commit to user
i
PEMBUATAN PROGRAM PENGATUR FESTO SORTING
STATION DAN ANALISA DINAMIK PADA MODULAR
AUTOMATION PRODUCTION SYSTEM (MAPS)
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
HENRY ENDARYOKO NIM. I 0403032
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
ii
commit to user
iii
PEMBUATAN PROGRAM PENGATUR FESTO SORTING
STATION DAN ANALISIS DINAMIK PADA MODULAR
AUTOMATION PRODUCTION SYSTEM (MAPS)
Disusun oleh :
Henry Endaryoko NIM : I 0403032
Dosen Pembimbing I Dosen Pembimbing II
Purwadi Joko Widodo, ST.,M.Kom Didik Djoko Susilo, ST.,MT NIP. 197301261997021001 NIP. 197203131997021001
Telah dipertahankan di hadapan Tim Dosen Penguji pada hari Jumat tanggal 31 Oktober 2008
1. Heru Sukanto, ST. MT. ………..
NIP. 197207311997021001
2. Ir. Wijang Wisnu Raharjo, MT. ………...
NIP. 196810041999031002
3. Eko Prasetya B., ST. MT. ………
NIP. 197109261999031002
Mengetahui,
Ketua Jurusan Teknik Mesin
Dody Ariawan., S.T., M.T. NIP. 19730804 199903 1 003
Koordinator Tugas Akhir
commit to user
iv MOTTO
“Sesungguhnya keadaan-Nya apabila Dia menghendaki sesuatu hanyalah berkata kepadanya: "Jadilah!" maka terjadilah ia.” (Q.S. Yassiin : 82.)
“Cukuplah Allah menjadi Penolong kami dan Allah adalah sebaik-baik Pelindung.”
(QS. Ali 'Imran: 173)
“Meskipun aku tak tahu, aku akan memulai dan melakukannya. Karena dalam melakukan itulah aku akan dibuat tahu. Meskipun aku takut, aku akan tetap maju menghadapinya. Karena semua orang yang berani adalah orang yang juga ketakutan,
tapi tegas memberanikan diri. Meskipun apa pun, aku bersama Tuhan”. (Mario Teguh)
“Bunuhlah setiap waktu kosong dengan 'pisau' kesibukan! Dengan cara itu, dokter-dokter dunia akan berani menjamin
bahwa Anda telah mencapai 50% dari kebahagiaan. Lihatlah para petani, nelayan, dan para kuli bangunan!
Mereka dengan ceria mendendangkan lagu-lagu seperti burung-burung di alam bebas. Mereka tidak seperti Anda yang tidur diatas ranjang empuk,
commit to user
v
PERSEMBAHAN
Semua jerih payah ini aku persembahkan untuk :
Berkah dan ampunan… Kasih sayang dan doa… Ilmu dan bimbingan… Pengertian dan kesabaran … Uluran tangan dan dukungan… Kepercayaan dan kesetiaan… Serta keikhlasan…
…Allah SWT …Bapak dan Ibu
…Guru dan Dosen – dosenku …Keluargaku
…Sahabat - sahabatku …Kekasihku
commit to user
vi ABSTRAK
Perancangan dan penelitian ini bertujuan untuk membuat program pengatur kerja pada MAPS sorting station, dan untuk memperoleh variabel dinamik dari sistem konveyor dan silinder pneumatiknya untuk menjadi acuan tingkat keamanan.
Sorting station ini memiliki fungsi khusus yaitu untuk memisahkan benda kerja baik berdasarkan jenis material plastik warna putih dan alumunium. Pemrograman menggunakan software Simatic Manager V5.3 untuk PLC Siemens S7-300 dengan CPU 314IFM. Analisis dinamik dilakukan untuk memperoleh kemampuan mekanis dari sorting station ini.
Perhitungan gaya dilakukan pada konveyor dan sistem pneumatik. Hasil perhitungan konveyor dari sorting station ini didapatkan kemampuan maksimum beban yang dapat diangkut sebesar 2485 gram. Sedang silinder pneumatic mampu untuk mendorong beban maksimum sebesar 141,3 N.
commit to user
vii ABSTRACT
This design and research scheme aim to make a sorting program work at station sorting, and to get dynamic variable of konveyor's system and pneumatic cylinder to become a safety starting point.
The Sorting Station have special function that is to detect object work good to material type. .The programming use Simatic Manager v5.3 to active PLC Siemens S7-300 with CPU 314IFM. The dynamic analysis is done for getting mechanical ability from the sorting station.
The force calculation is done on conveyor and pneumatic system. The conveyor can handle a workpiece with maximum 2485 gram weight, and the pneumatic cylinder is able to push up maximum charges as big as 141,3 N.
commit to user
viii
KATA PENGANTAR
Pertama dan yang utama penulis panjatkan puji syukur atas kehadirat Tuhan Yang Maha Esa, atas limpahan rahmat dan hidayahNya sehingga Tugas Akhir ini dapat diselesaikan, sebagai salah satu syarat untuk memperoleh gelar sarjana Teknik.
Tugas Akhir kami yang berjudul “Pembuatan Program Pengatur Festo Sorting Station dan Analisis Dinamik Pada Modular Automation Production System (MAPS)”. Pengerjaan Tugas Akhir ini telah melalui proses yang panjang dengan segala pikiran dan tenaga secara maksimal kami lakukan hingga laporan Tugas Akhir ini dapat tersusun dengan baik. Untuk itu kami mengucapkan terima kasih kepada:
1. Bapak Dody Ariawan, ST., MT. selaku ketua Jurusan Teknik Mesin yang selalu tegas dan konsisten dengan peraturan dan kebijakan jurusan.
2. Bapak Purwadi Joko Widodo ST., M.Kom. selaku pembimbing I Tugas Akhir yang dengan sabar dan selalu memotivasi penyelesaian Tugas Akhir serta bimbingannya.
3. Bapak Didik Djoko Susilo, ST., MT. selaku pembimbing II Tugas Akhir yang selalu membimbing, mengarahkan dan memberikan ide-ide yang sangat bermanfaat.
4. Bapak Eko Prasetyo B, ST., MT. selaku pembimbing akademis, atas bimbingannya selama kuliah di Jurusan Teknik Mesin UNS.
5. Bapak Wahyu Purwa R, ST., MT. selaku koordinator Tugas Akhir yang memberikan kelancaran administrasi penyelenggaraan seminar.
6. Bapak Agus Sujono ST., MT. selaku ketua Lab. Otomasi Produksi dan Robotika yang memberikan fasilitas yang lengkap dan penuh toleransi peminjaman laboratorium.
7. Laboran dan asisten lab (Ibu Elisa) yang telah banyak membantu dalam kelancaran penyelesaian Tugas Akhir ini.
commit to user
ix
9. Djoko Prasetio, DAN Huda dan Bambang Wahyu Nugrahanto sebagai teman seperjuangan dalam pengerjaan Tugas Akhir ini.
10.Teman-teman angkatan 2003 yang telah memberi warna semasa kuliah. 11.Chatia Hastasari yang selalu memberikan dukungan doa dan semangat tak
henti-henti hingga selesainya Tugas Akhir ini.
12.Semua pihak yang telah membantu pengerjaan Tugas Akhir ini, yang tidak dapat kami sebutkan satu persatu.
Kami menyadari bahwa Tugas Akhir ini masih belum sempurna, oleh karena itu kami berharap saran dan kritik yang sifatnya membangun dari semua pihak guna menjadikan laporan ini lebih baik dan dapat bermanfaat bagi kami dan pembaca.
Surakarta, April 2011
commit to user
x
DAFTAR ISI
HALAMAN JUDUL... i
HALAMAN PENGESAHAN... iii
MOTTO ... iv
2.7. Programmable Logic Controller (PLC) ... 12
2.7.1 PLC Siemens S7-300 ... 13
BAB III PELAKSANAAN PERANCANGAN DAN PENELITIAN 30 3.1. Alat Yang Digunakan ... 30
3.2. Software Perancangan ... 30
3.3. Metode Perancangan dan Penelitian ... 30
3.3.1 Studi Literatur ... 30
3.3.2 Disain dan Implementasi Software ... 31
3.3.3 Pengujian Sistem ... 31
3.3.4 Analisa dan Pengambilan Kesimpulan ... 33
commit to user
xi
BAB IV DATA DAN ANALISA ... 35
4.1. Perancangan Program Festo Sorting Station ... 35
4.1.1 Pembuatan Algoritma Pemrograman ... 35
4.1.2 Pembuatan Diagram Alir Proses Kerja Sorting Station ... 37
4.1.3 Pembuatan Data Flow Diagram ... 40
4.1.4 Penulisan Program Sorting Station ... 44
4.1.5 Software PLC Simatic Manager Step 7 Basis V5.3 ... 61
4.2 Analisis Dinamik ... 68
BAB V KESIMPULAN DAN SARAN... 79
5.1. Kesimpulan ... 79
5.2. Saran ... 79
DAFTAR PUSTAKA ... 81
commit to user
xii
DAFTAR GAMBAR
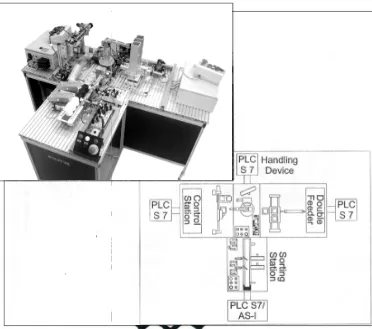
Gambar 2.1 Skema MAPS ... 6
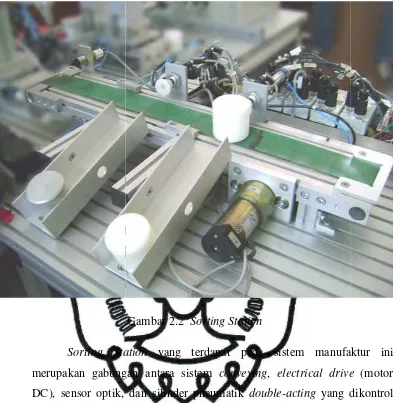
Gambar 2.2 Skema Sorting Station ... 7
Gambar 2.3 Skema Difuse Reflection Sensor ... 8
Gambar 2.4 Skema Retroreflective Sensor ... 8
Gambar 2.5 Skema Through Beam Sensor ... 8
Gambar 2.6 Gambar Optical Proximity Switch ... 10
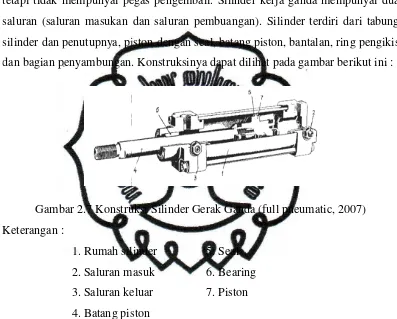
Gambar 2.7 Gambar Konstruksi Silinder Gerak Ganda ... 10
Gambar 2.8 Gambar Motor Servo... 12
Gambar 2.14 Skema Sequential Function... 17
Gambar 2.15 Komponen Data Flow Diagram ... 19
Gambar 2.16 Data Flow Diagram ... 19
Gambar 2.17 Gambar Letak tight side and slack side ... 22
Gambar 2.18 Gambar Sudut kontak antar sabuk ... 22
Gambar 3.1 Diagram Alir Perancangan dan Penelitian ... 34
Gambar 3.6 Diagram Alir Perancangan dan Penelitian ... 40
Gambar 4.1 Diagram Alir Pemrograman ... 36
Gambar 4.2 Diagram Alir Siklus Posisi Normal... 37
Gambar 4.3 Diagram Alir Siklus Total ... 39
Gambar 4.10 Penamaan Program Pada Kolom ”New Project” ... 62
Gambar 4.11 Kolom ”Insert New Object” ... 63
Gambar 4.12 Kolom Konfigurasi Hardware ... 64
Gambar 4.13 Kolom Pengalamatan Input/Output... 64
Gambar 4.14 Kolom Penulisan Program ... 65
Gambar 4.15 Fungsi ”Download” Pada Kolom ”PLC” ... 66
Gambar 4.16 Kolom ”Online View” ... 66
commit to user
xiii
DAFTAR TABEL
Tabel 2.1 Simbol-simbol dan nama komponen silinder gerak ganda ... 11
Tabel 4.1 Alamat komunikasi input/output... 44
Tabel 4.2 Alamat input/outputanalog dan digital ... 45
Tabel 4.3 Daftar hasil perhitungan kekuatan silinder pneumatik ... 72
commit to user
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Seiring perkembangan teknologi, banyak diciptakan mesin yang pengendaliannya lebih kompleks. Sehingga bila dijalankan hanya mengandalkan tenaga manusia akan sangat banyak membutuhkan tenaga operator. Prinsip ekonomi menuntut untuk menjalankan proses produksi berjalan seefisien mungkin untuk mendapatkan hasil yang maksimal.
Penerapan sistem kontrol otomatis pada alat – alat industri sangat membantu mempermudah dalam mengontrol dan mengatur sehingga proses produksi dapat berjalan lebih efisien. Pemilihan suatu mesin dengan sistem kontrol otomatis harus dengan perencanaan yang matang. Instrument yang dipasang pada mesin tersebut disesuaikan dengan kebutuhan agar mesin dapat berjalan secara yang diharapkan.
PLC (Programmable Logic Controller) merupakan sistem kontrol berbasis komputer, yaitu sebuah komputer mini yang dapat diprogram untuk mengolah input dan mengeluarkannya melalui terminal output sesuai yang diharapkan. Dengan PLC, perubahan sistem dilakukan hanya dengan mengubah program yang ada di dalamnya. Program dibuat dan dimasukkan oleh operator melalui unit input berupa console atau PC (Personal Computer). PLC dapat dibayangkan sebagai sebuah kotak yang di dalamnya terdapat ratusan atau ribuan relay, counter, timer dan lokasi penyimpan data. Relay, timer dan counter tersebut tidak ada secara fisik, melainkan berupa rangkaian semikonduktor yang sedemikian rupa sehingga dapat diprogram dan difungsikan sebagai relay, timer maupun counter ( Nurgiyatna 2005 ).
commit to user
diinginkan. MAPS ini dapat berupa rangkaian feeder, handling, control, sorting dan lain sebagainya. Masing-masing komponen dipilih dan disusun sesuai dengan pekerjaan yang dikehendaki sehingga diperoleh efisiensi yang baik pada sebuah proses produksi. MAPS ini juga dapat digunakan sebagai sarana pembelajaran atau simulasi pabrik yang sudah ada.
Salah satu station yang terdapat pada sistem MAPS untuk penelitian ini yaitu Sorting Station, merupakan mesin pemisah ( sorting ) benda kerja sesuai dengan jenis materialnya. Dalam hal ini benda kerja yang dipisahkan berdasar material plastik dan logam aluminium. Sistem mekaniknya berupa konveyor sabuk sebagai penghantar benda kerja, dan silinder pneumatik sebagai aktuator pemisah benda kerja. Alat ini menarik untuk dipelajari lebih dalam karena merupakan penggabungan sistem mekanik yang terkontrol otomatis oleh PLC. Oleh karena itu perlu adanya kajian dalam “Pembuatan program untuk Sorting Station dan analisis dinamik pada sistem Modular Automation Production Sistem (MAPS)” tersebut agar sistem mampu bekerja sesuai yang diharapkan.
1.2 Perumusan Masalah
1. Bagaimana merancang dan membuat program untuk menjalankan sistem sorting station pada MAPS ?
2. Bagaimana analisa dinamik sistem sorting station supaya diketahui kemampuan mekaniknya ?
1.3 Batasan Masalah
Pada perancangan dan penelitian ini masalah dibatasi sebagai berikut : 1. Pembuatan program pada sorting station.
2. Analisa dinamika pada komponen utama sorting station yaitu silinder pneumatik dan konveyor.
3. Pengontrol sistem menggunakan PLC Siemens Tipe S7-300 dengan software PLC : Simatic Manager Step 7 Basis V5.3.
commit to user 1.4 Tujuan dan Manfaat
Adapun tujuan dari perancangan ini diantara ialah :
1. Merancang program untuk pengaturan sorting station pada MAPS untuk mendapatkan langkah kerja yang sesuai dengan komponen yang tersedia,
2. Memperoleh variabel dinamik dari sistem mekanik sorting station pada MAPS untuk menjadi acuan tingkat keamanan dengan benda kerja silinder plastik dan aluminium.
Dari hasil perancangan dan penelitian ini diharapkan dapat memberikan manfaat sebagai berikut :
1. Mampu memperkenalkan sistem otomasi produksi kepada mahasiswa teknik mesin dan mampu menguasainya untuk kemajuan teknik produksi.
2. Mampu memberikan pengetahuan mengenai MAPS baik dalam bentuk teknologi maupun pemrogramannya supaya dapat digunakan untuk pembelajaran lebih lanjut mengenai sistem otomasi produksi.
1.5 Sistematika Penulisan
Agar penelitian dapat mencapai tujuan dan terarah dengan baik, maka disusun dengan sistematika penulisan sebagai berikut :
BAB I : Pendahuluan, menjelaskan tentang latar belakang masalah, tujuan dan manfaat penelitian, perumusan masalah, batasan masalah serta sistematika penulisan.
BAB II : Dasar teori, berisi tinjauan pustaka yang berkaitan dengan sistem mekanik dan sistem sensor pada MAPS Festo sorting station serta mengenai metode perancangan program dan software aplikasi untuk pemrograman PLC.
commit to user
BAB IV: Data dan Analisa, menjelaskan data hasil perancangan, perhitungan data hasil pengujian serta analisa hasil dari perhitungan.
BAB V : Penutup, berisi tentang kesimpulan dan saran. DAFTAR PUSTAKA
commit to user
5
BAB II
DASAR TEORI
2.1 Tinjauan Pustaka
Programmable Logic Controller (PLC) adalah sebuah alat yang digunakan untuk menggantikan rangkaian sederetan relai yang dijumpai pada sistem kontrol proses konvensional. PLC bekerja dengan cara mengamati masukan melalui sensor-sensor terkait, kemudian melakukan proses dan melakukan tindakan sesuai yang dibutuhkan, yang berupa menghidupkan atau mematikan keluarannya. Penggunaan PLC memberikan berbagai kemudahan bagi industri manufaktur dalam melakukan kendali pada proses otomasi, mengurangi biaya produksi serta meningkatkan jumlah dan kualitas produk (Maria 2004).
Perkembangan PLC sekarang ini meningkat pesat terutama pada bidang proses permesinan, rekayasa industri, sistem kontrol otomasi dan bidang lainnya. Berbagai penelitian telah dilakukan untuk menggabungkan PLC dengan berbagai aplikasi lain. Reec Rodolfo Mourwel (2008), menggabungkan aplikasi PLC dengan Supervisory Control and Data Acuition (SCADA) untuk mengontrol dan mengawasi proses pemisahan benda kerja berdasar jenis materialnya pada suatu sistem conveyor belt.
Riza Sulaiman, dkk (2009), membuat perancangan sistem miniatur pembotolan berbasis PLC ( Programmable Logic Controller ) pada MAPS (Modular Automation Production System). Mereka merancang pemrograman PLC untuk pemasangan tutup botol. PLC digunakan untuk menjalankan sistem supaya bekerja secara otomatis dan digunakan untuk aplikasi sistem yang berulang pada pemasangan tutup botol pada sistem MAPS.
commit to user benda kerja, sehingga Handl
ke Sorting Station untuk disor
Gambar 2.1 Layout MA
2.2 Tinjauan Sorting Stati
Sorting Station ada berfungsi untuk men-sortir adalah berupa perintah kel dimana pada proses tersebut terang ) dan jenis material Sehingga setelah ditentuka tersebut dikelompokkan pa lain tidak bercampur.
andling Device akan kembali memindahkan ben uk disortir berdasar kelompok jenis material.
MAPS (Modular Automation Production System
tation
adalah salah satu sistem pada proses produksi sortir produk menurut jenisnya. Input dari Sorting
keluaran dari proses sebelumnya, yaitu Control ebut dapat diketahui kelompok warna ( warna ge ( logam atau non logam ) dari produk yang dih ukan jenisnya, maka pada proses pen-sortiran
commit to user Sorting Stat
merupakan gabunga DC), sensor optik, melalui PLC SIEME Track Conveyor yan optik yang terpasa mendeteksi keberada
Gambar 2.2 Sorting Station
Station yang terdapat pada sistem manufakt bungan antara sistem conveying, electrical drive
k, dan silinder pneumatik double-acting yang di MENS 314-IFM. Sistem conveying menggunaka
ang digerakkan menggunakan motor DC 12 Volt asang pada bagian ujung konveyor berfungsi adaan meterial.
pneumatik sebagai aktuator pen-sortir, die n dua metode kontrol pemrograman, yaitu :
ed
kkan benda kerja pada belt conveyor, silinde outstroke) pada perhitungan waktu tertentu. Masal
etode ini, kecepatan motor harus konstan.
commit to user b. Position Controll
Posisi silinder 1 Keuntungannya a pengendalian sili
2.3 Sensor optik (Optical P
Sebuah sensor optik yang berfungsi untuk mende memancarakan sinar denga diterima dengan baik oleh yang terpancar akan dipant relatif paling pendek dianta cm ( adjustable dan dibagi be
2. Reflection with re
Sensor retrorefletif m untuk membalikan sinar da
rolled
1 dan 2 diatur oleh sistem posisi transducing a adalah, kecepatan motor tidak berpengaruh ada n silinder (Festo Handbook, 2006).
al Proximity Switch)
terdiri dari sumber cahaya (emitter) dan sebua endeteksi cahaya (receiver) tersebut. Sumber engan frekuensi tertentu dimana sinar tersebu
eh sensor dan tidak terganggu dengan cahaya d menggunakan sinar infra merah. Agar sensor d engganggu biasanya sumber cahaya memancark agai frekuensi yang berbeda.
ari optik sensor, yaitu :
tion Sensor
Gambar 2.3 Difuse Reflection Sensor
ni sudah terintegrasi pemancar dan penerimany antulkan oleh benda kerja. Jarak sensing sensor
ntara 2 jenis sensor yang lain, berkisar 10 cm sa gi beberapa tipe).
h reflector ( retroreflective )
commit to user polarisasi yang berbeda. Ja
difuse. receiver yang terpisah deng
G
. Jarak sensing sensor ini relatif lebih jauh daripa
Gambar 2.4 Retroreflective Sonsor
hrough beam merupakan sepasang sensor yaitu terdiri da car) dan receiver (penerima). Kelebihan sensor je punyai jarak sensing yang sangat jauh serta sudut se
pit.
Gambar 2.5 Trough-beam Sensor
Switch yang terpasang pada sistem Sorting Station nya sebuah sensor tanpa ada tambahan reflek ngan tranmiter.
Gambar 2.6 Optical Proximity Switch
commit to user 2.4 Silinder Pneumatik Ge
Silinder pneumatik harganya yang relatif mur kokoh serta mudah diperol KG, 1994)
Konstruksi silinder tetapi tidak mempunyai pe saluran (saluran masukan da silinder dan penutupnya, pist permukaan piston tersebut mencapai posisi maksimum diberikan oleh gaya pada permukaan piston (arah ma
k Gerak Ganda
tik banyak digunakan sebagai penggerak linier urah, mudah dipasang, sederhana dan kontruksi roleh dalam berbagai ukuran dan langkah kerja
nder kerja ganda adalah sama dengan silinder kerja pegas pengembali. Silinder kerja ganda mempun n dan saluran pembuangan). Silinder terdiri dar , piston dengan seal, batang piston, bantalan, ring an. Konstruksinya dapat dilihat pada gambar berik
onstruksi Silinder Gerak Ganda (full pneumatic, 2007
h silinder ut sehingga batang piston akan terdorong keluar mum dan berhenti. Gerakan silinder kembali a sisi permukaan batang piston (arah mundur)
aju) udaranya terbuka ke atmosfir.
commit to user
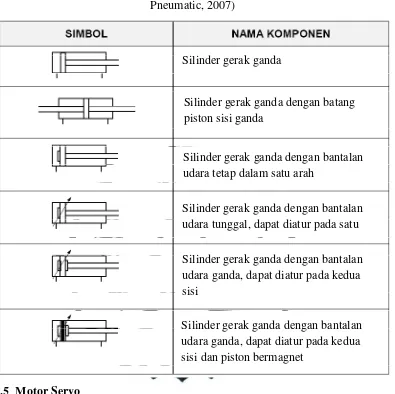
Tabel 2.1 Simbol-simbol dan nama komponen silinder gerak ganda (Full Pneumatic, 2007)
2.5 Motor Servo
Motor adalah merupakan bagian yang menjadi sumber tenaga untuk mengerakkan konveyor. Pemilihan jenis motor serta daya yang dihasilkan harus sesuai perhitungan yang benar untuk mendapatkan hasil yang maksimal dari operasi konveyor tersebut. Jenis – jenis motor bervariasi, kemampuannya dissuaikan dengan kebutuhan yang diperlikan.
Jenis motor penggerak konveyor yang dipakai pada rangkaian system Sorting Station adalah motor Servo yang dilengkapi rotary encoder sehingga sistem dapat mengetahui kecepatan putar dari motor tersebut. Kecepatan putar motor dihitung berdasarkan jumlah putaran kipas – kipas encoder yang terjadi dalam satu menit atau RPM (Rotation Per Minute).
Silinder gerak ganda
Silinder gerak ganda dengan batang piston sisi ganda
Silinder gerak ganda dengan bantalan udara tetap dalam satu arah
Silinder gerak ganda dengan bantalan udara tunggal, dapat diatur pada satu
Silinder gerak ganda dengan bantalan udara ganda, dapat diatur pada kedua sisi
commit to user Gambar 2.8
2.6 Solenoid Valve
Solenoid valve m menggunakan solenoid se mengaktifkan magnet yang peralatan yang digunakan listrik menjadi gerak linear yang dapat menghasilkan g digunakan sebagai pengge dialirkan ke silinder pneum berdasarkan sumber arusny menggunakan sumber a menggunakan arus searah.
2.7 PLC (Programmable L
PLC (Programmabl komputer yang khusus dir Proses yang dikontrol ini pada sistem-sistem servo, saja, tetapi dilakukan secar pengeboran, sistem konveyo
2.8 Motor Servo yang dilengkapi encoder yang terpasang pada Sorting Station
merupakan katup pneumatik elektrik yang sebagai penggerak katupnya. Solenoid dipaka ng berada didalam rangkaian katup. Solenoid me n untuk mengkonversikan dari sinyal elektrik a ar mekanik. Solenoid dibuat dari kumparan dan gaya magnet apabila dialiri arus listrik. Gaya ma ggeser katup keluaran untuk mengatur udara ya
umatik. Untuk katup solenoid ini dibagi atas du nya yaitu katup solenoid AC dan DC. Untuk sole
arus bolak-balik sedangkan untuk solenoi
le Logic Controller)
able Logic Controller) pada dasarnya adalah dirancang untuk mengontrol suatu proses atau ni dapat berupa regulasi variabel secara kontinu vo, atau hanya melibatkan kontrol dua keadaan
cara berulang-ulang seperti umum dijumpai pada eyor, dan lain sebagainya.
commit to user
Definisi PLC menurut Capiel (1982) adalah “Sistem elektronik yang beroperasi secara digital dan didisain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog.”
Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
PLC ini dirancang untuk menggantikan suatu rangkaian relay sequensial dalam suatu sistem kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan dioperasikan oleh orang yang tidak memiliki pengetahuan di bidang pengoperasian komputer secara khusus. PLC ini memiliki bahasa pemrograman yang mudah dipahami dan dapat dioperasikan bila program yang telah dibuat dengan menggunakan software yang sesuai dengan jenis PLC yang digunakan sudah dimasukkan.
Alat ini bekerja berdasarkan input-input yang ada dan tergantung dari keadaan pada suatu waktu tertentu yang kemudian akan meng-ON atau meng-OFF kan output-output. 1 menunjukkan bahwa keadaan yang diharapkan terpenuhi sedangkan 0 berarti keadaan yang diharapkan tidak terpenuhi. PLC juga dapat diterapkan untuk pengendalian sistem yang memiliki output banyak.
2.7.1 PLC Siemens S7-300
commit to user
terutama otomasi produksi yang terintegrasi. Setiap jenis PLC memiliki CPU yang berbeda sesuai dengan kebutuhan akan tingkat pemrosesan data yang diinginkan. Setiap CPU memiliki berbagai karakteristik yang berbeda-beda. Dalam pemilihan CPU pada PLC harus disesuaikan dengan karakteristik dan kondisi kerja yang harus dilakukan. Masing-masing CPU memiliki keistimewaan tersendiri mulai dari jumlah memori hingga jenis data yang dapat diolah.
2.7.2 CPU 314 IFM
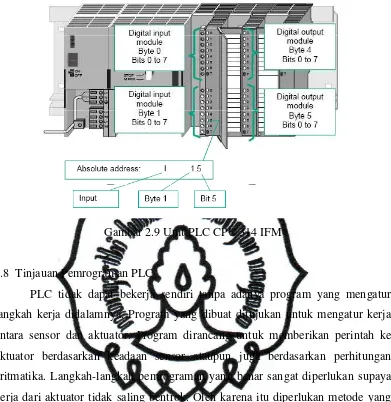
CPU 314 IFM merupakan salah satu komponen dari PLC Siemens S7-300. CPU ini memiliki keunggulan pada integrated function-nya. CPU ini memiliki modul permanen yang terdiri analog input, digital input dan juga digital output. CPU 314 IFM ini merupakan modul onboard yang telah dilengkapi dengan berbagai modul input-output yang terintegrasi sehingga tidak diperlukan tambahan modul untuk menjalankan perintah-perintah yang sederhana. CPU 314 IFM ini memiliki kelebihan pada fungsi terintegrasinya yang terdiri dari :
§ Frequency Meter integrated function
§ Counter Integrated Function (1 up and 1 down counter)
§ Counter A/B integrated function (2 up and 2 down counters, A and B)
§ Integrated Positioning Function (open-loop positioning)
Pada CPU 314 IFM ini memiliki konfigurasi sebagai berikut : 1. Power Supply (PS 307 2A)
2. CPU 314 IFM dengan modul terintegrasi - DI 4x DC 24V : digital input
- AI 4 / AO 1x 12 bit : analog input dan analog output - DI 16 / DO16x DC 24V : digital input
commit to user
Gambar 2.9Unit PLC CPU 314 IFM
2.8 Tinjauan Pemrograman PLC
PLC tidak dapat bekerja sendiri tanpa adanya program yang mengatur langkah kerja didalamnya. Program yang dibuat ditujukan untuk mengatur kerja antara sensor dan aktuator. Program dirancang untuk memberikan perintah ke aktuator berdasarkan keadaan sensor ataupun juga berdasarkan perhitungan aritmatika. Langkah-langkah pemrograman yang benar sangat diperlukan supaya kerja dari aktuator tidak saling bentrok. Oleh karena itu diperlukan metode yang tepat untuk membuat maupun menyusun program untuk PLC.
2.8.1 Bahasa Pemrograman PLC
Berikut adalah standard PLC Programming berdasarkan International Electrotechnical Commission’s ( IEC )-61131-3, yaitu :
1. Ladder Diagram (LD)
commit to user Gambar 2.10 Ladde
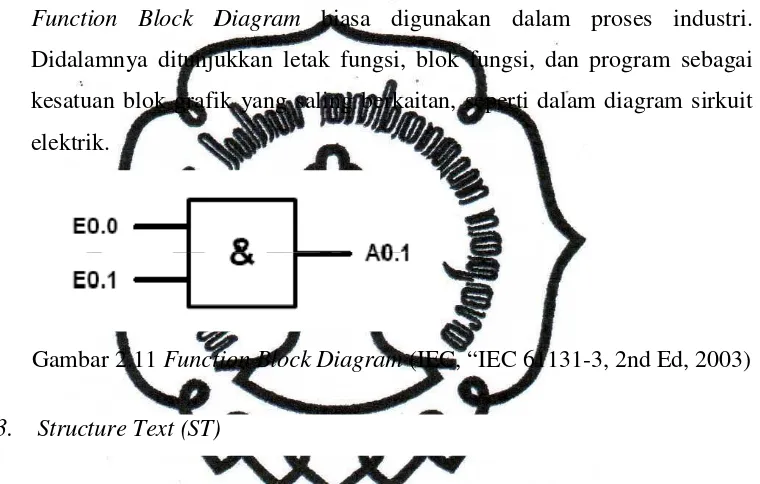
2. Function Block Diag
Function Block D
Didalamnya ditunjukka kesatuan blok grafik elektrik.
adder Diagram (IEC, “IEC 61131-3, 2nd Ed, 200
iagram (FBD)
Diagram biasa digunakan dalam proses unjukkan letak fungsi, blok fungsi, dan program
afik yang saling berkaitan, seperti dalam diagram
ction Block Diagram (IEC, “IEC 61131-3, 2nd E
ST)
ang terbiasa dalam bahasa pemrograman comput ”), akan menganggap structured text adalah ling mudah dalam control logika. Structured te an yang membutuhkan perhitungan matemati a atau pembuatan keputusan (decision-making).
commit to user 4. Instruction List ( IL
The instruction list
AND, OR, dan lain
Gambar 2.13 Intru
5. Sequenctial Function C
Metode grafis untuk langkah-langkah r kendaraaan, dan seba
Gambar 2.14 Seque 2003)
IL )
st sesuai untuk menterjemahkan rangkaian logika, s in – lain.
ntruction List (IEC, “IEC 61131-3, 2nd Ed, 2003)
tion Chart (SFC)
untuk pemrograman terstruktur yang banyak me rumit, seperti pada bidang robotika, p n sebagainya.
equenctial Function Chart (IEC, “IEC 61131-3, 2nd 2003) 2.8.2 Simatic Manager Step 7 Basis V5.3
ka, seperti
melibatkan perakitan
commit to user
Simatic manager merupakan program standar untuk pemrograman PLC Siemens. Melalui program ini kita dapat melakukan berbagai macam hal antara lain :
1. Menyeting dan menyusun proyek atau pekerjaan.
2. Konfigurasi dan menandai parameter ke hardware dan komunikasi. 3. Menyusun simbol.
4. Menyusun program untuk PLC. 5. Mendownload program ke PLC. 6. Mengetes sistem otomasi.
7. Mendeteksi kesalahan pada perangkat otomasi.
Bahasa pemrograman yang digunakan pada simatic manager ini terdiri dari 3 bahasa pemrograman PLC sesuai standar IEC-61131-3. Bahasa pemrograman yang digunakan antara lain :
1. Ladder Diagram (LD) 2. Statement List (STL)
3. Function Block Diagram (FBD)
2.9 Metode Data Flow Oriented
Metodologi data flow oriented secara umum didasarkan pada pemecahan sistem ke dalam modul-modul berdasarkan tipe elemen data dan tingkah laku logika modul tersebut dalam sistem. Dengan metodologi ini, sistem secara logika digambarkan dari arus data dan hubungan antar fungsinya di dalam modul-modul sistem.
commit to user
Komponen DFD menurut Yourdan dan DeMarco adalah sebagai berikut :
Terminator Proses Data Store Alur data Gambar 2.32 Komponen Data Flow Diagram (Roger S. Pressman, 1997)
1. Terminator / Entitas Luar (External Entity) / Batas Sistem (Boundary)
Terminator adalah entitas di luar sistem yang berkomunikasi atau berhubungan langsung dengan sistem. Entitas luar ini dapat berupa sistem yang berada di lingkungan luar sistem yang akan memberikan input atau menerima output dari sistem.
2. Proses
Komponen proses menggambarkan kegiatan atau kerja yang dilakukan dari suatu arus data yang masuk ke dalam proses (input) untuk menghasilkan arus data yang keluar dari proses (output).
3. Data Store / Simpanan Data
Komponen ini digunakan untuk membuat model sekumpulan paket data. Simpanan data dapat berupa file atau database yang tersimpan dalam disket, harddisk atau bersifat manual seperti arsip / catatan manual, agenda / buku, kotak tepat data / file folder. Komponen simpanan data diberi nama dengan kata benda.
4. Alur Data / Data Flow
Alur data digunakan untuk menerangkan perpindahan data atau paket data yang terjadi di antara proses, simpanan data dan terminator. Alur data dapat berupa kata, pesan, formulir atau dokumen, laporan, informasi, surat atau memo, dan sebagainya.
commit to user 1. DFD Fisik (physical data flow diagram = PDFD)
DFD fisik lebih tepat digunakan untuk menggambarkan sistem yang sudah ada (sistem lama). Pendekatan DFD fisik adalah bagaimana proses-proses sistem diterapkan (dengan cara apa, oleh siapa, dan di mana), termasuk proses-proses manual. Dengan DFD fisik, bagaimana proses sistem berjalan dapat lebih digambarkan dan dikomunikasikan kepada pemakai sistem sehingga analis sistem dapat memperoleh gambaran yang jelas bagaimana sistem tersebut bekerja.
2. DFD Logika (logical data flow diagram = LDFD)
DFD logika lebih tepat digunakan untuk menggambarkan sistem yang akan diusulkan (sistem baru). DFD logika menekankan hanya pada logika dari kebutuhan-kebutuhan sistem, yaitu proses-proses apa secara logika yang dibutuhkan oleh sistem. Karena sistem yang diusulkan belum tentu diterima dan biasanya terdiri dari beberapa alternatif, maka penggambaran secara logika terlebih dahulu tanpa melihat penerapannya secara fisik akan lebih mengena dan menghemat waktu. Untuk sistem komputerisasi, penggambaran DFD logika hanya akan menunjukkan kebutuhan proses sistem, dan umumnya yang digambarkan hanya proses-proses secara komputer saja.
Langkah untuk membuat pemrograman dengan cara metode aliran data (Data Flow Diagram) yaitu melalui beberapa proses. Kita ingat bahwa suatu peristiwa atau item kendali diterapkan sebagai nilai Boolean (misalkan : true atau False, on atau off, 1 atau 0) atau suatu daftar kondisi terpisah untuk menentukan suatu kejadian tertentu. Langkah–langkah yang harus dilakukan untuk itu diantaranya ialah :
- Mendata semua sensor yang dibaca oleh perangkat lunak
- Mendata semua kondisi- kondisi interupsi
- Mendata semua tombol yang digerakkan oleh suatu operator
commit to user
- Menguraika mengidenti menggamba
- Memusatka umum dida jalan/cara S.Pressman;
Gambar 2.33 Dat
ikan perilaku sistem dengan mengidentifikasi ntifikasi bagaimana status masing-masing dica mbarkan transisi antar status
tkan pada kemungkinan penghilangan suatu ke didalam menetapkan kendali (misalkan adaka
a untuk mendapatkan status tersebut) an;1997)
Data Flow Diagram (Roger S. Pressman, 1997)
kasi status, dicapai dan
commit to user 2.10 Analisis Dinamik
2.10.1 Konveyor
Tarikan efektif merupakan besar gaya yang dibutuhkan puli untuk menggerakkan benda kerja dan sabuk. Tarikan efektif pada puli penggerak ataupun puli pengikut adalah selisih dari gaya tarik yang bekerja pada puli tersebut (tight side dengan slack side). Pada gambar 2.1, bagian A adalah puli penggerak dan B adalah puli pengikut.
Gambar 2.1. Letak tight side dan slack side
Fef =Fts -Fss (2.1) (Khurmi, 2002)
Tarikan efektif pada sabuk juga dapat dihitung dengan rumus:
(
1 2)
.
ef s sl B B s
F =m- g m +m +m (2.2)
dimana:
Fef = Tarikan efektif sabuk pada puli penggerak (N) Fts = tegangan sabuk pada tight side (N)
Fss = tegangan sabuk pada slack side (N)
s sl
m - = koefisien gesek sabuk dengan permukaan luncur (slider)
g = gaya gravitasi bumi (9,8 m/s2) ms = massa sabuk (kg)
mB1 = massa pembebanan pada bagian atas konveyor (kg) mB2 = massa pembebanan pada bagian bawah konveyor (kg)
commit to user a. Perbandingan gaya tarik pada sabuk
Tegangan sabuk dikirimkan dari puli penggerak ke puli pengikut. Gaya tarik sabuk pada bagian penggerak (driver pulley) biasanya lebih besar dari pada bagian pengikut (driven pulley). Perbandingan nilai kedua bagian gaya tarik tersebut dapat ditentukan dengan rumus:
2,3log ts .
m - = koefisien gesek antara sabuk dengan puli
q = sudut kontak antara sabuk dengan puli (rad)
Gambar 2.2. Sudut kontak antar sabuk
b. Daya pada sabuk
Daya yang dibutuhkan oleh sabuk untuk melakukan proses pengangkutan, yaitu perkalian antara selisih gaya tarik efektif tight side dan slack side dengan kecepatan sabuk.
commit to user c. Torsi
Faktor utama untuk mendisain puli adalah torsi yang diterima puli akibat tegangan sabuk. Torsi adalah putaran atau pemuntiran dari suatu gaya terhadap puli. Pada suatu puli dengan jari-jari r meter dan bekerja gaya F, maka akan timbul torsi. Secara umum torsi dapat diketahui dengan rumus:
.
T =F r (2.5)
Pada kasus penggerak sabuk, torsi dapat dihitung dengan:
(
)
P = Daya transmisi (Watt) Np = kecepatan putar puli (rpm)
Tp = Torsi (Nm) (Khurmi, 2002)
e. Pengalihan torsi
Pengalihan torsi dapat dinyatakan dengan:
commit to user
Karena rasio roda gigi adalah perbandingan antara kecepatan putar masukan dengan kecepatan putar keluaran, maka:
0 . t
Motor dc adalah mesin yang berfungsi mengubah tenaga listrik dc menjadi tenaga mekanik dengan tenaga gerak berupa putaran dari rotor.
Sehingga kecepatan linearnya adalah:
v = ω . rg (2.11)
dimana :
v = kecepatan linear (m/s) rg = jari-jari roda gigi (m)
Daya yang diperlukan untuk menggerakkan roda gigi adalah sebesar:
P = Fg . v (2.12)
Daya motor dapat dicari dengan persamaan:
commit to user 2.10.2. Silinder Pneumatik
Studi mengenai gerak dan konsep-konsep gaya yang berhubungan, membentuk satu bidang yang disebut mekanika. Mekanika biasanya dibagi dua bagian: kinematik yang merupakan penjelasan mengenai benda bergerak dan dinamika yang mengalami masalah gaya dan menjelaskan mengapa benda begerak sedemikian rupa.
a. Gaya
Gaya merupakan semacam dorongan atau tarikan terhadap sebuah benda. Gaya tidak selalu menyebabkan benda bergerak. Sebuah gaya memiliki arah dan besar, sehingga merupakan sebuah vektor. Secara umum
Pada sistem pneumatik, saat fluida mengalir melalui saluran outstroke akan menimbulkan gaya dorong sehingga piston bergerak maju, piston akan bergerak ke belakang bila fluida mengalir melalui saluran instroke. Dalam perhitungan gaya dorong ini dapat ditentukan dengan dua cara yaitu gaya dorong teoritis dan gaya dorong efektif.
b. Gaya piston teoritis
commit to user c. Gaya piston efektif (aktual)
Gaya aktual adalah gaya dorong piston sesungguhnya yang digunakan untuk melakukan kerja. Harga dari gaya aktual akan selalu lebih rendah dari gaya teoritis, disebabkan oleh adanya gaya gesek antara piston dengan dinding tabung. Gaya tarik ke dalam (instroke) harganya lebih kecil dari langkah maju (outstroke) ini disebabkan adanya pengurangan luas efektif piston oleh luas penampang batang piston.
Gaya efektif sama dengan gaya teoritis dikurangi gaya piston yang digunakan untuk melawan gaya gesek dari gaya efektif. Gaya gesek dianggap sebesar 10%.
Untuk silinder gerak ganda gaya efektif dapat dihitung :
commit to user keadaan geraknya. Perbedaan antara massa dan berat, massa adalah sifat dari benda itu sendiri. Sedangkan berat adalah gaya, gaya gravitasi yang bekerja bekerja pada benda sementara benda tersebut bergerak dalam jarak tertentu. Dalam bentuk persamaan dapat dituliskan:
W = F . s (2.20)
dimana: W = usaha (Nm,Joule) F = Gaya (N)
commit to user g. Daya
Daya adalah cepatnya usaha yang dilakukan. Dalam hal ini kecepatan harus diartikan komponen kecepatan benda dalam arah gaya yang bekerja padanya.
P = usaha yang dilakukan gaya = F . v (2.21) waktu yang diperlukan untuk usaha
dimana:
P = daya rata-rata (watt)
commit to user
30 BAB III
PELAKSANAAN PERANCANGAN DAN PENELITIAN
3.1 Alat Yang Digunakan
1. Alat yang digunakan berupa MAPS sorting station produksi Festo berbasis PLC Siemens S7-300 yang terdiri dari :
· PLC Siemens Simatic S7-300 CPU 314 IFM,CP 342-5,
· AS-I CP 342-2 dilengkapi katup solenoid.
· Motor servo 12 VDC dilengkapi encoder. · System konveyor sabuk.
· 2 buah silinder ganda pneumatik.
· Optical proximity switch.
2. Kompresor torak dengan tekanan + 5 Bar
3. Benda kerja berupa silinder plastik putih dan aluminium. 4. Timbangan digital :
- Tipe AND EK-1200i
- Electronic Refrigerant Scale tipe 9010A range beban 0,000 - 55,000 kg. 5. Jangka sorong
6. 1 unit Komputer dengan prosesor Pentium 4
3.2 Software Perancangan
1. Simatic Manager Step 7 Basis V5.3 2. S7-PLCSIM Simulating Modules
3. Software perhitungan pneumatik yaitu Pro Pneu.
3.3 Metode Perancangan dan Penelitian
3.3.1 Studi Literatur
commit to user
- Studi mengenai PLC Siemens Simatic S7-300 tipe CPU 314 IFM.
- Studi mengenai software pemrograman PLC yaitu Simatic Manager Step 7 Basis V5.3.
- Studi mengenai analisa kinematik dan dinamik.
- Studi mengenai metode perancangan program yaitu metode data flow oriented dengan alat teknik data flow diagram.
- Studi mengenai analisa kinematik dan dinamik.
Dari beberapa literatur yang didapatkan akan digunakan sebagai dasar dan metode dalam perancangan dan penelitian ini. Sehingga akan diperoleh arah yang tepat untuk mendapatkan hasil sesuai dengan tujuan dan manfaat yang diharapkan dalam tugas akhir ini.
3.3.2 Disain dan Implementasi Software
Pada tahapan ini lebih mengarah pada perancangan program untuk MAPS Festo sorting station. Adapun langkah-langkah yang dilakukan dalam tahap disain dan implementasi software ini antara lain :
- Menyusun konsep perancangan program berdasarkan langkah kerja yang diinginkan.
- Menyusun rencana algoritma program dan bagan alir program. - Perancangan bahasa program menggunakan Ladder Diagram.
- Menjalankan program dengan tools software PLC yaitu Simatic Manager Step7 Basis V5.3 dengan terkoneksi pada hardware PLC.
- Memperbaiki kesalahan dalam pemrograman apabila ditemukan kesalahan baik yang berupa kesalahan penulisan program maupun kesalahan algoritma. Apabila ditemukan masalah maka program akan ditinjau kembali dari awal.
3.3.3 Pengujian Sistem
commit to user
yang akurat dalam penelitiannya. Adapun tahapan dalam pelaksanaan pengujian sistem ini antara lain :
- Tahap pertama yaitu pengujian sistem pada bagian perangkat lunak atau pemrogramannya. Pengujian ini dilakukan dengan tujuan untuk mengetahui apakah hasil pemrograman dapat berjalan sesuai langkah kerja yang telah direncanakan. Pada pengujian ini dilakukan dengan mencocokkan antara program yang telah dibuat dengan keadaan nyata pada MAPS Festo sorting station. Pengujian dilakukan dengan cara memonitor setiap langkah kerja yang terjadi pada sorting station yang kemudian dicocokkan dengan program yang telah dibuat. Pada monitor PC akan tampak urutan sensor dan aktuator pada saat PLC aktif sehingga dapat diketahui apabila ada kesalahan dalam penempatan sensor maupun aktuator pada program.
- Tahap kedua yaitu pengujian sistem pada bagian mekaniknya. Pengujian ini dilakukan dengan menganalisa kinematik dan dinamik pada sistem mekanik dari MAPS Festo sorting station. Dari pengujian ini diharapkan diperoleh kemampuan mekanik dari alat ini. Pengujian ini dilakukan apabila tahap pertama pengujian telah berhasil. Dalam pengujian ini dilakukan dalam beberapa langkah antara lain :
a. Melakukan penimbangan pada setiap komponen yang akan diambil datanya. Penimbangan ini bertujuan untuk mendapatkan nilai beban yang diterima oleh konveyor. Data-data dari hasil penimbangan ini yang nantinya digunakan sebagai acuan dalam proses peritungan kekuatan.
b. Melakukan pengujian koefisien gesek antara permukaan plat penopang konveyor dengan sabuk konveyor. Pengujian ini bertujuan dalam menentukan variable yang akan digunakan dalam peritungan beban pada konveyor.
c. Mengukur setiap komponen menggunakan mistar ukur dan juga jangka sorong.
commit to user 3.3.4 Analisa dan Pengambilan Kesimpulan
Pada tahapan ini dilakukan pengolahan data yang diperoleh dari beberapa pengujian pada tahap sebelumnya. Data-data yang diperoleh kemudian diolah berdasarkan dasar teori yang telah didapatkan dari studi literatur. Setelah data diolah maka akan diperoleh hasil dari perhitungan dan analisa yang kemudian digunakan sebagai acuan didalam mengambil kesimpulan untuk tugas akhir ini.
3.3.5 Penulisan Laporan
commit to user
Diagram alir metode perancangan dan penelitian ini dapat digambarkan sebagai berikut :
Gambar 3.6 Diagram Alir Metode Perancangan dan Penelitian Pernyataan masalah
Mulai
Pengumpulan informasi
Pembuatan konsep perancangan program
Selesai ya
tidak Pembuatan algorithma dan
bagan alir program
Menulis bahasa program
Menjalankan program
Program Benar ?
Pengambilan kesimpulan dan penulisan laporan
commit to user
35 BAB IV
DATA DAN ANALISA
4.1 Perancangan Program Festo Sorting Station
Perancangan program untuk menjalankan proses pada sorting station menggunakan metode data flow oriented. Untuk mempermudah dalam pembuatan urutan program digunakan data flow diagram. Data flow diagram ini akan menggambarkan secara jelas langkah-langkah kerja yang akan dilakukan sehingga akan mempermudah dalam penyusunan program.
4.1.1 Pembuatan Algoritma pemrograman
Sebelum memulai pemrograman, algoritma dari pemrograman harus dibuat terlebih dahulu. Algoritma ini diharapkan dapat membantu dalam menentukan langkah-langkah pemrograman dari awal siklus hingga akhir siklus.
1. Communication input dari control station aktif. 2. Benda kerja siap di ujung konveyor.
3. Sensor optik aktif.
4. If input putih = 1, optikal = 1 then identifikasi sebagai plastik putih. 5. If else input aluminium = 1, optikal = 1 then identifikasi sebagai
aluminium.
6. If benda plastik putih = 1 then perintah menuju peluncur pertama and seting T1
7. If benda aluminium = 1 then perintah menuju peluncur kedua and seting T2.
commit to user
Dalam menentukan langkah pemrograman terlebih dahulu membuat alur atau diagram alir dari proses pemrogramannya. Adapun diagram alirnya sebagai berikut :
Gambar 4.1 Diagram Alir Pemrograman
error
Mulai
Input data proses
Addressing component
no error
Pembuatan program dengan diagram ladder
Compile and check error
Simulasi program
Download ke CPU
Output data
commit to user
4.1.2 Pembuatan Diagram Alir Proses Kerja Sorting Station
Sorting station ini berfungsi untuk mendeteksi material yang kemudian akan dipisahkan sesuai dengan rekomendasi yang diinginkan.
Diagram alir dari sorting station adalah sebagai berikut : 1. Pengecekkan pada posisi normal
Sebelum siklus dimulai terlebih dahulu sorting station harus dalam kondisi normal :
· Kecepatan motor konveyor diseting pada level sedang.
· Posisi batang piston silinder 1 dan 2 pada posisi instroke.
Gambar 4.2 Diagram Alir Siklus Posisi Normal
Tidak Conveyor Belt dijalankan dengan
program Time Controled
Conveyor Belt dijalankan dengan program Time
Controled
Tidak
commit to user 2. Siklus Total
Siklus total didefinisikan sebagai berikut :
- Pada posisi normal – lampu richten menyala.
- Tombol start ditekan dan kemudian lampu richten mati. - Switch manual atau auto diposisikan sesuai keinginan.
- Switch manual – setiap pengukuran dilakukan dengan menekan tombol start.
- Switch auto – setiap pengukuran dilakukan secara otomatis setelah sekali menekan tombol start.
Dari penjelasan di atas maka dapat digambarkan dalam diagram alir sebagai berikut :
`
Mulai
Awal Siklus
Lampu Hijau Menyala
commit to user
Gambar 4.3 Diagram Alir Siklus Total
Ya benda kerja menuju silinder 1
Konveyor mencapai Timming Value = 5,7 detik
Benda alumunium didorong ke peluncur 1
Konveyor memindahkan benda kerja menuju silinder 2
Akhir Siklus didorong ke peluncur 2
commit to user aluminium dan plastik putih
Double Feeder Station
Pada sorting station ini juga terdapat kondisi marginal (kondisi tidak sesuai proses yang diinginkan) yang juga harus diikut sertakan dalam pemrograman. Kondisi ini berkaitan dengan keamanan pada sorting station saat bekerja.
a. Mengaktuasikan tombol mushroom (emergency Stop-button)
· Semua kerja akan berhenti.
· Sumber arus akan terputus. b. Peringatan kondisi berbahaya
· Lampu putih flashing yaitu adanya benda asing yang menghalangi sensor optik.
c. Kondisi setelah tombol mushroom kembali non-aktif :
· Benda kerja tidak pada kondisi normal.
· Lampu hijau mati.
· Modul tidak dalam kondisi siap kerja.
· Menekan tombol start
· Sabuk konveyor bergerak maju sesuai waktu pengaturan.
· Menekan tombol start lagi.
· Modul siap sesuai urutan program.
4.1.3 Pembuatan Data Flow Diagram
Pembuatan program dengan metode data flow oriented ini diawali dengan pembuatan diagram konteks. Diagram konteks merupakan gambaran sederhana mengenai hubungan antara entitas luar, baik yang berupa input maupun output yang mempengaruhi suatu proses secara menyeluruh. Diagram konteks untuk sorting station dapat digambarkan sebagai berikut :
commit to user
Dari diagram konteks tersebut masih dapat dijabarkan lagi ke dalam bentuk diagram yang lebih kompleks. Diagram ini disebut data flow diagram level 0. Pada diagram level 0 ini menerangkan mengenai langkah-langkah kerja yang terdapat pada bagian proses. Diagram level 0 ini menerangkan secara lebih detail langkah-langkah dan hubungan antara entitas luar dengan proses daripada diagram konteks. Untuk diagram level 0 dari diagram konteks sorting station dapat digambarkan sebagai berikut :
commit to user
Pembuatan program untuk sorting station ini didasarkan pada data flow diagram pada level 1. Data flow diagram level 1 ini menjelaskan lebih detail mengenai langkah-langkah kerja pada tiap-tiap proses yang terdapat pada data flow diagram level 0. Melalui diagram level 1 ini akan disusun rangkaian program yang kemudian akan diterjemahkan ke dalam bentuk bahasa program yang nantinya disesuaikan dengan input, output serta perintah fungsi pada PLC. Urutan proses dari kerja sorting station dapat digambarkan secara rinci dalam data flow diagram sebagai berikut :
A. Data flow diagram level 1 konveyor dan silinder ke posisi normal
commit to user B. Data flow diagram posisi kerja
commit to user
4.1.4 Penulisan Program Sorting Station
Penulisan program untuk sorting station ini didasarkan pada data flow diagram yang telah tersusun sesuai deskripsi kasus yang dikehendaki. Program yang akan digunakan untuk mengatur kerja PLC menggunakan bahasa pemrograman Ladder Diagram. Sebelum menulis program terlebih dahulu mendeskripsikan alamat sensor dan aktuator sesuai dengan alamat yang tersedia pada PLC. Setelah semua alamat yang diperlukan tercatat maka proses selanjutnya yaitu menyusun program sesuai dengan aliran data yang telah dibuat. Untuk pemrograman PLC Siemens Step 7-300 menggunakan software Simatic Manager V5.3. Melalui software ini kita dapat mengatur konfigurasi hardware yang kita gunakan dan juga sebagai kontrol PLC melalui computer.
4.1.4.1 Pengalamatan Sensor dan Aktuator
Pengalamatan sensor dan aktuator disesuaikan dengan alamat yang tersedia pada PLC. Untuk alamat input pada CPU 314IFM diberi simbol I dan dimulai dengan nomor 65.0 sampai dengan 66.7. Untuk alamat input ini sudah termasuk input digital dan input analog. Sedangkan untuk alamat output diberi simbol Q dan dimulai dari nomor 65.0 sampai dengan 66.7. Untuk alamat output ini juga sudah termasuk output digital dan output analog.
Pengalamatan input dan output untuk sorting station adalah sebagai berikut ;
Tabel 4.1 Alamat Komunikasi input / output
No. Simbol Alamat Tipe Data Keterangan
commit to user Tabel 4.2 Alamat input / output analog dan digital
No. Simbol Alamat Tipe Data Keterangan
1. S1 I 66.4 BOOLEAN NOT-AUS button
2. S3 I 65.1 BOOLEAN Start button
3. S4 I 66.5 BOOLEAN Manu/Auto switch
4. B6 I 66.0 BOOLEAN Reeds.reject.cyl.1 front
5. B7 I 66.1 BOOLEAN Reeds.reject.cyl.1 rear
6. B8 I 66.2 BOOLEAN Reeds.reject.cyl.2 front
7. B9 I 66.2 BOOLEAN Reeds.reject.cyl.1 rear
8. B10 I 66.3 BOOLEAN Optical proximity switch
9. Counter_input SFB38,DB60 BOOLEAN Counter input
10. Y1 Q 66.0 BOOLEAN Solenoid rejection cyl. 1
11. Y2 Q 66.1 BOOLEAN Solenoid rejection cyl. 2
12. H2 Q 66.6 BOOLEAN Light green
13. H3 Q 66.7 BOOLEAN Light White
commit to user
4.1.4.2 Penulisan Program Dengan Ladder Diagram
Penulisan program sorting station ini menggunakan bahasa program ladder diagram atau diagram tangga. Ladder diagram ini dibuat dengan mengkombinasikan antara input dan output dengan fungsi-fungsi kerja pada PLC. Ladder diagram ini merepresentasikan interkoneksi antara perangkat input dan perangkat output sistem sorting. Dinamakan ladder diagram karena diagram ini mirip dengan tangga. Seperti halnya sebuah tangga yang memiliki sejumlah anak tangga, diagram ini juga memiliki anak-anak tangga tempat setiap peralatan dikoneksikan.
Pembuatan program disesuaikan dengan simbol yang tertera pada sesi pengalamatan. Simbol-simbol ini mempermudah dalam penulisan program dan juga dapat lebih menghemat penulisan. Simbol-simbol ini nantinya akan diterjemahkan oleh PLC sesuai dengan alamat input maupun yang telah dibuat.
A. Program Pengaturan Posisi Normal
Network 1
commit to user
Network 2
Saat tombol “S3” diaktifkan, konveyor akan bergerak maju selama 5 detik (waktu yang ditentukan) dan batang silinder 1 dan 2 pada posisi instroke.
Network 3
commit to user
Network 4
Communication_output_1 didapatkan setelah tombol “S3” “S4” diaktifkan bersamaan.
B. Program pengaturan posisi kerja
· Konveyor memindahkan benda kerja plastik putih menuju silinder 2.
Network 5
commit to user Network 6
commit to user Network 7
commit to user Network 8
commit to user
· Silinder 2 mendorong benda kerja menuju peluncur 2.
Network 12
Rangkaian ini memnghasilkan memori untk mengaktifkan silinder pneumatik 2.
Network 13
commit to user Network 14
Setelah waktu seting habis, maka solenoid akan aktif dan batang silinder 2 akan bergerak outstroke.
Network 15
commit to user
· Konveyor memindahkan benda kerja aluminium menuju silinder 1.
Network 17
commit to user Network 18
commit to user Network 19
commit to user Network 20
Memori “M_Value26” digunakan untuk instruksi selanjutnya.
· Silinder 1 mendorong benda kerja menuju peluncur 1.
Network 24
commit to user Network 27
Saat memori bit “M_Value25” dan sensor magnetik “B7” silinder 1 aktif bersama, maka akan dihasilkan waktu seting peluncuran batang silinder 1.
Network 28
commit to user Network 29
Pada kondisi outstroke penuh, maka sensor magnetik “B6” akan aktif dan mereset solenoid sehingga batang silinder kembali ke posisi instroke.
C. Pengkondisian adanya gangguan
commit to user
D. Peringatan adanya gangguan atau kondisi berbahaya.
commit to user
4.1.5 Software PLC Simatic Manager Step 7 Basis V5.3
Untuk dapat menghubungkan antara PLC dengan PC digunakan software Simatic Manager Step 7 Basis V5.3. Melalui software ini program dibuat dan kemudian di-download ke dalam CPU pada PLC. Software ini juga dapat digunakan untuk simulasi program dan juga untuk memonitor program yang bekerja pada PLC. Setiap pengalamatan dan hardware configuration dapat dilakukan melalui software ini. Ada beberapa langkah yang harus dilakukan sebelum melakukan pemrograman menggunakan software ini. Berikut adalah langkah-langkah tersebut.
a. Buka program
Untuk membuka program simatic manager tekan pada ikon simatic manager seperti dibawah ini. Setelah membuka program akan muncul tampilan “New Project” wizard, tekan cancel pada kolom bagian bawah. “New Project” wizard digunakan untuk membuat pemrograman secara cepat, akan tetapi memiliki kelemahan seperti konfigurasi hardware yang tidak spesifik sesuai dengan hardware yang digunakan.
Gambar 4.8 Ikon Simatic Manager
b. Membuat lembar baru pemrograman dan pemilihan jenis umum PLC
commit to user 1. Membuat lembara
Gambar 4.
2. Tulis judul progra
Gambar 4.10 Pen
baran baru program
4.9 Fungsi “New” Pada Simatic Manager
ogram pada kolom “name” kemudian klik “ok”
commit to user 3. Memasukkan oby
Gamb
4. Konfigurasi hardw Konfigurasi hardw program mengenai hardw dengan kemampuan dari tergantung dari jenisnya. A yang digunakan maka prog Dan akan muncul peringa dengan yang terpasang ma yang digunakan. Konfigur fungsi terintegrasi pada PL dapat berupa counter maupun maka object properties pada dan program akan otomatis m
n obyek PLC yang akan digunakan dalam pemrogram
mbar 4.11 Kolom Insert New Object
hardware
hardware digunakan untuk memberikan informa dware yang terpasang. Program akan menye ri hardware yang memiliki kelebihan masing . Apabila konfigurasi hardware tidak sesuai denga program yang di-download tidak akan bekerja pa
ngatan bahwa hardware yang digunakan tidak maka akan terjadi konflik antara program denga gurasi hardware ini juga berfungsi untuk menga PLC yang digunakan. Funsi-fungsi terintegrasi upun frequency meter. Apabila fungsi tersebut di pada CPU kita pilih sesuai dengan fungsi yang dii
tis mengolah fungsi yang diinginkan.
commit to user Gambar
5. Pengalamat input
Gambar 4.1
ar 4.12 Kolom Konfigurasi Hardware
nput / output
commit to user 6. Penulisan main pr
Penulisan program seperti relay. Fungsi-fungsi kolom disebelah kiri yang di disesuaikan dengan perinta ini harus sangat berhati-ha berakibat fatal pada alat y program ada baiknya jika kertas.
Gamb
c. Downloading program ke Proses downloading dibuat. Proses ini berfungsi yang kita gunakan. Program acuan kerja sensor dan aktua 1. Pilih pada bagian PLC. Setelah program dipi pada perintah download. S
n program dan sub program
m menggunakan diagram ladder yang memiliki ngsi perintah untuk diagram ladder dapat diam g disebut program element. Fungsi yang dipakai n ntah pada kenyataan kerja yang diharapkan. Pada hati dalam penulisannya karena kesalahan kec t yang digunakan nantinya. Sebaiknya sebelum ka dibuat terlebih dahulu konsep pemrograman
bar 4.14 Kolom Penulisan Program
ke PLC
oading merupakan akhir dari pemrograman yan ungsi untuk mengirimkan data hasil pemrograman ogram yang telah dibuat nantinya akan digunakan
ktuator yang digunakan.
ian blok program jenis program yang akan di ki ipilih kemudian buka pada menu PLC dan pil
Setelah itu akan muncul konfirmasi untuk mela
commit to user proses download dan pilih
PLC dan siap digunakan.
Gambar 4.15
2. Klik “online” pada
Gam
lih pada pilihan yes. Maka program akan dikopi
5 Fungsi “Download” pada kolom “PLC”
pada kolom view untuk memonitor program di dal
ambar 4.16 Kolom “Online View”
kopikan ke
commit to user Untuk menghubung
berupa RS- 232. Diantara berfungsi mengontrol perpi ini data pemrograman dari P
Gamb
hubungkan antara PC dan PLC digunakan kabel peng ra koneksi pada PC dan PLC terdapat konsol M
rpindahan file dari PC ke CPU pada PLC. Tanpa ri PC tidak dapat dikirimkan ke CPU pada PLC.
mbar 4.17 Konsol MPI PC Adapter
commit to user 4.2 Analisis Dinamik
A. Bagian silinder pneumatik
Sebelum menghitung gaya yang dibutuhkan untuk mendorong setiap benda kerja, maka harus diketahui gaya yang dihasilkan oleh silinder pneumatik yang terdapat pada sorting station.
Gaya teoritis dari silinder pneumatik pengumpan adalah: Diketahui:
Gaya yang dihasilkan silinder pneumatik untuk mendorong benda kerja apabila Rr adalah 10% dari gaya teoritis =15,7 N, adalah:
Gaya outstroke pada silinder:
commit to user Gaya instroke pada silinder:
Fin = zA'xP − R¢
Dari perhitungan diatas diketahui bahwa gaya dorong dari silinder pneumatik adalah 141,3 N. Panjang langkah outstroke batang silinder adalah 98,5 mm, dan waktu rata-rata yang ditempuh setelah dilakukan beberapa kali pengambilan data adalah 2,24 sekon. Sehingga dapat diketahui kecepatan dari silinder pneumatik dalam beraktuasi.
98, 5
Selanjutnya dihitung gaya, usaha dan daya yang dibutuhkan oleh silinder pengumpan untuk melakukan proses pengumpanan. Diketahui koefisien gesek statik antara aluminium dengan belt adalah 0,4 (www.engineersedge.com), dan koefisien gesek statis antara plastik dengan belt adalah 0, 39 (www.hypertextbook.com).
a. Benda kerja aluminium.
Koefisien gesek antara benda kerja aluminium dengan belt adalah 0,4. Gaya normalnya adalah:
FN = mAl . g
commit to user Sehingga gaya gesek statiknya adalah : Fs = ms.FN
= 0,4 . 2,705 N = 1,05 N
SF = 2,705 N + 1,05 N = 3,755 N
· Usaha
Usaha yang dibutuhkan pengumpan untuk mendorong benda kerja adalah:
W = SF.s
= (FN + Fs) . s
= (2,705 N + 1,05 N) . 0,096 m = 3,755 N . 0,096 m
= 0,36 Joule
· Daya
Daya yang dibutuhkan pengumpan untuk mendorong benda kerja adalah:
P = SF . vp = (FN + Fs) . vp
= (2,705 N +1,05 N) . 0,0439 m/s = 3,755 N . 0,0439 m/s
commit to user b. Benda kerja plastik putih.
Koefisien gesek antara plastik putih dengan belt adalah 0,4 yang terjadi hingga ujung tempat pengumpanan.
· Gaya normalnya adalah: FN = mpp . g
= 137,5 gram . 9,8 m/s2 = 0,138 kg . 9.8 m/s2 = 1,35 N
Sehingga gaya gesek statiknya adalah: Fs = ms.FN
Usaha yang dibutuhkan pengumpan untuk mendorong benda kerja adalah:
commit to user
Tabel 4.3. Daftar hasil perhitungan kekuatan yang diperlukan silinder
pneumatik untuk mendorong benda kerja.
Gaya (N) Usaha (Joule) Daya (Watt) Benda kerja
aluminium 3,755 0,36 0,165
Benda kerja
plastik putih 1,88 0,18 0,083
B. Bagian konveyor
a. Benda kerja aluminium.
Berat benda kerja aluminium adalah 275,6 gram.
· Gaya yang bekerja pada motor
Gaya efektif yang dibutuhakan konveyor untuk proses pengangkutan adalah:
Fef = m . g . (mb + ms)
= 0,4 . 9,8 m/s2 . ( 275,6 + 0.05) gram.
= 3,92 m/s2 . 0,275 kg
= 1,078 N
Torsi yang dibutuhkan untuk mengangkut benda kerja adalah: Tt = Fef . rp