PENGARUH TEKANAN PADA SCREW PRESS TERHADAP
PERSENTASE KEHILANGAN MINYAK KELAPA SAWIT
YANG TERDAPAT PADA AMPAS PRESS DI
PABRIK KELAPA SAWIT PTPN III
SEI MANGKEI - PERDAGANGAN
KARYA ILMIAH
NATANIEL SARAGIH
072409001
PROGRAM STUDI D3 KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH TEKANAN PADA SCREW PRESS TERHADAP
PERSENTASE KEHILANGAN MINYAK KELAPA SAWIT
YANG TERDAPAT PADA AMPAS PRESS DI
PABRIK KELAPA SAWIT PTPN III
SEI MANGKEI - PERDAGANGAN
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat untuk memperoleh gelar Ahli
Madya
NATANIEL SARAGIH
072409001
PROGRAM STUDI D3 KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH TEKANAN PADA SCREW PRESS
TERHADAP PERSENTASE KEHILANGAN MINYAK KELAPA SAWIT YANG TERDAPAT PADA AMPAS PRESS
DI PABRIK KELAPA SAWIT PTPN III
SEIMANGKEI - PERDAGANGAN
Kategori : KARYA ILMIAH
Nama : NATANIEL SARAGIH
Nomor Induk Mahasiswa : 072409001
Program Studi : D-3 KIMIA INDUSTRI
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di,
Medan, Juni 2010
Diketahui / Disetujui Oleh
Departemen Kimia FMIPA USU
Ketua, Pembimbing
Dr. Rumondang Bulan, MS Drs. Firman Sebayang, MS
PERNYATAAN
PENGARUH TEKANAN PADA SCREW PRESS TERHADAP PERSENTASE KEHILANGAN MINYAK KELAPA SAWIT
YANG TERDAPAT PADA AMPAS PRESS DI PABRIK KELAPA SAWIT PTPN III
SEI MANGKEI - PERDAGANGAN KARYA ILMIAH
Saya mengakui bahwa karya ilmiah ini adalah hasil kerja saya sendiri, kecuali
beberapa kutipan dari ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juni 2010
PENGHARGAAN
Puji dan Syukur penulis ucapkan kepada Tuhan Yang Maha Esa, yang telah melimpahkan rahmat serta karuniaNya sehingga penulis dapat meyelesaikan karya ilmiah ini.
Karya ilmiah ini berjudul “ Pengaruh Pengepresan Pada Screw Press Terhadap Persentase Kehilangan Minyak Kelapa Sawit Yang Terdapat Pada Ampas Press Di Pabrik Kelapa Sawit PTPN III Sei Mangkei – Perdagangan “. Karya ilmiah ini merupakan syarat untuk melengkapi gelar Ahli Madya di Fakultas Matematika dan Ilmu Pengetahuan Alam (FMIPA) Jurusan Kimia Industri D3 Universitas Sumatera Utara.
Dalam meyelesaikan penulisan karya ilmiah ini,penulis banyak menemukan masalah, namun berkat bantuan dari semua pihak, karya ilmiah ini dapat diselesaikan dengan baik.
Dalam kesempatan ini penulis mengucapkan terimakasih atas segala bimbingan dan fasilitas yang telah diberikan baik sebelum dan sesudah praktek Kerja Lapangan (PKL) dilaksanakan, kepada :
1. Kedua orang tua penulis, Ayahanda B. Saragih dan Ibunda N. Hutajulu yang sangat penulis sayangi dan yang telah memberikan dukungan moril dan materil, serta dukungan doa yang telah menguatkan penulis dalam menyelesaikan karya ilmiah ini.
2. Kakak penulis Elora Saragih serta adik penulis Nicolas Saragih yang penulis sayangi, dan yang telah memberikan dukungan kepada penulis dalam menyelesaikan karya ilmiah ini.
3. Bapak Drs. Firman Sebayang, M.S. selaku dosen pembimbing yang telah bersedia meluangkan waktu, tenaga dan pikiran untuk membimbing dan membantu penulis meyelesaikan karya ilmiah ini.
4. Bapak Prof. Dr. Eddy Marlianto, M.Sc selaku dekan Fakultas Matematika dan Ilmu Pengetahuan Alam (FMIPA) Universitas Sumatera Utara.
5. Ibu Dr. Rumondang Bulan, MS selaku Ketua Departemen Kimia Fakultas Matematika dan Ilmu Pengetahuan Alam (FMIPA).
6. Bapak Prof . DR. Harry Agusnar. M.Sc, M. Phil selaku Ketua Program Studi Kimia Industri FMIPA USU yang telah banyak membimbing dan membantu dalam kelancaran studi penulis.
7. Bapak / Ibu staff pengajar khususnya Program Studi Kimia Industri FMIPA USU yang telah banyak membimbing penulis selama mengikuti perkuliahan. 8. Seseorang yang selalu menjadi motivator bagi penulis sehingga penulis dapat
lebih terpacu dalam menyelesaikan karya ilmiah ini, Hildawati Hutabarat.
10.Teman-teman pelayanan Campus Ministry Student Influencer, B’ryan, Safri Manik, Hari laksana, K’elisa, Dina Nadapdap, Eka, Devi, Nelly, Elsi, Uli, yang telah banyak mendoakan penulis dan memeberi dukungan kepada penulis.
11.Rekan-rekan mahasiswa kimia Industri stambuk 2007.
12.Seluruh karyawan dan staff PTPN III PKS Sei Mangkei yang telah banyak memberikan ilmu dan dukungan kepada penulis dalam menyelesaikan karya ilmiah ini.
Penulis menyadari bahwa dalam penulisan karya ilmiah ini masih memiliki kekurangan dalam materi dan cara penyajiannya, unyuk itu penulis mengharapkan masukan berupa kritik dan saran yang bersifat membangun untuk kesempurnaan karya ilmiah ini.
Akhir kata penulis mengucapkan terima kasih kepada semua pihak yang telah banyak membantu dalam penyusunan dan penyelesaian karya ilmiah ini. Penulis mengharapkan karya ilmiah ini dapat bermanfaat bagi pembaca dan penulis lainnya.
Medan, Juni 2010 Penulis
ABSTRAK
THE INFLUENCE PRESSURE AT SCREW PRESS TO LOSSES PERCENTAGE CRUDE PALM OIL
IN TO GET AT WASTE PRESS IN CRUDE PALM OIL FACTORY
PTPN III SEI MANGKEI PERDAGANGAN
Abstract
DAFTAR ISI
DAFTAR LAMPIRAN xii
BAB 1 PENDAHULUAN 1
1.1Latar Belakang 1
1.2Identifikasi Masalah 2
1.3Tujuan 3
1.4Manfaat 3
BAB 2 TINJAUAN PUSTAKA 4
2.1 Kelapa Sawit 4
2.1.1 Sejarah Perkebunan Kelapa Sawit 4
2.1.2 Pengembangan Industrti Kelapa Sawit di Indonesia 5
2.2 Varietas Kelapa Sawit 7
2.2.1 Pembagian varietas berdasarkan ketebalan 7 tempurung dan daging buah
2.2.2 Pembagian varietas berdasarkan warna kulit buah 9
2.2.3 Varietas unggul 10
2.3 Minyak Sawit 11
2.3.1 Sifat Fisika – Kimia 12
2.3.2 Standar Mutu 13
2.4 Pengolahan Kelapa Sawit 13
2.4.1 Penimbangan 13
2.4.2 Sortasi Buah 13
2.4.3 Penimbunan Buah (Loading Ramp) 14
2.4.4 Stasiun Perebusan (Sterilizer) 14
2.4.5 Stasiun Pemipilan (Stripper) 16
2.4.6 Stasiun Pengadukan ( Digester) 18
2.4.7 Pengempaan (Preshing) 19
2.4.8 Klarifikasi 19
2.5 Tujuan Pegempaan 21
BAB 3 BAHAN DAN METODE 28
3.1 Alat 28
3.2 Bahan 28
3.3 Prosedur 29
BAB 4 HASIL DAN PEMBAHASAN 30
4.1 Hasil 30
4.2 Perhitungan 30
4.3 Pembahasan 33
BAB 5 KESIMPULAN DAN SARAN 36
5.1 Kesimpulan 36
5.2 Saran 36
DAFTAR TABEL
Tabel 2.1 Sifat Minyak Kelapa Sawit Sebelum dan Sesudah 12
Dimurnikan
Tabel 2.2 Persentasi Kehilangan Minyak dan Biji Pecah 22
Tabel 4.1 Data persentase minyak dan dalam ampas press 30
DAFTAR LAMPIRAN
1. Angka Kerja Pengolahan Mutu Minyak Sawit dan 39
Kernel Sawit
2. Gambar Screw Press 40
3. Tekanan Pada Screw Press (kg/cm2) Vs Kadar Minyak Dalam 41
Ampas (%)
4. Pengaruh Tekanan Pada Screw Press Terhadap Kadar Minyak Dan 42
ABSTRAK
THE INFLUENCE PRESSURE AT SCREW PRESS TO LOSSES PERCENTAGE CRUDE PALM OIL
IN TO GET AT WASTE PRESS IN CRUDE PALM OIL FACTORY
PTPN III SEI MANGKEI PERDAGANGAN
Abstract
BAB 2
TINJAUAN PUSATAKA
2.1 Kelapa Sawit
Bedasarkan bukti-bukti yang ada, kelapa sawit diperkirakan berasal dari
Nigeria, Afrika Barat. Namun ada pula yang menyatakan bahwa tanaman tersebut
berasal dari Amerika, yakni dari Brazilia. Zeven menyatakan bahwa tanaman kelapa
sawit berasal dari daratan tersier, yang merupakan daratan penghubung yang terletak
diantara Afrika dan Amerika. Kedua daratan ini kemudian terpisah oleh lautan
menjadi benua Afrika dan Amerika sehingga tempat asal komoditas kelapa sawit ini
tidak lagi dipermasalahkan orang.
Kelapa sawit (Elaeis guineesis) saat ini telah berkembang pesat di Asia
Tenggara, khususnya Indonesia dan Malaysia, dan justru bukan di Afrika Barat atau
Amerika yang dianggap sebagai daerah asal usulnya. Masuknya bibit kelapa sawit ke
Indonesia pada tahun 1948. (Suyatno Risza, 1994)
2.1.1. Sejarah Peerkebunan Kelapa Sawit
Menurut Hunger (1924) pada tahun 1869 Pemerintah Kolonial Belanda
mengembangkan tanaman kelapa sawit di Muara Enim dan pada tahun 1970 di Musi
Hulu.
Bapak kelahiran industri perkebunan kelapa sawit di Indonesia adalah seorang
secara komersil dalam bentuk perkebunan di Sungai Liput (aceh) dan pulau Raja
(Asahan).
Pada masa penjajahan Belanda pertumbuhan perkebunan besar kelapa sawit
telah berjalan sangat cepat sehingga sangat menguntungkan perekonomian
pemerintahan Belanda. Pada masa pendudukan Jepang 1942, pemerintah pendudukan
meneruskan perkebunan kelapa sawit ini dan hasilnya dikirim ke Jepang sebagai
bahan mentah industri perang.
Pada tahun 1947 pemerintah Belanda merebut kembali dua pertiga dari
perkebunan yang pernah dikuasai Kelaskaran (Stoler,1985). Kemudian menjelang
akhir tahun 1948 maskapai-maskapai perkebunan asing hampir memperoleh
perkebunan mereka masing-masing dan menjadi milik mereka kembali.
Pada akhir tahun 1957 seluruh perusahaan milik maskapai Belanda diambil
ahli oleh pemerintah Indonesia. Namun milil perusahaan Inggris, Perancis, Belgia dan
Amerika dikembalikan lagi kepada pemiliknya pada akhir Desember 1967.
Pada masa pemerintah Orde Lama relatif perkebunan sawit sangat terlantar,
karena tidak ada peremajaan dan rehabilitas pabrik. Akibatnya produksi sangat
menurun drastis dan kedudukan Indonesia di pasaran Internasional sebagai pemasok
minyak sawit nomor satu terbesar semenjak tahun 1966 telah digeser oleh Malaysia
hingga sekarang ini. (Suyatno Risza, 1994)
2.1.2. Pengembangan Industrti Kelapa Sawit di Indonesia
Minyak sawit merupakan produk perkebunan yang memiliki prospek yang
minyak sawit. Minyak sawit disamping digunakan sebagai bahan mentah industri
pangan, dapat pula digunakan sebagai bahan mentah Industri nonpangan.
Dalam perekonomian Indonesia komoditas kelapa sawit memegang peranan
yang cukup strategis karena komoditas ini punya prospek yang cerah sebagai sumber
devisa. Disamping itu, minyak sawit merupakan bahan baku utama minyak goreng
yang banyak dipakai diseluruh dunia, sehingga secara terus menerus mampu menjaga
stabilitas harga minyak sawit. Komoditas ini pun mampu pula menciptakan
kesempatan kerja yang luas dan meningkatkan kesejahteraan masyarakat.
Luas perkebunan kelapa sawit di Indonesia hingga tahun 1993 diperkirakan
telah mencapai 1,6 juta hektar dan jumlah produksi minyak sawit Indonesia pada
tahun 1993 dalam bentuk CPO berkisar 3,7 juta ton.
Penggunaan minyak kelapa sawit sebagai minyak goreng pada tahun 1985
tercatat telah mencapai 55,3% atau meningkat 27 % per tahun. Saat ini minyak goreng
merupakan penyerap utama konsumsi minyak dalam negeri yaitu mencapai 70 % dari
jumlah yang dipasarkan dalam negeri. Industri lain yang menggunakan minyak kelapa
sawit ini adalah industri margarine, sabun dan industri kimia lainnya.
Dengan data-data tersebut diatas, maka strategi pengembangan Industri kelapa
sawit di Indonesia di masa mendatang harus mengacu pada potensi keragaman yang
dimiliki oleh minyak sawit itu sendiri. Dan industri minyak sawit di Indonesia dapat
diperkokoh strukturnya dengan mengembangkan diverivikasi vertical ke arah
pengembangan industri hilir. Pemerintah Indonesia dewasa ini telah bertekad untuk
Penghasil minyak terbesar di Dunia saat ini adalah Malaysia dan di sana
kelapa sawit merupakan sumber devisa utama sejak tahun 1970-an sehingga
kedudukannya cukup mantap. Pemasok terbesar kebutuhan minyak sawit di dunia
hingga 1993 adalah Malaysia (50 % dari produksi dunia), sedangkan Indonesia hanya
20 % dari produksi dunia.
Indonesia yang menempati posisi kedua setelah Malaysia relatif masih jauh
tertinggal terutama dari segi teknologi budidaya, pengolahan dan pemasaran. Sampai
saat ini ekspor minyak sawit Indonesia masih dalam bentuk minyak mentah atau
Crude Palm Oil (CPO), dan sebagian kecil dalam bentuk produk olahan yang
merupakan hasil sampingan dan pembuatan minyak goreng, sehingga nilai tambah
yang diperoleh relatif kecil. (Suyatno Risza, 1994)
2.2 Varietas Kelapa Sawit
Ada beberapa varietas tanaman kelapa sawit yang telah dikenal.
Varietas-varietas itu dapat dibedakan berdasarkan tebal tempurung dan daging buah; atau
berdasarkan warna kulit buahnya. Selain varietas-varietas tersebut, ternyata dikenal
juga beberapa varietas unggul yang mempunyai beberapa keistimewaan, antara lain
mampu menghasilkan produksi yang lebih baik dibandingkan dengan varietas lain.
2.2.1. Pembagian varietas berdasarkan ketebalan tempurung dan daging buah
Berdasarkan ketebalan tempurung dan daging buah, dikenal lima varietas
1. Dura
Tempurung cukup tebal antara 2 – 8 mm dan tidak terdapat lingkaran sabut
pada bagian luar tempurung. Daging buah relatif tipis dengan persentase daging buah
terhadap buah bervariasi antara 35 – 50 %. Kernel (daging biji) biasanya besar dengan
kandungan minyak yang rendah.
Dari empat pohon induk yang tumbuh di Kebun Raya Bogor, varietas ini
kemudian menyebar ketempat lain, antara lain ke Negara Timur Jauh. Dalam
persilangan, varietas Dura dipakai sebagai pohon induk betina.
2. Psifera
Ketebalan tempurung sangat tipis, bahkan hampir tidak ada, tetapi daging
buahnya tebal. Persentase daging buah terhadap buah cukup tinggi, sedangkan daging
biji sangat tipis. Jenis psifera tidak dapat diperbanyak tanpa menyilangkan dengan
jenis yang lain . Varietas ini dikenal sebagai tanaman betina yang steril sebab bunga
betina gugur pada fase dini. Oleh sebab itu, dalam persilangan dipakai sebagai pohon
induk jantan. Penyerbukan silang antara Psifera dengan Dura akan menghasilkan
varietas Tenera.
3. Tenera
Varietas ini mempunyai sifat-sifat yang berasal dari kedua induknya, yaitu
Dura dan Psifera. Varietas inilah yang banyak ditanam di perkebunan-perkebunan saat
ini. Tempurung sudah menipis, ketebalanya berkisar antara 0,5 – 4 mm, dan terdapat
antara 60 – 96 %. Tandan buah yang dihasilkan oleh Tenera lebih banyak dari pada
Dura, tetapi ukuran tandannya relatif lebih kecil.
4. Macro carya
Tempurung sangat tebal, sekitar 5 mm, sedang daging buahnya sangat tipis
sekali.
5. Diwikka – wakka
Varietas ini mempunyai ciri khas dengan adanya dua lapisan daging buah.
Diwikka-wakka dapat dibedakan menjadi diwikka-wakkapisifera, diwikka-wakkadura,
diwikka-tenera. Dua varietas kelapa sawit yang disebutkan terakhir ini jarang dijumpai
dan kurang begitu dikenal di Indonesia.
Perbedaan ketebalan daging buah kelapa sawit meyebabkan perbedaan
persentase atau rendemen minyak yang dikandungnya. Rendemen minyak tertinggi
terdapat pada variretas Tenera yaitu sekitar 22 – 24 %, sedangkan pada varietas Dura
antar 16 – 18 %. Jenis kelapa sawit yang diusahakan tentu saja yang mengandung
rendemen minyak tinggi sebab minyak sawit merupakan hasil olahan yang utama.
Sehingga tidak mengherankan jika lebih banyak perkebunan yang menanam kelapa
sawit dari varietas Tenera.
2.2.2. Pembagian varietas berdasarkan warna kulit buah
Ada tiga varietas kelapa sawit yang terkenal berdasarkan perbedaan warna
1. Nigrescens
Buah berwarna ungu sampai hitam pada waktu muda dan berubah menjadi
jingga kehitam-hitaman pada waktu masak. Varietas ini banyak ditanam di
perkebunan.
2. Virescens
Pada waktu muda buahnya berwarna hijau dan ketika masak warna buah
berubah menjadi jingga kemerahan, tetapi ujungnya tetap kehijauan. Varietas ini
jarang dijumpai di lapangan.
3. Albescens
Pada waktu muda buah berwarna keputih-putihan, sedangkan setelah masak
menjadi kekuning-kuningan dan ujungnya berwarna ungu kehitaman. Varietas ini juga
jarang.
2.2.3. Varietas unggul
Pada saat ini, telah dikenal beberapa varietas unggul kelapa sawit yang
dianjurkan untuk ditanam di perkebunan. Varietas-varieatas unggul tersebut dihasilkan
melalui hibridisasi atau persilangan buatan antara varietas Dura sebagai induk betina
dengan varietas pisifera sebagai induk jantan. Terbukti dari hasil pengujian yang
dilakukan selama bertahun-tahun, bahwa varietas-varietas tersebut mempunyai
kualitas dan kuantitas yang lebih baik dibandingkan varietas lainnya. (Tim Penulis,
HOOCR1
Seperti minyak yang lain, minyak sawit tersusun dari unsur-unsur C, H dan O.
Minyak ini terdiri dari fraksi padat dan fraksi cair dengan perbandingan yang
seimbang. Penyusun fraksi padat terdiri dari asam lemak jenuh, antara lain asam
miristat (1%), asam palmitat (45%), dan asam stearat. Sedangkan fraksi cair tersusun
dari asam lemak tidak jenuh yang terdiri dari asam oleat (39%) dan asam linoleat
(11%). Komposisi tersebut ternyata agak berbeda jika dibandingkan dengan minyak
inti sawit dan minyak kelapa.
Perbedaan jenis asam lemak penyusunnya dan jumlah rantai asam lemak yang
membantu trigliserida dalam minyak sawit dan minyak inti sawit menyebabkan kedua
jenis minyak tersebut mempunyai sifat yang berbeda dalam kepadatan. Minyak sawit
dalam suhu kamar bersifat setengah padat, sedangkan pada suhu yang sama minyak
inti sawit berbentuk cair. ( Tim Penulis, 2000 )
2.3.1 Sifat Fisika – Kimia
Sifat fisika – kimia minyak kelapa sawit meliputi warna, bau, flavor, kelarutan,
titik cair, titik didih, titik pelunakan, slipping, shot melting point; bobot jenis, indeks
bias, titik kekeruhan, titik asap, titik nyala dan titik api. Warna minyak ditentukan oleh
adanya pigmen yang masih tersisa setelah proses pemucatan, karena asam-asam lemak
dan trigliserida tidak berwarna. Warna orange atau kuning disebabkan adanya pigmen
karotene yang larut dalam minyak.
Bau dan flavor dalam minyak terdapat secara alami, juga terjadi akibat adanya
asam-asam lemak berantai pendek akibat kerusakan minyak. Sedangkan bau khas
minyak kelapa sawit ditimbulkan oleh persenyawaan beta ionone.
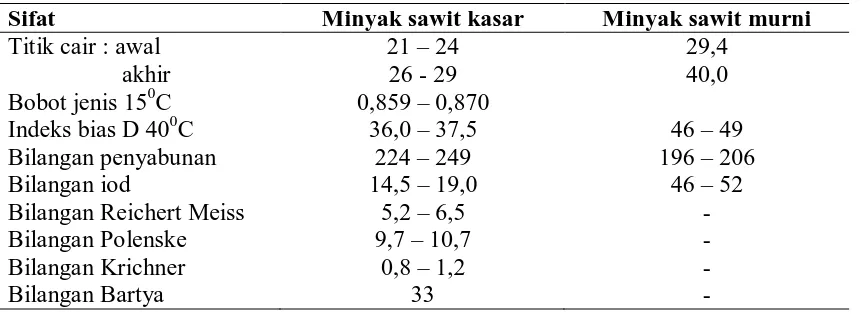
Tabel 2.1 Sifat Minyak Kelapa Sawit Sebelum dan Sesudah Dimurnikan
Sifat Minyak sawit kasar Minyak sawit murni
Titik cair : awal
Standar mutu adalah merupakan hal yang penting untuk mementukan minyak
yang bermutu baik. Ada beberapa faktor yang menentukan standar mutu, yaitu
kandungan air dan kotoran dalam minyak, kandungan asam lemak bebas, warna dan
Faktor lain yang mempengaruhi standar mutu adalah titik cair dan kandungan
gliserida, refining loss, plastisitas dan spreadability.
Mutu minyak sawit yang baik mempunyai kadar air kurang dari 0,1 persen ,
kandungan asam lemak bebas serendah mungkin, bilangan peroksida dibawah 2,
bebas dari warna merah dan kuning, tidak berwarna hijau, jernih dan kandungan
logam berat serendah mungkin atau bebas dari ion logam. ( Ketaren, 2008 )
2.4 Pengolahan kelapa sawit 2.4.1 Penimbangan
Pengangkutan tandan buah segar (TBS) dari kebun pabrik biasanya dilakukan
mengunakan truk dan trailer yang ditarik dengan wheel tractor. Setiap truk atau trailer
yang sampai di pabrik harus ditimbang Toledo (timbangan) pada saat berisi (bruto)
dan sesudah dibongkar (tarra). Selisih timbangan berisi dan kosong merupakan berat
TBS yang akan diolah. (Sunarko, 2007 )
2.4.2 Sortasi Buah
Untuk perhitungan rendemen dan penilaian mutu perlu diketahui keadaan TBS
yang masuk kedalam pabrik. Karena itu , perlu dilakukan sortasi. Sortasi dilakukan
pada setiap kebun dengan menentukan satu truk yang dianggap mewakili seluruh
kebun asal, baik dari kebun sendiri maupun dari kebun pihak ketiga.
Sortasi dilakukan sesuai dengan kriteria panen yang dibagi dalam fraksi
1. Fraksi 0 = sangat mentah
2. Fraksi 1 = mentah
3. Fraksi 2 = matang normal
4. Fraksi 3 = matang normal
5. Fraksi 4 = matang normal
6. Fraksi 5 = terlalu matang
7. Fraksi 6 = terlalu matang
8. Fraksi 7 = tandan kosong
Selain itu, dalam sortasi juga harus dicatat persentase tangkai panjang,
banyaknya buah yang jatuh (brondolan), dan kotoran. ( Sunarko, 2007)
2.4.3 Penimbunan Buah (Loading Ramp)
Tandan buah segar yang sudah ditimbang langsung dimasukkan kedalam
loading and storage ramp. Setiap bays dari loading ramp dapat menampung TBS
sebanyak 8 ton. Di dalam bays, TBS dibersihkan dari pasir dan kotoran lainnya
dengan cara menyiram air dari atas. Cara ini dilakukan untuk menjaga mutu dan
mengurangi keausan alat-alat pengolahan. Setelah bersih, TBS dimasukkan kedalam
lori-lori perebusan berkapasitas 25 ton. ( Sunarko, 2007 )
2.4.4 Stasiun Perebusan (Sterilizer)
Lori-lori yang telah berisi TBS dikirim kestasiun rebusan dengan cara ditarik
menggunakan capstand yang digerakkkan oleh motor listrik, hingga memasuki
Buah beserta isinya kemudian direbus dalam sterilizer. Perebusan dilakukan
dengan mengalirkan uap panas selama 1 jam atau tergantung pada besarnya tekanan
uap. Pada umumnya, besarnya tekanan uap yang digunakan adalah 2,5 atm dengan
suhu uap 1250 C. Perebusan yang terlalu lama dapat menurunkan kadar minyak dan
pemucatan kernel. Sebaliknya, perebusan yang terlalu pendek menyebabkan semakin
banyak buah yang tidak rontok. ( Tim Penulis, 2007 )
Tujuan Perebusan adalah :
a. Menghentikan perkembangan asam lemak bebas (ALB).
Perkembangan asam lemak bebas terjadai akibat kegiatan enzim yang
menghidrolisis minyak. Menghentikan kegiatan enzim tersebut cukup dengan
perebusan hingga temperatur 500 C selama beberapa menit. Namun, jika ditinjau dari
proses pengolahan selanjutnya, perebusan harus dilakukan dengan temperatur yang
tinggi.
b. Memudahkan pelepasan buah dari spiklet.
Untuk melepaskan brondolan dari tandan secara manual, sebenarnya cukup
dengan merebus dalam air mendidih. Namun, cara ini tidak memadai. Oleh karenanya,
diperlukan uap jenuh bertekanan agar diperoleh temperature yang semestinya di
bagian dalam tandan buah.
c. Menurunkan kadar air.
Selama proses perebusan, kadar air dalam buah akan berkurang karena
Perubahan tersebut memberikan efek positif, yaitu mempermudah pengambilan
minyak selama proses pengempaan dan mempermudah pemisahan minyak dari zat
nonlemak.
d. Penyempurnaan dalam proses pengolahan inti sawit.
Hal utama yang dihadapi pada proses pengolahan inti sawit yaitu sifat lekat
dari inti sawit terhadap cangkangnya. Dengan proses perebusan, kadar air dalam biji
akan berkurang sehingga daya lekat inti terhadap cangkangnya berkurang.
Tata cara yang harus dilakukan untuk memperoleh perebusan normal sebagai
berikut :
1. 13 menit pemasukan uap pertama dari 0 – 23 kg/cm2, termasuk menguras
udara 2 menit.
2. 2 menit pembuangan uap pertama sampai tekanan menjadi 0.
3. 12 menit pemasukan uap kedua kali sampai tekanan 2,5 kg/cm2.
4. 2 menit pembuangan uap kedua kali sampai tekanan menjadi 0.
5. 13 menit pemasukan uap ketiga kali sampai tekanan 2,8 kg/cm2.
6. 43 menit tekanan uap ditahan pada 2,8 kg/cm2.
7. 5 menit pembuangan akhir uap sampai tekanan menjadi 0.
( Iyung Pahan, 2006 )
2.4.5 Stasiun Pemipilan (stripper)
TBS berikut lori yang telah direbus dikirim ke bagian pemipilan dan dituangkan
kedalam alat pemipil (thresher) dengan bantuan hoisting crane atau transfer carriage.
ditampung oleh sebuah srew conveyor untuk dikirim ke bagian digesting dan pressing.
Sementara, janjang kosong yang keluar dari bagian belakang pemipil ditampung oleh
elevator. (Iyung Pahang, 2006)
Alat pemipil buah berperan untuk memisahkan buah dari tandan yang telah
direbus. Buah yang telah direbus menunjukan brondolan yang masih berada diantara
bulir, sehingga perlu dikeluarkan. Keberhasilan perebusan jika tidak didukung
pemipilan yang baik maka kehilangan minyak yang tinggi. Oleh sebab itu perlu
dilakukan pemipilan yang lebih sempurna. (Ponten Naibaho, 1996 )
Alat pemipil yang umum digunakan pada pabrik kelapa sawit ialah berupa tromol
pemipil dengan dinding berbentuk silinder berdiameter sekitar 2 m dan panjang 4-5m ,
dengan kapasitas per unitnya 25-35 ton TBS per jam. Kecepatan putaran dari tromol
pemipil harus ditentukan secara tepat untuk mencapai efek pemipilan yang optimal.
Tandan yang dipipil tidak boleh hanya berguling saja pada bagian bawah dari dinding,
tetapi tetap melekat pada dinding silinder yang sedang berputar. Kecepatan putaran
harus sedemikinan rupa sehingga semua tandan berulang kali terangkat setinggi
mungkin pada dinding silinder untuk kemudian jatuh. Dengan demikian, akan
diperoleh efek pemipilan yang dikehendaki. ( Iyung Pahan, 2006 )
Sudut elevasi teromol dibuat sedemikian rupa sehingga tandan yang ditebah
terdahulu tidak bersinggungan dengan tandan yang ditebah berikutnya. Dengan
adanya kisi-kisi tersebut diatas, berondolan dan kelopak yang sudah dilepas akan
segera dipisahkan dari lingkungan tandan yang sedang ditebah, dengan maksud agar
Pada penebahan yang sempurna tidak ada buah yang masih melekat pada tandan
kosong. Penebah sekaligus bertindak sebagai pengumpan ke bejana peremas
(digester). Muatan bejana peremas (digester) harus dijaga konstan dan tetap penuh.
Oleh karena itu kapasitas dan jam kerja penebahan diatur seimbang dengan kapasitas
pengempaan.
Kehilangan minyak karena penebahan dapat terjadi dengan penyerapan minyak
oleh tangkai tandan kosong, akibat pengumpanan yang tidak teratur sehingga buah
bersinggungan dengan TBK. Juga akibat penumpukan tandan yang terlalu banyak
diatas tulang pengumpanan, sehingga tandan yang tertindih paling bawah akan
terperas minyaknyadan terserap oleh tangkai tandan. ( Mangoensoekarjo, 2003 )
2.4.6 Stasiun Pengadukan (Digester)
Brondolan yang telah terpipil dari stasiun pemipilan diangkut kebagian
pengadukan (digester).Tujuan utama dari proses digesting yaitu mempersiapkan
daging buah untuk pengempaan (pressing) sehingga minyak dapat dengan mudah
dipisakan dari daging buah dengan kerugian yang sekecil-kecilnya. Alat yang
digunakan untuk pengadukan berupa sebuah tangki vertikal yang dilengkapi dengan
lengan-lengan pencacah dibagian dalamnya. . ( Iyung Pahan, 2006 )
Buah dipanaskan pada suhu yang tinggi sambil diaduk dalam suatu bejana
silindris tegak (ketel) selama beberapa waktu sementara dipanaskan pada suhu yang
tinggi. Bejana dilengkapi dengan beberapa pasang lengan atau pisau pengaduk
sehingga buah yang diaduk di dalamnya menjadi hancur karena diremas akibat
Tujuan peremasan adalah meremas buah sehingga daging buah lepas dari biji dan
menghancurkan sel-sel yang mengandung minyak, agar minyak dapat diperas
sebanyaknya pada pengempaan berikutnya. ( Ponten Naibaho, 1996 )
2.4.7 Pengempaan (Preshing)
Pengempaan dilakukan untuk mengambil minyak dari massa adukan buah di
dalam mesin pengempaan secara bertahap dengan bantuan pisau-pisau pelempar dari
ketel adukan. Minyak yang keluar ditampung di sebuah talang dan dialirkan ke crude
oil tank melalui vibrating screen.
Brondolan yang telah mengalami pencacahan dan keluar melalui bagian bawah
digester sudah berupa ‘bubur’. Hasil cacahan tersebut langsung masuk kedalam
pengempaan yang berada persis di bagian bawah digester. Pada pabrik kelapa sawit,
umumnya digunakan screw press sebagai alat pengempaan untuk mememisahkan
minyak dari daging buah .( Iyung Pahan, 2006 )
2.4.8 Klarifikasi
Minyak yang keluar dari crude oil tank segera diklarifikasi di instalasi-instalasi
penjernihan yang tahapannya sebagi berikut.
1. Continous Settling Tank
Minyak dalam tank ini masih bercampur dengan sludge (Lumpur, air, dan
kotoran lainnya). Di sini, minyak dipisahkan dari sludge berdasarkan perbedaan berat
jenis (minyak berada dibagian atas). Minyak bersih dari Continous tank dialirkan ke
2. Top Oil Tank
Top Oil Tank berfungsi untuk mengendapkan kotoran dan sebagai bak
penampung sebelum minyak masuk ke oil puriffier. Temperatur pada tank ini
mencapai 90-950 Csehingga air menguap. Karena minyak masih mengandung air dan
kotoran, maka perlu diolah lagi sampai kadar air dan kotorannya sekecil mungkin.
3. Oil Puriffier
Proses ini merupakan pembersihan lanjutan berdasarkan berat jenis dan
gaya-gaya sentrifugal. Dengan gerakan 7.500 putaran per menit, kotoran dan air yang berat
jenisnya lebih berat dari pada minyak akan berada di bagian luar. Minyak yang ada di
bagian tengah dapat ke luar menuju vacum drier.
4. Vacum Drier
Di vacuum drier, minyak diuapkan dengan system pengabutan minyak.
Minyak yang sudah bebas air dipompakan ke tangki penimbunan melalui flow meter.
5. Sludge Tank
Sludge yang keluar dari continous tank masih mengandung minyak dan diolah
lagi untuk diambil minyaknya dengan cara memanaskan hingga mencapai 80-900.
Proses ini berlangsung pada sludge tank.
6. Vat Pit
Sludge yang keluar dari sludge centrifuge masih mengandung minyak. Sludge
ini bersama air pencuci mesin centrifuge dikumpulkan dalam vat pit untuk diambil
2.5 Tujuan Pegempaan
Tujuan pengempaan adalah memeras minyak sebanyak mungkin dari massa
remasan, sehingga kehilangan minyak sekecil – kecilnya. Untuk ini umumnya telah
dipakai kempa ulir ganda, karena kempa ulir adalah yang paling sesuai buah Tenera.
Di dalam suatu selinder mendatar yang dindingnya berperforasi bekerja dua ulir
dengan arah putar yang berlawanan. Pada ujung pengeluaran silinder terdapat suatu
konus yang menekan massa ampas kempa yang akan keluar. Tekanannya dapat diatur
secara optimalnya. Pengaturan posisi konus dapat dilakukan berdasarkan tekanan
dalam kempa atau berdasarkan pemakaian listrik. Dinding silinder secara terus
menerus dibilas dengan semprotan air panas. Juga ke dalam massa disemprotkan uap.
Kapasitas dapat diatur dengan penyesuaian putaran ulirnya. Makin tinggi tekanan
kempa makin rendah kadar minyak dalam ampas kempa, tetapi makin banyak biji
yang pecah dalam kempa. Oleh Karena itu pilihan tekanan kempa adalah kompromi
antara ke dua hal tersebut. Untuk buah Tenera kompromi tersebut tercapai pada
tingkat kehilangan minyak 7,5 % terhadap zat kering.
Untuk buah Dura kehilangan ini akan lebih tinggi lagi, karena angka
perbandingan biji dengan bagian serabut jauh lebih tinggi, sehingga kemungkinan biji
bersinggungan satu sama lain dalam kempa menjadi lebih besar. Dengan demikian
minyak yang terperangkap diantara celah biji – biji, sehingga tidak terkuras ke luar
dari kempa, akan lebih banyak. Selain hampir tidak menerima gaya kempa, sehingga
minyak yang tersisa dalam serabut karena tidak terperas habis akan lebih banyak pula.
Menurut pengalaman, kempa ulir cocok untuk TBS yang mempunyai perbandingan
Korelasi antara kehilangan minyak dalam ampas kempa dan persentasi biji
pecah terhadap jumlah biji tergantung pada banyak faktor. Untuk kempa tertentu
(buatan atau bentuk rancangan ulir tertentu) akan diperoleh persentasi biji pecah
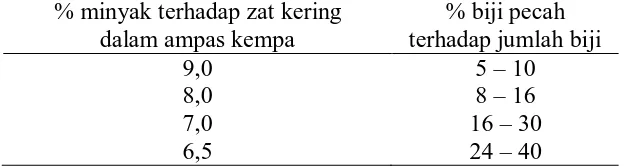
tertentu untuk kehilangan minyak tertentu, sepeti yang tertulis dalam tabel berikut :
Tabel 2.2 Persentasi Kehilangan Minyak dan Biji Pecah
% minyak terhadap zat kering dalam ampas kempa
Sehubungan dengan ini terdapat hubungan yang jelas antara komposisi ampas
kempa, gaya atau torque (posisi konus), kehilangan minyak dalam serabut, tebal
cangkang, dan persentasi biji pecah.
Secara umum dapat dikatakan sebagi berikut:
a. Pada torque konstan, jumlah biji pecah bertambah menurut persentasi biji
dalam ampas kempa.
b. Pada komposisi buah konstan kehilangan minyak dalam serabut berkurang
menurut pertambahan torque, dan pada waktu sama jumlah biji pecah
meningkat.
c. Pada torque konstan jumlah biji pecah bertambah menurut persentasi inti
d. Pada pengumpanan yang kurang, sehingga kapasitas terlalu rendah
dibandingkan dengan putaran ulir, biji pecah meningkat.
Ada beberapa tipe kempa ulir, namun prinsip kerjanya adalah sama, dengan
kapasitas normal 10 atau 15 ton TBS/jam. Bahkan ada kempa yang mampu bekerja
dengan kapasitas berubah – ubah antara 6 – 20 ton TBS/ jam tergantung pada keadaan,
dengan mengatur putaran sumbu utama. ( Mangoensoekarjo, 2003 )
2.6 Faktor yang mempengaruhi efisiensi ekstraksi
a. Tipe screw press
Terdapat tiga tipe Screw Press yang umum digunakan dalam PKS yaitu
Speichim, Usine de Wecker dan Stork. Ketiga jenis alat ini mempunyai pengaruh yang
berbeda – beda terhadap efisiensi pengempaan. Alat kempa Speichim memiliki feed
screw, sehingga kontinuitas dan jumlah bahan yang masuk konstan dibandingka n
dengan adonan masuk berdasarkan grafitasi. Kontinuitas adonan yang masuk ke dalam
screw press mempengaruhi volume wornm yang paralel dengan penekan ampas, jika
kosong maka tekanan akan kurang dan oil losses dalam ampas akan tinggi. Melihat
kondisi ini beberapa pabrik pembuat screw press menggunakan fed screw, karena
disamping pengisisan yang effektif juga melakukan pengempaan pendahuluan dengan
tekanan rendah sehingga minyak keluar. Hal ini akan membantu daya kerja dari screw
press, karena kandungan minyak telah berkurang yang sering mengganggu dalam
Pengguna feed screw akan menimbulkan pertambahan investasi dan biaya
perawatan yang lebih besar. Oleh sebab itu dalam pengoperasiannya perlu dilakukan
perhatian yang lebih insentif.
Type Stork memproduksikan alat press yang terdiri dari alat yang
menggunakan feed screw dan tanpa feed screw. Sedangkan Usine de Wecker tidak
dilengkapi dengan feed screw.
Screw press terdiri dari single shaft dan double shaft yang memiliki
kemampuan press yang berbeda – beda, dimana alat press yang double shaft umumnya
kapasitasnya lebih tinggi dari single shaft
b. Tekanan kerja screw press
Pengerak as screw press dilakukan dengan elektromotor yang dipindahkan
dengan belt, gigi dan hydraulic. Power yang diperlukan menggerakan alat screw
adalah 19-21 KWH dengan putaran shaft 12-14 rpm. Efektifitas tekanan ini tergantung
pada tahanan lawan pada adjusting cone. Tekanan pada hydroulic cone yang sesuai
untuk “Single Stage Pressing” diberikan tekanan pada tahap awal 40-50 bar dan pada
Double pressing menggunakan tekanan pertama 30-35 bar dan pada pengempaan
kedua tekanan 40-50 bar.
Untuk menurunkan kadar minyak dalam ampas tekanan lawan dinaikan
dengan mengatur cone, hal ini akan menyebabkan efek samping yaitu ditemukan
persentasi biji pecah yang tinggi dan dapat mempercepat kerusakan screw press,
bahkan dapat menyebabkan kebakaran electromotor screw press. Tekanan kerja cone
sedikit jumlah biji pecah sudah berkurang. Oleh sebab itu pengoperasian screw press
hendaknya dipertimbangkan keuntungan dan kerugian yang diakibatkannya.
Kerusakan cone yang terjadi di pabrik sering dibiarkan begitu saja tanpa di
perbaiki, dengan melakukan pengaturan pada panel board yang mengatur amper yang
masuk, hal ini sudah bertentangan dengan prinsip kerja alat continuos pressing dan
berakibat pada kerusakan elekromotor yang cepat.
Tekanan yang terlalu bervariasi akan mengakibatkan pengaruh negatif
terhadap proses pengempaan dan terhadap alat kempa. Adjust yang dilakukan pada
electromotor dan cone yang secara terpisah tidak dapat mempertahankan tekanan yang
stabil. Untuk menstabilkan tekanan kerja dan tekanan lawan pada screw press
dilakukan dengan cara menggati “geardrive” dengan “hydraulic transmissi” sehingga
ganjalan –ganjalan yang terdapat dalam screw press yang disebabkan ketidaksamaan
bahan baku dapat diatur secara automatic. Alat ini sudah banyak dikembangkan pada
screw press. Keuntungan dari alatini ialah dapat mengatur sendiri tekanan tertinggi
dan tekanan terendah dalam screw press, serta dapat diatur arah putaran screw
sehingga cake yang berbeda dalam cylinder press dapat dikeluarkan.
Tujuan untuk menstabilkan tekanan presan adalah :
a. Memperkecil kehilangan minyak dalam ampas, dengan meratanya adonan
masuk kedalam screw press yang diimbangi dengan tekanan stabil maka
ekstrasi minyak akan lebih sempurna, dengan demikian kehilangan minyak
b. Menurunkan jumlah biji pecah. Semakin tinggi variasi tekanan dalam screw
press maka jumlah biji pecah semkin tinggi.
c. Memperpanjang umur teknis. Umur teknis alat seperti crew, cylinder press dan
elektromotor lebih tahan lama karena kurangnya goncangan elektrik dan
mekanis.
Untuk menstabilkan tekanan pressan maka dilakukan suatu sistem interlocking
antara power penggerak screw dengan hydraulic cone. Dengan cara ini satu dengan
lainnya saling mengurangi lonjakan – lonjakan tekanan baik keadaan adonan maupun
akibat perobahan tekanan arus listrik.
c. Air pengencer
Air pengencer yang diberikan pada alat screw press tergantung pada jenis alat.
Pemberian air pengencer dilakukan dengan cara menyiram cake dalam pressan dari
atas bagian tengah dan atau di chute screw press. Jumlah air pengecer yang diberikan
tergantung pada suhu air pengencer, semakin tinggi suhu air pengencer maka jumlah
air yang diberikan semakin sedikit. Pemberian air pengencer yang terlalu banyak
dapat berakibat terhadap :
a. Kandungan air cake
Kandungan air cake yang tinggi dapat menyebabkan proses :
i. Pemecahan cake yang lebih sulit dalam cake breaker converyor (CBC). Hal ini
sering menyebabkan beban CBC yang terlalu berat.
ii. Semakin tinggi kandungan air ampas maka kalor bakarnya akan semakin
iii. Pemeraman biji yang berkadar air tinggi dalam silo biji akan lebih dan dapat
menyebabkan penurunan efesiensi ekstrasi bij yang lebih rendah.
b. Penurunan kapasitas screw press akibat bertambahnya kandungan air dan
kecepatan gerak cake dalam worm.
Jumlah air pengencer yang diberikan, menurut hasil percobaan pada beberapa
alat screw press yaitu 50-75% terhadap kandungan minyak dalam adonan tersebut,
misalnya jika rendeman minyak 22% dengan kapasitas screw press 10 ton TBS/jam
maka air yang disemprotkan sebagai air pengencer sebanyak 1,1 – 1,65 M3.
Suhu air yang terdapat pada hot water tank tidak tercapai, maka dilakukan
pemberian steam langsung kedalam screw press. Cara ini tidak dibenarkan, karena
terjadi kerusakan mutu minyak yakni derajat bleachability yang jelek yang dapat
diketahui dari nilai DOBI yang menurun. Oleh sebab itu disarankan agar pemakaian
steam langsung dihindarkan sedangkan kekurangan panas dapat diatasi dengan
melakukan pengawasan terhadap pemanasan air dalam hot water tank. ( Ponten
BAB 3
BAHAN DAN METODE
3.1 Alat
− Cawan Petridisk
− Labu alas Schott Duran
− Timbangan analitik Meter Toledo AB 204-5
− Soklet Besttech
− Timbel
− Tang penjepit
− Kertas saring whattman
− Kapas
− Kondensor BLT Duran 50/42
− Oven Memmert
− Erlenmeyer Phyrex
− Beaker Glass Bomex
3.2 Bahan
− Ampas press
3.3 Prosedur Percobaan
1. Diambil ampas press dari stasiun pengepresan dan ditimbang sebanyak 500 g,
dan dipisahkan antara ampas, biji utuh, biji pecah, inti utuh, inti pecah dan
cangkang.
2. Ditimbang cawan petridisk yang telah dilapisi dengan kertas saring
menggunakan timbangan analitik.
3. Dimasukkan ampas press ke dalam cawan petridisk lalu ditimbang.
4. Dimasukkan dalam oven dengan suhu 1050 C selama 3 jam.
5. dikeluarkan ampas press dari oven dengan memakai tang penjepit dan
dimasukkan kedalam desikator selama 20 menit.
6. dikeluarkan ampas press dari dalam desikator kemudian ditimbang.
7. dimasukkan ampass press kedalam timbel lalu ditutup dengan menggunkan
kapas.
8. Ditimbang labu gelas kosong lalu diisi dengan N-hexana 250 ml.
9. Dimasukkan timbel kedalam soklet lalu diekstraksi selama 4 jam dengan
memakai kondensor sebagai pendingin dan hot plate sebagai pemanas.
10.Dikeluarkan timbel dari soklet.
11.Didestilasi N-hexana yang telah bercampur dengan minyak sampai minyak dan
N-hexana terpisah.
12.Dimasukan labu gelas yang berisi minyak kedalam oven dengan suhu 1050 C
selama 2 jam.
13.Dikeluarkan labu gelas dari dalam oven, kemudian dimasukan kedalam
desikator selama 20 menit.
% minyak = massa minyak
massa sampel x100 % BAB 4
HASIL DAN PEMBAHASAN
4.1 Hasil
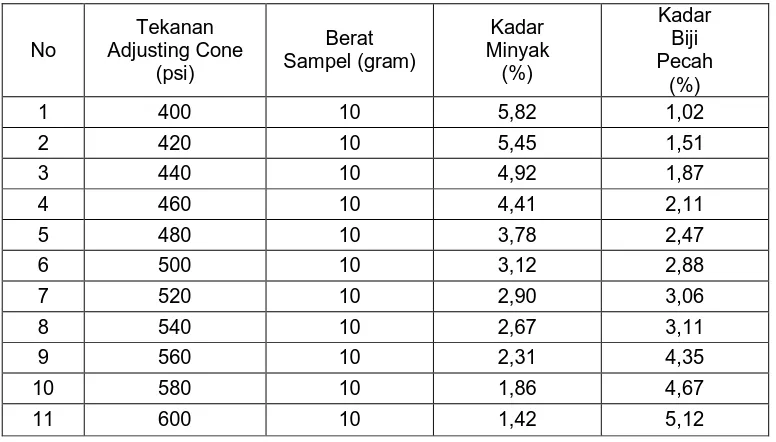
Tabel 4.1.1 Data persentase minyak dan dalam ampas press
No
Dari tabel di atas maka dapat dihitung kadar minyak dalam ampas press yang
dinyatakan dalam persen massa. Persentase kehilangan minyak dapat dihitung dengan
rumus sebagai berikut :
Dari tabel di atas dapat dilihat bahwa kehilangan minyak pada ampas press
hubunga antara persentase kehilangan minyak pada ampas press dengan tekanan
screw press yang dipakai dalam proses pengempaan.
Oleh sebab itu untuk mengetahui berapa besar pengaruh persentase kehilangan
minyak maka dilakukan analisa regresi parabola kuadratik.
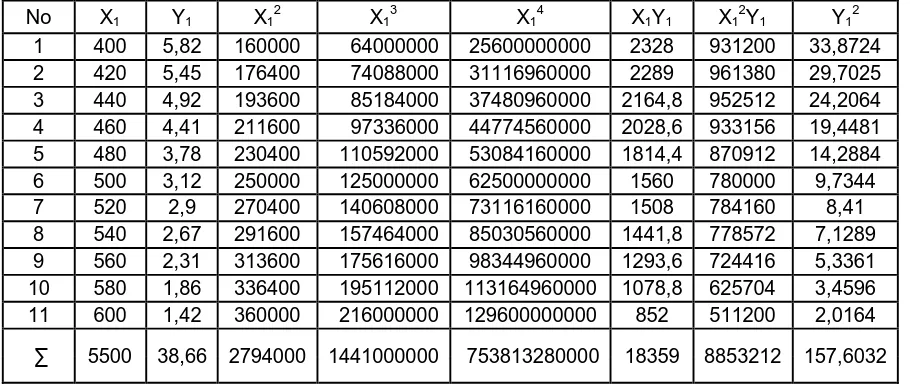
Tabel 4.2.1.1 Nilai-nilai yang perlu untuk menentukan regresi parabola
No X1 Y1 X1
∑ 5500 38,66 2794000 1441000000 753813280000 18359 8853212 157,6032
Dimana X = tekanan pada screw press (kg/cm2)
Y = persentase kehilangan minyak dalam ampas hasil pengepresan
Persamaan umum regresi parabola :
Y = a + bX + cX2
Dengan menggunakan rumus persamaan diatas, koefisien a, b, dan c dapat dihitung
1. ∑ Y1 = n a +b∑ X1 + c ∑ X12
2. ∑ X1Y1 = a ∑ X1 + b∑X12 + c∑X13
3. ∑X12Y1 = a∑ X12 + b∑ X13 + c∑X14
Dari tabel diperoleh harga-harga :
∑ X1 = 5500 ∑X13 = 1441000000 ∑X12Y1 = 8853212
∑ Y1 = 38,66 ∑X14 = 753813280000 ∑Y12 = 157,6032
}
{
}
Maka diperoleh sistem persamaan
38,66 = 11 a + 5500 b + 2794000 c ………. (1)
18359 = 5500 a + 2794000 b + 1441000000 c ………. (2)
8853212= 2794000 a + 1441000000 b + 753813280000 c ……… (3)
Dengan meyelesaikan ketiga persamaan di atas, maka dapat diperoleh harga a, b, dan
c yaitu
a = 7810,56
b = 1,455
c = 0,0279
Persamaan regresi parabola yang dicari adalah :
Y = 7810,56+ 1,455 X + 0,0279 X2
Dari hasil persamaan diatas maka dapat penambahan tekanan (X) yang dilakukan
terhadap screw press akan memperkecil kadar kehilanagn minyak dalam ampas
pengepresan (Y).
Untuk mencari harga r dapat dirumuskan sebagai berikut :
4.3 Pembahasan
Titik yang paling berpengaruh terhadap efisiensi pemisahan minyak pada unit
screw press adalah pemilihan tekanan yang optimal untuk memperoleh hasil ekstraksi
minyak dan biji yang tidak jauh berbeda.
Dari hasil analisa yang dilakukan diperoleh persamaan garis regresi parabola
kuadratik
Y = 7810,56 + 1,455 X + 0,0279 X2
Dari hasil analisa didapat korelasi negatif antara tekanan adjusting cone X dan
persentase kehilangan minyak dalam ampas press Y sebesar 98,58 %. Persamaan ini
menggambarkan bahwa pertambahan tekanan (X) akan memperkecil kehilangan
minyak dalam ampas press. Penggunaan tekanan sebesar mungkin dalam
menghasilkan kadar kehilangan minyak yang kecil tidak begitu saja dapat dilakukan
karena terdapat hal-hal lain yang perlu diperhatikan ialah persentase atau kadar biji
pecah tinggi. Sehingg pemilihan tekanan kempa yang optimal merupakan korelasi
antara kadar biji pecah dan kadar minyak dalam ampas presan.
Pada tabel persentase kehilangan minyak terkecil yaitu 1,42 % dengan tekanan
600 psi, namun hasilnya kurang baik karena kadar biji pecahnya sangat tinggi yakni
5,12 %. Pemakaian yang paling sesuai dari korelasi kedua hal diatas sebaiknya pada
tekanan 500–520 dimana kadar kehilangan minyak 3,12 % – 2,90 % dan kadar biji
Persentase kehilangan minyak dan terdapatnya biji pecah yang didapat dari
data tersebut dipengaruhi oleh beberapa faktor, yaitu tipe screw press, tekanan kerja
screw press dan air pengencer.
Tipe screw press yang baik adalah tipe Speichim yang memiliki feed screw,
sehingga kontinuitas dan jumlah bahan yang masuk konstan dibandingkan dengan
adonan yang masuk berdasarkan gravitasi. Penggunaan feed screw akan menimbulkan
pertambahan investasi dan biaya perawatan yang lebih besar. Persentase kehilangan
minyak dalam proses pengepresan bisa dikurangi dengan memberikan perhatian yang
lebih intensif dalam pengoprasiannya.
Berdasarkan tekanan kerja screw press, diperhatikan pada dua faktor yaitu
tekanan lawan dan stabilitas tekanan. Menurut faktor tekanan lawan, menurunkan
kadar minyak dalam ampas, tekanan lawan dilakukan dengan menaikan tekanan
dengan mengatur cone, namun hal ini dapat menyebabkan ditemukan persentase biji
pecah yang tinggi dan dapat mempercepat kerusakan srew press, bahkan dapat
menyebabkan kebekaran electromotor screw press. Sedangkan jika tekanan kerja cone
yang rendah akan menghasilkan ampas dan kadar minyak yang tinggi dan jumlah biiji
pecah sedikit. Oleh sebab itu pengoprasian screw press harus benar-benar
dipertimbangkan keuntungan dan kerugian yang diakibatkannya. Selain itu, kerusakan
cone yang terjadi di pabrik sering dibiarkan begitu saja tanpa diperbaiki. Selain
tekanan lawan, stabilitas tekana juga harus diperhatikan dengan cara melakukan suatu
sistem interlocking antara power penggerak screw dengan hydraulic cone. Sehingga
akan memperkecil kehilangan minyak pada ampas, dengan meratanya adonan masuk
kedalam screw press yang diimbangi dengan tekanan stabil maka ekstraksi minyak
Faktor yang terakhir ialah air pengencer. Jumlah air pengencer yang diberikan
sangat tergantung pada suhu air pengencer, semakin tinggi suhu air pengencer maka
jumlah air yang diberikan semakin sedikit. Jumlah air pengencer yang diberikan
menurut hasil percobaan pada beberapa alat screw press yaitu 50-75% terhadap
kandungan minyak dalam adonan tersebut, misalnya jika rendemen minyak 22%
dengan kapasitas screw press 10 ton TBS/ jam maka air yang semprotkan sebagai air
pengencer sebanyak 1,1-1,65 M3. Sehingga jika menurunkan persentase kehilangan
mniyak pada ampas press, harus benar-benar diperhatikan dan diperhitungkan dengan
baik jumlah air pengencer yang diberikan pada screw press.
Proses ekstraksi dengan menggunakan screw press lebih baik dari pada proses
ekstraksi dengan cara lain. Proses ekstraksi dengan screw press tidak membutuhkan
biaya yang besar untuk membeli pelarut dan ampas press yang didapat langsung
terpisah dengan minyak yang dihasilkan sehingga hanya diperlukan pemisahan
serabut-serabut kecil dalam jumlah yang lebih sedikit. Selain itu, pada proses ekstraksi
menggunakan screw press buah kelapa sawit yang berupa bubur yang masuk kedalam
screw press dapat disesuaikan kapasitasnya dengan tekanan screw pressnya.
Pada analisa laboratorium untuk mengetahui persentase kehilangan minyak
yang terdapat pada ampas press dilakukan proses pemisahan secara sokletasi. Pelarut
yang digunakan adalah N-heksana, dimana N-heksana merupakan bahan nonpolar
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Tekanan screw press yang paling sesuai digunakan yaitu pada tekanan 500-520
psi dengan persentase kadar kehilangan minyak 3,12 % – 2,90 %.
2. Hubungan pengaruh tekanan terhadap persentase kehilangan minyak dalam
ampas press diberikan oleh persamaan
Y = 7810,56+ 1,455 X + 0,0279 X2
Dengan tingkat korelasi nyata antara X dan Y sebesar 98,58 % yang
menggambarkan bahwa pertambahan tekanan (X) akan memperkecil kadar
kehilangan minyak dalam ampas press.
5.2 Saran
1. Tandan Buah Segar (TBS) yang akan diolah diusahakan tingkat
kematangannya sesuai dengan criteria pengolahan agar pada proses awal
mendapat proses yang baik.
2. Persentase kehilangan minyak pada stasiun pressan diusahakan sekecil
DAFTAR PUSTAKA
Ketaren, S. 1986. Minyak dan Lemak Pangan. Cetakan Pertama. Jakarta: Universitas Indonesia Press.
Mangoensoekarjo, S. 2003. Manajemen Agrobisnis Kelapa Sawit. Yogyakarta: Universitas Gadjah Mada Press.
Naibaho, P. 1996. Teknologi Pengolahan Kelapa Sawit. Medan: Penerbit Pusat Penelitian Kelapa Sawit.
Pahan, I. 2006. Panduan Lengkap Kelapa Sawit. Cetakan Pertama. Jakarta: Penebar Swadaya.
Risza, S. 1994. Kelapa Sawit. Yogyakarta: Penerbit Konisius.
Sudjana, M. 2001. Metoda Statistika. Edisi Revisi. Bandung: Penerbit Tarsito.
Sunarko. 2007. Petunjuk Praktis Budi Daya Pengolahan Kelapa Sawit. Cetakan Pertama. Jakarta. Agromedia Pustaka.
LAMPIRAN 1
Angka Kerja Pengolahan Mutu Minyak Sawit dan Kernel Sawit
No. Uraian Satuan Norma
7 Kadar minyak ZB dalam air buangan decanter/ % max.1,00
TEKANAN PADA SCREW PRESS (kg/cm ) VS KADAR MINYAK DALAM
400 420 440 460 480 500 520 540 560 580 600
Tekanan Pada Screw Press (kg/cm )
PENGARUH TEKANAN PADA SCREW PRESS TERHADAP KADAR MINYAK DAN KADAR BIJI PECAH DALAM AMPAS PRESS
0
400 420 440 460 480 500 520 540 560 580 600
Tekanan Pada Screw Press (kg/cm )