada dengan kecepatan yang tinggi, dimana fungsi
putaran batu gerinda tersebut mampu menghaluskan permukaan yang kasar.
4. Mesin Potong (Hack saw machine)
5. Mesin Press
Menyambung antara satu benda kerja dengan benda kerja lainnya
6. Mesin Pembersih (Sand blasting)
Mesin pembersih merupakan mesin yang digunakan untuk membersihkan
pasir dan leburan yang masih melekat pada benda kerja.
7. Oven
Oven digunakan untuk mengeraskan benda atau produk. Produk yang
dikeraskan hanya produk tertentu saja, misalnya jaw, screw, tip, tapak saw.
8. Mesin Dapur Induksi Listrik
Meleburkan besi hancuran dan sisa tuangan
2.7.2. Peralatan
Adapun mesin yang digunakan pada PT. Baja Pertiwi Industri adalah
sebagai berikut:
1. Hoist Crane
Hoist crane digunakan untuk memindahkan barang dari satu tempat ke
tempat yang lain. Biasanya digunakan untuk benda yang berat.
2. Multistick
Multistick digunakan untuk memindahkan barang dari satu tempat ke tempat
lain dengan cara menarik atau mendorong alat tersebut oleh operator.
3. Vernier Caliper
Vernier Caliper adalah alat yang digunakan untuk mengukur benda kerja
4. Flens
Flens adalah alat yang digunakan untuk mengunci batu gerinda pada poros
mesin gerinda.
5. Batu Gerinda
Batu gerinda adalah alat potong yang dipasang pada mesin gerinda yang
dijepit pada flens.
6. Drill Chuck
Drill chuck merupakan alat bantu yang digunakan untuk mencekam mata bor
saat melakukan pengeboran.
7. Lathe Centre
Lathe centre adalah alat bantu yang digunakan untuk menahan benda kerja
yang panjang pada saat pembubutan.
8. Dial Indicator
Dial indicator adalah alat bantu yang digunakan untuk mengukur kerataan
dan kesejajaran benda kerja maupun alat yang digunakan. Ketelitian dari
pekerjaan ini tergantung pada penggunaan alat ini.
9. Meteran
Meteran digunakan untuk mengukur benda kerja apakah sesuai dengan
spesifikasi atau tidak. Selain itu meteran ini juga digunakan mengukur mal
yang digunakan apakah sudah sesuai atau tidak.
10. Mata Pisau
Mata pisau digunakan sebagai alat untuk memakan benda kerja.
Pengait digunakan untuk mengambil scrap dari mesin tersebut supaya tidak
menganggu pekerjaan mesin. Selain itu pengait juga digunakan untuk
mengangkat kotoran-kotoran pada dapur peleburan.
12. Kertas Pasir
BAB III
LANDASAN TEORI
3.1. Konsep Lean 3.1.1. Defenisi Lean
2
Defenisi berdasarkan kamus bahasa Inggris diartikan sebagai perampingan,
ataupun sesuatu yang tidak sesuai dengan proporsi dasarnya. Dalam bukunya
Lean Thinking, James Womack dan Daniel Jones mendefinisikan lean
manufacturing sebagai suatu proses yang terdiri dari lima langkah:
mendefinisikan nilai bagi pelanggan, menetapkan value stream, membuatnya
“mengalir”, “ditarik” oleh pelanggan, dan berusaha keras untuk mencapai
yang terbaik. Untuk menjadi perusahaan manufaktur yang lean diperlukan
suatu pola pikir yang terfokus pada membuat produk mengalir melalui proses
penambahan nilai tanpa interupsi (one-piece flow), suatu sistem “tarik” yang
berawal dari permintaan pelanggan, dengan hanya menggantikan apa yang
diambil oleh proses berikutnya dalam interval yang singkat, dan suatu budaya
dimana semua orang berusaha keras melakukan peningkatan secara
terus-menerus.
3
2
Likert, J. K. 2006. The Toyota Way. Jakarta: Penerbit Erlangga
Tujuan utama dari implementasi lean adalah untuk mengidentifikasi dan
mengeliminasi waste dari suatu stasiun kerja. Eliminasi waste dilakukan
3
dengan mengidentifikasi aktivitas yang tidak memberikan nilai tambah
terhadap konsumen karena aktivitas yang tidak memberikan nilai tambah
dapat menambah waktu dalam menyelesaikan suatu pekerjaan dan pada
akhirnya akan mengurangi produktivitas dari tiga faktor produksi yang
mempengaruhi efisiensi proses antara lain pekerja, peralatan, dan fasilitas.
4
1. Identifikasi apa yang memberikan nilai dan apa yang tidak dilihat dari sudut
pandang pelanggan dan bukan dari perspektif organisasi, fungsi dan
departemen.
Lean pada awalnya merupakan terminologi yang digunakan untuk
mendeskripsikan pendekatan yang dilakukan di industri otomotif Jepang yaitu
Toyota untuk membedakannya dengan pendekatan produksi massal yang ada
di Barat. Pendekatan lean yang diterapkan di pabrik Toyota kemudian
disarikan oleh Womack dan Jones dalam bukunya Lean Thinking menjadi
lima prinsip berikut:
2. Identifikasi langkah-langkah yang diperlukan untuk merancang, memesan dan
memproduksi produk di sepanjang aliran proses nilai tambah untuk menandai
adanya pemborosan.
3. Buat kegiatan yang memberikan nilai tambah mengalir tanpa gangguan,
berbalik atau menunggu.
4. Buatlah hanya yang diminta oleh pelanggan.
4
5. Berupayalah untuk sempurna dengan secara kontinyu mengurangi
pemborosan.
3.1.2. Keunggulan dan Tujuan Pendekatan Lean
Pendekatan lean biasa dianggap sebagai perpanjangan dan kombinasi dari dua
pendekatan terdahulu yaitu craft production dan mass production. Craft
production pada intinya adalah kegiatan produksi yang dilakukan dalam skala
yang sangat kecil. Karena tidak adanya kemampuan untuk menciptakan
standar, tidak ada dua produk yang identik. Pada perusahaan yang beroperasi
dengan model craft production, tenaga kerja biasanya terampil untuk
membuat rancangan produk maupun memproduksi rancangan tersebut. Untuk
mengakomodasikan kebutuhan produksi yang bervariasi, mesin-mesin dan alat
produksi lainnya bersifat fleksibel dan bisa melakukan multifungsi.
Di sisi lain, mass production menekankan pentingnya jumlah output per
satuan waktu dan variasi produk bukan merupakan isu yang penting.
Pendekatan lean mengkombinasikan kedua pendekatan terdahulu tersebut.
Fokus utamanya adalah efisiensi tanpa mengurangi efektivitas proses. Untuk
mendukung tujuan ini tenaga kerja biasanya memiliki berbagai keahlian.
Hirarki manajemen terpendek sehingga disamping biaya-biaya berkurang,
juga terjadi penurunan waktu koordinasi serta peningkatan otonomi di level
hirarki yang lebih rendah. Pendekatan lean juga menyadari bahwa penciptaan
proses-proses yang efektif dan efisien juga berarti perusahaan harus melihat
berarti mengajak supplier meningkatkan kualitas material yang dikirim serta
mengajak perusahaan jasa pengiriman untuk menciptakan dan menerapkan
standar kualitas pengiriman. Dengan demikain, pihak-pihak di luar organisasi
ikut dirangkul untuk melakukan perbaiukan secara berkelanjutan.
Karena tantangan untuk melayani pelanggan yang semakin kritis dan siklus
hidup produk yang semakin pendek, pendekatan lean juga didasari oleh
prinsip fleksibilitas. Salah satu implikasinya, fasilitas produksi harus cukup
fleksibel dan bisa melakukan multifungsi. Karakteristik pendekatan sistem
[image:49.595.80.547.416.715.2]produksi craft, massal dan lean dapat dilihat pada Tabel 3.1.
Tabel 3.1. Era yang Berbeda pada Industri Otomotif (Diadaptasi dari The
Machine that Changed the World)
Craft Mass Lean
Tenaga Kerja Terampil membuat rancangan produk dan mengoperasikan mesin. Spesialisasi tenaga kerja namun dimungkinkan
rotasi dari satu pekerjaan ke yang lain
Tim bersifat fleksibel, hirarki manajemen sedikit, setiap lapisan di jajaran organisasi punya tanggung jawab perbaikan
Organisasi Sangat
terdesentralisasi tetapi konsentrasi di satu kota.
Integrasi vertikal. Kegiatan
perancangan, teknik dan produksi ada di satu tempat.
Jaringan supplier dengan kemampuan
perancangan dan teknik. Perbaikan terjadi di sepanjang
supply chain.
Alat Peralatan multi fungsi (general purpose)
Mesin-mesin khusus (dedicated)
Multi fungsi.
Produk Volume produksi
sangat rendah dan tidak ada produk yang sama atau identik
Volume produksi tinggi, siklus hidup produk panjang.
Siklus hidup produk menurun.
Konsep lean merupakan konsep perampingan yang fokus utamanya adalah
efisiensi tanpa mengurangi efektivitas proses. Mekong Capital’s
mendefinisikan lean manufacturing yang disebut juga lean production sebagai
sekumpulan alat dan metodologi yang mempunyai tujuan untuk
mengeliminasi waste secara kontinyu dalam proses produksi. Keuntungan
utama yang diperoleh adalah biaya produksi lebih rendah, output meningkat
dan lead time produksi lebih pendek.
Secara lebih spesifik, beberapa tujuan lean production antara lain
sebagai berikut :
1. Defects dan wastage
Mengurangi defect dan scrap yang tidak diperlukan, termasuk penggunaan
input bahan baku yang berlebihan, defect yang dapat dicegah, biaya yang
dihubungkan dengan pengulangan proses untuk item yang cacat, dan
karakteristik produk yang tidak diperlukan dimana tidak sesuai dengan
keinginan customer.
2. Cycle Time
Mengurangi manufacturing lead time dan waktu siklus produksi dengan
mengurangi waktu tunggu antar proses.
3. Inventory Levels
Meminimumkan level inventory pada semua tahap produksi per bagian pada
work-in progress antar tahap pemrosesan. Inventory yang lebih rendah berarti
membutuhkan working capital yang lebih rendah juga.
Meningkatkan produktivitas tenaga kerja dengan mengurangi waktu idle dari
pekerja dan memastikan bahwa pekerja sedang melakukan pekerjaannya,
mereka menggunakan usaha yang seproduktif mungkin dalam bekerja (tidak
melakukan tugas yang tidak diperlukan atau gerakan yang tidak perlu).
5. Utilization of equipment and space
Penggunaan peralatan dan ruang manufacturing lebih efisien dengan
mengeliminasi bottleneck dan memaksimumkan tingkat produksi dengan
peralatan yang ada, meminimasi downtime mesin.
6. Flexibility
Mempunyai kemampuan untuk memproduksi produk lebih fleksibel dengan
meminimumkan change over cost dan change over time.
7. Output
Mengurangi waktu siklus, meningkatkan produktivitas tenaga kerja dan
mengeliminasi bottleneck dan downtime mesin yang dapat dicapai, perusahaan
dapat meningkatkan output secara significan dengan fasilitas yang ada.
3.1.3. Prinsip Utama Pendekatan Lean
Konsep Lean Thinking ini diprakarsai oleh sistem produksi Toyota di Jepang.
Lean dirintis di Jepang oleh Taichi Ohno dan Sensei Shigeo Shingo dimana
implementasi dari konsep ini didasarkan pada 5 prinsip utama (Hines dan
1. Specify value
Menentukan apa yang dapat memberikan nilai dari suatu produk atau
pelayanan dilihat dari sudut pandang konsumen bukan dari sudut pandang
perusahaan.
2. Identify whole value stream
Mengidentifikasikan tahapan-tahapan yang diperlukan, mulai dari proses
desain, pemesanan, dan pembuatan produk berdasarkan keseluruhan value
stream untuk menemukan pemborosan yang tidak memiliki nilai tambah (non
value adding waste).
3. Flow
Melakukan aktivitas yang dapat menciptakan suatu nilai tanpa adanya
gangguan, proses rework, aliran balik, aktivitas menunggu (waiting) ataupun
sisa produksi.
4. Pulled
Hanya membuat apa yang diinginkan oleh konsumen.
5. Perfection
Berusaha mencapai kesempurnaan dengan menghilangkan waste
(pemborosan) secara bertahap dan berkelanjutan.
Untuk dapat menerapkan lean production, pemahaman tentang nilai yang
didefinisikan oleh customer menjadi hal yang sangat fundamental. Hal yang
pertama harus dilakukan adalah mengeliminasi atau mengurangi waste dari
untuk membayar aktivitas-aktivitas tersebut. Dalam konteks ini akan
dibedakan aktivitas-aktivitas menjadi tiga yaitu:
1. Aktivitas yang tidak memberikan nilai tambah (non-value adding) dan bisa
direduksi atau dihilangkan.
2. Aktivitas yang tidak memberikan nilai tambah tapi perlu dilakukan (necessary
but non-value adding).
3. Aktivitas yang memang memberikan nilai tambah (value-adding).
Aktivitas produksi, yaitu mengubah bahan baku menjadi produk setengah jadi
atau produk jadi adalah kegiatan yang memberikan nilai tambah. Nilai tambah
tersebut harus dikaitkan dengan perspektif pelanggan. Artinya, perubahan
bahan baku menjadi produk jadi adalah sesuatu yang punya nilai bagi
pelanggan karena produk tersebut punya fungsi atau bisa dimanfaatkan oleh
pelanggan. Kegiatan memindahkan material tidak memberikan nilai tambah
namun sering kali tidak bisa dihilangkan kecuali dengan melakukan
perombakan dramatis pada tata letak fasilitas produksi. Demikian halnya
dengan kegiatan transportasi dan penyimpanan. Kedua kegiatan ini tidak
memberikan nilai tambah namun sering kali harus dilakukan.5
5
Pujawan, I Nyoman. 2005. Supply Chain Management. Surabaya: Guna Widya
Pada lingkungan manufaktur atau logistik dimana yang dominan adalah
aktivitas fisik, aktivitas non-value adding biasanya dominan. Secara umum
menurut Hines dan Taylor (2000), rasio ketiga jenis aktivitas di atas adalah
1. 5% aktivitas yang memberikan nilai tambah.
2. 60% aktivitas yang tidak memberikan nilai tambah (dan mungkin bisa
dikurangi)
3. 35% aktivitas yang tidak memberikan nilai tambah namun perlu dilakukan.
Untuk lingkungan jasa, secara umum ketimpangan antar tiga jenis aktivitas
tersebut ternyata lebih besar lagi. Aktivitas yang memberikan nilai tambah
hanya 1%, sedangkan dua yang berikutnya masing-masing 49% dan 50%. Ini
menunjukkan bahwa sektor jasa, upaya penerapan konsep lean bisa berpotensi
meningkatkan efisiensi atau mengurangi pemborosan secara dramatis.
3.1.4. Tujuh Tipe Pemborosan (Waste)
Prinsip utama dari pendekatan lean adalah pengurangan atau peniadaan
pemborosan (waste). Menurut Sistem Produksi Toyota (TPS), ada tujuh hal yang
dikategorikan sebagai pemborosan (waste) yaitu:
1. Produksi berlebihan (overproduction)
2. Menunggu (waiting)
3. Transportasi (transportation)
4. Proses yang tidak tepat (inappropriate processing)
5. Persediaan yang tidak perlu (unnecessary inventory)
6. Gerakan yang tidak perlu (unnecessary motion)
7. Kecacatan (defect)
Produksi berlebihan dianggap sebagai bentuk pemborosan yang paling
berbagai masalah yang ada pada sistem produksi. Masalah kualitas bisa muncul
disini karena dengan produksi berlebihan, karyawan akan sulit secara dini
mendeteksi adanya kecacatan. Produksi berlebihan juga mengakibatkan
pemakaian kapasitas tidak tepat sehingga produk yang seharusnya bisa dikerjakan
lebih dini bisa tertunda penyelesaiannya. Ini senada dengan inventory yang
berlebih. Inventory yang berlebih bisa dianggap topeng dari masalah yang ada.
Mesin yang kurang handal, tingkat kecacatan yang tinggi, dan supplier yang
sering terlambat mengirim bahan baku menjadi tidak begitu kentara apabila
perusahaan memiliki berbagai macam persediaan secara berlebihan.
Kegiatan menunggu juga merupakan pemborosan. Suatu komponen dalam
sistem produksi harus menunggu karena sudah dikerjakan di satu proses tetapi
proses berikutnya belum siap karena operator/ mesin sibuk atau rusak. Kegiatan
menunggu juga bisa dialami oleh tenaga kerja, misalnya menunggu komponen
yang belum datang atau mesin yang masih diperbaiki.
Semua kegiatan transportasi sebenarnya bisa dikatakan pemborosan. Namun yang
bisa dikurangi adalah transportasi berlebihan seperti double handling. Kegiatan
transportasi berlebih berpotensi menimbulkan kecacatan atau penurunan kondisi
produk. Begitu pula dengan gerakan-gerakan yang tidak perlu (unnecessary
motion). Ini sering diakibatkan karena rancangan peralatan yang kurang
ergonomis sehingga memaksa operator untuk melakukan gerakan-gerakan yang
sebenarnya berlebihan.
Tujuh jenis pemborosan tersebut sedapat mungkin dikurangi secara
pemborosan tersebut berbeda karakteristiknya diperlukan pendekatan yang
berbeda-beda pula untuk menguranginya. Namun secara keseluruhan pengurangan
pemborosan tersebut dapat dilakukan dengan terlebih dahulu mempelajari dan
mengerti proses dan mengerti pemborosan apa yang dominan di masing-masing
lokasi proses. Ini kemudian diikuti dengan identifikasi potensi perbaikan dan
membuat apa yang dinamakan to be process, yakni konfigurasi proses yang
diinginkan. Skala perubahan yang harus dilakukan tergantung pada perbedaan
antara apa yang terjadi sekarang (as is) dan proses yang diinginkan (to be).
3.2. Penerapan Lean pada Berbagai Perusahaan Manufaktur
Proses mencegah dan menghilangkan pemborosan (waste) memiliki
sejarah yang panjang, dan sejarah ini merupakan dasar dari filosofi dari lean. Pada
kenyataannya telah banyak konsep yang muncul sekarang ini sebagai suatu kunci
dari ditemukannya lean dan selama bertahun-tahun menjadi dasar untuk
mengurangi pemborosan.
Perusahaan manufaktur Toyota merupakan perusahaan pertama yang
menerapkan lean yaitu dengan menerapkan 14 prinsip manajemen dimana
beberapa dari prinsip tersebut merupakan tools yang digunakan dalam pendekatan
lean seperti value stream, 5S, Kanban dan sebagainya. Dampak dari keberhasilan
Toyota didokumentasikan dengan baik. Perusahaan ini memiliki reputasi yang
baik sebagai perusahaan yang unggul dalam hal kualitas, pengurangan biaya dan
Perusahaan terbesar di Jacksonville, Florida yaitu Naval Air Depot, tempat
dimana pesawat terbang milik Angkatan Laut direparasi. Pesawat terbang harus
diperiksa dengan menyeluruh secara berkala, dan sejumlah pesawat terbang yang
memiliki kelemahan serius memerlukan perbaikan yang spesifik. Dalam
melakukan perbaikan pesawat tempur F18 dan P3 yang dikerjakan di hangar yang
berbeda, dan diterapkan lean yaitu membuat bengkel kaizen yang dibuat untuk
merancang setiap bagian dari keseluruhan sistem dan 5S untuk merancang areal
kerja yang dibantu oleh konsultan lean dan diperoleh hasil perbandingan sebelum
dan sesudah penggunaan lean seperti tertera pada Tabel 3.2.
Tabel 3.2. Perbandingan Sebelum dan Sesudah Penerapan Lean
Sebelum Lean Sesudah Lean
Pesawat di hangar (WIP) 10 pesawat 8 pesawat
Takt time Tidak ada 15 hari
Lead time ketika takt dicapai - 120 hari
Lead time aktual (hari kalender) 247 hari 200 hari (berada dijalur yang
tepat untuk mencapai target
173 hari)
Hasil tambahan Biaya dan tenaga kerja berkurang
Sumber : I Nyyoman Pujawan
Berdasarkan hasil penelitian tersebut dapat diketahui bahwa penerapan
lean banya membawa dampak yang baik terhadapa perusahaan6
6
Likert, J. K. 2006. The Toyota Way. Jakarta: Penerbit Erlangga
3.3. Metode yang Digunakan dalam Lean Manufacturing
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan
yang ingin dicapai serta kemungkinan penerapannya diperusahaan. Beberapa
metode yang dapat digunakan untuk menerapkan lean manufacturing adalah
sebagai berikut.
3.3.1. Value Stream Mapping
Value Stream adalah sekumpulan dari seluruh kegiatan yang di dalamya
terdapat kegiatan yang memberikan nilai tambah, juga yang tidak memberikan
nilai tambah, yang dibutuhkan untuk membawa produk maupun satu grup produk
dari sumber yang sama untuk melewati aliran-aliran utama, mulai dari raw
material hingga sampai ke tangan konsumen. Kegiatan-kegiatan ini merupakan
bagian dari keseluruhan proses supply chain yang mencakup aliran informasi dan
aliran operasi, sebagai inti dari setiap proses lean yang berhasil. Value Stream
Mapping merupakan suatu alat perbaikan (tool) dalam perusahaan yang digunakan
untuk membantu memvisualisasikan proses produksi secara menyeluruh, yang
merepresentasikan baik aliran material juga aliran informasi.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis
pemborosan di sepanjang value stream dan untuk mengambil langkah dalam
upaya mengeliminasi pemborosan tersebut. Mengambil langkah ditinjau dari segi
value stream berarti bekerja dalam satu lingkup gambar yang besar (bukan
proses-proses individual), dan memperbaiki keseluruhan aliran dan bukan hanya
bahasa yang umum digunakan dalam proses produksi, dengan demikian akan
mampu memfasilitasi keputusan yang lebih matang dalam memperbaiki value
stream7
1. Untuk membantu perusahaan memvisualisasikan lebih dari sekedar level
proses tunggal (misalnya: proses perakitan dan juga pengelasan) dalam
produksi. Dengan demikian akan terlihat jelas seluruh aliran. .
Value stream mapping dapat menyajikan suatu titik balik yang optimal
bagi setiap perusahaan yang ingin menjadi lean. Rother dan Shock (1999) seperti
yang dikutip oleh Abdullah (2003), menyimpulkan keuntungan-keuntungan yang
diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut:
2. Pemetaan membantu perusahaan tidak hanya melihat pemborosan yang ada
tetapi juga sumber penyebab pemborosan yang terdapat dalam value stream.
3. Value stream menggabungkan antara konsep lean dan teknik yang dapat
membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang
asal-asalan.
4. Sebagai dasar dari rencana implementasi. Dengan membantu perusahaan
merancang bagaimana keseluruhan aliran yang