Simulasi Reaktor
Steam Reforming
Gas Alam dengan Model
One Dimensional Pseudo Homogeneous
Tedi Hudaya
*, Martin Halim, dan Rizky Ardian Santosa
Jurusan Teknik Kimia, Universitas Katolik ParahyanganJalan Ciumbuleuit 94, Bandung 40141
Telp/Fax: (022) – 2032 700; email:[email protected]; [email protected]
Abstrak
Reaksi steam reforming CH4dengan bahan baku gas alam merupakan cara yang paling ekonomis pada saat ini untuk memproduksi hidrogen secara komersial. Reaksi tersebut merupakan reaksi kesetimbangan yang sangat endotermis. Penelitian ini bertujuan untuk mensimulasikan pengaruh rasio umpan H2O : CH4, tekanan operasi, dan temperatur umpan terhadap konversi CH4dalam reaksi steam reforming dengan menggunakan katalis Ni. Simulasi dilakukan dalam rentang kondisi operasi yang menyerupai sebuah primary reformer dalam rangkaian proses sintesa amoniak (NH3). Dengan simulasi yang relatif sederhana, dapat didapatkan profil konversi CH4, temperatur, dan komposisi campuran gas, yang dapat digunakan untuk pertimbangan awal perancangan reaktor steam reforming. Simulasi dilakukan dengan menggunakan software MATLAB untuk menyelesaikan persamaan neraca massa dan energi untuk reaktor fixed-bed, yang diturunkan dari model one dimensional pseudo homogeneous. Hasil simulasi dengan model tersebut menunjukkan kecocokan yang sangat dekat dengan data lapangan yang diperoleh dari reaktor primary reformer PT Pupuk Kujang. Selain itu, hasil penelitian menunjukkan bahwa untuk mencapai konversi CH4yang tinggi, kondisi umpan dan tekanan operasi perlu diatur sesuai dengan prinsip Le Chatelier untuk reaksi kesetimbangan endotermis. Konversi CH4yang tinggi akan diperoleh pada kondisi tekanan operasi yang relatif rendah dan temperatur umpan yang tinggi, dengan rasio H2O : CH4dalam umpan beberapa kali rasio stoikiometri.
Keywords: steam reforming, fixed bed, MATLAB, one dimensional, pseudo homogeneous
Pendahuluan
Reaksi steam reformingCH4 dalam gas alam
merupakan cara yang paling ekonomis pada saat ini untuk memproduksi hidrogen secara komersial. Hasil reaksi steam reforming CH4 adalah syngas
atau gas sintesis yang kandungannya berupa CO dan H2. Selain untuk mensintesa amoniak, gas
sintesis merupakan bahan baku yang sangat dibutuhkan oleh berbagai industri (methanol, asam asetat, glikol, dan sebagainya).
Industri amonia merupakan salah satu industri yang cukup banyak didirikan dan dibutuhkan terutama dalam negara agraris seperti Indonesia. Dalam pabrik amoniak, unit yang digunakan untuk sintesis H2 adalah unit primary and secondary
reformer[1]. Pada unit ini H2 terbentuk dari reaksi
steam reforming CH4 (dari gas alam) yang
menghasilkan produk berupa gas CO dan H2yang
biasa disebut dengansynthesis gas[2-3].
Hal-hal yang menjadi faktor penentu dalam efektivitas sintesa tersebut adalah rasio H2O
terhadap CH4, tekanan opearasi, serta temperatur
umpan. Rasio H2O:CH4 yang biasanya digunakan
adalah 2 – 6[1, 4]. Konversi untuk menghasilkan H 2
yang relatif tinggi dapat dicapai dengan meningkatkan rasio H2O:CH4 pada temperatur
tinggi. Namun penggunaan rasio yang tinggi akan meningkatkan kebutuhan H2O yang akan
meningkatkan biaya karena peningkatan rasio sedikit saja akan berdampak sangat besar bagi biaya dalam skala industri. Pemilihan rasio ini berdasarkan pertimbangan untuk mencegah terjadinya pembentukan karbon pada permukaan katalis yang dapat mengakibatkan penurunan kinerja katalis. Menurut hukum termodinamika untuk reaksi steam reforming, semakin tinggi temperatur dan semakin rendah tekanan akan mengakibatkan peningkatan konversi CH4[3]. Pada
nyatanya, penggunaan tekanan tinggi tetap dilakukan dengan pertimbangan bahwa gas alam tersedia pada tekanan tinggi[1]. Selain itu,
penggunaan tekanan tinggi dapat meningkatkan jumlah umpan gas. Tekanan umpan yang biasanya digunakan adalah 5 - 30 atm[1-2]. Temperatur umpan yang digunakan sangat bervariasi, diantaranya adalah 454 − 650 ˚C[1-2,5]. Sedangkan temperatur
reaksi yang digunakan adalah 727 – 927oC[1-2].
Simulasi yang dilakukan bertujuan melihat pengaruh variabel-variabel di atas terhadap konversi CH4, profil temperatur reaktor, dan
komposisi campuran gas dengan menggunakan modelone dimensional pseudo homogeneous yang relatif sederhana dan diturunkan dari neraca massa dan energi rektor unggun tetap bertekanan konstan. Prosiding Seminar Nasional Teknik Kimia “Kejuangan” ISSN 1693 – 4393
Pengembangan Teknologi Kimia untuk Pengolahan Sumber Daya Alam Indonesia
Landasan Teori
Pada proses steam reforming, umpan hidrokarbon dapat berupa gas alam ataupun nafta akan diubah menjadi gas sintesis (H2 dan CO)
melalui reaksi dengansteamdengan bantuan katalis dalam primary reformer furnace. Proses ini biasanya dioperasikan pada temperatur sekitar 800-870oC dan pada tekanan 2,17-2,86 MPa (300-400
psig), dengan menggunakan bantuan katalis nikel. Temperatur di atas 1000oC dan tekanan di atas 3,79
MPa (550 psia) digunakan pada unit autothermal reformer (secondary reformer), dimana hidrogen yang dihasilkan kemudian digunakan untuk produksi amonia atau metanol[4].
Pada prosessteam reformingdengan gas alam, jika gas alam direpresentasikan dengan CH4, maka
reaksi utama reformasi gas alam dengan steam dapat dituliskan seperti dalam persamaan-persamaan berikut :
CH4+ H2O ↔ CO + 3H2; ΔHR= + 205 kJ/mol[5] (1)
Dari reaksi diatas dapat dilihat bahwa reaksi yang terjadi bersifat sangat endoterm sehingga proses steam reforming ini membutuhkan panas yang besar supaya reaksi dapat berjalan dengan baik. Selain reaksi di atas, ada juga reaksi lain yang disebut dengan water-gas shift reaction yang bersifat eksoterm, dimana reaksinya adalah:
CO + H2O ↔ CO2+ H2; ΔHR= - 42 kJ/mol[5] (2)
Kedua reaksi di atas merupakan reaksi reversible pada temperatur reforming, sehingga perlu untuk memperhatikan prinsip Le Chatelier agar konversi kesetimbangan dapat dioptimalkan.
Menurut Le Chatelier, temperatur, tekanan serta penambahan atau pengurangan pereaksi dan produk reaksi akan mempengaruhi kesetimbangan. Berikut penjelasan mengenai faktor-faktor yang dapat mempengaruhi pergeseran kesetimbangan[8]:
1. Temperatur
- Untuk reaksi endoterm (ΔH positif), produk reaksi bertambah pada keadaan kesetimbangan jika temperatur dinaikkan. - Untuk reaksi eksoterm (ΔH negatif), produk reaksi bertambah pada keadaan kesetimbangan jika temperatur diturunkan. 2. Tekanan
- Tekanan hanya sedikit berpengaruh pada reaksi dalam larutan atau dalam keadaan padat, karena cairan dan padatan sukar dimampatkan. Akan tetapi dengan mengubah tekanan dari campuran gas pada keadaan kesetimbangan, maka sistem tidak lagi berada dalam keadaan setimbang.
- Jika tekanan dinaikkan dengan memperkecil volume campuran reaksi, reaksi bergeser ke arah jumlah mol gas paling sedikit.
3. Penambahan atau pengurangan pereaksi dan produk reaksi
- Jika pereaksi ditambahkan atau produk dikurangi yaitu mengubah konsentrasi maka reaksi bergeser dari kiri ke kanan (produk bertambah) untuk memperoleh kesetimbangan baru.
- Jika pereaksi diambil atau produk ditambahkan yaitu mengubah konsentrasi maka reaksi akan bergeser dari kanan ke kiri (pereaksi bertambah) untuk memperoleh kesetimbangan baru.
Berdasarkan prinsip Le Chatelier di atas jika produk yang diinginkan adalah H2, maka reaksi
harus dilakukan pada suhu tinggi serta pada tekanan rendah. Selain itu, konversi yang tinggi juga akan dihasilkan dari penggunaan rasio steam : karbon yang tinggi[6]. Agar dapat berlangsung, reaksi (1)
dan (2) memerlukan katalis yang berbeda. Karena katalis yang digunakan adalah katalis berbasis nikel dan temperatur reforming sangat tinggi, maka hanya ada satu reaksi yang dominan yaitu reaksi (1), sehingga reaksi (2) dapat diabaikan.
Katalis yang digunakan untuk reaksi steam reforming umumnya memiliki pusat aktif yang menggunakan logam nikel. Penelitian ini menggunakan persamaan kinetika reaksi yang menggunakan katalis Ni komersial GIAP-3-6N. Berikut adalah persamaan kinetika intrinsiknya[9]:
(3)
Dengan, 3 T 9 10 x 4676 , 0 2 T 5 10 x 2586 , 0 T 2 10 x 5847 , 0 T 10956 ) T ln( 245 , 1 24 , 17 ) 1 K log( ! ! " di mana : k0= 7 × 104atm-1s-1= 6,82kPa -1 s-1 E= 69kJ mol-1 c= 41mol m-3 MetodologiVariabel yang diamati adalah profil konsentrasi metana sepanjang reaktor untuk mengetahui konversinya pada bagian keluaran reaktor untuk setiap variasi kondisi operasi. Kondisi operasi yang akan divariasikan adalah rasio H2O:CH4, tekanan
operasi, dan temperatur umpan. Kondisi operasi ini akan disimulasikan menggunakan model reaktor one dimensional pseudo homogeneous.
Asumsi dasar dari model ini adalah bahwa di dalam reaktor hanya terdapat satu fasa saja. Kondisi nyata yang sebenarnya adalah terdapat dua fasa, yaitu fasa padat katalis dan fas gas yang bereaksi[10]. Selain itu, gradien konsentrasi dan
temperatur dianggap hanya terjadi di arah aksial reaktor saja. Hal ini dapat terjadi akibat aliran dalam sistem diatur sedemikian rupa untuk
mendapatkan aliran yang turbulen. Aliran turbulen juga menyebabkan pencampuran arah radial menjadi sangat baik sehingga tidak menyebabkan adanya perbedaan temperatur dan konsentrasi di arah radial[7].
Persamaan Neraca Massa dan Energi Model neraca massa untuk reaktor fixed bed yang akan digunakan pada simulasi ini adalah[7]:
(4)
Untuk fluida gas nilai us tidak dapat dianggap
konstan karena perubahan densitas gas di sepanjang reaktor tidak dapat diabaikan. Densitas fluida akan dipengaruhi oleh temperatur, tekanan, dan komposisi sehingga pada akhirnya us akan
bergantung pada jarak di reaktor (z).
Model neraca energi untuk reaktorfixed bed yang akan digunakan pada simulasi ini adalah:
#
$
#
T Tr$
0 dt U 4 B A r R H dz dT p C s u g 2 dz T 2 d eQ " % & ! % ' (5)Froment dan Bischoff mengatakan bahwa dispersi massa dan panas arah aksial dapat diabaikan untuk reaktor dalam skala industri[7]. Selanjutnya ruas
pertama pada persamaan neraca massa dan energi yang memiliki variabelDeadanλeadihilangkan.
Dengan mendefinisikan lebih lanjut variabel us,
CA dan rAρB maka pada akhirnya akan diperoleh
persamaan neraca massa sebagai berikut:
(6)
Sedangkan persamaan neraca energi dapat disederhanakan menjadi :
(7)
Penentuan Koefisien Pindah PanasOverall
Nilai U merupakan koefisien pindah panas overall yang nilainya ditentukan oleh koefisien perpindahan panas sisi dalam seperti yang dikatakan Beek[11] bahwa perpindahan panas sisi
dalam merupakan faktor pembatas dalam reaktor steam reformer.
Penentuan nilai koefisien pindah panasoverall (U) diperoleh dari persamaan empiris berikut[11]:
(8) dengan nilaiB= 0,45
Strategi Penyelesaian
Pemodelan yang disusun diselesaikan dengan bantuan software MATLAB. Persamaan– persamaan yang diperoleh dalam pemodelan ini merupakan persamaan diferensial biasa (Ordinary Differential Equation / ODE) dengan kondisi awal pada z = 0 (umpan masuk reaktor) yang diketahui/ditetapkan. Variabel-variabel yang ingin
dicari adalahXAdanTz, sedangkan persamaan yang
tersedia berjumlah 2 buah sehingga persamaan dapat diselesaikan. Kedua persamaan harus diselesaikan secara simultan sehingga persamaan yang sudah dimodelkan harus dibuat dalam bentuk matriks.
Perintah yang digunakan dalam software MATLAB untuk eksekusi persamaan matriks di atas adalah dengan menggunakan perintah ODE45. Kondisi awal yang digunakan dalam simulasi adalah XA umpan dan T umpan yang akan
divariasikan.
Hasil dan Pembahasan
Perbandingan Konversi Pabrik Dengan Simulasi
Perbandingan ini untuk mengetahui seberapa dekat hasil prediksi model reaktorone dimensional pseudo homogeneous terhadap kondisi reaktor steam reforming yang sesungguhnya. Hasil simulasi berupa konversi dan temperatur akhir yang kemudian dibandingkan dengan konversi dan temperatur akhir pada kondisi nyata (PT. Kujang) yang kemudian akan dicari nilaierrorrelatifnya.
Kondisi operasi steam reforming yang digunakan di PT. Kujang untuk simulasi dan perbandingan konversi serta temperatur akhir dari hasil simulasi dengan konversi serta temperatur akhir PT. Kujang dapat dilihat pada Tabel 1. Persentase perbedaan antara konversi dan temperatur akhir CH4pabrik dengan hasil simulasi
model hanya sebesar 1,2%.
Profil bilangan Reynold dengan menggunakan kondisi operasi pabrik dihitung terlebih dahulu untuk memastikan bahwa laju alir turbulen tercapai di dalam model yang disimulasikan. Laju alir turbulen ini sangat penting karena merupakan syarat untuk menggunakan model reaktor one dimensional pseudo homogeneous. Profil bilangan Reynold sepanjang reaktor dengan menggunakan kondisi operasi pabrik dapat dilihat pada Gambar 1. Syarat aliran laminar dalam reaktor unggun tetap memiliki bilangan Reynold di bawah 10[12].
Sedangkan nilai bilangan Reynold hasil simulasi memiliki nilai di atas 500 sehingga dapat dikatakan bahwa aliran pada reaktor hasil simulasi berada dalam regim aliran turbulen.
Tabel 1. Kondisi Operasi PT. Kujang dan Hasil Perbandingan Simulasi Konversi CH4
Rasiosteam-CH4 3,6923
Temperatur masukan 747 K
Temperaturfurnace 1061,5 K
Tekanan operasi 40,8 atm
Tekanan keluaran 32,45 atm
Diametertube 15 cm
Panjangtube 12 m
Konversi CH4(PT. Kujang) 58,76%
Errorrelatif konversi pabrik dan
simulasi 1,15%
Temperatur akhir (PT. Kujang) 1046 Temperatur akhir (simulasi) 1058
Errorrelatif temperatur akhir
pabrik dan simulasi 1,15%
Gambar 1.Profil bilangan Reynold sepanjang reaktor (simulasi dengan kondisi pabrik)
Profil konversi CH4 hasil simulasi dilakukan
dengan panjang reaktor 20 m. Hal ini bertujuan untuk memperkirakan letak konversi kesetimbangan bermula. Letak konversi kesetimbangan digambarkan pada titik permulaan dimana kurva profil konversi metana mulai konstan. Dari Gambar 2 yang diperoleh terlihat bahwa konversi kesetimbangan baru diperoleh pada jarak sekitar 16 m. Namun PT. Kujang menggunakan panjang reaktor sepanjang 12 m yang akan mencapai konversi maksimum kira-kira sebesar 99,6% dari konversi kesetimbangan. Hal ini dilakukan agar biaya produksi dapat lebih ekonomis, karena dengan penambahan panjang reaktor akan menambahkan biaya katalis yang relatif mahal sementara konversi yang dihasilkan pada jarak 12 m tidak berbeda secara signifikan dengan konversi kesetimbangan. Namun untuk penggunaan katalis yang lebih ekonomis, akan lebih baik jika menggunakan panjang reaktor 9 m. Hal ini dapat menghemat biaya katalis secara signifikan namun disisi lain tetap memiliki konversi maksimum yang relatif tinggi yaitu sekitar 95% dari konversi kesetimbangan. Sedangkan penambahan unggun di pabrik yang mencapai 12 meter bertujuan untuk mengkompensasi penurunan keaktifan katalis yang terjadi secara perlahan akibat kondisi operasi reaktor yang berada pada temperatur sangat tinggi.
Gambar 2.Profil konversi CH4
(simulasi dengan kondisi pabrik)
Simulasi Pengaruh Variasi Kondisi Operasi Proses simulasi reaktor steam reforming menggunakan kondisi operasi sebagai berikut:
1. Katalis yang digunakan merupakan katalis berbasis nikel GIAP-3-6N[9]
2. Reaktor unggun tetap
3. Panjang reaktor 9 m dan 20 m untuk membandingkan konversi pada jarak 9 m dengan konversi kesetimbangan
4. Temperaturfurnace(Tr) 1061,5 K 5. Rasio umpan H2O : CH4divariasikan
6. Tekanan umpan divariasikan 7. Temperatur umpan divariasikan Pengaruh Rasio Umpan (CH4:H2O)
Rasio umpan yang digunakan untuk variasi berada pada rentang 3-6 dengan jumlah simulasi sebanyak 7. Simulasi masing-masing variasi rasio umpan menampilkan profil konversi CH4,
temperatur, dan fraksi mol gas sepanjang reaktor. Pada saat melakukan variasi rasio umpan ini, kedua variabel lainnya yaitu tekanan dan temperatur dibuat konstan dengan nilai masing - masing 30 atm dan 773 K. Tabel 2 menyajikan hasil simulasi dengan variasi rasio umpan terhadap konversi CH4
dan temperatur campuran dengan panjang reactor 9 m.
Tabel 2. Hasil Simulasi Pengaruh Rasio Umpan Terhadap Konversi CH4dan Temperatur
Rasio X9 X20 (konversi kesetimb) X9(% dari kesetimbangan ) Tz=9 3,0 0,5675 0,6022 94,2 1048,6 3,5 0,6125 0,6452 94,9 1049,8 4,0 0,6527 0,6831 95,5 1050,6 4,5 0,6886 0,7166 96,1 1051, 4 5,0 0,7215 0,7457 96,8 1052,3 5,5 0,7508 0,7727 97,2 1053,2 6,0 0,7764 0,7961 97,5 1054
Dari hasil simulasi diperoleh kecederungan bahwa konversi baik itu konversi kesetimbangan maupun konversi pada jarak 9 m akan naik dengan bertambahnya rasio umpan. Rata-rata persentase konversi yang dicapai pada jarak 9 m adalah 96% dari konversi kesetimbangan. Semakin besar rasio umpan yang digunakan maka konversi akhir CH4
yang tercapai semakin tinggi pula. Hal ini dapat dijelaskan dengan prinsip Le Chatelier[13] yang
mengatakan bahwa semakin banyak umpan yang digunakan maka kesetimbangan akan bergeser ke arah produk. Hal ini juga sesuai dengan apa yang dikatakan oleh Strelzoff bahwa peningkatan rasio umpan dibutuhkan untuk meningkatkan persentase konversireforming, pada tekanan tertentu[1].
Profil konversi metana, temperatur, dan fraksi mol campuran gas sepanjang reaktor dapat dilihat pada Gambar 3 - Gambar 5.
(a)
(b)
Gambar 3.Profil konversi CH4sepanjang reaktor pada
berbagai rasio umpan, (a) rasio 3 - 4,5, (b) rasio 5 - 6
Meskipun konversi akhir CH4 semakin besar
dengan bertambahnya rasio umpansteam/CH4, akan
tetapi dalam industri biasanya digunakan rasio umpansteam/CH4sebesar 3,5 karena pada rasio ini
sudah diperoleh konversi akhir CH4 yang cukup
besar. Meningkatkan rasio umpan pada temperatur rendah untuk mendapatkan hidrogen lebih banyak akan memberikan banyak keuntungan, namun penggunaan rasio yang besar akan meningkatkan biaya pembangkit steam[1]. Selain itu, penggunaan rasio umpan yang berlebih memiliki tujuan lain
yaitu untuk proses gasifikasi karbon yang terdeposisi di permukaan katalis[14]. Deposisi C dapat menutupi pusat aktif katalis sehingga menurunkan kinerjanya.
Profil temperatur campuran gas disepanjang reaktor disajikan pada Gambar 4. Gambar tersebut menunjukkan bahwa profil temperatur untuk setiap rasio umpan terlihat hampir berhimpitan satu sama lain. Hal ini menandakan bahwa rasio umpan tidak mempengaruhi profil temperatur campuran gas disepanjang reaktor, karena jumlah kalor yang dipasok dari furnace jauh lebih besar daripada perbedaan kalor reaksi mengingat perbedaan konversi yang kecil di sepanjang reactor pada masing-masing variasi .
(a)
(b)
Gambar 4.Profil temperatur sepanjang reaktor pada berbagai rasio umpan, (a) rasio 3 - 4,5, (b) rasio 5 -6
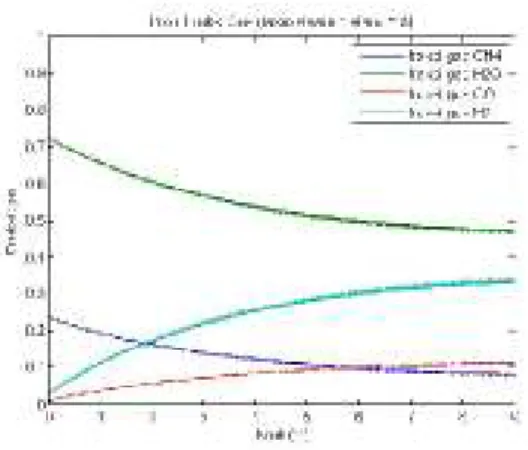
Profil fraksi mol campuran gas memiliki kecenderungan yang sama untuk setiap variasi, hanya saja fraksi mol gas mula-mula untuk setiap variasi berlainan satu sama lain sesuai dengan kondisi umpan. Rasio H2/CO di akhir reaktor untuk
setiap variasi rasio umpan adalah sama, yaitu 3:1. Sebagai contoh, profil fraksi mol campuran gas disepanjang reaktor dengan umpan steam : CH4
Gambar 5.Profil fraksi mol gas sepanjang reaktor pada berbagai rasio umpan
Pengaruh Tekanan Operasi
Tekanan operasi yang digunakan untuk variasi berada pada rentang 20 - 40 atm dengan jumlah simulasi sebanyak 5. Dari masing-masing variasi akan diperoleh profil konversi, temperatur, dan fraksi mol gas sepanjang reaktor. Pada saat melakukan variasi tekanan ini, kedua variabel lainnnya yaitu rasio umpan dan temperatur dibuat konstan dengan nilai masing-masing 3,5 dan 773 K. Tabel 3 menyajikan hasil simulasi dengan variasi tekanan operasi terhadap konversi CH4 dan
temperatur campuran pada keluaran reactor sepanjang 9 m.
Dari hasil simulasi dapat terlihat bahwa semakin besar tekanan operasi yang digunakan maka konversi akhir CH4 yang tercapai akan
menurun. Hal ini dapat dijelaskan pada prinsip Le Chatelier[13] yang menyatakan bahwa semakin tinggi tekanan yang digunakan pada sistem maka kesetimbangan akan bergeser ke arah jumlah mol yang lebih sedikit. Dalam kaitannya dengan reaksi steam reforming, kesetimbangan akan bergeser ke arah reaktan jika tekanan dinaikkan sehingga konversi akhir CH4akan menurun. Koversi yang
dicapai pada jarak 9 m rata-rata sebesar 95% dari konversi kesetimbangan.
Tabel 3. Hasil Simulasi Pengaruh Tekanan Operasi Terhadap Konversi CH4 P (atm) X9 X20 (konversi kesetimb) X9(% dari kesetimbang an) Tz=9 20 0,7022 0,7382 95,1 1048,4 25 0,6519 0,6873 94,8 1049,4 30 0,6125 0,6452 94,9 1049,8 35 0,5790 0,6098 94,9 1050,1 40 0,5512 0,5793 95,1 1050,8
Profil konversi metana dan temperatur, campuran gas sepanjang reaktor dapat dilihat pada Gambar 6 – 7. Dari Gambar 6 dapat dilihat bahwa
semakin besar tekanan operasi maka konversi metana akan menurun. Namun pada kenyataannya di industri, penggunaan tekanan operasi yang tinggi lebih sering diterapkan dengan mempertimbangkan hal-hal berikut[1]:
1. Umpan gas untuk sinstesis amonia harus dikompresi terlebih dahulu sebelum memasuki reaktor amonia. Karena reaksi steam reforming meningkatkan total volume gas, kompresi yang dilakukan sebelum steam reforming akan menurunkan jumlah kebutuhan energi yang dibutuhkan untuk kompresi di unit-unit selanjutnya.
2. Desain tekanan tinggi biasanya akan mengarahkan penggunaan alat yang lebih kompak dan efisien sehingga akan mengurangi biaya investasi.
3. Gas alam biasanya tersedia dalam tekanan tinggi.
Gambar 6.Profil konversi sepanjang reaktor pada berbagai tekanan operasi
Profil temperatur campuran gas disepanjang reaktor disajikan pada Gambar 7. Dari gambar tersebut dapat dilihat bahwa kenaikan tekanan operasi hanya berpengaruh sangat kecil terhadap profil temperatur sepanjang reaktor. Pengaruh kenaikan tekanan operasi akan menyebabkan temperatur di bagian awal reaktor menjadi sedikit lebih tinggi, namun temperatur akhir yang tercapai di ujung reaktor memiliki nilai yang hampir seragam (hanya memiliki selisih sekitar 0,2 sampai 2,4 K).
Gambar 7.Profil temperatur sepanjang reaktor pada berbagai tekanan operasi
Profil fraksi mol gas disepanjang reaktor mirip seperti yang ditunjukkan oleh Gambar 5. Rasio H2/CO yang diperoleh di akhir reaktor sama untuk
setiap variasi yaitu 3:1. Sedangkan fraksi mol akhir reaktan akan meningkat sedangkan fraksi mol akhir produk akan menurun seiring dengan peningkatan tekanan operasi.
Pengaruh Temperatur Umpan
Temperatur umpan yang digunakan untuk variasi berada pada rentang 673 - 923 K dengan jumlah simulasi sebanyak 6. Dari masing-masing variasi akan diperoleh profil konversi, temperatur, dan fraksi mol campuran gas sepanjang reaktor. Pada saat melakukan variasi temperatur umpan ini, kedua variabel lainnnya yaitu rasio umpan dan tekanan operasi dibuat konstan dengan nilai masing-masing 3,5 dan 30 atm. Tabel 4 menyajikan hasil simulasi dengan variasi temperatur umpan terhadap konversi CH4dan temperatur campuran.
Tabel 4. Hasil Simulasi Pengaruh Temperatur Umpan Terhadap Konversi CH4
T0 X9 X20 (konversi kesetimb) X9(% dari kesetimbangan) Tz=9 673 0,6083 0,6459 94,2 1048,1 723 0,6098 0,6447 94,6 1048,8 773 0,6125 0,6452 94,9 1049,8 823 0,6149 0,6453 95,3 1050,5 873 0,6176 0,6454 95,7 1051,4 923 0,6202 0,6453 96,1 1052,4
Dari hasil simulasi dapat dilihat bahwa semakin besar temperatur umpan yang digunakan maka konversi akhir CH4 pada jarak 9 m yang
tercapai meningkat walaupun kenaikan tersebut tidak signifikan. Namun konversi kesetimbangan yang diperoleh dapat dikatakan tidak dipengaruhi oleh temperatur umpan. Rata-rata persentase konversi yang dicapai pada jarak 9 m adalah 95% dari konversi kesetimbangan.
Analisis mengenai tidak berpengaruhnya temperatur umpan terhadap konversi kesetimbangan adalah bahwa konversi merupakan fungsi dari temperatur. Pemanasan yang dilakukan pada umpan merupakan cara untuk menambah entalpi umpan. Kalor yang berasal dari umpan merupakan panassensibleyang hanya memberikan sedikit dari kebutuhan kalor untuk bereaksi. Hal ini dapat dilihat bahwa dari hasil perhitungan diperoleh nilai kalorsensibleumpan pada temperatur 673 ke 923 ialah sebesar 1,103.104J/mol sedangkan nilai kalor yang diperlukan untuk melangsungkan reaksi jauh lebih besar, yaitu sebesar 2,235.105 J/mol.
Karena jumlah kalor yang dihasilkan dari pemanasan umpan jauh lebih kecil dibandingkan jumlah kalor yang dibutuhkan untuk reaksi maka kalor sensible dapat diabaikan jika dibandingkan jumlah kalor yang disuplai dari furnace. Oleh karena itu, pengaruh temperatur umpan tidak berpengaruh pada konversi kesetimbangan pada suatu kondisi operasi tertentu karena pada simulasi, temperaturfurnaceyang digunakan tetap.
Profil konversi metana dan temperatur campuran gas sepanjang reaktor dapat dilihat pada Gambar 8 - 9.
(a)
(b)
Gambar 8.Profil konversi sepanjang reaktor pada berbagai temperatur umpan, (a) temperatur umpan 673 K
Gambar 8 memperlihatkan dengan jelas bahwa pada jarak tertentu sebelum kesetimbangan, kenaikan temperatur akan memperbesar konversi metana yang dicapai. Jadi untuk memperoleh konversi yang tinggi akan lebih baik jika menggunakan temperatur setinggi mungkin karena dengan penggunaan temperatur tinggi akan mempercepat reaksi menuju kesetimbangan. Gambar 9 menunjukkan profil temperatur memiliki kecenderungan yang sama dengan profil konversi.
Fraksi mol campuran gas tidak terlihat memiliki perbedaan yang cukup signifikan baik menggunakan temperatur umpan rendah maupun temperatur umpan tinggi. Rasio H2/CO untuk setiap
variasi adalah sama yaitu 3:1.
(a)
(b)
Gambar 9.Profil temperatur sepanjang reaktor pada berbagai temperatur umpan, (a) temperatur umpan 673 K
- 773 K, (b) temperatur umpan 823 K - 923 K
Ada kondisi khusus yang diamati dalam simulasi pengaruh temperatur umpan terhadap konversi metana. Kondisi tersebut menggunakan umpan gas alam pada suhu ruang. Tabel 5 menyajikan hasil simulasi kondisi khusus ini.
Tabel 5. Hasil Simulasi Pengaruh Temperatur Umpan pada Kondisi Ruang Terhadap Konversi
Gas alam Steam Tin(K) 298 773 P (atm) 30 30 Tcampuran(K) 647,6729 X9 0,6067 T9(K) 1047,5 H2/CO 3:1
Dari hasil pengamatan penggunaan kondisi umpan gas alam pada temperatur ruangan tidak memberikan perbedaan yang signifikan dengan batas terbawah simulasi yang dilakukan (673 K). Konversi pada ujung reaktor yang menggunakan gas alam pada temperatur ruang ini mencapai 93,9% konversi kesetimbangan. Konversi ini memang berada di bawah rata-rata persentase konversi yang mencapai 95%, namun dengan menggunakan temperatur gas alam pada temperatur ruang sudah membuat campuran gas berada pada temperatur operasi yang secara umum digunakan di dalam prosessteam reforming. Persentase terhadap konversi kesetimbangan yang dihasilkan terbilang cukup tinggi untuk dipertimbangkan penggunaannya.
Profil Konversi dan Temperatur pada Bagian Awal Reaktor
Dari ketiga variasi yang dilakukan, yaitu: rasio umpan, tekanan operasi, dan temperatur umpan memiliki perasamaan sifat tertentu. Persamaan tersebut adalah seakan-akan sudah terjadi konversi metana pada saat z = 0. Yang sebenarnya terjadi adalah bahwa pada saat z = 0 masih belum terjadi konversi metana hanya saja pada jarak yang kecil setelah itu, terjadi reaksi kimia dengan kecepatan yang sangat besar sehingga konversi metana meningkat secara tajam pada rentang yang kecil tersebut. Gambar 10 menyajikan profil konversi dari simulasi dengan kondisi pabrik pada bagian awal reaktor. Pada jarak 0 sampai 0,01 m terlihat bahwa konversi metana meningkat tajam, hal ini menunjukkan pada rentang jarak tersebut laju reaksi yang terjadi sangat cepat kemudian laju reaksi menurun seperti ditunjukkan pada bagian kurva yang membelok setelah melewati rentang tersebut.
Gambar 10.Profil konversi CH4pada bagian awal
reaktor (< 0,1 m)
Selain konversi, temperatur umpan pada kurva profil temperatur terlihat tidak tepat berada pada nilai temperatur awal yang ditentukan. Contohnya pada kondisi pabrik, temperatur awal kurva profil temperatur sepanjang reaktor terlihat di bawah nilai temperatur umpan (747 K). Namun pada kenyataannya hal ini terjadi persis seperti pada kurva konversi CH4sepanjang reaktor, dimana nilai
temperatur mengalami penurunan pada rentang yang sangat kecil lalu kemudian naik seperti yang terlihat pada Gambar 11. Penurunan temperatur diperkirakan terjadi karena panas yang disuplai dari furnace belum cukup untuk memanaskan reaksi endotermik. Baru setelah itu panas dari furnace mulai memanaskan campuran gas hingga mencapai temperatur maksimum di ujung reaktor.
Gambar 11.Profil temperatur pada bagian awal reaktor (< 0,1 m)
Rasio H2/CO
Dari hasil simulasi diperoleh rasio H2/CO
untuk setiap kondisi operasi yang divariasikan memiliki nilai perbandingan yang sama sebesar 3:1. Rasio ini berkaitan dengan stoikiometri untuk reaksisteam reformingakan dihasilkan produk H2
dan CO dengan perbandingan 3:1.
Selain untuk mensintesa amoniak,syngasatau gas sintesis yang kandungannya berupa CO dan H2
merupakan bahan baku yang sangat dibutuhkan
oleh berbagai industri. Setiap industri yang berbeda akan membutuhkansyngaspada rasio H2/CO yang
berbeda pula. Misalkan, pada industri pembuatan metanol, rasio H2/CO yang dibutuhkan adalah 2:1
untuk membentuk metanol menurut reaksi: CO + 2H2→CH3OH[15]
Berbeda dengan industri asam asetat yang membutuhkansyngasdengan rasio sekecil mungkin untuk reaksi karbonilasi membentuk asam asetat menurut reaksi:
CO + CH3OH→CH3COOH[16]
Kebutuhan rasio umpan syngas untuk beberapa industri dapat dilihat pada Tabel 6.
Tabel 6. Kebutuhan Rasio H2/CO untuk Sintesa
Berbagai Macam Produk[17]
Produk Kebutuhan Rasio H2/CO
Oli sintetik 1/2 ~ 2/1 Metanol 2/1 Asam asetat 1/1 Glikol 3/2 Asetiloksida 1/1 Asam propionat 4/3 Asam metaklirik 5/4 Etanol 2/1 Asetaldehida 3/2 Etena 2/1
Untuk memperoleh rasio H2/CO yang lebih
kecil dari 3 (keluaran reaktor steam reforming), dapat dilakukan proses pemisahan H2 dari syngas
dengan menggunakan membran[18], sehingga selain diperoleh hidrogen murni juga gas sintesis dengan rasio H2/CO yang diinginkan.
Kesimpulan
Model reaktor one dimensional pseudo homogeneous dapat mewakili reaktor steam reforming dengan baik. Konversi yang dapat dicapai pada panjang reaktor 9 m sudah cukup baik yaitu sebesar 95% konversi kesetimbangan. Semakin tinggi rasio umpan H2O:CH4dan semakin
rendah tekanan operasi yang digunakan menghasilkan konversi maksimum yang semakin tinggi. Temperatur umpan tidak terlalu berpengaruh terhadap konversi dalam reaktor dan juga tidak mempengaruhi besarnya konversi kesetimbangan. Penggunaan gas alam umpan pada temperatur ruang memberikan konversi sebesar 94% konversi kesetimbangan sehingga pemanasan umpan awal tidak memberikan dampak signifikan. Rasio H2/CO
yang dihasilkan untuk setiap kondisi operasi adalah sama, yaitu sebesar 3:1, sehingga diperlukan pemisahan lanjut H2 dari gas sintesis jika rasio
Daftar Pustaka
1.
Strelzoff, Samuel, Technology and Manufacture of Ammonia, John Wiley & Sons Inc., New York, 1981.2. Sadeghi, M.T., Mazaher Molaei, CFD Simulation of a Methane Steam Reforming Reactor, International Journal of Chemical
Reactor Engineering, 6, A50 (2008).
3. Junaedi, Herri Susanto, Benny Haryoso, Kajian Modifikasi Unit Reforming Pabrik Amoniak Pusri III dan Kajian Pemanfaatan Gas Produser sebagai Bahan Bakar Pengganti Gas Alam di PT Pupuk Sriwidjaja, Jurnal Teknik Kimia Indonesia, 434 – 442 (2008).
4. Othmer, Kirk, Encyclopedia of Chemical Technology, 4thed., pp.838-854, John Wiley & Sons Inc., New York,13, 1995.
5. Tominaga, Hiroo, and Masakazu Tamaki,
Chemical Reaction and Reactor Design, John Wiley & Sons Inc., New York, 1997.
6. Othmer, Kirk, Encyclopedia of Chemical Technology, 4thed., pp.649-667, John Wiley &
Sons Inc., New York, 2, 1992.
7. Froment, G.F., and Kenneth B. Bischoff,
Chemical Reactor Analysis and Design, John Willey & Sons Inc., New York, 1979.
8. Achmad, Hiskia, Wujud Zat dan Kesetimbangan Kimia, hal.157-160, PT. Citra Aditya Bakti, Bandung, 2001.
9. Prokopiev, S.I., Yu. I. Aristov. V.N. Parmon, and N. Giordano,Intensification of Hydrogen Production via Methane Reforming and the Optimization of H2:CO Ratio in a Catalytic
Reactor with a Hydrogen-Permeable
Membarane Wall, Int. J. Hydrogen Energy, 17, 275-279, (1992).
10. Elnashaie, S.S.E.H., and S.S. Elshishini,
Modelling, Simulation, and Optimization of Industrial Fixed Bed Catalytic Reactor,
Gordon and Breach Science Publishers, 1993. 11. Olivieri, Agostino, and Francesco Veglio,
Process Simulation of Natural Gas Steam Reforming : Fuel Distribution Optimisation in the Furnace, Fuel Processing Technology, 89, 622 - 632, 2008.
12. Çarpinlioğlu, Melda Özdinç, Emrah Özahi, Mehmet Yaşar Gündoğdu, Determination of
Laminar and Turbulent Flow Ranges
through Vertical Packed Beds in Terms of Particle Friction Factors, Advanced Powder
Technology, 20, 515 - 520, 2009.
13. Lewis, Rob, and Wynne Evans, Chemistry, 3rd
ed, Palgrave Mcmillan, New York, 2006. 14. Nielsen, Jens Rostrup, and David L. Trimm,
Mechanism of Carbon Formation on Nickel-Containing Catalysts, Journal of Catalysts, 48, 155 - 165, 1977. 15. Methanol, http://en.wikipedia.org/wiki/Methanol, 14 Mei 2010. 16. Acetic Acid, http://en.wikipedia.org/wiki/Acetic_acid, 14 Mei 2010.
17. Wu, Jinhu, Yitain Fang, Yang Wang,
Production of Syngas By Methane and Coal Co-Conversion in Fluidized Bed Reactor, Insitute of Coal Chemistry, Chinese Academy of Sciences, People Republic of China. 18. http://www.mtrinc.com/hydrogen_separation_





![Tabel 6. Kebutuhan Rasio H 2 /CO untuk Sintesa Berbagai Macam Produk [17]](https://thumb-ap.123doks.com/thumbv2/123dok/2493306.2765912/9.918.175.438.647.863/tabel-kebutuhan-rasio-co-untuk-sintesa-berbagai-produk.webp)
