LAMPIRAN
Lampiran 1
Gambar : Slab
Lampiran 2
Lampiran 3
Gambar : Wallace Punch
Lampiran 4
Gambar : Plastimeter
Lampiran A
Standar Mutu SIR menurut SNI 06-1903-2011
No Jenis Uji Karakteristik
Satuan Persyaratan
SIR 10 SIR 20
1 Kadar Kotoran % Max 0,08 Max 0,16
2 Kadar Abu % Max 0,75 Max 1,00
3 Kadar Zat Menguap % Max 0,80 Max 0,80
4 PRI - Min 50 Min 40
5 P – 0 - Min 30 Min 30
6 Nitrogen % Max 0,60 Maz 0,60
7 Viscositas Mooney - - -
8 Lambang - Coklat Merah
9 Tebal plastic bandela Mm 0,03 ± 0,01 0,03 ± 0,01
DAFTAR PUSTAKA
Alaerts, G. 1987. Metoda Peneltian Air. Surabaya. Usaha Nasional.
[Anonim]. 1972. Work Introduction of production department. Medan. PT. Perkebunan Nusantara III, Dolok Merawan.
Anwar, A. 1987. Teknologi Pengolahan Karet Spesifikasi Teknis. Sungai Putih, Medan. Lembaga Pendidikan Perkebunan.
Kartowardoyo. S. 1980. Penggunaan Wallace Plastimeter Untuk Penentuan Karakteristik Pematangan Karet Alam. Yogyakarta. UGM- PRESS.
Kartowiryo, S. 1970. Kemungkinan Pengolahan Karet Remah di Indonesia. Jakarta. PT. Soeroengan Djakarta.
Kartowiryo, S. 1989. Komoditi Karet. Cetakan Pertama. Yogyakarta. Kanisius.
Kroschwitz, J.I. 1998. Concise Encylopedia Of Polymer Science and Enginering. New York. John Willey and Sons, Inc.
Kunardi, W. 1969. Kemungkinan Pengolahan Karet Remah Di Indonesia. Bogor Balai Penelitian Perkebunan.
Ompusunggu, M. 1987. Pengetahuan Lateks Havea. Sei Putih. Balai Penelitian Perkebunan.
Polhamus, L.G. 1962. Rubber. New York. Intersciense Publishers, Inc.
Spillane, J. 1989. Komoditi karet. Cetakan Pertama. Yogyakarta. Kanisius.
Tim Penulis PS. 1992. Karet Budidaya dan Pengolahan, Strategi Pemasaran. Jakarta. Penebar Swadaya.
BAB 3
METODOLOGI PENELITIAN
3.1 Alat- Alat
1. Mill
2. Gunting
3. Oven
4. Wallace Punch
5. Plastimeter
3..2 Bahan
1. Cup Lump
2. Slab
3.3 Prosedur Penelitian
3.3.1 Pembuatan Sampel Exblending
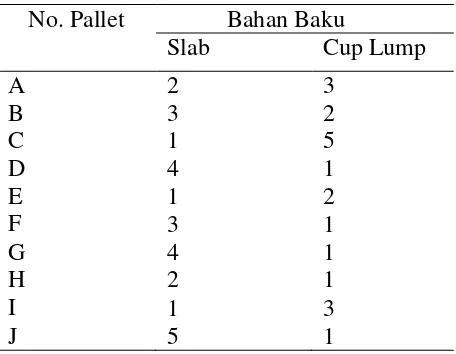
1. Campuran pembuatan sampel exblending dari Slab dan Cup Lump
Dengan perbandingan 2 : 3
Dengan perbandingan 2 : 3
3. Campuran pembuatan sampel exblending dari Cup Lump dan Slab
Dengan perbandingan 5 : 1
4. Campuran pembuatan sampel exblending dari Slab dan Cump
Lump Dengan perbandingan 4 : 1
5. Campuran pembuatan sampel exblending dari Cup Lump dan Slab
Dengan perbandingan 2 : 1
6. Campuran pembuatan sampel exblending dari Slab dan Cup Lump
Dengan perbandingan 3 : 1
7. Campuran pembuatan sampel exblending dari Cup Lump dan Slab
Dengan perbandingan 4 : 1
8. Campuran pembuatan sampel exblending dari Slab dan Cup Lump
Dengan perbandingan 2 : 1
9. Campuran pembuatan sampel exblending dari Cup Lump dan Slab
Dengan perbandingan 3 : 1
10.Campuran pembuatan sampel exblending dari Slab dan Cup Lump
Dengan perbandingan 5 : 1
3.3.2 Penentuan PRI
1. Dipastikan alat Po/ PRI dalam keadaan layak dan aman digunakan.
2. Ditipiskan sample exblending 15- 25 gr sebanyak 3 pass dengan
3. Dipotong dengan Wallace punch sebanyak 6 butir ( 3 butir untuk
Po dan 3 butir untuk Pa).
4. Dipastikan plastimeter telah “ready” untuk digunakan.
5. Dimasukkan talam berisi sampel ke dalam oven selama 30 menit
pada temperatur 140± 0,2o
6. Dikeluarkan sampel dari oven dan tunggu sampai dengan suhu C.
Kamar.
7. Diuji Po dan Pa untuk mendapatkan nilai PRI (nilai Po dan Pa
adalah average masing- masing Po dan PRI).
8. Ditampung kertas yang telah bercampur dengan sampel dan
3.3.3 Penggunaan Plastimeter
1. Dipastikan alat dalam keadaan layak dan aman digunakan.
2. Dihidupkan saklar utama.
3. Diatur setting panas pada steam generator sehingga tekanan uap
yang dihasilkan berkisar 0,5 – 1 psi.
4. Dimasukkan sampel yang akan dianalisa.
6. Waktu analisa adalah berkisar 40 detik, dimulai pada saat platen
diturunkan.
7. Dimatikan kembali platen dan dikeluarkan sampel yang telah
Dianalisa dan Diganti sampel lain yang akan dianalisa.
8. Bila dibutuhkan, digunakan kain atau sarung tangan pada saat
Memasukkan air Steam Generator untuk menghindarkan tersengat
BAB 4
DATA DAN PEMBAHASAN
4.1. Data Percobaan
Pengumpulan data percobaan diperoleh dari data pengamatan yang dilakukan sendiri
di PT. Perkebunan Nusantara III- Dolok Merawan.
Tabel 4.1(a) Perbandingan Bahan Baku
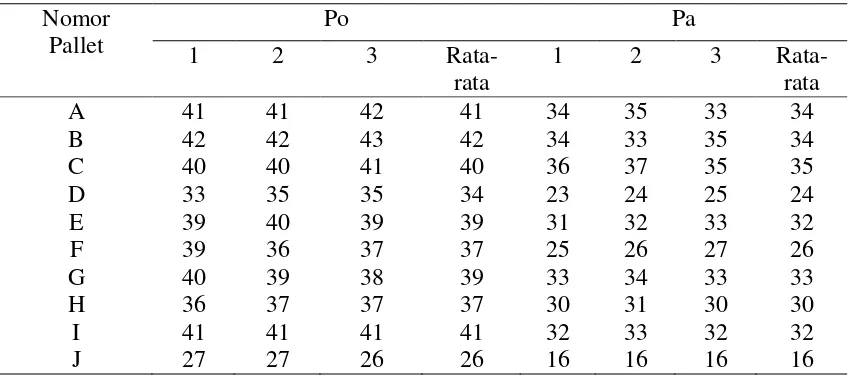
Table 4.1.(b) Pengujian Po/ PRI
Untuk menentukan nilai Plasticity Retention Index (PRI), sebagai salah satu penentu
standar mutu SIR 10 di PT. Perkebunan Nusantara III- Dolok Merawan, maka
perhitungannya:
Diketahui, untuk pallet A: plastisitas sebelum pengusangan (Po) = 41
Diketahui, untuk pallet B : plastisitas sebelum pengusangan (Po) =42
Plastisitas sesudah pengusangan (Pa) =34
Maka Nilai PRI :
Nilai PRI = ��
�� x 100%
= 34
42 x 100%
= 81 %
Diketahui, untuk pallet C : plastisitas sebelum pengusangan (Po) =40
Plastisitas sesudah pengusangan (Pa) =35
Maka Nilai PRI :
Nilai PRI = ��
�� x 100%
= 40
35 x 100%
= 88 %
Diketahui, untuk pallet D : plastisitas sebelum pengusangan (Po) = 34
Plastisitas sesudah pengusangan (Pa) = 24
Nilai PRI = ��
�� x 100%
= 34
24 x 100%
= 71 %
Dengan cara yang sama untuk pallet E – J pallet diperoleh hasil perhitungan sebagai
berikut:
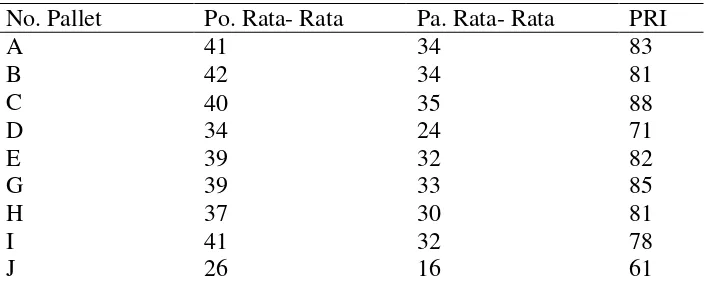
Tabel 4.3. Hasil Perhitungan
No. Pallet Po. Rata- Rata Pa. Rata- Rata PRI
A 41 34 83
B C
42 34 81
40 35 88
D 34 24 71
E 39 32 82
G 39 33 85
H 37 30 81
I 41 32 78
4.3 Pembahasan
Berdasarkan penelitian yang dilakukan adalah dimana hasil PRI (Plasticity Retention
Index) adalah 61 – 88 %. Dimana angka ini memenuhi syarat standart mutu SIR.
Pencampuran bahan baku yang terdiri dari 75 % Cup Lump dan 25 % Slab. Hal ini
dilakukan untuk mendapatkan kualitas SIR 10. Dikarenakan jika pencampuran tidak
sesuai, maka kualitas karet yang dihasilkan tidak sesuai dengan standar mutu.
Misalnya jika kadar karet sedikit, maka karet yang dihasilkan akan menjadi lembek
dan terdapat butiran- butiran putih (white spot) didalam bandela.
Dari hasil Pengujian PRI yang dilakukan untuk mengukur degrandasi atau
penurunan ketahanan karet mentah terhadap oksidasi pada suhu tinggi, nilai PRI yang
tinggi (lebih 50%) menunjukkan bahwa nilai ketahanan karet terhadap oksidasi
adalah besar. Ini menunjukkan bahwa semakin besarnya nilai PRI yang didapatkan
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari hasil kerja praktek dan perhitungan maka dapat diambil kesimpulan sebagai
berikut :
1. Pengaruh perbandingan dari bahan baku Cump Lump : slab. Yang terdiri dari Cup
Lump 75% dan Slab 25%. Dimana setiap perbandingan yang berbeda,
berpengaruh terhadap bahan baku karet remah nya, jika tidak sesuai dengan
perbandingan bahan baku yang telah bercampur itu akan mengalami bentuk yang
pecah, ada yang tidak lengket antara campuran bahan baku nya.
2. Dari data dan perhitungan, diperoleh nilai PRI yang sesuai dengan standar mutu
SIR 10, yang artinya setiap perbandingan bahan baku antara Cup Lump : Slab
yang berbeda- beda nilainya memperoleh hasil yang memenuhi standar mutu SIR
5.2 Saran
1. Sebaiknya pada saat analisa Nilai PRI diperhatikan pengaturan panas pada steam
Generatornya untuk mendapatkan tekanan uap yang telah ditentukan.
2. Sebaiknya pada pengambilan bahan baku harus lebih diperhatikan perbandingan
Yang telah ditentukan, agar mutu karet remah yang dihasilkan sesuai dengan
BAB 2
TINJAUAN PUSTAKA
2.1 Sejarah Perkembangan Karet
Sejak pertama kali ditemukan sebagai tanaman yang tumbuh secara liar sampai
dijadikan tanaman perkebunan secara besar-besaran, karet memiliki sejarah yang
cukup panjang. Apalagi setelah ditemukan beberapa cara pengolahan dan pembuatan
barang dari bahan baku karet, maka ikut berkembang pula industri yang mengolah
getah karet menjadi bahan berguna untuk kehidupan manusia (Anwar. 1987).
Pada tahun 1493 Michele de Cuneo melakukan pelayaran ekspedisi ke Benua
Amerika yang dahulu dikenal sebagai “Benua Baru”. Dalam perjalanan ini
ditemukan sejenis pohon yang mengandung getah. Pohon-pohon itu hidup secara liar
di hutan-hutan pedalaman Amerika yang lebat. Orang-orang Amerika Asli
mengambil getah dari tanaman tersebut dengan cara menebangnya. Getah yang
didapat kemudian dijadikan bola yang dipantul-pantulkan. Bola ini disukai penduduk
asli sebagai alat permainan. Penduduk Indian Amerika juga membuat alas kaki dan
tempat air dari getah tersebut.
Tanaman yang dilukai batangnya ini diperkenalkan sebgai tanaman Hevea.
Hasil laporan Ekspedisi Peru ditulis dalam buku oleh Freshneau tahun 1749 dengan
Dua tahun kemudian, tepatnya tahun 1751, De La Condomine membuat usulan untuk
mengadakan penelitian lebih lanjut mengenai tanaman Havea ini.
Pengenalan pohon Hevea membuka langkah awal yang sangat pesat kearah
zaman penggunaan karet untuk berbagai keperluan. Cara pelukaan untuk memperoleh
getah karet memang jauh lebih efisien dari pada cara tebang langsung. Lagipula
dengan cara ini tanaman karet bisa diambil getahnya berkali-kali.
Pengetahuan di bidang botani tanaman karet juga berkembang. Pada tahun
1825 diterbitkan sebuah buku mengenai botani tanaman karet atau Hevea Brasiliensis
Muell Erg. Nama ini diperkenakan karena tanaman Hevea yang didapat berasal dari
Brazil, tepatnya di daerah Amazon (Ompusunggu. 1987).
Setelah tahun 1839 dicapailah babak baru yang membuat karet sempat
menjadi primadona daerah-daerah perkebunan di beberapa Negara tropis. Pada tahun
itu Charles Goodyear menemukan cara vulkanisir karet. Goodyear mencampur karet
dengan belerang dan kemudian dipanaskan pada suhu 120o-130o
Berawal dari penemuan Charles Goodyear, karet mulai banyak digunakan
orang untuk dibuat aneka barang keperluan. Cara vulkanisasi memungkinkan orang
untuk mengolah karet menjadi ban. Menurut beberapa literature, Alexander Parkes
ikut pula mengembangkan cara vulkanisasi. Sedangkan yang memiliki ide atau
pencetus gagasan dibuatnya ban adalah Dunlop pada tahun 1888 dan kemudian
dikembangkan oleh Goldrich (Tim Penulis PS, 1999).
2.2 Bahan Baku Crumb Rubber
Bahan baku utama yang digunakan pada pengolahan crumb rubber adalah lump, cup
lump dan slab. Lump adalah lateks yang menggumpal atau telah terkoagulasi. Jika
lateks menggumpal atau terkoagulasi di dalam mangkok penampung lateks disebut
cup lump ataulump mangkok. Sedangkan slab merupakan lateks pekat yang
membeku secara alami,dengan perbandingan cup Lump 3 dan Slab 1.
2.2.1 Slab
Slab adalah bahan baku karet yang terbuat dari lateks yang telah digumpalkan dengan
asam formiad. Slab mempunyai ukuran lebih kurang (60 x 30 x 20) cm.
Bahan baku slab dapat diolah menjadi:
a. SIR 5
b. SIR 10
c. SIR 20
Slab yang baik harus memenuhi ketentuan dan kriteria sebagai berikut:
1) Kadar kotoran maksimum 0,030%.
2) Kadar abu maksimum 0,50%.
3) Tidak terkontaminasi dengan tanah, lumpur, tatal, daun, pupuk (TSP), bahan
Kimia lain selain asam formiad, kawat, goni, plastic, dll.
4) Selama disimpan tidak boleh terendam dengan air atau terkena matahari secara
langsung.
2.2.2 Getah Mangkok (Cup Lump)
Cup lump yaitu bekuan lateks dalam mangkok sadap (tempurung). Jenis
produksi karet yang dihasilkan seperti SIR 20 dan SIR 20 CV. Cup lump yang diolah
dapat berasal dari perkebunan sendiri atau pembelian dari luar (OP/Out Purchase).
Lump mangkok yang berasal dari luar (OP) dibeli dari perkebunan rakyat yang
dibedakan atas 3 jenis yaitu C1, C2, dan C3.
Lihat lampiran 2: Gambar Cup Lump
2.2.3 Lump dan slab
Lump merupakan koagulum yang terbentuk pada mangkok penampung lateks
kebun beberapa saat setelah penyadapan. Menurut Standar Mutu yang kini berlaku,
proses penggumpalan harus terjadi secara alami atau dengan koagulan yang baik.
Mutu I diberlakukan untuk ketebalan tidak lebih dari 50 mm, mutu II diatas 50
sampai 100 mm, mutu III lebih dari 100 hingga 150 mm, ketebalan di atas 150 mm
digolongkan sebagai mutu IV.
Slab adalah gumpalan (koagulum) yang berasal dari lateks kebun yang
sengaja digumpalkan dengan asam semut dan dari lum mangkok segar yang
direkatkan dengan atau tanpa lateks. Slab tipis tidak boleh dikotori oleh tatal sadap,
kayu, daun, pasir dan benda asing lainnya. Jenis- jenis kontaminan tersebut hasil dari
limbah padat yang dihasilkan dari pabrik Crumb Rubber. Perbandingan komposisi
Agar dapat dihasilkan slab tipis yang baik, cara pengolahan yang dilakukan
adalah sebagai berikut :
a. Lump segar harian hasil penyadapan ditata berjajar satu lapis dalam kotak
kayu atau bak pembekuan lain dengan tebal tidak lebih dari 50mm.
b. Lateks kebun langsung ditambahkan larutan asam semut 10% sebanyak 10
ml per liter lateks, kemudian segera dituangkan secara merata ke dalam bak
pembekuan yang telah berisi lum segar, sehingga terbungkus oleh lapisan
lateks.
c. Koagulum yang diperoleh berbentuk slab tipis dengan ketebalan kurang dari
50mm. Slab ini selanjutnya dapat dipipihkan dengan tangan atau benda lain
(kayu) di atas alas yang bersih.
d. Slab tipis ditiriskan dan didinginkan di atas rak atau digantung seperti
meng-gantung sit angin di udara terbuka selama 1 - 2 minggu dan tidak boleh
terkena sinar matahari langsung. Slab tipis yang telah dikering-anginkan
disimpan dalam bangsal penyimpanan. (Spillane J.J., 1989).
2.3 Proses Pengolahan Karet Crumb Rubber
Proses pengolahan karet menjadi produk crumb rubber melalui beberapa tahap, yaitu
1. Penerimaan Bahan Baku
Sesampainya LTT (Lateks Tangk Transport) di pabrik, bahan baku terlebih dahulu
ditimbang menggunakan timbangan digital dengan kapasitas 10 s/d 40.000 kg untuk
mengetahui jumlah bahan baku yang diterima setiap hari. Setiap truk pengangkutan
Latek, cup lump dan Scrab yang tiba di pabrik ditimbang di jembatan timbang untuk
memperoleh berat sewaktu berisi (Bruto) dan sesudah dibongkar kemudian ditimbang
(Tarra) adalah jumlah Latek, cup lump dan Scrab yang diterima di PPK (Pabrik
Pengolahan Karet). Setiap Lateks dan Cup lump yang diterima diambil contohnya
untuk dianalisa.
Penimbangan bahan baku dilakukan terpisah menurut jenis bahan baku yang
diterima dan dibedakan menurut pengirim bahan baku. Tidak dibenarkan Cup lump
dan Slab ditimbang bersamaan. Hal ini dilakukan karena kedua jenis bahan baku ini
memiliki karakter yang berbeda. Kadar Karet Kering (KKK) kedua bahan baku ini
juga berbeda. Hal ini akan mempermudah pemeriksaan Kadar Karet Kering pada
bahan baku.
2. Unloading Muatan dan Pengecilan Ukuran
Cup lump yang telah ditimbang, kemudian dibongkar ditempat penerimaan bahan
baku olahan yang akan diolah menjadi SIR 10/20. Proses pembongkaran ini
dilakukan secara manual yaitu dengan menggunakan tenaga manusia. Setelah
pembongkaran, kemudian dilakukan pengecilan ukuran secara manual yaitu dengan
harus diperhatikan pada saat penerimaan bahan baku adalah bahan baku harus bersih
dari kontaminasi serta kotoran didalamnya antara lain : Daun, Ranting, Tali Rafia,
Besi, tatal, dan lainnya.
3. Pencampuran/Blending
Setelah dilakukan pengecilan ukuran pada cup lump maupun slab, maka kedua bahan
tersebut dimasukkan kedalam bak pencampuran atau bak blending. Tujuan
pencampuran adalah untuk memperoleh kualitas yang diinginkan oleh perusahaan.
Komposisi pencampuran didalam bak pencampuran sangat menentukan mutu hasil
akhir produksi. Pemakaian bahan baku menggunakan sistem FIFO (First In First
Out). Pencampuran bahan baku dilakukan dengan perbandingan 3 : 1, dimana 75%
cup lump/lump dan 25% slab.
4. Pencacahan I
Setelah dilakukan pencampuran didalam bak, kemudian kompo dimasukkan kedalam
prebreaker dengan menggunakan baked elevator. Prebreaker merupakan Alat
pemecah/pemotong bahan baku (Cup lump, Slab) menjadi potongan yang lebih kecil
dengan ukuran ± 30 mm. Yang perlu diperhatikan pada saat pencacahan yaitu :
Ketepatan perbandingan campuran, kondisi housing, kondisi screw, working plate,
5. Pencucian I
Setelah dihancurkan didalam prebreaker, kemudian bahan baku (Cup lump, Slab)
masuk kedalam bak Pencucian I. didalam bak pencucian I, bahan baku dicuci
sekaligus pemisahan dari kotoran maupun kontaminasi yang terdapat didalam bahan
baku.
6. Pencacahan II
Setelah melalui proses pencucian didalam bak pencucian satu, kemudian bahan baku
(Cup lump, Slab) di masukkan kedalam Hammer Mill dengan menggunakan baked
elevator. Turbo mill / Hammer mill merupakan pencacah bahan baku yang berasal
dari pre breaker agar menjadi potongan yang lebih kecil dengan ukuran ± 15 mm
sekaligus menghomogenkan karet remahan dengan kapasitas olah: 1000 Kg/Jam.
Pada hammer mil, yang perlu diperhatikan yaitu : Kondisi pisau pemotong, dan
pedal, kontinyu pengumpanan.
7. Pencucian II
Setelah melalui proses pencacahan yang kedua, bahan baku masuk kedalam bak
Pencucian kedua. Bak pencucian II berfungsi sebagai temapat pembersihan bahan
baku dari kontaminasi sekaligus pencampuran bahan baku menjadi lebih homogen.
macerator/crepper. Pada bak ini, proses pengaliran ini dibantu oleh kipas Hydro
Cyclone.
8. Penggilingan Awal
Butiran karet dari bak blending II dimasukkan kedalam macerator dengan
menggunakan baked elevator. Macerator berfungsi untuk membuat butiran karet
menjadi lembaran blanket.
9. Penggilingan Lanjutan
Lembaran blanket yang telah dibentuk dalam macerator, kemudian digiling dengan
menggunakan crepper. Tujuan utama penggilingan remahan adalah untuk
mendapatkan keseragaman bahan baku dengan proses mikro dan menjadikannya
dalam bentuk lembaran. Proses ini sering juga disebut proses Mikro Blending. Proses
Mikro Blending merupakan kegiatan menghomogenkan remahan karet dengan cara
menggiling remahan yang diatur sedemikian rupa sehingga remahan saling "tindih"
satu sama lain didalam penggilingan. Proses "saling tindih" ini memaksa
remahan-remahan karet untuk menjadi satu bagian yang akhirnya akan menjadi bentuk
lembaran.
Penggilingan dilakukan dengan menggunakan mesin giling Crepper. Roll
Gilingan Crepper dibuat berulir/motif bunga agar efek pemerasan terjadi pada bahan
baku. Agar diperoleh jaminan bahwa setiap remahan karet sudah menjadi sebuah
Penggilingan dilakukan sambil menyemprotkan air diatas lembaran sehingga
kotoran-kotoran yang keluar pada saat proses penggilingan terbuang oleh proses
pencucian. Proses perpindahan bahan dari 1 gilingan ke gilingan berikutnya
dilakukan secara manual oleh Operator Gilingan (Operator Crepper). Setiap mesin
Crepper dijaga oleh 1 orang Operator. Operator Crepper juga bertugas untuk melipat
lembaran sebelum masuk kedalam Crepper selanjutnya. Lembaran yang terlipat inilah
yang akan membuat remahan-remahan karet saling "tindih" pada saat digiling.
Namun lembaran yang terlipat hanya bisa digiling di Crepper Jumbo (yang 5 buah).
Pada Crepper terakhir (sering juga disebut Crepper Finisher) proses pelipatan
lembaran tidak diperlukan lagi.
Hasil akhir dari penggilingan remahan-remahan akan diperoleh lembaran
selebar kurang lebih 60 cm dengan ketebalan 6 - 7 mm dan panjang 10-12 m. Karet
yang sebelumnya berupa remahan kini telah berubah menjadi lembaran yang
homogen. Selanjutnya lembaran yang telah homogen ini digulung kemudian dikirim
ke Gudang Maturasi untuk proses Pemeraman. 1 buah gulungan memiliki berat
kurang lebih 24 kg (Berat sebelum maturasi). Gulungan ini sering disebut juga
dengan nama "Blangket". Kadar Karet Kering dalam Blangket yang baru dihasilkan
adalah sekitar 70% (nilai sebelum maturasi).
10. Maturasi
Lembaran yang dihasilkan dari mesin crepper kemudian digulung dan ditimbang
dengan berat 24 kg. Setelah proses penimbangan, gulungan blanket dimasukkan
blangket sudah dimaturasi selama 8 hari. Maturasi yang lebih dari 8 hari juga akan
memberikan hasil yang lebih baik. Bahan baku karet akan menjadi lebih cepat kering
dalam proses Dryer dan kemungkinan terjadinya cacat (white spot) lebih sedikit.
Penambahan umur maturasi tentunya akan berpengaruh kepada kebutuhan luas
Gudang Maturasi. Ruang maturasi berfungsi untuk mengeringkan lembaran blanket
dan menaikkan nilai P0
Penyusunan blangket di Gudang Maturasi diatur sedemikian rupa sehingga
setiap blanket dapat diidetifikasi menurut umurnya. Untuk itu perlu dibuatkan papan
identifikasi yang diletakkan disetiap kelompok blangket. Gudang maturasi juga harus
dilengkapi dengan drainase yang baik. Blangket baru masih dalam keadaan basah dan
dapat menimbulkan genangan air. Kondisi yang basah akan membuat kelembaban
gudang maturasi menjadi tinggi. Semangkin tinggi kelembaban akan menambah
kebutuhan waktu untuk maturasi. Blangket memerlukan suhu normal untuk
kebutuhan maturasi (tidak boleh terlalu tinggi dan tidak boleh terlalu rendah.
serta mempertahankan nilai PRI (Plasticity Retention Index).
Jika waktu maturasi tidak cukup, maka akan menyebabkan pencampuran tidak
homogen, menyebabkan white spot pada bandela (terdapat butiran-butiran putih yang
tidak menyatu) serta memiliki kadar air yang tinggi sehingga menyulitkan proses
pengeringan remahan karet.
11. Peremahan
Sebelum melalui proses pengeringan, blangket akan diremahkan dulu dengan mesin
Schereder menjadi butiran butiran yang lebih kecil dengan ukuran 3 - 4 mm. Tujuan
baku untuk kontak dengan udara panas di mesin Dryer. Remahan-remahan yang
dihasilkan oleh Schreder selanjutnya akan masuk ke bak panjang berisi air bersih
(berfungsi sebagian pencuci dan media transport) didepan Schreder. Dari bak tersebut
remahan kemudian dipindahkan melalui pipa dengan pompa hidro cyclon ke box
dryer. Ada 2 orang yang bertugas untuk memastikan remahan masuk kedalam box
dryer dengan baik dan benar Hasil butiran dimasukkan kedalam Trolly / Box Drayer
dengan Static Pump hingga trolley penuh dan kemudian dikeringkan.
Sebuah box dryer memiliki kapasitas 120 Kg Kering. Remahan harus masuk
kedalam box dengan cara yang alami dan tidak boleh ada penekanan terhadap
remahan. Hal ini untuk menghidari terjadi pemadatan didalam remahan. Remahan
yang padat menyulitkan udara panas untuk menyentuh seluruh permukaan remahan.
Akibatnya adalah pengeringan menjadi tidak sempurna. Kepadatan remahan didalam
box dryrer harus diatur sedemikian rupa sehingga masih dapat terjadi sirkulasi udara
panas diantara celah-celah remahan pada saat pengeringan didalam dryer.
12. Pengeringan
Setelah di tiris, butiran karet dikeringkan dalam dryer. Pengeringan bertujuan untuk
mendapatkan produk SIR 10 yang bebas dari kadar air agar karet dapat disimpan /
tahan lama. Kadar air yang lebih tinggi akan menurunkan ketahanan produk terhadap
pembusukan. Kandungan air yang tinggi akan memungkinkan produk ditumbuhi oleh
jamur. Menghilangkan sebagian kandungan air akan meningkatkan keawetan dari
sendiri adalah produk yang setengah jadi dan akan diproses lebih lanjut menjadi
produk bahan jadi seperti ban mobil, belt conveyor, dock fender dan lain sebagainya.
Suhu pengeringan diatur pada suhu 110 - 128 o
Proses pengeringan di dalam Dryer dilakukan dengan menggunakan udara
panas. Udara panas ini dihasilkan oleh Heat Exchanger. Komponen pemanas yang
terdapat pada Heat Exchager adalah susunan pipa yang berisi oli panas. Udara yang
melewati pipa berisi oli panas inilah kemudian yang berubah menjadi udara panas
dan kemudian diteruskan ke dalam dryer untuk mengeringkan remahan karet didalam
box dryer. Udara tersebut selanjutnya disirkulasikan lagi ke Heat Exchanger sehingga
dengan proses sirkulasi ini didapatkan suhu dryer yang stabil.
C. Total waktu pengeringan
yang dilakukan adalah selama kurang lebih 4 jam. Operator dryer bertugas menjaga
agar remahan benar-benar kering optimal. Kondisi remahan yang kurang kering dapat
menyebabkan white spot ataupun virgin rubber pada produk akhir (bandela).
Sedangkan bila suhu pengeringan terlalu tinggi atau waktu pengeringan terlalu lama
maka hasil yang keluar dari dryer menjadi berlendir dan lengket-lengket. Kondisi
karet berlendir dan lengket ini merupakan gambaran awal bahwa parameter mutu PRI
(Plasticity Retention Index) gagal didapatkan.
Oil panas yang ada didalam pipa merupakan oli panas yang mengalir dan
bersirkulasi dari Thermal Oil Heater dan Heat Exchanger. Thermal Oil Heater
berfungsi memanaskan oli yang terdapat didalam pipa. Oli panas ini selanjutnya
dipompakan ke Heat Exchanger. Dari Heat Exchanger oli panas tersebut kembali lagi
untuk dipanaskan di Thermal Oil Heater (TOH) dan begitu seterusnya. Bahan bakar
13. Pendinginan
Trolley box yang keluar dari drayer didinginkan dulu dengan cooling fan hingga
temperature ± 40ºC selama 15-20 menit untuk selanjutnya dilakukan pengepresan.
Bila suhu butiran karet > 40ºC sudah di press, maka akan mengakibatkan :
a. Temperature bale (bandela) yang telah di press akan bertahan selama 3 bulan,
akibatnya terjadi penguapan/pengembunan dalam plastic pembungkus yang
mengakibatkan karet mentah kembali dan menjadi media pertumbuhan jamur.
b. Plastic pembungkus bale akan meleleh dan sesama bale akan lengket.
c. Nilai Plasticity Retention Index (PRI) akan menurun karena panas yang
tertahan didalam kemasan.
14. Pengepresan dan Pengemasan
Sebelum dilakukan proses pengemasan, box dryer terlebih dahulu dikeluarkan isinya
(berupa remahan berbentuk bantalan yang telah kering) dan diletakkan ke meja
sortasi. Hasil yang keluar dari Dryer akan dipisahkan secara visual antara hasil yang
memenuhi spesifikasi dan hasil yang keluar dari spesifikasi/out spek. Hasil yang out
spek biasanya adalah hasil yang masih mengandung karet mentah/virgin rubber/white
spot (ditandai bintik putih dan bau yang menyengat), atau bisa juga hasil yang terlalu
matang (lembek dan lengket). Di meja sortasi dilakukan juga pemeriksan terhadap
kontaminasi (mis: serpihan kayu, plastik atau logam).
Hasil yang telah lewat sortasi selanjutnya ditimbang sebanyak 35 kg dan
kandungan logam pada produk. Kontaminasi logam harus dihindari. Hasil keluaran
dryer selanjutnya akan dicetak menjadi bentuk kotak memanjang dengan berat 35 kg.
Pencetakannya dilakukan dengan mesin Press Bale dengan tekanan 700 x 350
r.p.m/40 sec. Remahan-remahan akan di tekan dalam sebuah cetakan hingga
didapatkan ukuran 17 cm x 36 cm x 72 cm. Hasil cetakan ini disebut dengan Bandela
atau sering juga disebut Bale. Bandela tersebut selanjutnya dibelah dengan arah
memanjang (tidak sampai terbelah 2) untuk memeriksa apakah bandela bebas dari
kondisi bintik putih (Whitespot). Karet mentah didalam bandela biasanya akan
menimbulkan bekas bintik putih (White spot). Apabila ditemukan bintik putih (white
spot) maka Bandela harus segera dipisahkan (out spek). Untuk pemeriksaan mutu
dilaboratorium, maka setiap bandela diambil sampel sebanyak 300-400 g setiap
kelipatan 9. Setelah bandela diyakini bebas dari white spot maka bandela sudah siap
untuk dibungkus dengan pembungkus plasitk. Hasil analisa secara laboratorium
menentukan SIR-10 sebagai produksi utama (Main Product).
Bandela yang sudah dibungkus dengan plastik selanjutnya akan disusun ke
dalam Forming Box. Mula-mula alas Forming Box dilapisi dengan plastik polietilen
yang memiliki ketebalan 0,10 - 0,15 mm, kemudian bandela disusun diatas alas peti.
Bandela disusun sebanyak 6 lapis dengan 6 buah bandela untuk tiap lapisannya.
Artinya akan ada 36 bandela dalam 1 Forming Box. Antara setiap lapisnya diberi alas
plastik interlayer yang merupakan satu potong (utuh) dalam setiap kemasan.
Kemasan Shrink Wrapped Jumbo Pallet (SW/JP) beralaskan Tapak Kayu.
Syarat kayu yang digunakan sebagai tapak SW/JP adalah kayu Meranti II atau kayu
atau kuning dengan berat jenis > 0,6 dan tidak berjamur/lapuk. Kayu yang digunakan
harus difumigasi. Kadar air kayu diharapkan dibawah 20% sehingga fumigasi lebih
efektif. Kayu harus diketam bagian luar dan dalam, bebas dari serpihan atau serbuk
kayu. Arah paku harus menuju arah luar dengan pengertian kepala paku dan mata
paku tidak boleh menonjol.
15. Penyimpanan dan Pendistribusian
Setelah seluruh bandela tersusun dalam Forming Box, maka diatas susunan bandela
diletakkan tutup papan yang ukurannya persis sama dengan ukuran Forming Box
sehingga apabila ditekan dapat masuk ke dalam Forming Box. Diatas tutup papan
tersebut diletakkan beban seberat 2 Ton selama 36 - 48 jam sehingga apabila beban
tersebut diangkat maka diperoleh suatu susunan bandela yang padat dan rapi.
Selanjutnya plastik pengemas dalam bentuk kantung diselubungkan pada
susunan Bandela yang telah padat dan rapi tersebut dan dipanaskan dengan shrink
fast gun yang bahan bakarnya elpiji sampai plastik pembungkus menyusut dengan
rapat. Susunan Bandela yang padat dan rapi tersebut selanjutnya disebut dengan
Pallet. Setiap palet terdiri dari 36 bandela sehingga berat untuk 1 palet adalah 1260
kg. Palet-palet kemudian disimpan di dalam gudang penyimpanan dan diberi identitas
serta TPP ( Tanda Pengenal Produsen ) dan disimpan digudang hingga ada instruksi
untuk dikirim ke Instalasi Belawan. SIR 10 biasanya diekspor dan SIR 20 dijual
2.4. Plasticity Retention Index (PRI)
Platicity Retention Index adalah nilai dari sifat plastisitas (keliatan/ kekenyalan) karet
yang mentah yang masih tersimpan bila karet dipanaskan selama 30 menit pada
temperature 140
Nilai Plasticity Retention Index adalah persentase plasisitas karet setelah
dipanaskan dibandingkan plastisitas sebelum dipanaskan yang ditentukan dengan alat
Plastimeter Wallace, dengan persamaan:
o.
PRI = ��
�� X 100 %
dimana : Pa = Plastisitas karet sesudah dipanaskan selama 30 menit (setelah
pengusangan).
Po = Plastisitas karet sebelum dipanaskan (sebelum pengusangan).
(Kartowardoyo. 1980)
Tujuan pengujian PRI dilakukan untuk mengukur degrandasi atau penurunan
ketahanan karet mentah terhadap oksidasi pada suhu tinggi, nilai PRI yang tinggi
(lebih dari 80%) menunjukan bahwa nilai ketahanan karet terhadap oksidasi adalah
besar. Oksidasi karet oleh udara (O2
Terpetusnya rantai polimer pada karet mengakibatkan sifat karet menjadi rendah. Bila
nilai PRI diketahuai, dapat diperkirakan mudah atau tidaknya karet mudah menjadi ) terjadi pada ikatan rangkap molekul karet, yang
akan berakhir dengan pemutusan ikatan rangkap karbon-karbon sehingga panjang
lunak atau lengket jika lama disimpan atau dipanaskan. Hal ini berhubungan dengan
vulkanisasi karet pada pembuatan batang jadi, agar diperoleh sifat bahan jadi karet.
Tinggi rendahnya nilai PRI dipengaruhi oleh jenis bahan baku yang digunakan dan
proses pengolahan crumb rubber. Terdapatnya nilai PRI yang rendah, disebabkan
karena terjadinya reaksi oksidasi pada karet. Faktor-faktor yang menyebabkan
terjadinya oksidasi pada karet antara lain adalah:
a. Sinar Matahari
Sinar matahari mengandung sinar ultraviolet yang menggiatkan terjadinya
oksidasi pada karet apabila bahan baku lateks dan koagulum tekena langsung oleh
sinar matahari, hal ini ditandai dengan mengeringnya kulit permukaan lateks dan
koagulum.
b. Pengenceran lateks dan Koagulum (penggumpalan)
Pengenceran lateks dengan penambahan air yang terlalu banyak dan
perendaman dengan air yang terlalu lama yang tujuannya untuk mencuci
kotoran-kotoran yang melekat pada koagulum. Hal ini akan menurunkan konsentrasi zat-zat
nonkaret didalam lateks seperti terlarutnya asam-asam amino yang berfungsi sebagai
anti oksidasi dan dapat juga berfungsi sebagai bahan pemacu cepat pada pembuatan
c. Zat-zat pro-oksidasi (tembaga atau mangan)
Kandungan ion-ion logam seperti Cu, Mg, Mn, dan Ca berkolerasi dengan kadar abu
didalam analisa karet.
Kadar abu diharapkan rendah karena sifat logam tembaga (Cu) dan mangan
(Mn) adalah zat pro-oksidasi yang dalam bentuk ion merupakan katalis reaksi
oksidasi pada karet sehingga dalam jumlah yang melewati batas konsentrasinya akan
merusak mutu karet, sehingga oksidasi dipercepat dan mengakibatkan nilai PRI karet
menjadi rendah.
d. Pengering karet
Penguraian molekul karet oleh reaksi oksidasi dapat pula terjadi bila karet
dikeringkan terlalu lama dan temperatur pengeringan yang dipakai adalah 127o
Nilai PRI akan turun bila terjadi ikatan silang (Storage Hardening) didalam
lateks kebun dan diantara butiran-butiran karet hasil pengeringan. Ikatan silang terjadi
pada pembentukan gel secara perlahan-lahan sehingga butiran-butiran karet menjadi
melendir dan lengket-lengket. Hal ini akan menyebabkan plastisitas karet Po karet,
maka akan merubah nilai PRI karet sehingga menjadi turun (Kartowiryo, S. 1970). C,
2.5Po Rendah
Plastisitas awal (Po) menggambarkan kekuatan karet. Kegagalan pemenuhan syarat
Po dapat disebabkan oleh beberapa faktor. Bahan baku yang telah mengalami
degradasi akibat perlakuan yang tidak tepat seperti perendaman dalam air,
penggunaan formalin sebagai pengawet lateks kebun dan umur bahan olah yang
terlalu lama dapat menyebabkan penurunan nilai Po.
Nilai Po rendah juga bisa disebabkan oleh pengeringan pada suhu terlalu
tinggi (lebih dari 130 oC) dalam waktu yang lama dan pengeringan ulang karet yang
kurang matang. Pemeraman dapat menyebabkan karet menjadi keras dengan disertai
peningkatan nilai viskositas atau Po, serta penurunan PRI.
Nilai Po crumb rubber juga dipengaruhi oleh karakter bahan baku, yaitu
lateks kebun. Jenis bahan penggumpal berpengaruh baik terhadap nilai Po maupun
ketahan karet terhadap pengusangan (PRI). Lateks kebun dari klon yang berbeda
memiliki nilai Po atau viskositas yang mungkin berbeda sebagaimana ditunjukkan
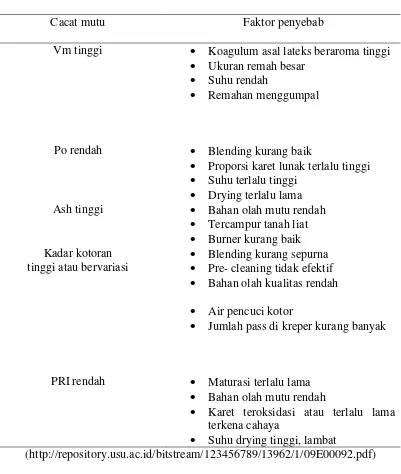
Tabel 2.1. Mutu Crumb Rubber dan penyebabnya
Cacat mutu Faktor penyebab
Vm tinggi • Koagulum asal lateks beraroma tinggi
• Ukuran remah besar
• Suhu rendah
• Remahan menggumpal
Po rendah • Blending kurang baik
• Proporsi karet lunak terlalu tinggi
• Suhu terlalu tinggi
• Drying terlalu lama Ash tinggi • Bahan olah mutu rendah
• Tercampur tanah liat
• Burner kurang baik Kadar kotoran
tinggi atau bervariasi
• Blending kurang sepurna
• Pre- cleaning tidak efektif
• Bahan olah kualitas rendah
• Air pencuci kotor
• Jumlah pass di kreper kurang banyak
PRI rendah • Maturasi terlalu lama
• Bahan olah mutu rendah
• Karet teroksidasi atau terlalu lama terkena cahaya
• Suhu drying tinggi, lambat
2.6 Pengolahan Karet Bongkah SIR
Penilaian mutu secara spesifikasi teknis didasarkan pada hasil analisa dari beberapa
syarat uji.
Tabel 2.2. Syarat Uji Mutu
Syarat uji untuk berbagai jenis mutu SIR
Spesifikasi
Yang ditetapkan untuk SIR yaitu penetapan :
- Kadar kotoran
- Kadar abu
- Kadar zat menguap
Karet yang berasal dari lateks biasanya mempunyai PRI yang tinggi, karena
dalam lateks tersebut terdapat bahan- bahan anti oksidan. Tetapi dengan adanya
variasi pada cara- cara pengolahan dapat mempengaruhi jumlah dan jenis anti oksidan
dalam karet, sehingga PRI nya juga dapat berubah. Bila perbandingan antara pro
oksidan dan anti oksidan berubah PRI juga akan berubah (Polhamus. 1962).
Secara singkat akan diuraikan di bawah ini faktor- faktor yang dapat mempengaruhi
PRI:
a. Ion- ion logam
Ion- ion logam seperti Cu, Mn, dan Fe akan merangsang atau mempercepat degradasi
karet pada waktu pemanasan.
Karena itu bahan olah yang terkontaminasi dengan logam- logam tersebut di atas
akan menyebabkan rendahnya PRI (Kroschwitz. 1998).
b. Pencampuran dengan karet skim
Bila lump dicampur dengan karet skim maka SIR yang dihasilkan akan mempunyai
nilai PRI yang rendah, karena karet skim mempunyai kadar Cu yang relative tinggi.
Oleh karena itu pencampuran bahan olah SIR dengan karet skim tidak diperbolehkan.
Adanya pencampuran karet skim ini biasanya dapat diduga jika kadar dalam SIR 0,7
c. Jumlah ammonia
Untuk mempertahankan kestabilan, biasanya lateks diawetkan dengan ammonia. Bila
lateks tersebut akan diolah menjadi SIR harus dijaga kadar ammonia tidak terlalu
tinggi karena hal ini akan mengakibatkan turunnya nilai PRI. Di samping itu juga
akan menambah kebutuhan asam untuk koagulasi.
d. Sinar matahari
Bahan mentah yang terkena sinar matahari langsung akan mengalami penurunan PRI
secara drastic, karena sinar ultra violet yang terkandung dalam sinar matahari akan
menggiatkan oksidasi. Penurunan PRI akan lebih besar jika lump yang disinari sudah
kering.
Penyinaran lump mangkong (Cup Lump) kering selama 6 jam dapat
menyebabkan penurunan PRI ±45%. Dengan alasan tersebut diatas, sedapat mungkin
haruslah diusahakan agar bahan yang akan diolah menjadi SIR tidak terkena sinar
matahari langsung,
f. Perendaman dan Penggilingan
Lump mangkok (Cup Lump) dan skrep biasanya direndam untuk membersihkan
kotoran. Pada perendaman itu ternyata bukan hanya kotoran yang terbuang tetapi anti
oksidan nya juga turut tercuci. Oleh karena itu sangat perlu dijaga agar perendaman
Untuk menurunkan kadar kotoran lump biasanya dilakukan penggilingan
missal dengan pelletizer. Gesekan- gesekan yang timbul pada penggilingan itu dapat
mengakibatkan menurunnya PRI. Biasanya penurunan itu tergantung dari kondisi
bahan mentah dan peralatannya.
g. Perlakuan dengan bahan kimia
jika dianggap perlu, PRI dapat diperbaiki dengan cara merendam karet yang telah
dibutirkan dengan bahan kimia. Bahan kimia yang dapat digunakan menaikkan PRI
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Indonesia adalah salah satu Negara penghasil karet terbesar di dunia. Produk karet
Indonesia adalah jenis karet remah (Crumb Rubber) yang dikenal sebagai karet
Standar Indonesia Rubber (SIR) merupakan jenis karet alam padat yang
diperdagangkan saat ini. Karet ini tergolong kedalam karet spesifikasi teknis, karena
penilaian mutunya didasarkan pada sifat teknis dari parameter dan besaran nilai yang
dipersyaratan dalam penetapan mutu karet (Anwar. 1987).
Jenis karet remah yang menggunakan bahan baku koagulan kebun
digolongkan pada kualitas mutu karet tersebut, seperti SIR 3CV, SIR 3L, SIR 3WF,
SIR 5, SIR 10, SIR 20, yang umumnya diproduksi dari bahan baku olahan koagulum.
Bahan baku biasanya dipasok oleh suatu perkebunan besar yang bersifat teritegrasi
secara baik antara pemasok bahan olahan dan pabrik pengolah (Kunardi. 1969).
Bahan baku untuk menghasilkan karet SIR 10 umumnya mudah dikendalikan
dari segi mutu maupun kesinambungan pasokan bahan baku, karena telah terintegrasi
secara baik, akan tetapi sebaliknya bahan baku yang berasal dari kebun rakyat sangat
dilapangan umumnya masih sangat bervariasi sehingga kurang mendukung mutu
karet.
Bahan baku utama yang digunakan pada pengolahan crumb rubber adalah
lump, cup lump dan slab. Cup Lump adalah lateks yang menggumpal atau telah
terkoagulasi. Jika lateks menggumpal atau terkoagulasi di dalam mangkok
penampung lateks disebut cup lump atau lump mangkok. Sedangkan slab merupakan
lateks pekat yang membeku secara alami..
Lump merupakan koagulum yang terbentuk pada mangkok penampung lateks
kebun beberapa saat setelah penyadapan. Menurut Standar Mutu yang kini berlaku,
proses penggumpalan harus terjadi secara alami atau dengan koagulan yang baik.
Mutu I diberlakukan untuk ketebalan tidak lebih dari 50 mm, mutu II diatas 50
sampai 100 mm, mutu III lebih dari 100 hingga 150 mm, ketebalan di atas 150 mm
digolongkan sebagai mutu IV.
Slab adalah gumpalan (koagulum) yang berasal dari lateks kebun yang
sengaja digumpalkan dengan asam semut dan dari lump mangkok segar yang
direkatkan dengan atau tanpa lateks. Slab tipis tidak boleh dikotori oleh tatal sadap,
kayu, daun, pasir dan benda asing lainnya. Jenis- jenis kontaminan tersebut hasil dari
limbah padat yang dihasilkan dari pabrik Crumb Rubber.
Mutu bahan baku SIR umumnya ditentukan berdasarkan standar kebersihan
bahan, kekeringan bahan, penanganan bahan sebelum dijual atau diolah dipabrik, cara
pembekuan dan juga daerah asal (tumbuhnya karet). banyaknya faktor-faktor yang
dari rakyat, maka variasi mutu bahan baku menjadi bervariasi. Bahan baku yang
digunakan harus bebas dari kontaminasi fisik seperti bokar yang mengandung pasir,
kerikil, tatal, ranting, daun-daun dan bekas-bekas tali (Anonim. 1972).
Selain itu, bahan baku juga harus bebas dari kontaminasi kimia seperti limbah
kompon dan limbah vulkanisat yang berasal dari barang jadi lateks seperti sisa-sisa
(reject) karet busa, sarung tangan, balon putih dan vulkanisat barang jadi lateks
lainnya. Kontaminan yang bersifat kimiawi ini sepintas menyerupai tampilan bokar
sehingga sulit terdeteksi secara kasat mata. Kontaminasi ini akan menyebabkan karet
mudah teroksidasi, memperlemah elastisitas, menurunkan kekuatan tarik, dan
ketahanan sobek dari vulkanisatnya (Kartowiryo. 1989).
Dari penjelasan uraian diatas jelas bahwa perbandingan bahan baku antara
Cup Lump dengan Slab berbeda dalam pemberian jumlah perbandingannya, hal
tersebut berpengaruh dalam hasil mutu produksi karet SIR 10. Hal inilah yang
membuat penulis berminat membahas, dimana hasil pembahasan diwujudkan dalam
bentuk karya akhir dengan judul, “ Pengaruh Perbandingan Bahan Baku Cup Lump
Dengan Slab Untuk Mendapatkan Nilai PRI (Plasticity Retention Index) Terhadap
1.2 Permasalahan
Dari permasalahan yang akan dibahas dalam penelitian ini adalah bagaimana
hasil nilai PRI (Palsticiy Retention Index) dari jenis perbandingan bahan baku Cup
Lump dengan Slab yang beragam yang menghasilkan mutu SIR 10.
1.3 Tujuan
1. Untuk mengetahui pengaruh perbandingan bahan baku Cup Lump dengan Slab
agar menghasilkan mutu produksi karet SIR 10.
2. Untuk mengetahui nilai PRI pada SIR 10 sesuai dengan data percobaan.
1.4 Manfaat
1. Memberikan pengetahuan pada penulis bagaimana hubungan antara variasi
perbandingan antara bahan baku Cup Lump dengan Slab pada karet remah.
2. Memberikan pengetahuan pada penulis bagaimana hasil dari Plasticity Retention
PENGARUH PERBANDINGAN BAHAN BAKU CUP LUMP
DENGAN SLAB UNTUK MENDAPATKAN NILAI PRI
TERHADAP MUTU CRUMB RUBBER SIR 10
DI PT.PERKEBUNAN NUSANTARA III
ABSTRAK
Telah dilakukan percobaan untuk mengetahui pengaruh bahan baku terhadap nilai PRI (Plasticity Retentuin Index) pada mutu Crumb Rubber. Dimana perbandingan dengan pencampuran bahan baku yang beragam yaitu, Cup Lump : Slab “ 2:1 ; 4:1 ; 5:1 ; 3:2” dan Slab : Cup Lump “ 2:1 ; 3:1 ; 4:1 ; 5:1 ; 2:3.
COMPARISON OF THE EFFECT OF RAW MATERIALS CUP
LUMP WITH SLAB PRI (PLASTICITY RETENTION INDEX)
TO GET VALUE OF CRUMB RUBBER QUALITY SIR 10
IN PT. PERKEBUNAN NUSANTARA III
ABSTRACT
Experiments have been conducted to determine the effect of raw material to the value of PRI (Plasticity Retention Index) on the quality Crumb Rubber. Where compared with mixing various raw materials. Namely, Cup Lump : Slab “ 2:1 ; 4:1 ; 5:1 ; 3:2 and Slab : Cup Lump “2:1 ; 3:1 ;4:1 ;5:1 ; 2:3.
PENGARUH PERBANDINGAN BAHAN BAKU CUP LUMP
DENGAN SLAB UNTUK MENDAPATKAN NILAI PRI
(PLASTICITY RETENTION INDEX) TERHADAP
MUTU CRUMB RUBBER SIR 10 DI
PT. PERKEBUNAN NUSANTARA III
TUGAS AKHIR
AMELIA ANJANI SINAGA
102401034
PROGRAM STUDI DIPLOMA 3 KIMIA
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH PERBANDINGAN BAHAN BAKU CUP LUMP
DENGAN SLAB UNTUK MENDAPATKAN NILAI PRI
(PLASTICITY RETENTION INDEX) TERHADAP
MUTU CRUMB RUBBER SIR 10 DI
PT. PERKEBUNAN NUSANTARA III
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat Memperoleh Ahli Madya
AMELIA ANJANI SINAGA 102401034
PROGRAM STUDI DIPLOMA 3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : Pengaruh Perbandingan Bahan Baku Cup Lump
dengan Slab Untuk Mendapatkan Nilai PRI (Plasticity Retention Index) Terhadap Mutu Crumb Rubber SIR 10 Di PT. Perkebunan Nusantara III
Fakultas : Matematika Dan Ilmu Pengetahuan Alam Universitas Sumatera Utara
Disetujui di
Medan, Juni 2013
Program Studi D3 Kimia
Ketua, Pembimbing
Dra. Emma Zaidar Nasution, M.Si Dr. Adil Ginting, M.Sc
NIP. 195512181987012001 NIP. 195307041980031002
Departemen Kimia FMIPA USU Ketua,
PERNYATAAN
PENGARUH PERBANDINGAN BAHAN BAKU CUP LUMP DENGAN SLAB UNTUK MENDAPATKAN NILAI PRI (PLASTICITY RETENTION
INDEX) TERHADAP MUTU CRUMB RUBBER SIR 10 DI PT. PERKEBUNAN NUSANTARA III
TUGAS AKHIR
Saya mengakui bahwa Tugas Akhir ini adalah hasil kerja saya sendiri.kecuali
beberapa dari ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juni 2013
AMELIA ANJANI SINAGA
PENGHARGAAN
Bismillaahhirrohmaanirrohiim,
Alhamdulillaahi Robbil aalamiin Penulis ucapkan sebagai suatu ungkapan rasa
syukur kepada Allah SWT yang Maha Esa atas kuasanya yang tetap mencurahkan
berkah, rahmat, nikmat kesehatan jasmani dan rohani. Shalawat dan salam Penulis
hanturkan kepada Nabi Muhammad SAW yang telah mengemban risalah dan
mengalirkan nilai-nilai islam dalam rangkaian tarbiah kepada seluruh umat.
Alhamdulillah tidak habisnya Penulis ucapkan rasa syukur, Atas ridho Allah SWT
Penlis dapat menyelesaikan Tugas Akhir dengan judul Pengaruh Perbandingan Bahan
Baku Cup Lump Dengan Slab Untuk Mendapatkan Nilai PRI (Plasticity Retention
Index) Terhadap Mutu Crumb Rubber SIR 10.
Terimakasih penulis sampaikan kepada Dr. Adil Ginting, M.Sc selaku
pembimbing yang telah meluangkan waktunya selama penyusunan Tugas Akhir ini.
Terimakasih kepada Dr. Rumondang, M.S dan Drs. Albert Pasaribu, M.Sc selaku
Ketua Departemen dan Sekretaris Departemen Kimia FMIPA-USU Medan, Dra.
Emma Zaidar Nasution, M.Si selaku Ketua Program Studi D3 Kimia, Dekan dan
Pembantu Dekan FMIPA USU, seluruh Staff dan Dosen Kimia FMIPA USU,
pegawai FMIPA USU dan rekan- rekan kuliah. Akhirnya tidak terlupakan kepada
Bapak, Ibu dan Keluarga yang selama ini memberikan bantuan dan dorongan yang
diperlukan, serta orang- orang terdekat saya. Semoga Tuhan Yang Maha Esa akan
PENGARUH PERBANDINGAN BAHAN BAKU CUP LUMP
DENGAN SLAB UNTUK MENDAPATKAN NILAI PRI
TERHADAP MUTU CRUMB RUBBER SIR 10
DI PT.PERKEBUNAN NUSANTARA III
ABSTRAK
Telah dilakukan percobaan untuk mengetahui pengaruh bahan baku terhadap nilai PRI (Plasticity Retentuin Index) pada mutu Crumb Rubber. Dimana perbandingan dengan pencampuran bahan baku yang beragam yaitu, Cup Lump : Slab “ 2:1 ; 4:1 ; 5:1 ; 3:2” dan Slab : Cup Lump “ 2:1 ; 3:1 ; 4:1 ; 5:1 ; 2:3.
COMPARISON OF THE EFFECT OF RAW MATERIALS CUP
LUMP WITH SLAB PRI (PLASTICITY RETENTION INDEX)
TO GET VALUE OF CRUMB RUBBER QUALITY SIR 10
IN PT. PERKEBUNAN NUSANTARA III
ABSTRACT
Experiments have been conducted to determine the effect of raw material to the value of PRI (Plasticity Retention Index) on the quality Crumb Rubber. Where compared with mixing various raw materials. Namely, Cup Lump : Slab “ 2:1 ; 4:1 ; 5:1 ; 3:2 and Slab : Cup Lump “2:1 ; 3:1 ;4:1 ;5:1 ; 2:3.
Bab 4. Data dan Pembahasan
4.1. Data Percobaan 34
4.1.1. Penentuan Nilai PRI 35
4.2. Pembahasan 38
Bab 5. Kesimpulan dan saran
5.1. Kesimpulan 39
5.2. Saran 40
DAFTAR TABEL
Nomor Judul Halaman
Tabel
2.1. Mutu Crumb Rubber dan Penyebabnya 24
2.2. Syarat Uji Mutu 25
4.1. Perbandingan Bahan Baku 33
4.2. Pengujian Po/ PRI 34
DAFTAR LAMPIRAN
Nomor Judul Halaman
Lampiran
1. Bahan Baku Slab 7
2. Bahan Cup Lump 8
3. Alat Wallace Punch 30
4. Alat Plastimeter 30