USULAN PENERAPAN PROCESS CAPABILITY DAN ACCEPTANCE SAMPLING PLANS BERDASARKAN MIL-STD 1916 UNTUK
PENGENDALIAN KUALITAS PRODUK PADA PT. PANTJA SURYA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
DARNEVI SEPRIANI 030403003
Disetujui Oleh :
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
UCAPAN TERIMA KASIH
Dalam melaksanakan penelitian untuk Tugas Sarjana ini sampai dengan
selesainya laporan ini, banyak pihak yang telah membantu, maka pada
kesempatan ini penulis mengucapkan terima kasih kepada :
1. Keluarga tercinta, ayahanda Harlen Harun dan Ibunda T. Lismina Erad,
kakanda Elfina Muchairiza, Novita Dwiyani, dan Chaiprilza Faradina, SP
yang selalu memberikan dorongan, nasehat, kasih sayang, doa, dukungan
material dan spiritual.
2. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara, Medan.
3. Bapak Ir. Sugiharto Pujangkoro, MM, selaku dosen pembimbing I yang telah
meluangkan waktunya untuk membimbing dan memberikan pengarahan
penulis dalam penulisan laporan.
4. Bapak Aulia Ishak, ST, MT, selaku dosen pembimbing II yang telah
memberikan bimbingan dalam penyusunan Tugas Sarjana ini.
5. Bapak Ir. Harmein Nasution, MSIE, Ibu Ir. Elisabeth Ginting, M.Si, serta
Bapak Ir. Mangara Tambunan, M.Sc, selaku dosen pembanding yang banyak
memberikan pengarahan dan motivasi bagi penulis dalam penulisan laporan
ini.
6. Bapak S. Tamba selaku Manager Pabrik yang telah bersedia mengizinkan
7. Bapak Yahya, selaku kepala HRD, Bapak Iwan Wahyu, Sutarman, serta
seluruh staff dan karyawan PT. Pantja Surya yang telah meluangkan waktunya
dan membantu penulis dalam melaksanakan penelitian ini.
8. Suherial Andika Putra, ST yang telah memberikan dukungan, doa, waktu dan
bantuan yang tak ternilai buat penulis dalam pengerjaan tugas akhir ini.
9. Teman-temanku yang tercinta Nurul, Ria, Gita Ani, Ulfah, Widya, Ipoel,
Ihsan, Imran, Yogi, Eko Susanto, Bag K untuk semua dukungan, motivasi,
dan pengalaman yang tak kan pernah terlupakan selama 4 tahun lebih kita
menjalani suka dan duka di Teknik Industri yang tercinta ini, serta
teman-teman stambuk 03 yang tidak bisa disebutkan satu persatu atas semangat dan
dukungan selama pelaksanaan penelitian ini.
10.Seluruh Staf Pengajar dan Pegawai Departemen Teknik Industri Fakultas
Teknik Universitas Sumatera Utara. Bang Bowo, Kak Dina, Bang Mijo dan
ABSTRAK
PT. Pantja Surya merupakan suatu perusahaan industri yang bergerak di bidang pengolahan karet yaitu pengolahan karet mentah menjadi karet remah (crumb rubber). Permasalahan dalam penelitian ini adalah untuk menghasilkan produk yang berkualitas yang sesuai dengan spesifikasi yang telah ditetapkan sehingga diperlukan pemeriksaan terhadap produk akhir, namun karena keterbatasan pemakaian alat dan biaya pemeriksaan yang tinggi sehingga pemeriksaan 100 % tidak mungkin dilakukan. Tujuan penelitian ini untuk menentukan process capability dari produk crumb rubber yang diteliti untuk melihat sejauh kemampuan proses dalam menghasilkan produk sesuai dengan spesifikasi yang diinginkan dan menentukan rencana sampel penerimaan variabel berdasarkan metode MIL-STD 1916 dalam pemeriksaan produk akhir yang berupa crumb rubber untuk mengurangi biaya pemeriksaan yang tinggi dan dapat memberikan petunjuk terhadap lot yang diterima atau ditolak.
Data yang digunakan dalam penelitian ini adalah data persentase kadar kotoran, abu, zat menguap, plastisitas awal (Po), Plasticity Retention Index (PRI, serta kadar nitrogen dari produk crumb rubber untuk menentukan process capability dengan melihat nilai Cp dan Cpk dan penentuan rencana sampling penerimaan berdasarkan MIL-STD 1916.
D A F T A R I S I
Halaman
JUDUL
LEMBAR PENGESAHAN ... i
SERTIFIKAT EVALUASI TUGAS SARJANA... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I- 1
1.2. Pokok Permasalahan ... I- 3
1.3. Tujuan Penelitian ... I- 3
1.4. Manfaat Penelitian ... I- 4
1.5. Pembatasan Penelitian ... I- 4
1.6. Asumsi yang Digunakan ... I- 5
BAB II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Pemasaran ... II-3
2.5. Organisasi dan Manajemen ... II-4
2.5.1. Struktur Organisasi Perusahaan ... II-5
2.5.2. Uraian Tugas dan Tanggung Jawab ... II-5
2.5.3. Tenaga Kerja ... II-17
2.5.4. Jam Kerja ... II-19
2.5.5. Sistem Upah dan Fasilitas yang Digunakan ... II-20
2.6. Proses Produksi ... II-23
2.6.1. Standar Mutu Produk ... II-23
2.6.2. Bahan ... II-25
2.6.2.1. Bahan Baku ... II-25
2.6.2.2. Bahan Tambahan ... II-25
2.6.2.3. Bahan Penolong ... II-26
2.6.3. Uraian Proses Produksi ... II-26
BAB III LANDASAN TEORI ... III-1
3.1. Konsep Kualitas ... III- 1
3.2. Pengendalian Proses Statistik ... III- 3
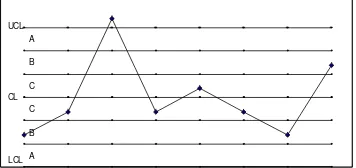
3.2.1. Peta Kendali (Control Chart) ... III- 4
3.2.2. Peta Kendali X dan R ... III- 9
3.2.3. Revisi Peta Kendali X dan R ... III-13
3.2.4. Variasi Dalam Proses ... III-14
3.3. Process Capability ... III-16
3.4. Acceptance Sampling Plans
(Rencana Sampling Penerimaan) ... III-19
3.5. Metode Perencanaan Sampling Penerimaan ... III-22
3.5.1. Aturan Pengalihan Prosedur Pemeriksaan ... III-27
BAB IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1
4.3. Metode Penelitian... IV-1
4.4. Data yang Digunakan dan Metode Pengumpulan
Data ... IV-2
4.5. Populasi yang Digunakan ... IV-2
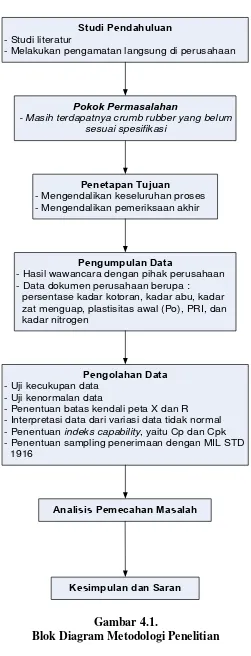
4.6. Langkah-Langkah Penelitian ... IV-2
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-2
5.2.1. Uji Kecukupan Data ... V-2
5.2.2. Uji Kenormalan Data ... V-5
5.2.3. Penentuan Batas Kendali Mutu dan Penentuan
Indeks Capability untuk Masing-Masing
Karakteristik ... V-22
5.2.3.1. Penentuan Batas Kendali Mutu dan
Penentuan Indeks Capability untuk
Kadar Kotoran ... V-22
5.2.3.2. Penentuan Batas Kendali Mutu dan
Penentuan Indeks Capability untuk
Kadar Abu ... V-26
5.2.3.3. Penentuan Batas Kendali Mutu dan
Penentuan Indeks Capability untuk
Kadar Zat Menguap ... V-29
5.2.3.4. Penentuan Batas Kendali Mutu dan
Penentuan Indeks Capability untuk
Kadar Po ... V-32
5.2.3.5. Penentuan Batas Kendali Mutu dan
Penentuan Indeks Capability untuk
Kadar PRI ... V-36
Penentuan Indeks Capability untuk
Kadar Nitrogen ... V-41
5.2.4. Penentuan Rencana Sampling Penerimaan .... V-44
BAB VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Peta Kontrol ... VI-1
6.2. Analisis Penentuan Index Capability ... VI-3
6.2. Analisis Penentuan Rencana Sampling Penerimaan .. VI-13
BAB VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTAR TABEL
Halaman
Tabel 2.1. Jumlah Tenaga Kerja Pada PT. Pantja Surya ... II-18
Tabel 2.2. Jam Kerja Karyawan Non Shift ... II-19
Tabel 2.3. Jam Kerja Karyawan Shift... II-20
Tabel 2.4. Standar Mutu Barang Jadi PT. Pantja Surya ... II-24
Tabel 2.5. Perbandingan Bahan Baku (Mixing Ratio) untuk SIR 20... II-29
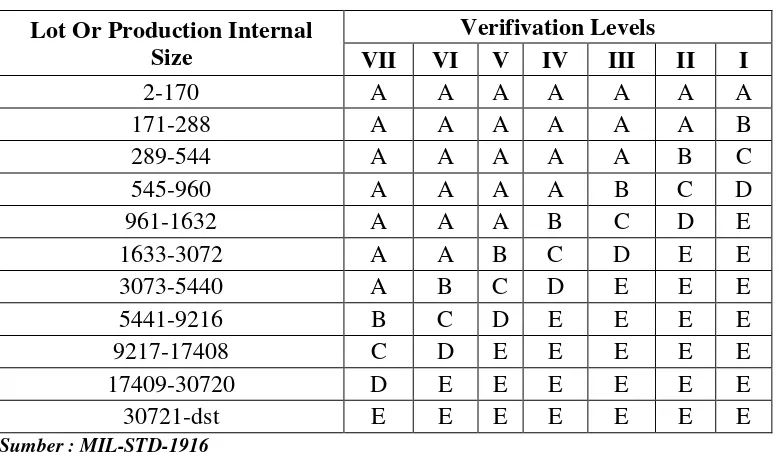
Tabel 3.1. Kode Huruf untuk Lot/Batch ... III-26
Tabel 5.1. Distribusi Frekuensi Kadar Kotoran ... V- 6
Tabel 5.2. Penentuan Nilai x2hitung Kadar Kotoran ... V- 7
Tabel 5.3. Penentuan Nilai x2hitung Kadar Kotoran setelah Digabung .... V- 8
Tabel 5.4. Distribusi Frekuensi Kadar Abu ... V- 9
Tabel 5.5. Penentuan Nilai x2hitung Kadar Abu ... V- 10
Tabel 5.6. Penentuan Nilai x2hitung Kadar Abu setelah Digabung ... V- 10
Tabel 5.7. Distribusi Frekuensi Kadar Zat Menguap ... V- 12
Tabel 5.8. Penentuan Nilai x2hitung Kadar Zat Menguap ... V- 13
Tabel 5.9. Penentuan Nilai x2hitung Kadar Zat Menguap
setelah Digabung ... V- 13
Tabel 5.10. Distribusi Frekuensi Kadar Po ... V- 15
Tabel 5.11. Penentuan Nilai x2hitung Kadar Po ... V-15
Tabel 5.13. Distribusi Frekuensi Kadar PRI ... V-17
Tabel 5.14. Penentuan Nilai x2hitung Kadar PRI ... V-18
Tabel 5.15. Penentuan Nilai x2hitung Kadar PRI setelah Digabung ... V-18
Tabel 5.16. Distribusi Frekuensi Kadar Nitrogen ... V-20
Tabel 5.17. Penentuan Nilai x2hitung Kadar Nitrogen ... V-21
Tabel 5.18. Penentuan Nilai x2hitung Kadar Nitrogen setelah Digabung .. V-21
Tabel 5.19. Perhitungan Batas Kendali Kadar Kotoran ... V-23
Tabel 5.20. Perhitungan Batas Kendali Kadar Abu ... V-26
Tabel 5.21. Perhitungan Batas Kendali Kadar Zat Menguap ... V-29
Tabel 5.22. Perhitungan Batas Kendali Kadar Po ... V-32
Tabel 5.23. Perhitungan Batas Kendali Kadar PRI ... V-37
Tabel 5.24. Perhitungan Batas Kendali Kadar Nitrogen ... V-41
Tabel 5.25. Data Ukuran Sampel Kotoran yang Diambil Secara Acak .. V-45
Tabel 5.26. Distribusi Frekuensi Kadar Kotoran ... V-46
Tabel 5.27. Penentuan Nilai x2hitung Kadar Kotoran ... V-46
Tabel 5.28. Penentuan Nilai x2hitung Kadar Kotoran setelah Digabung ... V-47
Tabel 5.29. Perhitungan Penarikan Sampel Kadar Kotoran ... V-48
Tabel 5.30. Data Ukuran Sampel Kadar Abu yang Diambil
Secara Acak ... V-49
Tabel 5.31. Distribusi Frekuensi Kadar Abu ... V-50
Tabel 5.32. Penentuan Nilai x2hitung Kadar Abu ... V-51
Tabel 5.34. Perhitungan Penarikan Sampel Kadar Abu ... V-52
Tabel 5.35. Data Ukuran Sampel Kadar Zat Menguap yang Diambil
Secara Acak ... V-53
Tabel 5.36. Distribusi Frekuensi Kadar Zat Menguap ... V-54
Tabel 5.37. Penentuan Nilai x2hitung Kadar Zat Menguap ... V-55
Tabel 5.38. Penentuan Nilai x2hitung Kadar Zat Menguap setelah
Digabung ... V-55
Tabel 5.39. Perhitungan Penarikan Sampel Kadar Zat Menguap ... V-57
Tabel 5.40. Data Ukuran Sampel Kadar Po yang Diambil
Secara Acak ... V-57
Tabel 5.41. Distribusi Frekuensi Kadar Po ... V-58
Tabel 5.42. Penentuan Nilai x2hitung Kadar Po ... V-59
Tabel 5.43. Penentuan Nilai x2hitung Kadar Po setelah Digabung ... V-59
Tabel 5.44. Perhitungan Penarikan Sampel Kadar Po ... V-60
Tabel 5.45. Data Ukuran Sampel Kadar PRI yang Diambil
Secara Acak ... V-61
Tabel 5.46. Distribusi Frekuensi Kadar PRI ... V-62
Tabel 5.47. Penentuan Nilai x2hitung Kadar PRI ... V-63
Tabel 5.48. Penentuan Nilai x2hitung Kadar PRI setelah Digabung ... V-64
Tabel 5.49. Perhitungan Penarikan Sampel Kadar PRI ... V-65
Tabel 5.50. Data Ukuran Sampel Kadar Nitrogen yang Diambil
Tabel 5.51. Distribusi Frekuensi Kadar Nitrogen ... V-67
Tabel 5.52. Penentuan Nilai x2hitung Kadar Nitrogen ... V-67
Tabel 5.53. Penentuan Nilai x2hitung Kadar Nitrogen setelah Digabung . V-68
Tabel 5.54. Perhitungan Penarikan Sampel Kadar Nitrogen ... V-69
Tabel 6.1. Batas Kontrol ... VI-2
Tabel 6.2. Indeks Process Capability untuk Masing-Masing
Karakteristik Mutu ... VI-3
Tabel 6.3. Rencana Penanggulangan Masalah ... VI-11
Tabel. 6.4. Pelaksanaan Penanggulangan Masalah ... VI-12
DAFTAR GAMBAR
Halaman
Gambar 2.1. Struktur Organisasi PT. Pantja Surya ... II- 6
Gambar 2.2. Blok Diagram Pembuatan Crumb Rubber
di PT. Pantja Surya ... II-28
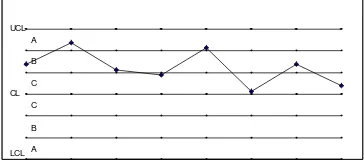
Gambar 3.1. Control Chart ... III- 5
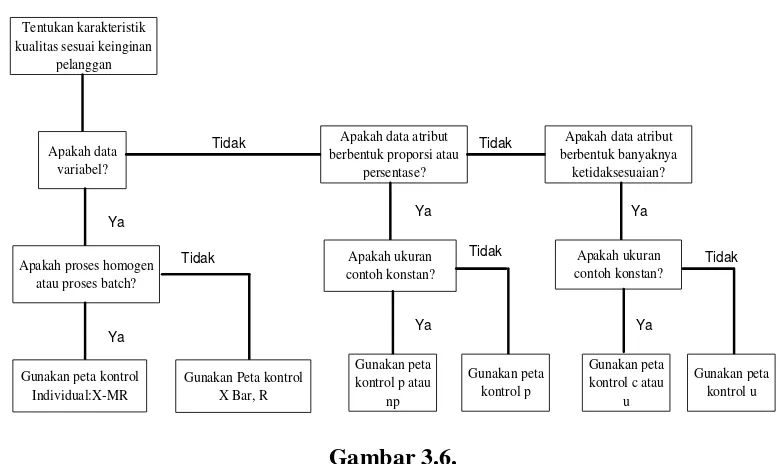
Gambar 3.2. Diagram Penggunaan Peta-peta Kendali ... III-9
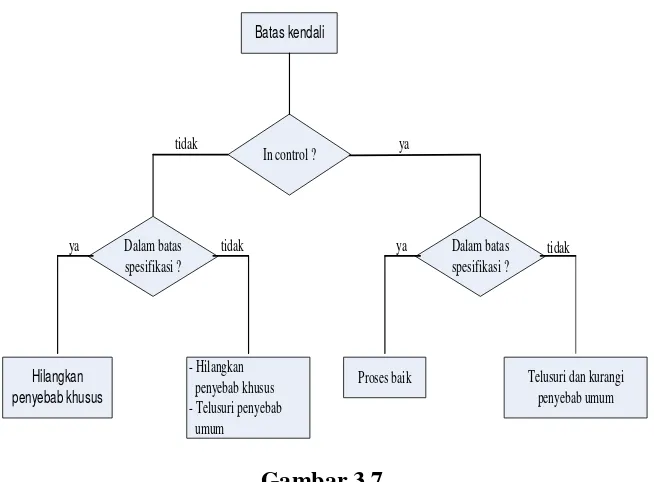
Gambar 3.3. Skema Pemecahan Masalah dengan Menggunakan Peta
Batas Kendali ... III-17
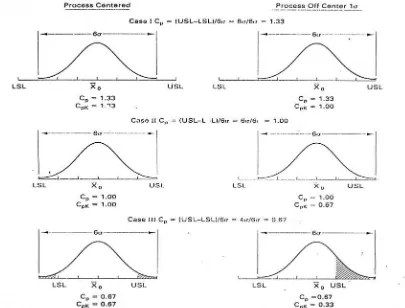
Gambar 3.4. Nilai Cp dan Cpk ... III-18
Gambar 3.5. Aturan Pemeriksaan Terhadap Lot ... III-26
Gambar 4.1. Blok Diagram Metodologi Penelitian ... IV- 8
Gambar 5.1. Peta Kontrol
X
Kadar Kotoran ... V- 24Gambar 5.2. Peta Kontrol R Kadar Kotoran ... V- 24
Gambar 5.3. Grafik Process Capability Kadar Kotoran ... V- 25
Gambar 5.4. Peta Kontrol
X
Kadar Abu ... V- 27Gambar 5.5. Peta Kontrol R Kadar Abu ... V- 27
Gambar 5.6. Grafik Process Capability Kadar Abu ... V- 28
Gambar 5.7. Peta Kontrol
X
Kadar Zat menguap ... V- 30Gambar 5.8. Peta Kontrol R Kadar Zat Menguap ... V- 30
Gambar 5.9. Grafik Process Capability Kadar Zat Menguap ... V- 31
Gambar 5.11. Peta Kontrol R Kadar Po ... V- 33
Gambar 5.12. Revisi Peta Kontrol
X
Kadar Po ... V- 35Gambar 5.13. Grafik Process Capability Kadar Po ... V- 36
Gambar 5.14. Peta Kontrol
X
Kadar PRI ... V- 38Gambar 5.15. Peta Kontrol R Kadar PRI ... V- 38
Gambar 5.16. Revisi Peta Kontrol
X
Kadar PRI ... V- 39Gambar 5.17. Grafik Process Capability Kadar PRI ... V- 40
Gambar 5.18. Peta Kontrol
X
Kadar Nitrogen ... V- 42Gambar 5.19. Peta Kontrol R Kadar Nitrogen ... V- 42
Gambar 5.20. Grafik Process Capability Kadar Nitrogen ... V- 43
Gamber 6.1. Process Capability Kadar Kotoran ... VI-5
Gamber 6.2. Process Capability Kadar Abu ... VI-6
Gamber 6.3. Process Capability Kadar Zat Menguap ... VI-7
Gamber 6.4. Process Capability Kadar Po ... VI-8
Gamber 6.5. Process Capability Kadar PRI ... VI-9
Gamber 6.6. Process Capability Kadar Nitrogen ... VI-10
DAFTAR LAMPIRAN
Lampiran Halaman
Lampiran 1. Data Pengukuran Kadar Kotoran pada
1 Februari - 5 Maret 2008 ... L-1
Lampiran 2. Data Pengukuran Kadar Abu pada
1 Februari - 5 Maret 2008 ... L-2
Lampiran 3. Data Pengukuran Kadar Zat Menguap pada
1 Februari - 5 Maret 2008 ... L-3
Lampiran 4. Data Pengukuran Kadar Po pada
1 Februari - 5 Maret 2008 ... L-4
Lampiran 5. Data Pengukuran Kadar PRI pada
1 Februari - 5 Maret 2008 ... L-5
Lampiran 6. Data Pengukuran Kadar Nitrogen pada
1 Februari - 5 Maret 2008 ... L-6
Lampiran 7. Tabel Distribusi Normal ... L-7
Lampiran 8. Tabel Distribusi Chi Kuadrat ... L-8
Lampiran 9. Tabel Variabel Sampling plans Pada MIL-STD 1916 ... L-9
ABSTRAK
PT. Pantja Surya merupakan suatu perusahaan industri yang bergerak di bidang pengolahan karet yaitu pengolahan karet mentah menjadi karet remah
(crumb rubber). Permasalahan dalam penelitian ini adalah untuk menghasilkan
produk yang berkualitas yang sesuai dengan spesifikasi yang telah ditetapkan sehingga diperlukan pemeriksaan terhadap produk akhir, namun karena keterbatasan pemakaian alat dan biaya pemeriksaan yang tinggi sehingga pemeriksaan 100 % tidak mungkin dilakukan. Tujuan penelitian ini untuk
menentukan process capability dari produk crumb rubber yang diteliti untuk
melihat sejauh kemampuan proses dalam menghasilkan produk sesuai dengan spesifikasi yang diinginkan dan menentukan rencana sampel penerimaan variabel berdasarkan metode MIL-STD 1916 dalam pemeriksaan produk akhir yang
berupa crumb rubber untuk mengurangi biaya pemeriksaan yang tinggi dan dapat
memberikan petunjuk terhadap lot yang diterima atau ditolak.
Data yang digunakan dalam penelitian ini adalah data persentase kadar
kotoran, abu, zat menguap, plastisitas awal (Po), Plasticity Retention Index (PRI,
serta kadar nitrogen dari produk crumb rubber untuk menentukan process
capability dengan melihat nilai Cp dan Cpk dan penentuan rencana sampling
penerimaan berdasarkan MIL-STD 1916.
Dari perhitungan nilai Cp dan Cpk, didapat bahwa untuk kotoran, abu, zat
menguap, Plasticity Retention Index (PRI), serta kadar nitrogen nilai Cp > 1 yang
BAB I
PENDAHULUAN
1.1.Latar Belakang Masalah
Di dalam dunia industri, kualitas merupakan faktor dasar yang
mempengaruhi pilihan konsumen untuk berbagai jenis produk yang berkembang
pesat dewasa ini. Perusahaan yang dapat menghasilkan produk dengan kualitas
terbaiklah yang akan mendapatkan keuntungan yang terbesar dan mengalahkan
perusahaan sejenisnya. Untuk itulah setiap perusahaan memiliki satu departemen
quality control yang bertanggungjawab dalam menangani masalah kualitas
produk.
PT. Pantja Surya merupakan suatu perusahan industri yang bergerak
dibidang pengolahan karet remah (crumb rubber). Untuk memenuhi keinginan
konsumen maka harus ada standar spesifikasi yang telah ditetapkan dan dipenuhi
oleh perusahaan yang menggambarkan kualitas produk. Hal ini dilakukan agar
setiap pelanggan mendapatkan peluang yang sama untuk menerima produk tanpa
cacat. Untuk itu diperlukan usaha yang keras dari pihak manajemen perusahaan
yang berupa kebijakan-kebijakan tertulis dan juga kesadaran dan tingkat
komitmen dari individu dan organisasi yang terlibat.
Penelitian ini menggunakan teknik pengendalian proses statistik untuk
melihat kemampuan proses perusahaan dalam memenuhi standar yang telah
ditetapkan, sehingga dengan menggunakan teknik process capability dapat
yang dihasilkan lebih seragam. Perlunya dilakukan pengendalian kualitas adalah
untuk menghasilkan produk tanpa cacat yaitu yang memenuhi standar spesifikasi
yang telah ditetapkan oleh perusahaan. Selama ini perusahaan melakukan
pemeriksaaan mutu produk berpedoman pada alat yang digunakan dan
standarisasi yang telah ditetapkan sedangkan pengujian secara teoritis dengan
statistika belum dilakukan sepenuhnya, oleh sebab itu penulis ingin melihat sejauh
mana pengujian yang telah dilakukan dengan menggunakan ilmu statistik. Dengan
dilakukan pengendalian ini diharapkan perusahaan dapat mengendalikan
keseluruhan proses yang berlangsung.
Disamping itu untuk menghasilkan produk yang berkualitas baik, maka
pemeriksaan yang efisien dan efektif terhadap material-material yang sangat
mempengaruhi kualitas hasil produksi perlu diperhatikan. Namun untuk
melakukan pemeriksaan terhadap seluruh produk (pemeriksaan 100 %)
memerlukan biaya yang tinggi, keterbatasan pemakaian alat serta kelelahan
operator, sehingga pemeriksaan tidak dapat dilakukan terhadap setiap unit produk
(pemeriksaan 100%). Untuk itu perlu dilakukan sampling penerimaan untuk
mengendalikan kualitas produk akhir dengan menggunakan MIL-STD 1916.
Sampling penerimaan merupakan suatu alat yang baik untuk melakukan
pemeriksaan terhadap produk dengan biaya yang rendah dan resiko kerusakan
1.2.Pokok Permasalahan
Berdasarkan latar belakang permasalahan yang telah dijelaskan diatas,
yang menjadi pokok permasalahan adalah masih terdapat variasi pada produk
sehingga masih terdapat produk belum memenuhi spesifikasi yang dapat
dikatakan bahwa produk yang dihasilkan cacat. Selain itu faktor-faktor seperti
keterbatasan pemakaian alat, kelelahan operator, dan biaya pemeriksaan yang
tinggi, maka pemeriksaan produk akhir tidak mungkin dilakukan terhadap seluruh
unit produk (pemeriksaaan 100%).
1.3.Tujuan Penelitian
Adapun tujuan penelitian ini adalah sebagai berikut :
1. Menentukan process capability dalam keseluruhan proses yang berlangsung
dari produk crumb rubber yang diteliti untuk melihat sejauh mana
kemampuan proses dalam menghasilkan produk sesuai dengan spesifikasi
yang diinginkan, mengurangi variabilitas yang terjadi sehingga output yang
dihasilkan lebih seragam.
2. Menentukan rencana sampel penerimaan variabel berdasarkan metode
MIL-STD 1916 dalam pemeriksaan produk akhir yang berupa crumb rubber untuk
1.4. Manfaat Penelitian
Manfaat penelitian ini antara lain adalah :
1. Menjadi bahan masukan bagi perusahan dalam menyusun rencana
peningkatan kualitas dan produktivitas dengan memaksimalkan pengendalian
dan pengawasan terhadap mutu produk dan proses.
2. Meningkatkan keterampilan bagi penulis untuk dapat menyelesaikan
permasalahan yang berkaitan dengan peningkatan kualitas dan produktivitas
lini produksi pada perusahaan.
3. Menambah jumlah hasil karya mahasiswa yang dapat menjadi literatur dan
referensi bagi Jurusan Teknik Industri USU.
1.5. Pembatasan Penelitian
Batasan-batasan yang diberikan dalam penelitian ini antara lain :
1. Analisa masalah dilakukan pada produk crumb rubber SIR 20.
2. Variabel yang akan diuji adalah variabel persentase kadar kotoran, kadar abu,
kadar zat menguap, kadar plastisitas awal (Po), kadar Plasticity Retention
Index (PRI) dan kadar nitrogen yang terkandung dalam produk crumb
rubber.
3. Spesifikasi standar mutu terhadap variabel uji adalah :
- Kadar kotoran = 0,08 – 0,14%
- Kadar abu = 0,5 – 0,7 %
- Kadar zat menguap = 0,18 – 0,35 %
- Kadar PRI = 70 – 80 %
- Kadar nitrogen = 0,2 – 0,3 %
1.6. Asumsi yang Digunakan
Asumsi yang digunakan dalam penelitian ini adalah :
1. Data yang dikumpulkan adalah data yang mewakili kualitas produk jadi yaitu
crumb rubber SIR 20.
2. Kelayakan data yang dikumpulkan dapat diyakini sebagai informasi yang
akurat yang akan digunakan sebagai landasan rencana penerimaan sampling. .
1.7. Sistematika Penulisan Tugas Akhir
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I : PENDAHULUAN
Diuraikan mengenai latar belakang permasalahan, pokok
permasalahan, tujuan penelitian, manfaat penelitian, pembatasan,
dan asumsi yang digunakan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Diuraikan secara singkat dan padat berbagai atribut dari
perusahaan yang menjadi objek penelitian, jenis produk dan
spesifikasinya, bahan baku, proses produksi, mesin dan peralatan
yang digunakan dalam menunjang proses produksi, serta organisasi
BAB III : LANDASAN TEORI
Diuraikan mengenai tinjauan-tinjauan kepustakaan yang berisi
teori-teori mengenai process capability dan acceptance sampling
plans serta pemikiran-pemikiran yang digunakan sebagai landasan
dalam pembahasan serta pemecahan masalah.
BAB IV : METODOLOGI PENELITIAN
Diuraikan metodologi yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap
tahapan secara ringkas disertai diagram alirnya.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Diuraikan data-data hasil penelitian yang diperoleh dari perusahaan
sebagai bahan untuk melakukan pengolahan data yang digunakan
sebagai dasar pada pemecahan masalah.
BAB VI : ANALISIS PEMECAHAN MASALAH
Diuraikan pembahasan hasil dari pengolahan data dan pemecahan
masalah.
BAB VII : KESIMPULAN DAN SARAN
Diuraikan kesimpulan yang dapat diambil oleh penulis dari hasil
penelitian ini serta rekomendasi saran-saran yang perlu bagi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Pantja Surya merupakan perusahaan yang bergerak di bidang
pengolahan karet, yaitu pengolahan karet mentah menjadi crumb rubber (karet
remah).
Pada awal didirikannya PT. Pantja Surya bernama “Fa. Theam Hap and
Co” berdiri berdasarkan akte Notaris Christian Joseph johan Gottogeus tertanggal
30 Juli 1949 No.89 yang memproduksi blanket rubber (karet selendang).
Kemudian pada tanggal 10 Februari 1965 diadakan perubahan akte oleh Notaris
Kusmulyanto Ongko dan dilakukan perubahan nama perusahaan menjadi PT.
Remilling dan Usaha Dagang Theam Hap and Co. yang disingkat PT. Theam
Hap and Co. Lalu pada tanggal 17 Juli 1965 akte No.112 diadakan perubahan
nama perusahaan menjadi PT. Remilling dan Usaha Dagang Pantja Surya atau
disingkat PT Pantja Surya dengan Notaris Ong Kiem Lian. Akhirnya pada tahun
1970 dengan keluarnya Peraturan Pemerintah tentang larangan export karet
selendang maka perusahaan mengadakan Renovasi Producer dan Export Karet
Selendang menjadi Producer dan Export Crumb Rubber SIR 20 pada tahun yang
sama.
Kemudian pada tahun 1983 PT. Pantja Surya bergabung dengan ASTRA
perusahaan Astra Group memisahkan diri dan bergabung di perusahaan PT.Kirana
Megatara sampai sekarang.
2.2. Ruang Lingkup Bidang Usaha
Pada mulanya PT Pantja Surya bergerak di bidang pengolahan getah
selendang (blanket). Tetapi setelah pemerintah melarang pengeksporan getah
selendang ke luar negeri, perusahaan ini menghentikan kegiatannya dan beralih
mengelola getah selendang menjadi karet remah (crumb rubber).
Adapun tujuan didirikannya perusahaan ini adalah untuk menangani
sebagian hasil karet dari perkebunan rakyat dan mengelola karet tersebut menjadi
Standard Indonesian Rubber 20 (SIR 20), yang artinya standar kotorannya max
0,20%. Perusahaan hanya mampu memproduksi karet remah (crumb rubber)
dengan standar kotoran 0,20% karena karet mentah diperoleh dari perkebunan
rakyat yang penanganannya belum sempurna.
2.3. Lokasi Perusahaan
PT. Pantja Surya terletak di Jln. Kuala Tanjung, Perdagangan, Kecamatan
Bandar, Kabupaten Simalungun, Propinsi Sumatera Utara yang mempunyai luas
areal 12,45 Hektar. Letak PT. Pantja Surya tepat di pinggir kota Perdagangan
sehingga memudahkan transportasi. Dengan fasilitas-fasilitas yang disediakan
oleh perusahaan untuk karyawannya seperti perumahan karyawan, tempat
juga memanfaatkan sungai sebagai alat pembantu untuk melaksanakan proses
pengolahan karet.
2.4. Pemasaran
Pemasaran merupakan ujung tombak perusahaan yang berperan sebagai
interface perusahaan dengan konsumen yang dilayaninya. Informasi pemasaran
merupakan input yang dibutuhkan dalam tahap perancangan produk dan terutama
keberhasilan usaha yang pada akhirnya ditentukan oleh keberhasilan perusahaan
dalam mengelola fungsi pemasarannya. Konsep pemasaran PT Pantja Surya
menitikberatkan orientasi pada mutu produk yang berhubungan dengan kepuasan
konsumen.
Didirikannya suatu perusahaan dengan tujuan untuk memperoleh
keuntungan dari usaha yang dilakukannya, baik yang bersifat sosial maupun yang
bersifat ekonomis. Terlepas dari dicantumkan atau tidaknya laba sebagai suatu
tujuan, setiap perusahaan berkeinginan memperoleh laba dari usahanya.
Walaupun banyak cara yang diusahakan oleh perusahaan namun usaha yang
paling utama adalah penjualan barang atau jasa yang menjadi produk perusahaan.
Terhambatnya pendistribusian produk akan menyulitkan perusahaan dalam
merealisasikan laba. Karena itu perusahaan yang memperhatikan dan melayani
konsumen dalam jangka panjang lebih berhasil dari pada perusahaan yang
Segmentasi pasar untuk crumb rubber yang dihasilkan PT. Pantja Surya
adalah untuk ekspor ke luar negeri seperti Asia, Eropa dan Amerika dengan
standar mutu yang berbeda-beda pula sesuai dengan keinginan pelanggan.
Dalam hal pendistribusian produk, PT. Pantja Surya secara langsung
mendistribusikan produknya kepada konsumen dengan menggunakan truk milik
perusahaan sendiri yang akan dibawa ke Belawan dan akan dikirimkan kepada
konsumen melalui jalur laut yang akan sampai pada konsumen maksimal 3 bulan
setelah proses pengiriman dilakukan.
2.5. Organisasi dan Manajemen
Struktur organisasi pada dasarnya mengandung arti penerapan batas-batas
tugas, wewenang dan tanggung jawab dari masing-masing individu di dalam
organisasi tersebut. Dengan demikian diharapkan ada satu kesatuan perintah
dalam gerak dan langkah untuk mencapai tujuan perusahaan yang telah
ditetapkan.
2.5.1. Struktur Organisasi
Organisasi dan manajemen PT. Pantja Surya disusun menurut struktur
organisasi berbentuk garis dan fungsional. Adapun bentuk struktur organisasinya
dapat dilihat pada Gambar 2.1.
Struktur organisasi lini merupakan suatu bentuk struktur organisasi dimana
kekuasaan dan tanggung jawab diturunkan secara garis dari tingkat pimpinan atas
hubungan antara Direktur dengan Manajer Pembelian, Manajer Pabrik, dan
Manajer Kantor. Begitu juga hubungan antara Manajer Pembelian dengan kepala
kadar, dan kepala timbang, Manajer Pabrik dengan kepala Quality Control, kepala
produksi, kepala teknik, dan kepala gudang, serta Manajer Kantor dengan kepala
HRD, kepala administrasi dan keuangan, dan kepala umum.
Struktur organisasi fungsional merupakan bentuk organisasi dimana
masing-masing atasan suatu unit kerja dapat memberikan komando kepada unit
lain sesuai dengan bidang atau fungsinya dan tiap unit bertugas sebagai penasehat
dan pemberi bantuan baik pada pimpinan maupun kepada unit lain sesuai dengan
bidang masing-masing. Hal ini dapat dilihat pada hubungan antara Manajer
Pembelian, Manajer Pabrik, dan Manajer Kantor. Manager Pembelian tidak hanya
dapat memberikan perintah pada kepala kadar dan kepala timbang, tetapi juga
kepada kepala QC, kepala produksi, kepala teknik, kepala gudang, kepala umum,
kepala administrasi dan keuangan serta kepala HRD. Demikian pula halnya untuk
Manajer Pabrik dan Manajer Kantor.
2.5.2. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan adanya personil yang
memegang jabatan tertentu, seperti yang terdapat dalam struktur organisasi
dimana masing-masing personil mempunyai tugas dan wewenang yang seimbang
dengan wewenang yang diterima. Organisasi yang baik adalah organisasi yang
MANAGER PABRIK KASUBBAG BENGKEL & PEMELIHARAAN KASUBBAG LISTRIK & POWER HOUSE KARYAWAN KARYAWAN KEPALA TEKNIK DIREKTUR MANAGER KANTOR KASUBBAG EKSPEDISI/ EKSPOR KASUBBAG UMUM & DINAS LUAR KARYAWAN KARYAWAN KEPALA UMUM KASUBBAG KASIR KASUBBAG ADM & PEMBUKUAN KARYAWAN KARYAWAN KEPALA ADM. &
KEUANGAN KASUBBAG ADM & PERSONALIA KARYAWAN KA. HRD MANAGER PEMBELIAN ADM. PEMBELIAN KARYAWAN KARYAWAN KEPALA TIMBANG KARYAWAN KEPALA KADAR KASUBBAG LABORATORIUM KASUBBAG KONTROL PRODUKSI KARYAWAN KARYAWAN KEPALA QUALITY CONTROL KASUBBAG SHIFT 1, 2, 3
KARYAWAN KEPALA PRODUKSI KASUBBAG MATERIAL KASUBBAG BARANG JADI KARYAWAN KARYAWAN KASUBBAG BAHAN BAKU KARYAWAN KEPALA GUDANG Gambar 2.1.
Struktur Organisasi PT. Pantja Surya
Ket:
: Hubungan lini
setiap pemangku jabatan memiliki gambaran, batasan tugas dan tanggung jawab
yang diembannya.
Adapun pembagian tugas dan tanggung jawab yang diemban oleh
karyawan PT. Pantja Surya adalah sebagai berikut:
1. Direktur
Tugas:
- Memimpin dan mengurus semua aspek kegiatan perusahaan sesuai dengan
tujuan dan senantiasa meningkatkan efisiensi perusahaan.
- Membawahi langsung Manajer Pembelian, Manajer Kantor dan Manajer
Pabrik.
- Mengawasi pencatatan transaksi administrasi perseroan sesuai dengan
peraturan yang berlaku di perusahaan.
Tanggung Jawab:
- Bertanggung jawab kepada pemegang saham.
- Memberikan pertanggungjawaban dan segala keterangan tentang keadaan
dan jalannya perusahaan termasuk laporan keuangan, baik laporan tahunan
ataupun laporan berkala lainnya kepada pemegang saham.
2. Manajer Pembelian
Tugas:
- Merencanakan dan mengkoordinir pengadaan bahan baik melalui
pembelian dari daerah maupun dari luar daerah.
- Menginformasikan kepada pemasok perihal harga bahan dan
Tanggung Jawab:
- Bertanggung jawab mendapatkan bahan-bahan yang baik dan bermutu.
3. Manajer Pabrik
Tugas:
- Memimpin dan mengurus semua aspek produksi.
- Membawahi langsung Kepala Quality Control, Kepala Produksi, Kepala
Teknik, dan Kepala Gudang.
Tanggung Jawab:
- Bertanggung jawab terhadap kualitas produksi.
- Bertanggung jawab terhadap efisiensi operasi.
- Bertanggung jawab atas semua kualitas produk.
- Bertanggung jawab atas pengaturan seluruh proses produksi yang
berhubungan dengan Maintenance dan Electrical dalam mencapai sasaran
pengoperasian pabrik, kebijaksanaan, strategi dan program.
4. Manajer Kantor
Tugas:
- Membina hubungan dengan instansi pemerintah dan lain-lain yang
berhubungan dengan personalia dan administrasi.
- Mengatur penyediaan jasa-jasa administrasi, keuangan, sekretariat dan
arsip.
- Menyalurkan sasaran perusahaan, kebijaksanaan dan instruksi dari direktur
- Mengawasi segala bagian umum, personalia dan administrasi, keuangan,
ekspedisi dalam kebijakan-kebijakan yang sesuai, membuat strategi dan
program-program melalui pengawasan yang efisien.
Tanggung Jawab:
- Bertanggung jawab terhadap kegiatan personalia dan administrasi, laporan
keuangan perusahaan dan kegiatan ekspedisi/ekspor.
5. Kepala Kadar
Tugas:
- Memeriksa bahan baku apakah memenuhi persyaratan yang telah
ditentukan oleh perusahaan.
- Melakukan negosiasi dengan pemasok apabila tidak ada kesepakatan harga
bahan.
Tanggung Jawab:
- Bertanggung jawab terhadap bahan baku yang memenuhi persyaratan
untuk diolah.
6. Kepala Timbang
Tugas:
- Melakukan penimbangan bahan baku yang memenuhi syarat.
- Menginformasikan kepada kepala gudang bahan baku perihal kondisi
bahan baku yang diterima.
Tanggung Jawab:
7. Kepala Quality Control
Tugas:
- Merencanakan dan mengatur kondisi bahan sebelum diolah, sedang diolah
sampai produk jadi.
- Mengkoordinir kegiatan laboratorium.
Tanggung Jawab:
- Bertanggung jawab atas mutu produk.
- Bertanggung jawab atas pengembangan dan kelangsungan kegiatan
laboratorium.
8. Kepala Produksi
Tugas:
- Merencanakan dan mengatur produksi agar sesuai dengan spesifikasi dan
standar mutu yang telah diberikan.
- Membuat laporan produksi secara periode mengenai pemakaian dari bahan
baku dan jumlah produksi.
- Mengawasi kegiatan produksi.
Tanggung Jawab:
- Bertanggung jawab atas pengawasan dan pelaksanaan secara menyeluruh
terhadap kegiatan produksi.
9. Kepala Teknik
Tugas:
- Memperhitungkan dan merencanakan kebutuhan sparepart untuk
Tanggung Jawab:
- Bertanggung jawab atas pemeliharaan dan perbaikan peralatan produksi
dan penjadwalan pelaksanaan pemeliharaan dan perbaikan seluruh
peralatan produksi.
10. Kepala Gudang
Tugas:
- Memastikan tersedianya bahan-bahan yang diperlukan untuk proses
produksi.
- Melaksanakan administrasi yang berhubungan dengan kegiatan di gudang.
- Mengkoordinasi dan memonitor kegiatan penerimaan, penyimpanan,
pendistribusian dan re-ordering barang stok.
Tanggung Jawab:
- Bertanggung jawab terhadap ketersediaan bahan-bahan yang diperlukan
dalam proses produksi.
- Bertanggung jawab atas pengembangan dan kelangsungan kegiatan
laboratorium.
11. Kepala HRD
Tugas:
- Melaksanakan kebijakan perusahaan dalam bidang umum dan personalia.
- Melakukan perekrutan tenaga kerja, penetapan gaji, upah karyawan, sesuai
dengan bakat, kemampuan, tingkat keterampilan dan pengalaman kerja.
Tanggung Jawab:
- Bertanggung jawab terhadap kebutuhan tenaga kerja baik kuantitas
maupun kualitas.
- Bertanggung jawab terhadap hal-hal yang berhubungan dengan
kemasyarakatan.
12. Kepala Administrasi dan Keuangan
Tugas:
- Menyiapkan laporan keuangan secara periodik.
- Mengelola sumber-sumber keuangan yang ada dengan efektif.
- Menyusun neraca laba-rugi setiap bulan.
- Mengatur perhitungan dan kewajiban-kewajiban finansial perusahaan.
Tanggung Jawab:
- Bertanggung jawab atas pengeluaran uang untuk pembiayaan usaha dan
pembayaran kepada pihak lain.
- Bertanggung jawab terhadap keuangan perusahaan.
13. Kepala Umum
Tugas:
- Merencanakan dan mengatur ekspedisi/ ekspor barang jadi.
- Mengatur semua yang berhubungan dengan tugas luar/ dinas luar dari
perusahaan.
Tanggung Jawab:
- Bertanggung jawab terhadap semua kegiatan yang diadakan baik dalam
maupun luar daerah.
14. Kasubbag Administrasi Pembelian
Tugas:
- Membukukan dalam catatan harian setiap transaksi pembelian bahan baku.
Tanggung Jawab:
- Bertanggung jawab terhadap pembukuan dan catatan harian transaksi
pembelian bahan baku setiap periode.
15. Kasubbag Kontrol Produksi
Tugas:
- Mengawasi dan mengontrol pekerjaan di bagian produksi dan memastikan
sumber daya yang diperlukan baik berupa material maupun tenaga kerja.
Tanggung Jawab:
- Bertanggung jawab atas pengontrolan kegiatan produksi dan sumber daya
yang diperlukan baik berupa material maupun tenaga kerja.
16. Kasubbag Laboratorium
Tugas:
- Mengawasi dan mengkoordinir pekerjaan dan kegiatan di laboratorium.
Tanggung Jawab:
- Bertanggung jawab atas pekerjaan dan kegiatan di dalam laboratorium.
17. Kasubbag Produksi Shift I, II, dan III
Tugas:
Tanggung Jawab:
- Bertanggung jawab terhadap jalannya proses produksi sesuai dengan yang
ditetapkan.
18. Kasubbag Power House/ Listrik
Tugas:
- Memeriksa pengadaan listrik untuk kelancaran seluruh kegiatan
perusahaan.
- Memelihara pembangkit listrik yang ada (power house)
Tanggung Jawab:
- Bertanggung jawab terhadap pengadaan dan pemakaian listrik perusahaan.
19. Kasubbag Bengkel dan Pemeliharaan
Tugas:
- Memperbaiki kerusakan mesin-mesin produksi dan seluruh alat
transportasi perusahaan.
- Mengkoordinir pelaksanaan pemeliharaan mesin-mesin dan fasilitas lain.
Tanggung Jawab:
- Bertanggung jawab atas perbaikan mesin-mesin produksi dan seluruh alat
transportasi perusahaan.
- Bertanggung jawab atas kegiatan pemeliharan mesin-mesin fasilitas lain.
20. Kasubbag Bahan Baku
Tugas:
Tanggung Jawab:
- Bertanggung jawab atas keamanan bahan baku di gudang bahan baku.
21. Kasubbag Barang Jadi
Tugas:
- Mencatat jumlah barang jadi yang diproduksi.
- Mengatur pengepakan dan penyimpanannya sesuai dengan pesanan.
Tanggung Jawab:
- Bertanggung jawab atas keamanan barang-barang yang ada di gudang
barang jadi.
- Bertanggung jawab atas barang-barang yang akan dikirim/diekspor.
22. Kasubbag Material
Tugas:
- Mencatat pemasukan material dan mengatur penyimpanannya.
Tanggung Jawab:
- Bertanggung jawab atas keamanan barang-barang yang ada di gudang
material.
23. Satpam
Tugas:
- Membantu tamu yang berkunjung ke perusahaan, melayani mereka, dan
mengantarkan tamu untuk bertemu dengan karyawan ingin dijumpainya.
Tanggung Jawab:
- Bertanggung jawab atas keamanan perusahaan baik pada saat produksi
24. Kasubbag Administrasi dan Personalia
Tugas:
- Membuat laporan jumlah karyawan kepada departemen tenaga kerja dan
mencatat lowongan kerja serta menerapkan syarat bagi karyawan baru.
- Memeriksa daftar absensi yang ditujuk dalam time recorded card untuk
menentukan jumlah jam kerja biasa dan jam kerja lembur serta
mencatatnya dalam daftar gaji.
Tanggung Jawab:
- Bertanggung jawab dalam penambahan, pengurangan, dan pelatihan
sumber daya manusia.
- Mengadakan hubungan keluar dengan perusahaan lain dan pejabat yang
menangani bidang perburuhan atau ketenagakerjaan.
25. Kasubbag Administrasi dan Pembukuan
Tugas:
- Membukukan dalam catatan harian setiap transaksi dan mencatat seluruh
pengeluaran untuk kegiatan perusahaan.
- Membuat neraca dan laporan laba rugi setiap periode.
Tanggung Jawab:
- Bertanggung jawab terhadap pembukuan dan catatan harian setiap
transaksi dan laporan laba rug setiap periode.
26. Kasubbag Kasir:
Tugas:
- Menyimpan bukti-bukti keuangan.
Tanggung Jawab:
- Bertanggung jawab atas penerimaan dan pengeluaran kas setiap hari.
27. Kasubbag Umum dan Dinas Luar
Tugas:
- Mengatur semua sarana dan prasarana yang dibutuhkan dan alat
transportasi untuk dinas luar.
Tanggung Jawab:
- Bertanggung jawab atas semua fasilitas yang digunakan selama dinas luar.
28. Kasubbag Ekspedisi / Ekspor
Tugas:
- Mengawasi dan memeriksa barang jadi yang akan diekspor.
- Menjadwalkan keberangkatan barang jadi.
Tanggung Jawab:
- Bertanggung jawab terhadap semua administrasi yang dibutuhkan dalam
pengiriman barang jadi.
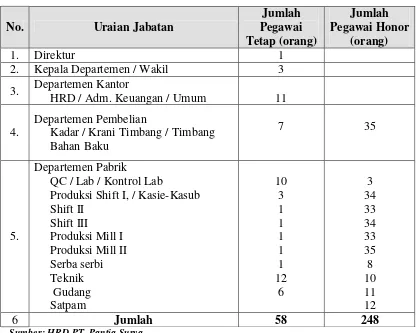
2.5.3. Tenaga Kerja
Adapun jumlah tenaga kerja untuk pelaksanaan operasi produksi pada PT
Pantja Surya adalah 306 orang karyawan dengan pembagian bahwa tenaga kerja
tetap adalah 58 orang karyawan sedangkan tenaga kerja harian adalah 248 orang
Tabel 2.1. Jumlah Tenaga Kerja Pada PT. Pantja Surya
No. Uraian Jabatan
Jumlah Pegawai Tetap (orang)
Jumlah Pegawai Honor
(orang)
1. Direktur 1
2. Kepala Departemen / Wakil 3
3. Departemen Kantor
HRD / Adm. Keuangan / Umum 11
4.
Departemen Pembelian
Kadar / Krani Timbang / Timbang Bahan Baku
7 35
5.
Departemen Pabrik
QC / Lab / Kontrol Lab
Produksi Shift I, / Kasie-Kasub Shift II
Shift III
Produksi Mill I Produksi Mill II Serba serbi Teknik Gudang Satpam
10 3 1 1 1 1 1 12
6
3 34 33 34 33 35 8 10 11 12
6 Jumlah 58 248
Sumber: HRD PT. Pantja Surya
2.5.4. Jam Kerja
Pada prinsipnya karyawan menjalankan pekerjaan selama 8 jam sehari dan
40 jam seminggu sesuai dengan Undang-Undang No. 1 Tahun 1981 mengenai
pengaturan dan pembagian waktu kerja untuk setiap bagian diatur oleh perusahaan
sesuai dengan kebutuhan bagian tersebut dengan berpedoman pada peraturan
perundang-undangan yang berlaku.
Adapun jadwal kerja karyawan dibagi menjadi 2 golongan, yaitu karyawan
1. Karyawan Non Shift
Karyawan non shift adalah karyawan pada bagian kantor yaitu Manajer
Kantor dan bawahannya dan bagian gudang. Jam kerja untuk karyawan non shift
adalah 7 jam kerja pada hari Senin – Jumat dan 5 jam kerja pada hari Sabtu, yang
dapat dilihat pada Tabel 2.2. berikut:
Tabel 2.2. Jam Kerja Karyawan Non Shift
Hari Jam Kerja Istirahat
Senin-Jumat 08.00-16.00 WIB 12.00-13.00 WIB
Sabtu 08.00-13.00 WIB -
Minggu - -
Sumber: HRD PT. Pantja Surya
2. Karyawan Shift
Sedangkan untuk karyawan shift adalah karyawan selain dari karyawan
kantor dan gudang. Dalam satu hari kerja, karyawan shift terbagi atas 3 shift. Jam
kerja dan istirahat dapat dilihat pada Tabel 2.3. berikut ini:
Tabel 2.3. Jam Kerja Karyawan Shift
Shift Jam Kerja Istirahat
I 07.00 WIB - 15.00 WIB ½ jam dalam sehari sesuai
kebijaksanaan kepala bagian masing-masing
II 15.00 WIB - 23.00 WIB
III 23.00 WIB – 07.00 WIB
Sumber: HRD PT. Pantja Surya
2.5.5. Sistem Pengupahan dan Fasilitas yang Digunakan
Pembayaran upah di PT. Pantja Surya besarnya upah atau gaji yang
dibayarkan sesuai dengan ketentuan yang dikeluarkan oleh Departemen Tenaga
berdasarkan insentif yang penentuan besarnya didasarkan pada lama dan prestasi
kerja.
Sistem pengupahan pada perusahaan ini dapat dikelompokkan menjadi dua
bagian berdasarkan status dari karyawan atau pegawai dalam perusahaan tersebut.
Adapun pembagian status tersebut dapat dibedakan sebagai berikut:
1. Karyawan Tetap
Karyawan yang diangkat dan diberhentikan berdasarkan surat keputusan
direksi dan mendapatkan tambahan gaji bulanan yang dimasukkan ke dalam
skala gaji berdasarkan keahlian, masa kerja dan kedudukannya.
2. Karyawan Harian
Tenaga kerja yang menerima gaji satu bulan dua kali periode yaitu pada
pertengahan bulan dan akhir bulan. Upah yang diterima berdasarkan UMSP
(Upah Minimum Sektoral Propinsi) yang dibayarkan berdasarkan waktu kerja
dan hasil kerja.
PT Pantja Surya juga memberikan jasa produksi kepada semua karyawan
yang dibayarkan pada akhir tahun (Desember) sesuai dengan masa kerja. Selain
itu setiap karyawan juga diberikan insentif dan fasilitas untuk mendorong
karyawan bekerja lebih giat dalam meningkatkan prestasinya. Adapun insentif dan
fasilitas yang disediakan oleh perusahaan adalah sebagai berikut:
1. Pemberian Cuti
Perusahaan memberikan cuti tahunan kepada karyawan maksimal 12 hari
2. Tunjangan Hari Besar Agama
Perusahaan memberikan tunjangan hari besar agama kepada para karyawan.
Yang diberikan pada saat hari raya Idul Fitri sebesar satu bulan gaji.
3. Jaminan Sosial Tenaga Kerja
Perusahaan memberikan asuransi keselamtan kerja untuk melindungi
karyawan dari hal-hal yang tidak diinginkan yang terjadi selama
melaksanakan pekerjaannya. Adapun Jaminan Sosial Tenaga Kerja
(Jamsostek) ini berupa:
- Jaminan Hari Tua (JHT) dengan premi 5,7 % perbulan, dimana 2 %
dibayar oleh karyawan dan 3,7 % dibayar oleh perusahaan.
- Jaminan Kematian (JK) dengan premi sebesar 0,3 % yang dibayarkan oleh
perusahaan.
- Jaminan Pemeliharaan Kesehatan ( JPK), dimana karyawan yang belum
berkeluarga dipotong sebesar 3 % dan karyawan yang telah berkeluarga
sebesar 6 % yang dibayarkan oleh perusahaan
- Kecelakaan, untuk ini premi asuransi sebesar 0,89% dibayarkan oleh
perusahaan.
4. Perawatan Kesehatan
Perusahaan menyediakan saran perawatan kesehatan berupa poliklinik yang
terletak di lokasi perusahaan.
5. Fasilitas Kerja
Untuk menunjang kelancaran tugasnya perusahaan juga menyediakan
kesehatan kerja seperti kaca mata las, penutup mulut, marker, helm, sarung
tangan, sepatu pengaman dan sebagainya.
6. Sarana Ibadah
PT. Pantja Surya menyediakan sarana beribadah bagi karyawan, yaitu sebuah
Mesjid yang berada di areal pabrik.
7. Perumahan
Selain itu perusahaan juga menyediakan sarana untuk kesejahteraan
karyawannya yang berupa perumahan untuk para karyawan khususnya untuk
karyawan bagian produksi, teknik / bengkel yang jam kerjanya dengan system
shift dan juga bagian bagian lain yang dianggap layak untuk mendapat fasilitas
perumahan oleh perusahaan. Selain itu karyawan yang tinggal di perumahan
karyawan juga mendapatkan sarana air bersih dan listrik yang juga ditanggung
oleh perusahaan.
2.6. Proses Produksi
Proses produksi merupakan suatu cara, metode dan teknik untuk
menciptakan atau menambah kegunaan suatu barang atau jasa dengan
menggunakan sumber-sumber yang ada.
2.6.1. Standar Mutu Produk
Bahan baku (Raw Material) yang diguankan pada PT. Pantja Surya ini
diperoleh dari beberapa kota di Sumatera Utara. Dalam penerimaan bahan baku
1. Kadar karet kering (Dry Rubber Content) ≥30%.
2. Bebas dari kontaminasi (kain, plastik, logam, vulkanis, lumpur).
Dalam usaha meningkatkan dan mempertahankan hasil produksi, PT.
Pantja Surya membuat suatu klasifikasi standar mutu produk. Produk yang
dihasilkan di PT. Pantja Surya memiliki standar mutu yang harus dipenuhi agar
kepuasan konsumen yang menggunakan produk yang dihasilkan oleh PT. Pantja
Surya akan terjamin. Adapun spesifikasi produk crumb rubber di PT Pantja Surya
dapat dilihat pada Tabel 2.4. berikut:
Tabel 2.4. Standar Mutu Barang Jadi PT. Pantja Surya
No Grade DIRT
(%) Maks
ASH (%) VM (%) Po (%) PRI
(%)
N2 (%)
1 SIR 20 0,14 0,5 – 0,7 0,18 – 0,35 34 – 39 >65 0,2 – 0,3
2 SIR 20-C 0,14 0,5 – 0,7 0,18 – 0,35 34 – 41 >70 0,2 – 0,3
3 SIR 20-VK 0,16 0,5 – 0,7 0,18 – 0,35 30 – 35 >50 0,2 – 0,3
Sumber :Laboratorium Quality Control PT. Pantja Surya
Keterangan:
1. SIR : Standard Indonesian Rubber
2. DIRT
Kotoran disini merupakan benda asing yang tidak dapat larut dan tidak dapat
melalui saringan dengan ukuran 325 mesh. Kadar kotoran ini berpengaruh
kepada tahanan retak dan kelenturan barang-barang dari karet nantinya.
3. ASH : Kadar abu
Untuk melindungi konsumen terhadap penambahan bahan-bahan pengisi ke
4. VM (Volatile Matter) : Kadar zat menguap
Kadar zat menguap adalah bobot yang hilang dari potongan uji setelah
mengalami proses pengeringan. Zat menguap di dalam karet mentah terdiri
dari uap air dan sisanya adalah zat – zat lain seperti serum yang mudah
menguap pada suhu 1000C. Pengujian ini dilakukan untuk menjamin bahwa
karet yang disajikan cukup kering.
5. Po : Platisitas awal
Untuk menjamin kekenyalan barang-barang yang akan dibuat dari karet ini.
6. PRI (Plasticity Retention Indeks)
Ketahanan karet terhadap degradasi oleh oksidasi, semakin besar harga PRI
semakin bagus karet tersebut.
7. N2 : Kadar nitrogen
Untuk menjamin jumlah maksimum kadar N2 yang boleh terdapat pada karet.
2.6.2. Bahan
Dalam memproduksi Crumb Rubber selain bahan baku utama juga
menggunakan bahan tambahan dan bahan penolong. Bahan-bahan tesebut adalah:
1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dengan persentase
komposisi bahan yang tinggi dan merupakan bagian yang integral dari suatu
produk jadi. Bahan baku yang digunakan dalam proses produksi adalah:
- Cup Lump : Karet mentah yang berbentuk mangkok kecil
- SlapLump : Karet mentah gabungan beberapa slap
2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam komposisi kecil
tetapi cukup mempengaruhi produk dan dibutuhkan utnuk menyelesaikan suatu
produk. Bahan tambahan ini ada yang turut bereaksi dengan bahan baku, ada yang
tidak turut, ada yang turut tetapi tidak mengubah bentuk (kimia) bahan yang
direaksikan (inert).
Adapun bahan tambahan yang digunakan untuk memproduksi crumb
rubber ini adalah air dan hidroksilamin sulfat (HNS). Air digunakan untuk
membantu dalam proses perataan campuran bahan baku (homogenisasi) pada
Feeder Breaker, Tunning Tank, Mixing Tank I dan Mixing Tank II. Sedangkan
HNS khusus digunakan untuk proses perendaman untuk pembuatan crumb rubber
dengan spesifikasi SIR 20 VK.
3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung pada
produk dan bukan merupakan komposisi produk tetapi digunakan untuk
menyelesaikan suatu produk atau sebagai pelengkap produk. Bahan penolong
yang digunakan adalah:
a. Plastik kantong untuk membungkus barang jadi (crumb rubber).
b. Metal Box sebagai tempat meletakkan crumb rubber yang telah dibungkus
c. Plastik interlayer digunakan sebagai pembatas antar lapis kantong barang jadi.
d. Plastik selubung sebagai penutup atas.
f. Bahan bakar elpiji untuk merekatkan plastik selubung penutup atas metal box.
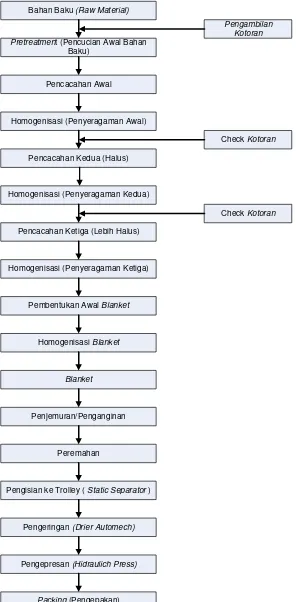
Uraian Proses Produksi
Proses produksi pembuatan crumb rubber dapat dikelompokkan atas
beberapa tahap sebagai berikut:
1. Penerimaan Bahan Baku
Ada tiga kegiatan yang harus dilaksanakan dalam penerimaan bahan baku
(Checking of Raw Material System), yaitu:
a. Cutting and Selecting
Bahan baku yang datang terlebih dahulu dipotong dan dipisahkan berdasarkan
bentuknya apakah cup lump, slap lump atau slap.
b. Inspection to Pick-Out Foreign Contamination
Memeriksa dan membuang kotoran-kotoran yang masih ada.
c. Sampling for Testing : Po, Dirt and DRC (kadar karet kering)
Mengambil sampel bahan baku untuk melihat kadar karet kering, plastisitas,
dan kekotorannya.
2. Proses Pengolahan
Secara umum proses pengolahan di PT. Pantja Surya dapat dibagi menjadi
empat tahap yaitu proses milling, penjemuran/penganginan, proses produksi
crumb, dan pengepakan (packing). Proses pengolahannya dapat diuraikan atas
Check Kotoran
Homogenisasi (Penyeragaman Awal)
Homogenisasi (Penyeragaman Kedua) Pencacahan Kedua (Halus)
Pencacahan Ketiga (Lebih Halus)
Pembentukan Awal Blanket
Blanket
Homogenisasi (Penyeragaman Ketiga)
Homogenisasi Blanket
Penjemuran/Penganginan
Peremahan
Pengisian ke Trolley ( Static Separator )
Pengeringan (Drier Automech)
Pengepresan (Hidraulich Press)
Packing (Pengepakan) Pencacahan Awal
Pretreatment (Pencucian Awal Bahan Baku)
Bahan Baku (Raw Material)
Pengambilan Kotoran
[image:50.595.165.461.113.715.2]Check Kotoran
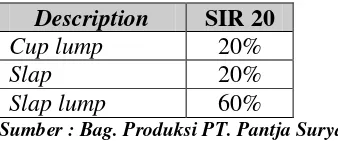
a. Proses Produksi Milling
Proses produksi milling adalah proses pembuatan blanket. Bahan baku
yang digunakan ada tiga bentuk yaitu cup lump, slap dan slap lump. Perbandingan
[image:51.595.222.391.250.322.2]penggunaannya dapat dilihat pada Tabel 2.5.
Tabel 2.5. Perbandingan Bahan Baku (Mixing Ratio) untuk SIR 20
Description SIR 20
Cup lump 20%
Slap 20%
Slap lump 60%
Sumber : Bag. Produksi PT. Pantja Surya
Bahan baku ini dimasukkan ke dalam Feeder Breaker untuk dicuci dengan
menggunakan air. Air ini dipompa dari unit pengolahan air yang diperoleh dari
sungai yang ada di dekat lokasi pabrik. Pencucian ini berguna untuk
membersihkan bahan baku dari kotoran–kotoran yang ada misalnya kayu,
daun-daunan, vulkanis, tanah dan pasir. Bahan yang telah dicuci dimasukkan ke dalam
Breaker untuk dicacah (dipotong-potong). Bahan yang telah dipotong tadi masuk
ke Screw Conveyor dan ditransfer ke Belt Conveyor. Di Belt Conveyor ini
dilakukan pengambilan kontaminasi (kotoran) masih ada secara manual. Setelah
itu bahan baku masuk ke dealam Turning Tank dimana air yang ada di dalam
tangki berputar yang berguna untuk penyeragaman dan pencucian awal cacahan
karet selama 15 menit.
Dari Turning Tank, bahan yang telah diseragamkan masuk ke dalam Screw
Cutter untuk dicacah kembali sampai halus (pencacahan kedua) dengan
dengan menggunakan Screw Conveyor untuk menyeragamkan hasil cacahan yang
kedua.
Setelah penyeragaman dilakukan, kemudian hasil cacahan yang kedua
masuk kedalam hammer mill untuk dipecah-pecah menjadi lebih halus dan masuk
kedalam rotary statik. Setelah itu masuk kedalam Mixing Tank II untuk
penyeragaman yang ketiga dengan bantuan air.
Selanjutnya karet yang telah diseragamkan (homogenisasi) masuk kedalam
Creeper 1 untuk dipress, perlakuan ini untuk pembentukan awal blanket satu
lapis. Kemudian blanket awal masuk ke dalam creeper2 sampai dengan creeper 6
secara kontinu untuk pembentukan blanket dua lapis dan keseragaman tebal
blanket. Setelah selesai dari creeper didapatlah blanket dengan berat 7 – 8 kg per
tiga meter, dan tebal 7,0 – 8,0 mm ( standar pengendalian blanket).
b. Penjemuran/Penganginan
Penjemuran dan penganginan dilakukan di kamar gantung blanket yang
ada di pabrik selang waktu idealnya 7-12 hari.
c. Proses Produksi Crumb
Blanket yang telah dijemur dan dianginkan selama 7-12 hari diturunkan
dan dimasukkan ke dalam mesin Shredder untuk dicacah. Karet remahan diisi ke
dalam Trolley dengan menggunakan statik pengisisan trolley untuk membentuk
Cake. Trolley yang telah terisi karet remahan dimasukkan ke dalam Drier
Automech untuk dikeringkan pada suhu 135-140°C selama 4,5-5,5 menit untuk
Karet remahan yang telah dipanaskan/dikeringkan kemudian dipress
dengan Hydraulich Press membentuk bale dengan berat 35 kg/bale.
d. Pengepakan
Crumb rubber yang telah jadi dengan berat 35 kg/bale dikemas dengan
menggunakan kantong plastik dan setiap bale ke 9,18, 27 dan 36 dipotong sampel
±250 gram untuk dianalisa di laboratorium. Lalu setiap bale ke 6, 12, 18, 24, 30,
dan 36 bagian tengahnya dipotong untuk memastikan bahwa karet remah ini telah
masak dengan sempurna. Yang menandakannya adalah jika pada bale masih
terdapat bintik – bintik putih maka perlu dilakukan proses pemeraman kembali
agar karet remah masak dengan sempurna dan dapat segera dikirim kepada
pelanggan.
Bale yang telah dikemas ke dalam kantong plastik (kemasan SIR) kemudian
ditimbang kembali agar berat setiap bale karet remah 35 kg untuk kemudian
dikemas di dalam metal box yang berisikan 36 bale karet remah yang disusun
dalam enam lapisan. Sebelum dikemas dalam metal box, bale terlebih dahulu
dilewatkan melalui metal detector dengan conveyor untuk mendeteksi logam yang
ada di dalam bale. Karet remah yang telah dikemas didalam metal box kemudian
ditimpa dengan alat timpa sebanyak dua kali penimpaan agar tidak ada bale yang
keluar dari metal box untuk kemudian metal box ditutup dengan plastik selubung
dan plastik selubung dibakar untuk merekatkan plastik selubung dengan metal
Mesin dan Peralatan
Dalam menjalankan proses produksinya PT. Pantja Surya menggunakan
beberapa mesin dan peralatan. Adapun mesin dan peralatan itu adalah:
1. Pompa I
Fungsi : Memompakan air dari Water Treatment ke Feeder
Breaker Conveyor dan Turning tank.
Jumlah : 1 unit
Laju alir : 10m3/jam
Daya pompa : 5,5 KW
Putaran : 2900 rpm
Voltage : 380 Volt
Arus : 14,5 Ampere
Cos φ : 0,83
2. Feeder Breaker
Fungsi : Tempat pencucian bahan baku ( pencucian awal)
Jumlah : 1 unit
Bahan : Stainless Steel
Sistem Operasi : Batch
3. Breaker
Fungsi : Pemotong bahan baku (pencacahan awal)
Tahun / Merk : 1997/ Lokal
Jumlah : 1 unit
Sistem Operasi : Kontinu
4. Screw Conveyor 1
Fungsi : Pembawa bahan baku ke Belt Conveyor
Tahun / Merk : 1997 / Lokal
Jumlah : 1 unit
Bahan : Stainless Steel
Sistem Operasi : Kontinu, aliran
Elektromotor : 10 Hp, 1420 Rpm, 14 Amp
5. Belt Conveyor
Fungsi : Pembawa bahan baku ke Turning Tank
Tahun / Merk : 1998 / Lokal ; 2002 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem Operasi : Kontinu, aliran
Elektromotor : 5 HP, 1420 Rpm, 7 Amp ; 7,5 HP, 1420 Rpm, 10,5 Amp
Spesifikasi : Putaran Akhir 24 Rpm ; Putaran Akhir 21 Rpm
6. Turning Tank
Fungsi : Tempat penyeragaman bahan baku (homogenisasi awal)
Jumlah : 1 unit
Bahan : Stainless Steel
Tipe : Silinder tegak
7. Screw Cutter
Fungsi : Pemotong (pencacah) bahan sampai halus
(pencacahan kedua)
Tahun / Merk : 2002 / Lokal
Jumlah : 1 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 100 HP, 1420 Rpm, 140 Amp
Spesifikasi : Putaran akhir 42 Rpm, screen 25 lubang
8. Screw Conveyor 2
Fungsi : Pembawa bahan ke Mixing I
Tahun / Merk : 2002 / Lokal
Jumlah : 1 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu, aliran
Elektromotor : 10 HP, 1460 Rpm, 14 Amp
Spesifikasi : Putaran Akhir 27 Rpm
9. Pompa II
Fungsi : Memompakan air dari Water Treatment ke Mixing Tank I
dan II
Jumlah : 1 unit
Laju alir : 10m3/jam
Putaran : 2900 rpm
Voltage : 380 Volt
Arus : 10,5 Ampere
Cos φ : 0,8
10. Mixing Tank I
Fungsi : Tempat penyeragaman bahan (homogenisasi tahap kedua)
Jumlah : 1 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu, aliran
11. Hammer Mill
Fungsi : Memecah karet agar lebih halus (pencacahan ketiga)
Tahun / Merk : 1998 / Lokal ; 2004 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu, aliran
Elektromotor : 150HP, 2920 Rpm, 210 Amp ; 150HP, 2920 Rpm,
210 Amp
Spesifikasi : 40 buah hammer, putaran akhir 2920 Rpm ;
84 buah hammer putaran akhir 1635 Rpm
12. Mixing Tank II
Fungsi : Tempat penyeragaman bahan (homogenisasi tahap ketiga)
Jumlah : 1 unit
Sistem operasi : Kontinu, aliran
13. Creeper Jumbo 1
Fungsi : Pengepresesan awal blanket (pembentukan blanket satu
lapis)
Tahun / Merk : 1994 / Lokal ; 1994 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 75 HP, 1460 Rpm, 105 Amp ;
75 HP, 1460 Rpm, 105 Amp
14. Creeper Jumbo 2
Fungsi : Pembentukan blanket 2 lapis (pengepresan lanjut)
Tahun / Merk : 1994 / Lokal ; 1994 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 75 HP, 1460 Rpm, 105 Amp ;
75 HP, 1460 Rpm, 105 Amp
Spesifikasi : Putaran akhir 37 Rpm ; Putaran akhir 37 Rpm
15. Creeper Jumbo 3
Fungsi : Pembentukan blanket 2 lapis (pengepresan lanjut)
Tahun / Merk : 1994 / Lokal ; 1994 / Lokal
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 75 HP, 1460 Rpm, 105 Amp ;
75 HP, 1460 Rpm, 105 Amp
Spesifikasi : Putaran akhir 47 Rpm ; Putaran akhir 47 Rpm
16. Creeper Jumbo 4
Fungsi : Pembentukan blanket 2 lapis (pengepresan lanjut)
Tahun / Merk : 1994 / Lokal ; 1994 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 75 HP, 1460 Rpm, 105 Amp ;
75 HP, 1460 Rpm, 105 Amp
Spesifikasi : Putaran akhir 51,5 Rpm ; Putaran akhir 51,5 Rpm
17. Creeper Jumbo 5
Fungsi : Pembentukan blanket 2 lapis (pengepresan lanjut)
Tahun / Merk : 1994 / Lokal ; 1994 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 75 HP, 1460 Rpm, 105 Amp ;
75 HP, 1460 Rpm, 105 Amp
18. Creeper 6
Fungsi : Pembentukan blanket 2 lapis (pengepresan lanjut)
Tahun / Merk : 1999 / Lokal ; 1999 / Lokal ; 1998 / Lokal ; 1998 / Lokal
Jumlah : 4 unit
Bahan : Stainless Steel
Sistem operasi : Kontinu
Elektromotor : 50 HP, 1460 Rpm, 70 Amp ; 50 HP, 1460 Rpm, 70 Amp ;
50 HP, 1460 Rpm, 70 Amp ; 50 HP, 1460 Rpm, 70 Amp
Spesifikasi : Putaran akhir 51,4 Rpm ; Putaran akhir 51,4 Rpm ;
Putaran akhir 51,4 Rpm ; Putaran akhir 51,4 Rpm
19. Weighing Scale
Fungsi : Menimbang blanket sebelum penjemuran/penganginan
Jumlah : 1 unit
Bahan : Stainless Steel
20. Lift Kamar Gantung Blanket (KGB)
Fungsi : Membawa blanket tang telah ditimbang ke hanging sheed
Tahun / Merk : 1994 / Lokal ; 1997 / Lokal
Jumlah : 2 unit
Elektromotor : 20 HP, 1460 Rpm, 42 Amp ; 30 HP, 1460 Rpm, 42 Amp
Spesifikasi : Putaran akhir 24 Rpm ; Putaran akhir 29 Rpm
21. Hanging Sheed
Fungsi : Tempat penjemuran/penganginan
Bahan : Kayu
22. Shredder
Fungsi : Pemotongan blanket (peremahan kembali untuk
pembentukan crumb rubber)
Tahun / Merk : 1994 / Lokal ; 1996 / Lokal
Jumlah : 2 unit
Bahan : Stainless Steel
Elektromotor : 150 HP, 1460 Rpm, 210 Amp ;
150 HP, 1460 Rpm, 210 Amp
Spesifikasi : Putaran akhir 85 Rpm ; Putaran akhir 85 Rpm
23. Drier Automech
Fungsi : Pengeringan karet remahan
Tahun / Merk : 1994 / Malaysia (local)
Jumlah : 1 unit
Bahan : Stainless Steel dilapisi batu bata
Sistem operasi : Kontinu
Elektromotor : 150 HP, 1460 Rpm, 210 Amp
24. Hidraulic Press
Fungsi : Pengepresan karet remahan (pembentukan bale)
Tahun / Merk : 1994 / Lokal ; 1995 / Lokal ; 1998 / Lokal
Jumlah : 3 unit
Bahan : Stainless Steel