ANALISA KEGAGALAN TABUNG GAS LPG KAPASITAS 3 KG
(FAILURE ANALYSIS LPG GAS CYLINDER CAPACITY 3 KG)
1
Tarmizi , Sri Mulyati Latifah
1
Balai Besar Logam dan Mesin [email protected]
ABSTRAK
Penelitian ini dilakukan untuk mengetahui penyebab dari kebocoran tabung gas LPG kapasitas 3 kg yang terjadi di daerah lasan (circumferensial welding). Untuk itu dilakukan pengkajian kualitas dan performance di daerah lasan pada badan tabung secara metalurgi, dengan melakukan pengujian komposisi kimia dan pengujian mekanik yaitu: uji tarik, uji bending, uji kekerasan, dan metallografi.
Sifat mekanik dari tabung pada dasarnya dipengaruhi oleh komposisi kimia dan struktur mikro. Dari hasil uji komposisi kimia, badan tabung mempunyai nilai CE < 0,40%, sehingga mempunyai kemampuan untuk dilas. Tetapi nilai sensitivitas retaknya (P ) mendekati nilai kritis (2,3%) sehingga nilai kekuatan tarik dan keuletannya cm
pada sambungan las relatif turun yang menyebabkan adanya retakan dari hasil uji bending. Perbedaan perubahan nilai kekerasan rata-rata yang sangat besar yaitu dengan adanya kenaikan antara weld metal dengan
fusion line sebesar 11,60% (25,11 HV) dan terjadi penurunan antara fusion line dengan HAZ sebesar 0,56%
(1,21 HV). Perbedaan yang sangat besar inilah yang memicu terjadinya retak saat pengujian bending pada face
bend, dimana lokasi retakan ada di fusion line.
Kebocoran yang terjadi di daerah lasan (circumferensial welding) disebabkan oleh penipisan dinding tabung akibat proses joggling sehingga pada saat pengelasan arus yang digunakan akan terlalu besar dan akan menyebabkan terjadinya cacat burn through di daerah akar las, sehingga mengubah dimensi ketebalan dinding tabung yaitu dengan adanya cacat yang menyerupai takikan. Hal ini merupakan inisiasi terjadinya retak yang merambat menembus dinding tabung sehingga terjadi kebocoran.
Kata kunci : tabung gas, proses joggling, kebocoran
ABSTRACT
This research was conducted to determine the cause of leakage of LPG gas cylinder with 3 kg capacity of which occurred in the weld area (circumferensial welding). For that, the assessment of quality and performance was conducted in the area of the weld on the tube body by metallurgy, the chemical composition testing, and mechanical testing, namely : tensile test, bending test, hardness, the macro-structure and micro-structure. Which affect the mechanical properties of these cylinder is the chemical composition and microstructure, chemical composition of the test results have CE values < 0,40%, so it has the ability to weld. But the sensitivity of crack (PCM) approaches a critical value (2.3%) so that the value of tensile strength and ductile on the welded joints are relatively down induced cracks from bending test results. Differences in changes in the average hardness value is very large ie with the increase among weld metal fusion line amounting to 11.60% (25.11 HV) and a decline between the fusion line with HAZ 0.56% (1.21 HV). A very big difference is what triggered the crack during bending tests on the location of the bend face cracks in the fusion line.
Leaks that occur in the weld area (circumferensial welding) is caused by thinning of the walls of the cylinder due joggling process so that when the welding current used will be too large which will cause burn-through defects in the weld root, thus changing the dimensions of the cylinder wall thickness in the presence of defects that resembles a notch. Which is the initiation of cracks that propagate through the cylinder wall resulting in leakage. Keywords : gas cylinder, joggling process, leakage
Negara Indonesia mempunyai cadangan
PENDAHULUAN
bahan bakar minyak tanah yang relatif sedikit dibandingkan bahan bakar gas yang P e m e r i n t a h I n d o n e s i a t e l a h
melimpah ruah. Seiring dengan kenaikan melakukan program konversi bahan bakar
harga minyak dunia, pemerintah Indonesia minyak tanah ke bahan bakar LPG dimulai
d e n g a n p r o g r a m k o n v e r s i b a h a n sejak tahun 2007. Hal ini dikarenakan
b a k a r t e r s e b u t d i p e r c e p a t , y a n g welding) secara metalurgi, dengan
pelaksanaan pekerjaannya dilakukan oleh melakukan pengujian mekanik yaitu: uji tarik
Pertamina. Hal ini berdampak pada (tensile testing), uji bending (bend testing),
kebutuhan pengadaan tabung gas LPG 3 kg uji kekerasan (hardness testing), struktur
yang meningkat dengan drastis yang tidak makro (macro-structure) dan struktur mikro
diimbangi dengan pengadaan (supply) (micro-structure).
tabung gas LPG 3 kg yang sesuai dengan Analisa kegagalan adalah langkah
standar. Sementara itu kontrol kualitas pada yang dilakukan untuk mengetahui
tabung gas LPG 3 kg secara umum kurang penyebab terjadinya kegagalan pada suatu
diperhatikan sehinggga banyak kejadian komponen (logam) atau kontruksi. Analisa
produk tabung gas LPG 3 kg mengalami kegagalan dilakukan dengan tujuan untuk :
kerusakan (failure) seperti bocor (leak) dan
-
Mengetahui penyebab kegagalan.
meledak (burst).
-
Mencegah kegagalan yang sama
Dengan semakin berkembangnya
supaya tidak terjadi dimasa datang.
pola kehidupan masyarakat dewasa ini,
-
Dapat menjelaskan mekanisme
maka masyarakat konsumen menuntut
k e g a g a l a n d a n m e m b e r i k a n
adanya penyediaan tabung gas LPG yang
rekomendasi untuk menyelesaikan
lebih aman dan terjaminnya perlindungan
permasalahan.
k o n s u m e n . K a r e n a y a n g m e n j a d i
-
S e b a g a i d a s a r u n t u k
permasalahan yaitu kualitas dan kinerja
tabung gas LPG 3 kg yang kurang
menyempurnakan desain proses
memenuhi standar dan keselamatan bagi
dari suatu komponen.
konsumen. Terutama disebabkan dengan Faktor-faktor penyebab kegagalan adalah:
beredarnya tabung gas LPG ilegal yang
1. Pemilihan material yang salah;
tidak memenuhi Standar Nasional
2. Kesalahan dalam desain;
Indonesia (SNI 1452:2007) ICS 23.020.30
3. Kesalahan proses fabrikasi;
Badan Standarisasi Nasional (BSN) yang
4. Kesalahan operasional;
berakibat pada keselamatan kosumen.
5. Kesalahan dalam maintenance,
Penelitian ini dilakukan pada tabung
6. K e s a l a h a n d a l a m k o n t r o l
gas LPG 3 kg berupa kajian kualitas tabung
kualitas;
dari segi bahan baku material dan kinerja
7. Lingkungan dan penggunaaan.
tabung gas LPG 3 kg. Dengan melakukan pengujian tabung gas LPG 3 kg yang sudah
Mekanika Retakan (Fracture Mechanics)
digunakan namun tabung mengalami kebocoran di daerah lasan. Dari data di
Mekanika retakan adalah suatu lapangan kebocoran terjadapat pada
m e t o d e u n t u k m e n g a n a l i s a daerah lasan (circumferential welding) yaitu
patahan/retakan secara matematik yang sambungan lasan antara badan tabung
dapat menentukan besarnya beban yang bagian atas (top tube) dengan tabung
mengakibatkan patah. Tegangan lokal di bagian bawah (bottom tube). Kebocoran
dekat sebuah retakan atau takikan t e r s e b u t a k i b a t a d a n y a c a c a t
bergantung dari tegangan yang bekerja (σ) (diskontinuitas) yang merupakan salah satu
dan akar panjang retakan .Hubungan dari proses manufaktur yaitu proses
antara tegangan yang bekerja dengan akar pengelasan. Cacat yang terjadi secara
panjang retakan disebut faktor intensitas kasat mata di bagian luar badan tabung gas
tegangan, K , factor intensitas tegangan I
LPG 3 kg terlihat adanya korosi pada daerah
dalam kondisi kritis disebut K Tahap kritis IC. lasan, sedangkan pada bagian dalam badan
biasanya ditentukan oleh tegangan yang tabung gas LPG 3 kg tampak adanya
diperlukan untuk pertumbuhan retak mikro diskontinuitas las berupa sambungan las
sehingga terjadi perpatahan. yang tidak sempurna.
Untuk itu dilakukan pengkajian karakteristik di daerah lasan (circumferential
Konsentrasi Tegangan dilas jika logam tersebut setelah dilas menghasilkan suatu ikatan logam yang Umumnya kegagalan bermula akibat
kontinyu disebut dengan mampu las
adanya konsentrasi tegangan, seperti (weldability). Dimana baik sifat maupun
adanya takikan (notch) atau retakan (crack). letaknya dapat memenuhi persyaratan yang
Efek takikan akan menyebabkan ketidak telah ditentukan.
kontinyuan secara geometris yang Kepekaan baja terhadap retak lasan
berakibat pada tegangan tak merata dapat diperkirakan secara kasar dengan
disekitar diskontinuitas tersebut. Pada menggunakan nilai kesataran karbon
(Carbon Equivalent). Jika nilai Carbon beberapa daerah disekitar takikan tegangan
Equivalen (CE) ≤ 0,45% maka baja
akan lebih tinggi dari pada tegangan
rata-d i k a t a k a n m a m p u rata-d i l a s t a n p a rata yang jauh letaknya dari takikan
menggunakan tindakan pencegahan (diskontinuitas). Takikan akan menaikkan
k h u s u s , s e p e r t i p e m a n s a n a w a l , tegangan (stress raiser) secara lokal diujung
pemanasan akhir atau menggunakan takikan. Parameter yang meningkatkan
elektroda hydrogen rendah. Rumus nilai tegangan lokal disebut faktor konsentrasi
C a r b o n E q u i v a l e n b e r d a s a r k a n
tegangan (stress concentration factor, K ). t
International Institute of Welding (IIW) dan
Besar faktor konsentrasi tegangan sangat
standar ASME-IX 2007 QW-403.26 bahwa dipengaruhi oleh bentuk takikan. Semakin
nilai CE adalah sebagai berikut : tajam takikan maka akan besar nilai
konsentrasi tegangannya, seperti terlihat pada Gambar 1 dibawah ini. Efek takikan mempunyai dampak yang penting terhadap
Untuk nilai sensitivitas retak atau perubahan pada proses patahan. Efek
derajat keretakan material (Critical Material p o k o k k e h a d i r a n t a k i k a n b u k a n
Parameter, P ) dimana nilai sensitivitas cm
menimbulkan konsentrsasi tegangan saja
retak untuk pipa baja (pipe steel) Pcm ≤
akan tetapi menghasilkan keadaan [7, ]
0,15%. Rumus nilai sensitivitas retak
tegangan triaksial pada takikan (notch).
(P ) berdasarkan persamaan di bawah ini cm
adalah :
Proses Pembuatan Tabung Gas LPG 3 kg
Tabung baja LPG adalah tabung bertekanan yang dibuat dari plat baja karbon canai panas, digunakan untuk menyimpan gas LPG (liquefied petroleum
gas) dengan kapasitas pengisian 3 kg (7,3
liter) dan memiliki tekanan rancang bangun
2
minimum 18,6 kg/cm .
Bahan baku yang digunakan untuk badan tabung gas LPG 3 kg sesuai dengan
Gambar 1. Pengaruh takikan dan SNI 07-3018-2006, “Baja lembaran pelat
distribusi tegangan
dan gulungan canai panas untuk tabung gas (Bj TG)” atau JIS G 3116 SG 30 (SG 295).
Metalurgi Las
Suatu logam dengan proses las dan untuk pemakaian tertentu dikatakan dapat
Proses yang berhubungan dengan
tabung antara tabung atas dan
pembuatan tabung gas LPG 3 kg yaitu
t a b u n g b a w a h d e n g a n
dengan teknik pembentukan logam prinsip
menggunakan proses SAW, dengan
dasarnya yaitu melakukan perubahan
sambungan berbentuk las tumpang.
bentuk dengan cara memberikan gaya luar
Proses pengelasan dilakukan dua
sehingga terjadi deformasi plastis pada
putaran dalam waktu 4 menit.
benda kerja. Proses pembuatan tabung gas
2. Checking secara visual dan dimensi.
LPG berdasarkan temperatur termasuk
3. Repair adalah perbaikan jika ada
proses cold working.
yang rusak atau cacat.
Proses yang berhubugan dengan
pembuatan tabung LPG
3 kg
yaitu:Pengujian Tabung LPG 3 kg
Shearing, Blanking, Notching, Pierching,
Bending, Deep Drawing, Edge Trimming, Pengujian tabung baja LPG 3kg
Welding, Jogling, Turning, Treading and dilakukan setelah produk finishing setiap
marking. 500 buah tabung diambil 1 buah tabung
untuk mendapatkan pengujian berupa:
1. Uji ketahanan pecah dengan
Tabung Bagian Atas (top tube)
menggunakan tekanan air
Bahan tabung baja LPG 3 kg sesuai
minimum 110 kg/cm2, pecahnya
dengan spesifikasi standar JIS G 3116-2000
t a b u n g t i d a k b o l e h p a d a
kelas (SG 295), “steel sheets, plates, and
sambungan las atau pada
strip for gas cylinders” yaitu baja lembarandaerah pengaruh panas (HAZ).
khusus untuk tabung gas. Grade dan simbol
2. Uji tarik pengelasan sesuai
yang digunakan adalah SG 295 ketebalan
dengan SNI 07-0408-1989.
yang diizinkan adalah 1,6 mm sampai
3. U j i b e n g k o k / l e n g k u n g
dengan 6,0 mm. Ketebalan rata-rata bahan
badan tabung adalah 2,2 mm. Dengan
pengelasan sesuai dengan SNI
Dimensi baja lembaran tersebut adalah 380
07-0410-1989.
x 760 x 2,2 mm. Uji X-ray pada pengelasan sesuai
dengan SNI 05-3563-1994 “Bejana tekan”, I-A, Bab BL “Persyaratan bejana tekan yang
Tabung Bagian Bawah (bottom tube)
difabrikasi dengan pengelasan”, BL-51B.
Bahan badan tabung baja LPG 3kg sesuai dengan spesifikasi standar JIS G
3116-2000 kelas (SG 295) “steel sheets,
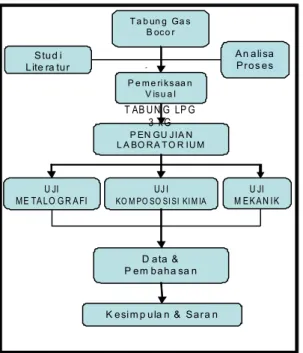
METODA PENELITIAN
plates, and strip for gas cylinder “, yaitu baja
lembaran khusus untuk tabung gas. Dengan Dalam penelitian ini dilakukan
dimensi baja lembaran tersebut adalah 380 serangkaian pemeriksaan dan pengujian
x 760 x 2,2 mm. Proses produksi untuk seperti yang ditampilkan pada Gambar 2,
tabung bagian bawah (bottom tube) y a n g d i m u l a i d e n g a n m e l a k u k a n
dilakukan setelah proses shearing dan pengamatan visual pada tabung gas LPG 3
blanking sama dengan pada tabung bagian kg yang mengalami kebocoran kemudian
atas. dilanjutkan dengan pengambilan sampel uji
komposisi kimia, uji mekanik (uji tarik dan uji lengkung sambungan lasan) dan uji
Bottom and Top Tube Assymbling m e t a l o g r a f i . K e m u d i a n d i l a k u k a n
pengamatan metalografi dengan mikroskop Proses penggabungan yang dilakukan
optik dan pengujian tarik dan lengkung antara tabung bagian bawah dan bagian
pada material tabung yang mengalami atas (bottom and top tube assymbling)
kebocoran. Pengambilan dan pembuatan dilakukan dengan proses sebagai berikut:
sampel uji mekanik sesuai dengan standar
1. Circumferential welding yaitu
ASME Section IX.
S tu d i L ite ra tu r UJ I KO M PO SO SI SI KI M IA P EN GU J IA N L A BO R A T O R IU M T a b un g Ga s B oc o r - T AB U N G LP G 3 k G U JI ME TA L O G R A FI U JI M E K A N I K D a ta & P e m b a h a sa n A n a li sa P r o s e s K e si m p u la n & S a r a n P e m e ri k s aa n V is u a l
bahan badan tabung gas LPG 3
kg dan pada sambungan lasan
badan tabung bagian atas
dengan tabung bagian bawah.
3) Uji bending dilakukan pada
sambungan lasan antara badan
tabung bagian atas dengan
tabung baian bawah.
4) Pengujian kekerasan dilakukan
pada badan tabung gas dan pada
sambungan las bagian atas
tabung dengan bagian bawah
tabung (top tube and bottom
tube) terutama di daerah weld
metal, HAZ dan base metal.
5) Pengujian struktur makro untuk
mengetahui daerah sambungan
las secara makro.
6) Pengujian struktur mikro untuk
Gambar 2. Diagram alir penelitianmengetahui fasa-fasa yang
Dari diagram skema proses tersebut
terbentuk dari suatu material di
dapat dijelaskan langkah-langkah penelitian
daerah weld metal, HAZ dan
yang dilakukan adalah:
base metal.
1. Persiapan tabung gas LPG 3 kg yang
PENGAMATAN VISUAL
bocor yang didapat dari agen
penjualan LPG.
Tabung gas LPG 3 kg atau disebut
2. Studi literaur dilakukan untuk
tabung bertekanan yang terbuat dari plat
mendapatkan gambaran yang
baja karbon canai panas berfungsi untuk
menyeluruh proses pembuatan
menyimpan gas LPG (liquefied petroleum
tabung gas LPG 3 kg yaitu proses
gas) dengan kapasitas pengisian 3 kg (7,3
forming dan welding dengan
liter) dan memiliki tekanan rancang bangun
membandingkan hasil produk
2minimum 18,6 kg/cm . Sebelum penelitian,
d e n g a n s t a n d a r y a n g t e l a h
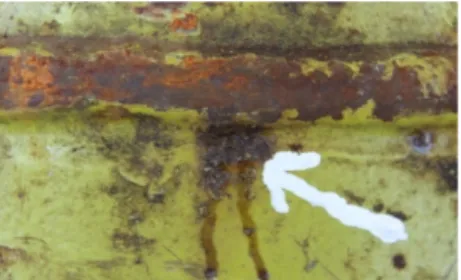
dilakukan pengamatan pada tabung gasditetapkan.
LPG 3 kg yang bocor. Tabung yang diteliti3. Identifikasi masalah dilakukan
dan diuji adalah tabung yang sudahdengan:
dipergunakan dan mengalami kebocoran,-
Mengidentifikasi secara visual.
seperti terlihat pada Gambar 3.-
P r e p a r a s i s a m p e l u n t u k
pengujian.
4. Pengujian laboratorium dilakukan
untuk mengidentifikasi kerusakan
y a n g t e r j a d i d a n p e n y e b a b
kerusakan tersebut. Pengujian yang
dilakukan adalah:
1) Pengujian spectrometer untuk
m e n g e t a h u i k a n d u n g a n
komposisi kimia material tabung.
2) Uji tarik dilakukan pada material
Gambar 3. Foto tabung LPG 3 kg yang bocor,Gambar 5. Lokasi terjadinya kebocoran
Produksi tabung gas LPG 3 kg Sebelum pengujian struktur makro
berdasarkan SNI 1452 2007 dengan dilakukan pengamatan secara visual
spesifikasi tabung terdapat pada bagian terhadap tabung yang bocor. Dari
pegangan tangan tabung. Untuk tabung pengamatan terhadap tabung secara
yang bocor diproduksi bulan 03 tahun 2009 visual. Pada bagian luarnya secara visual
dengan masa umur pakai sampai bulan 03 adanya kerusakan berupa kebocoran di
tahun 2014. Kedua tabung tersebut derah lasan, sedangkan pada bagian dalam
mempunyai masa uji ulang pada tahun I, II, tabung adanya cacat lasan akibat proses
III dan IV, seperti terlihat pada Gambar 4. las (welding) tidak sempurna sepanjang 1/5
bagian keliling tabung, seperti terlihat pada Spesifikasi tabung gas LPG 3 kg yaitu:
Gambar 6.
§ Diproduksi untuk PERTAMINA
§ K o d e N a m a p e r u s a h a a n
pembuat tabung dan nomor seri
produksi LPG.
§ WC (water capacity) : 7,30 liter,
§ TW (tube weight)
: 5,00 kg,
2
§ TP (test pressure)
: 31 kg/ cm
§ Produksi
: 0 3 Ta h u n
2009
Gambar 6. Lokasi kebocoran pada bagian
dalam
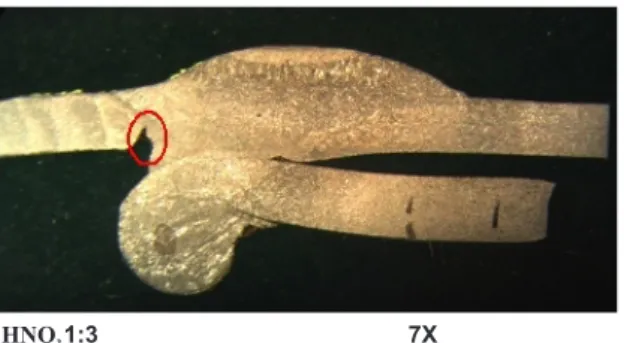
Adapun lokasi pengambilan sampel untuk makro struktru seperti terlihat pada
Gambar 7. Pengamatan struktur makro
dilakukan pada daerah lasan yang bocor dengan pembesaran 7X.
Gambar 4. Spesifikasi tabung LPG yang bocor
Pada tabung yang bocor sebelumnya sudah digunakan untuk pengisian gas LPG 3 kg. Namun umur pakainya kurang dari setahun sudah mengalami kebocoran di daerah lasan yang menggunakan las cincin
Gambar 7. Lokasi pengambilan sampel
(welded circumferential joint) dengan sistem
metalografi
tumpang (joggle offset) pada komponen bagian bawah tabung (bottom tube).
Kebocoran tersebut yang secara visual Dari hasil uji makro struktur seperti
dapat terilihat dengan jelas seperti yang ditunjukkan pada Gambar 8
ditunjukan pada Gambar 5 di bawah ini. menunjukkan terjadinya pelelehan logam
las di daerah akar las (melt through) sehingga terbentuk takikan seperti yang ditandai lingkaran merah, hal ini bisa terjadi jika arus yang digunakan terlalu besar atau kecepatan pengelasan yang terlalu lambat, atau bisa saja arus dan kecepatan sudah sesuai dengan WPS (welding procedure
specification) karena parameter las yang
digunakan konstan dan tidak semua produk mengalami cacat. Dari hasil makro struktur
dapat dilihat bahwa terjadi penipisan tabung yang tidak cacat karena tidak ada
dinding tabung akibat proses joggling takikan konsentrasi tegangan yang terjadi
terutama didaerah kampuh las dimana hampir seragam/homogen kesemua arah
terjadinya cacat tersebut terlihat perbedaan yang mengakibatkan adanya daerah
ketebalan yang sangat mencolok antara elastis. Saat tabung diberi beban
daerah ujung lasan dan daerah cacat. (digunakan) tabung tersebut mengalami
Dengan terjadinya penipisan dinding tegangan triaksial, yaitu tegangan yang
tersebut maka parameter las yang terjadi pada arah sumbu X, Y dan Z adalah
digunakan walaupun sudah sesuai dengan tegangan tarik, dan pada sumbu Z adalah
WPS mengakibatkan terjadinya cacat tegangan tekan (arah tebal tabung) sebagai
karena dinding yang tipis tersebut menerima reaksi dari adanya tegangan tarik. Akibat
parameter las lebih besar dari yang adanya tegangan tekan pada sumbu X
seharusnya. menimbulkan penipisin dinding tabung
sedangkan pada sumbu Y dan Z yang mengalami tegangan tarik yang akan menimbulkan perpanjangan pada material tabung tersebut.
Efek konsentrasi tegangan pada saat tabung digunakan (diberi beban) di daerah ujung takikan akan terjadi konsentrasi tegangan yang melebihi kekuatan luluhnya, sehingga didaerah HNO 1:3 7X3 sekitar takikan akan lansung muncul daerah
Gambar 8. Struktur makro lokasi kebocoran plastis. Dan mengakibatkan timbulnya
tegangan tarik triaksial pada arah sumbu Dari hasil pengukuran ketebalan
X, Y dan Z adalah tegangan tarik, hal ini
menunjukkan terjadinya penipisan didaerah
sangat berbahaya karena menimbulkan kampuh sistem tumpang (joggle offset) hasil
tabung berperilaku getas (patah getas). pengukuran dapat dilihat pada Gambar 9.
artinya tabung tersebut memiliki laju regangan yang sangat tinggi (laju perambatan retak sangat tinggi) dan pengeresan regangan yang juga tinggi.
Berdasarkann analisa Mekanika Retakan (Fracture Mechanics) takikan akan menjadi retak awal dan dapat merambat hingga menembus dinding tabung dengan ketebalan dinding tabung
Gambar 9. Penipisan dinding tabung
2,2 mm. Dari hasil perhitungan panjang retak kritis, a = 10,7 mm, karena retak kritis c K a r e n a a d a n y a c a c a t y a n g
melebihi tebal bejana yaitu 2,2 mm, retak m e n y e r u p a i t a k i k a n a k a n m e n j a d i
akan menembus dinding tabung berupa k o n s e n t r a s i t e g a n g a n y a n g t i d a k
kebocoran baru kemudian pecah. Kondisi homogen/menaikkan tegangan secara
ini disebut “bocor sebelum pecah/rusak” lokal di ujung takikan yaitu adanya faktor
atau “leak before break”. konsentrasi tegangan. Faktor konsentrasi
tegangan sangat dipengaruhi oleh bentuk Kegagalan tabung akibat adanya
takikan, jika takikan semakin tajam maka bocor jika dilihat dari perancangan design
semakin besar nilai faktor konsentrasi tabung telah memenuhi kriteria “bocor
t e g a n g a n n y a . E f e k t a k i k a n a k a n sebelum pecah/rusak” atau “leak before menyebabkan ketidak kontinyuan secara break”, karena a >> t. Artinya jika ada c
geometris (any geometril discontinuities) retakan/takikan maka tabung tidak
pada bahan/komponen. langsung pecah atau meledak, tetapi
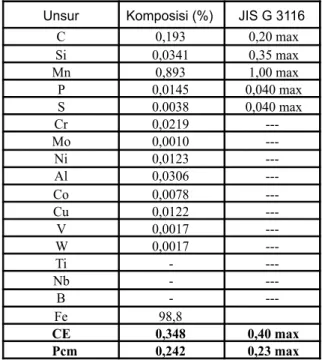
Tabel 1. Hasil uji komposisi kimia
dinding tabung dan tidak sempat pecah. Yang terjadi hanya kebocoran karena tabung dirancang bocor dahulu sebelum meledak.
Ta k i k a n y a n g t e r j a d i p a d a sambungan las mempengaruhi juga terhadap tebal minimum yang diizinkan berdasarkan standar SNI 1452-2007 untuk tabung gas LPG 3 kg. Ketebalan minimum terbesar dinding tabung yang diizinkan adalah 1,97 mm, dengan ketebalan tabung ≥ 1,97 mm maka tabung dalam keadan aman untuk dipegunakan. Tetapi dengan adanya takikan maka tebal dinding tabung akan berkurang, dari hasil analisa perhitungan, maka tebal yang paling m i n i m u m d i i z i n k a n m a s i h a m a n dipergunakan adalah 1,57 mm.
Dari data di lapangan didapatkan tebal dinding tabung yang bocor sebesar 2,2 mm, tapi akibat adanya takikan dengan
tebal/panjang retakan 0,9 mm, maka di Dari pengujian komposisi kimia
daerah takikan tersebut tebal dinding y a n g d i t u n j u k k a n p a d a t a b e l 1
tabung menjadi 1,3 mm. Karena ketebalan memperlihatkan bahwa kedua bahan badan
dinding tabung menjadi 1,3 mm sehingga tabung masuk dalam rentang persyaratan
ketebalan tabung tersebut berada dalam material baja berdasarkan JIS G 3116 SG
keadaan yang sangat kritis yaitu berada 295 dan dan SNI 07-3018-2006. Dan bahan
pada ketebalan yang paling minimum sekali badan tabung tersebut ditinjau dari unsur
yang diizinkan berdasarkan SNI yaitu 1,57 kandungan karbon termasuk dalam
mm dan berdasarkan standar JIS G 3116 klasifikasi baja karbon rendah (low carbon
SG 295:2000 ketabalan minimumnya 1,6 steel).
mm. Artinya adanya takikan/retak yang Untuk melihat kemampuan las
merupakan awal dari kebocoran sehingga
(weldability) bahan badan tabung gas LPG
jadi penyebab tebal dinding tabung menjadi 3 kg mengacu pada nilai kesetaraan karbon
berubah ketebalannya yang tidak sesuai
(Carbon Equivalen) berdasarkan rumus dari lagi dengan standar SNI 1452. 2007 dan JIS
International Institute of Welding (IIW) dan
G3116 SG 295: 2000.
standar ASME–IX 2007 QW-403.26.
Dari hasil analisa perhitungan tebal Dimana nilai CE dari hasil pengujian
yang diizinkan berdasarkan SNI dan JIS spectrometri pada tabung yang bocor
yaitu jika t ≤ tminimum (1,3 ≤ 1,57) maka (0,348%). Tabung tersebut mempunyai
ketebalan dinding tabung sangat berbahaya kemampuan untuk dilasnya baik karena
dan riskan terhadap kebocoran dan nilai CE < 0,40%.
rusak/pecah juga terhadap kemungkinan- Dari hasil pengujian komposisi kimia
kemungkinan lainnya. dapat dihitung nilai sensitivitas retak lasan
(P . Nilai sensitivitas retak (P ) pada cm cm
tabung yang bocor (0,242 %) nilainya lebih
Hasil Uji Komposisi Kimia tinggi yang akan memicu terjadi retak
Hasil pengujian komposisi kimia
(crack) pada lasan. Sehingga tabung yang pada tabung gas LPG 3 kg dari hasil
bocor akan lebih sensitif terhadap retak pengujian spektrometri yang kesesuaian
lasan. Namun tabung tersebut berada dengan SNI 0730182006 dan JIS G 3116
-pada nilai sensitivitas retak (Pcm) yang 2000 SG 295 adalah sebagai berikut :
Unsur Komposisi (%) JIS G 3116
C 0,193 0,20 max Si 0,0341 0,35 max Mn 0,893 1,00 max P 0,0145 0,040 max S 0.0038 0,040 max Cr 0,0219 ---Mo 0,0010 ---Ni 0,0123 ---Al 0,0306 ---Co 0,0078 ---Cu 0,0122 ---V 0,0017 ---W 0,0017 ---Ti - ---Nb - ---B - ---Fe 98,8 CE 0,348 0,40 max Pcm 0,242 0,23 max
Parameter Uji Rumus Hasil Tebal Awal, T0(mm) T01 2,24 T02 2,26 T03 2,24 T0range 2,24 Lebar Awal, W0(mm) W01 6,01 W02 5,99 W03 6,01 W0range 6,00
Luas Penampang Awal, A0
(mm2) A0 13,44
Tebal Akhir, Ti(mm) Ti 1,84
Lebar Akhir, Wi (mm) Wi 4,53
Luas Penampang Akhir,Ai
(mm2) Ai 8,34
Susut Penampang Akhir, % (A0-Ai)/A0x100% 37,95
Panjang Ukur Awal, Lo(mm) L0 25
Panjang Ukur Akhir, Li(mm) Li 27,20
Regangan, (%) (Li-L0)/L0x100% 8,8
Beban Tarik Maksimum, Fmax
(kgf) Fmax 890.4 Kuat Tarik, su (kgf/mm2) su 66,25 Beban Luluh, (kgf) F 0,2% 792,8 Kuat Luluh, sy (kgf/mm2) s 0,2% 58,99 Parameter uji Material Uji Tarik 1 Tarik 2 JIS
G3116 Kuat Tarik,
kg/mm2 42,00 37,80
44,00
Sampel Uji Sifat tampak
Root Bend 1 Bagus
Root Bend 2 Bagus
Face Bend 1 Retak, 22,5 mm
Face Bend 2 Retak, 23,60 mm
mendekati nilai kritisnya maksimal yaitu Pengujian Kekerasan
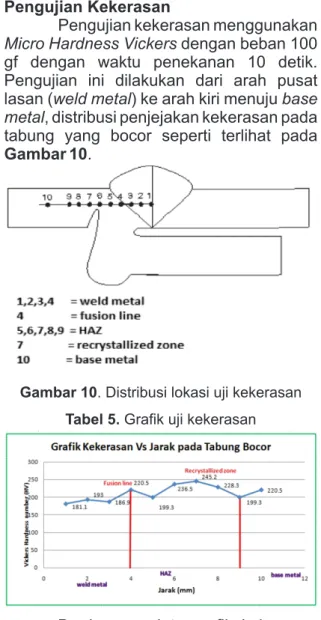
0,23 % max, akibatnya mempengaruhi Pengujian kekerasan menggunakan
terhadap sifat mekanik hasil lasan yaitu nilai Micro Hardness Vickers dengan beban 100
kekuatan tarik dan keuletan (ductility) akan gf dengan waktu penekanan 10 detik.
semakin rendah/kecil. Pengujian ini dilakukan dari arah pusat
lasan (weld metal) ke arah kiri menuju base
Pengujian Tarik
metal, distribusi penjejakan kekerasan pada
Hasil pengujian uji tarik material tabung yang bocor seperti terlihat pada
tabung gas LPG 3 kg dapat dilihat pada Gambar 10.
Tabel 2 dan Tabel 3 di bawah ini, dan
perbandingan kedua material tabung gas LPG 3 kg dengan standar JIS G 3116 SG 295- 2000.
Tabel 2. Hasil uji tarik material tabung
Gambar 10. Distribusi lokasi uji kekerasan Tabel 5. Grafik uji kekerasan
Berdasaran data grafik kekerasan
Gambar 10 dan Tabel 5 untuk tabung yang
Tabel 3. Hasil uji tarik lasan bocor perubahan yang terjadi antara nilai kekerasan rata-rata material badan tabung terhadap nilai kekerasan rata-rata pada sambungan las cukup signifikan. Dengan kenaikan kekerasan rata-rata pada daerah sambungan las sebesar 8,462% (18,31% HV) terhadap kekerasan rata-rata material
Pengujian Bending
badan tabung (210,65 HV). Kenaikan Hasil pengujian bending sesuai
kekerasan yang paling terbesar berada dengan ASME Section IX, seperti pada
antara fusion line dengan weld metal Tabel 4, dibawah ini.
sebesar 11.60% (25,11 HV).
Jika dilihat dari grafik di atas ada
Tabel 4. Hasil uji bending lasan
perbedaan perubahan nilai kekerasan rata-rata yang sangat besar yaitu dengan adanya kenaikan antara weld metal dengan fusion line sebesar 11,60% (25,11 HV) dan terjadi penurunan antara fusion
line dengan HAZ sebesar 0,56% (1,21 HV). nilai kekuatan tarik yang dihasilkan lebih
Perbedaan yang sangat besar inilah yang rendah dan tidak masuk dalam persyaratan
memicu terjadinya retak/crack saat standar ASME IX QW-153 bahwa kekuatan
pengujian bending pada face bend yang tarik minimal yang diizinkan kurang dari 5%
lokasi retakan ada di fusion line. Karena kekuatan tarik minimum bahannya. Hal ini
perubahan nilai kekerasan yang cukup dikarenakan bahwa pengujian kekerasan
tinggi akan menurunkan keuletan, mengabaikan aspek-sapek takikan ataupun
sehinggga terjadi retakan di daerah aspek lainnya dan pengujiannya terlokalisir.
tersebut. Dengan panjang retakan pada Sedangkan pengujian tarik dilakukan
face bend sebesar 22,50 mm dan 23,60 mm. terhadap seluruh penampang spesimen sehingga jika ada takikan/efek konsentrasi Jika perubahan nilai kekerasan
rata-tegangan akan mempengaruhi nilai rata pada daerah weld metal, fusion line,
kekuatannya. Selain itu yang mepengaruhi
HAZ, recrystallized zone dan base metal
n i l a i k e k u a t a n a d a l a h k a n d u n g a n relatif kecil akan meningkatkan keuletan
komposisis kimia. daerah sambungan lasan tabung tersebut
walaupun tidak signifikan pada daerah Hasil uji struktur makro pada tabung
tertentu. Tetapi jika perubahan nilai yang bocor akibat adanya cacat yang
kekerasan rata-rata pada daerah weld menyerupai takikan di daerah sambungan
metal, fusion line, HAZ, recrystallized zone las meningkatkan kecenderungan tabung
dan base metal tinggi dan terjadi perbedaan berperilaku getas (patah getas) dengan
yang fluktuatif sangat tajam dengan daerah cara:
l a i n n y a , m a k a k e u l e t a n ( d u c t i t i t y )
1. M e n g h a s i l k a n k o n s e n t r a s i
sambungan lasan tabung tersebut akan
tegangan setempat yang tinggi.
turun dengan terjadinya retakan (crack) saat
2. Menghasilkan tegangan tarik
di uji bending.
triaksial.
Hubungan antara nilai sensitivitas retak
(P ) dengan niali kekuatan tarik pada cm
3. M e n g h a s i l k a n p e n g e r a s a n
daerah sambungan lasan adalah jika nilai
regangan setempat dan retakan yang
sensitivitas retaknya tinggi maka kekuatan
tinggi.
sambungan las akan turun. Karena tabung
4. Menghasilkan laju regangan di
tersebut mempunyai nilai sensitivitas yang
daerah takikan yang tinggi.
mendekati nilai kritis, maka hasil dari
Cacat yang menyerupai takikan kekuatan tariknya relatif lebih rendah
merupakan cacat geometri akibat dari dibandingkan dengan kekuatan tarik
kesalahan fabrikasi yang tidak sesuai materialnya sendiri. Sehingga lokasi
dengan prosedur las yang mana terjadi patahan hasil uji tarik kedua tabung tersebut
penipisan dinding tabung sehingga terjadi di HAZ yang nilai kekuatannya relatif
parameter las yang digunakan akan rendah. Dari hasil uji bending karena nilai
menjadi lebih besar sehingga terjadinya sensitivitas retak (P ) tinggi, maka keuletan cm
cacat las pada akar las. Jenis cacatnya daerah sambungan lasan akan turun, yang
yang terjadi pada tabung bocor dapat diindikasikan dengan adanya retakan pada
diindikasikan dari jenis cacatnya yaitu sambungan lasan.
lelehan akar las (burn through) yang terjadi
Nilai kekerasan badan tabung akibat logam dasar yang mencair tetapi
(material) tidak jauh berbeda dan nilainya
tidak terisi oleh logam pengisi. relatif sama, namun nilai kekerasan setelah
proses pengelasan mempunyai perbedaan
yang signifikan di daerah lasan. Analisa Mekanika Retakan
Hubungan nilai kekerasan dengan
kekuatan tarik pada sambungan las tabung Dari data Tabung gas LPG 3 kg yang
yang bocor adalah jika nilai kekerasannya b o c o r d a p a t d i a n a l i s a d e n g a n
=
pecah” atau “leak before break”. Tabung Untuk mencari nilai K secara Ic
gas LPG 3 kg yang terbuat dari dari bahan spesifik pada tabung yang bocor
baja karbon rendah (low carbon) tebal menggunakan rumus sebagai berikut :
1/2
dinding tabung 2,2 mm tegangan luluh 58,99 K = n (E. σ . ε )Ic y f
2
kg, tekanan saat dipakai 25,8 kg/cm . Retak Dimana : n = Koefesien pengerasan
yang terdapat dalam bahan berbentuk semi regangan, E = Modulus Young, σ .=
y
eliptik arah bidang utama retak, tegak lurus Kekuatan luluh, ε = Regangan sebenarnya
f
pada tegangan melingkar. Retak yang saat patah.
terdapat pada sambungan las yang berupa takikan panjang retakannya 0,9 mm. Besar retak kritis yang menimbulkan kebocoran pada tabung gas dapat dihitung dengan ktiteria “leak before break”. Berdasarkan
2
data Tabel 2 bahawa A 13,44 mm dan A o f
2 2
8,34 mm , kekuatan tarik 66,25 kg/mm dan
2
kekuatan luluh 58,99 kg/mm dan modulus
2
elastisitas untuk baja 21000 kg/mm
Gambar 12. Geometri retak yang terjadi pada
Besar faktor intensitas tegangan ditentukan
posisi tabung sedang digunakan
dengan rumus :
U n t u k m e n d a p a t n i l a i n menggunakan teknik literasi berdasarkan rumus:
Dimana : a = Kedalamam retak, σ = Tegangan nominal, Q = parameter bentuk retak, dengan rasio a/2c, bisa dilihat dari
Maka nilai n dapat ditentukan nilainya gambar hubungan antara Q dengan rasio
adalah 0,1
bentuk retak a/2c. 1/2
K = n (E. σ . ε ) Ic y f
1/2 K = 0,1 (21000 x 589.9 x 0,478)Ic
= 24, 31 Mpa
σ = 152, 45 MPa, berdasarkan persamaan
Dimana : P = Tekanan pada tabung, D =
2
K .
Diameter dalam tabung, t = Tebal dinding I
tabung. Dimana σ/σ = 0,26 dan 2c = 3 maka Q = 1,6 o
maka besar panjang retak kritis (a ) yang c menimbulakan kebocoran/perpatahan pada tabung adalah:
a =c
a = 10,7 mm.c
Jadi retak kritis (a ) 10,7 mm c melebihi tebal tabung 2,2 mm, dengan
Gambar 11. Parameter bentuk retak Q untuk
demikian retak akan menembus dinding
retak permukaan dan retak dalam eliptik.
pecah. Kondisi ini disebut “bocor sebelum
t = 2,5 = 1,92 mm pecah/rusak” atau “leak before break”.
t min = 1,92 + 0,05 = 1,97 mm
Analisa Ketebalan Bahan yang Diizinkan Berdasarkan SNI
Ketebalan minimum dinding tabung Ta k i k a n y a n g t e r j a d i p a d a
yang diizinkan adalah 1,97 mm, untuk bisa sambungan las mempengaruhi juga
dipergunakan, jika ketebalan tabung ≥ 1,97 terhadap tebal minimum yang diizinkan
mm maka tabung dalam keadan aman dan berdasarkan standar SNI 1452 2007 untuk
memenuhi standar SNI. Tetapi dengan tabung gas LPG 3 kg. Tebal dinding tabung
adanya takikan maka tebal dinding tabung kontruksi 2 bagian berdasarkan perhitungan
akan berkurang, dengan menggunakan rumus (AS 2469-1998) adalah sebagai
rumus persamaan di atas maka tebal yang berikut adalah:
paling minimum yang diizinkan dan masih aman dipergunakan akibat adanya takikan. Dimana untuk tabung gas LPG 3 kg berdasarkan JIS G 3116 SG 295 maka tegangan luluh minimal adalah 295 MPa, dengan diameter luar tabung 261,92 mm,
2
dengan tekanan uji 31 kg/cm . Diketahui Do = 261,92 mm, Ph = 3,1 MPa, f = 265,5 MPa, maka t dapat ditentukan :
t minimum = t + CA, Dimana : t adalah tebal minimum badan tabung (mm) diambil nilai terbesar hasil perhitungan, Di adalah
diameter dalam tabung (mm), Do adalah t =
diameter luar tabung (mm), Rm adalah kuat
t = 1,52 mm tarik minimum (MPa), Ph adalah tekanan uji
(MPa), f adalah tegangan maksimal yang t minimum = 1,52 + 0,05 = 1,57 mm
diperbolehkan, diambil 90% dari nilai yield
strength material tabung yang digunakan, Dari hasil perhitungan berdasarkan
bila nilai f dari yielg strength lebih besar dari SNI ketebalan yang paling minimum untuk
60% nilai tensile strength (Rm), maka nilai f tabung yang masih diizinkan adalah 1,57
yang digunakan adalah 60% Rm, CA adalah mm. Dengan panjang takikan 0,9 mm
corrosion allowance sebesar 0,01 mm sehingga ketebalan menjadi 2,2 - 0,9 = 1.3
pertahun dengan perhitungan umur pakai 5 mm, berati tabung dalam keadaan kritis dan
tahun. tidak sesuai dengan standar SNI.
Dari data didapatkan bahan untuk tabung gas PLG 3 kg berdasarkan standar
KESIMPULAN DAN SARAN
JIS G 3116 SG 295 kekuatan tarik minimum adalah 440 MPa, diameter dalam tabung
Kesimpulan
adalah 260 mm. Berapa tebal minimum Dari hasil penelitian dan pengujian
badan tabung yang terbesar diambil. terhadap tabung gas LPG 3 kg yang tidak
Diketahui : Rm = kekuatan tarik minimum
bocor maupun tabung yang bocor dapat 440 MPa, Do = diameter luar tabung 260
ditarik suatu kesimpulan yaitu : mm, maka t minimum didapatkan :
1. Persyaratan spesikasi bahan badan
JIS Handbook, “Ferrous Materials &
tabung secara umum memenuhi
Metallurgy I”, Japanese Standards
standard JIS G3116SG 295.
Association, (2000), 674-678
JIS Handbook, “Ferrous Materials &
2. Dari hasil uji komposisi kimia tabung
Metallurgy II”, Japanese Standards
yang bocor mempunyai nilai CE <
Association, (1979), pp 495-501.
0,40%, sehingga mempunyai
Suratman, Rochim, “Panduan Proses
kemampuan untuk dilas, tetapi nilai
Perlakuan Panas” ITB, Bandung,
sensitivitas retaknya (P ) mendekati
cm(1994), pp 38-41.
nilai kritis (2,3%) sehingga nilai
Suratman, Rochim, “Panduan Proses
kekuatan tarik dan keuletannya pada
Perlakuan Panas” ITB, Bandung,
sambungan las menjadi turun.
(1994), pp 38-41.
3. Kegagalan terjadi akibat adanya
ASM Metal Handbook, “Atlas of
penipisan dinding tabung didaerah
Microstructures of Industrial Alloys”,
kampuh las setelah proses joggling
thVolume 7, 8 Edition, Materials Park,
sehingga parameter las yang
Ohio 44073, (1972), pp 18.
digunakan menjadi lebih besar yang
SNI 05-3563-1994, “Bejana Tekan”,
mengakibatkan cacat burn through
Badan Standarisasi Nasional, pp
yang menyerupai takikan yang
149, 191.
merupakan inisiasi terjadinya retak
SNI 07-3018-2006, “Baja Lembaran,
yang merambat menembus dinding
Pelat dan Gulungan Canai Panas
tabung sehingga terjadi kebocoran.
untuk Tabung Gas (Bj TG)”, ICS
4. Kebocoran tabung tersebut akibat
77.140.10, Badan Standarisasi
kesalahan fabrikasi dan bukan
Nasional, pp 2-3.
kesalahan dari rancangan (design)
SNI 1452:2007, “Tabung Baja LPG”, ICS
karena tabung sudah dirancang
23.020.30, Badan Standarisasi
dalam kondisi “leak before break”.
Nasional.
ASM Handbook, Volume 6, “Welding
Brazing and Soldering”, (1993),
602-Saran
625, 1084.
1. Perlu pengawasan yang ketat pada
A S T M , Vo l u m e 0 3 . 0 1 , M e t a l s ,
s a a t p r o s e s f o r m i n g s e b a b
“Mechanical Testing“, E 8M-04,
parameter las yang digunakan
Standard Test Methods for Tension
konstan dan otomatis sehingga
Testing of Metallic Materials [metric],
apabila terjadi perbedaan ketebalan
(2004), 1-3.
akan menyebabkan cacat las.
Khan, Ibrahim Md., “Welding Science
2. Perlu pengawasan yang ketat pada
a n d Te c h n o l o g y ” , N e w A g e
saat pengujian hidrostatik test sebab
Internasional Publisher, New Delhi,
cacat tersebut sebenarnya sudah
(2007), pp 105-106, 108, 180-183,
dapat terdeteksi pada saat uji
Dieter, G.E., “Mechanical Metallurgy”, SI
tersebut sehingga tidak akan
Metric Edition, McGraw-Hill Book
beredar di pasaran.
Company (UK), Limited, Toronto,
(1988), 60-65, 262-271,
353-361.
DAFTAR PUSTAKA
Kou, Sindo, “Welding Metallurgy”,
ASME IX, “Welding and Brazing
Second Edition, John Wiley & Son,
Qualifications”, ASME Boiler &
Inc., (2003), 170-172.
Pressure Vessel Code, New York,
Easterling, Kenneth, “Introduction to the
SNI 07-3018-2006, “Baja Lembaran,
Physical Metallurgy of Welding”,
Pelat dan Gulungan Canai Panas
Butterworths & Co. Ltd., London,
untuk Tabung Gas (Bj TG)”, ICS
(1983), 104-105, 156-181.
77.140.10, Badan Standarisasi
A S M H a n d b o o k , V o l u m e 9 ,
Nasional, pp 2-3.
“ M e t a l l o g r a p h y a n d SNI 07-0408-1989, “Cara Uji Tarik
Microstructures”, Formerly Ninth
Logam”, Badan Standarisasi
Edition, Metals Handbook, USA,
Nasional.
(1985).
SNI 07-0410-1989, “Cara Uji Lengkung
ASM Metals Handbook Ninth Edition,
Tekan”, ICS 77.040.10, Dewan
Volume 11, “Failure Analysis and
Standarisasi Nasional.
Prevention”, Metals park, Ohio,
Shimadzu Micro Hardness Tester,
1986. pp 49, 51.
“Vickers Hardness Number Table”,
Krauss, George., “Steels: Heat
Shimadzu, Corporation Kyoto
Tr e a t m e n t a n d P r o c e s s i n g
Japan.
Principles”, ASM International,
Kusharyanto, “Pengantar Analisa
Material Park, Ohio 440073,
Kegagalan Logam”. Jurusan
(1990), pp 130-133.
Te k n i k M e t a l u r g i , U N J A N I ,
Suratman, Rochim, “Panduan Proses
Bandung, 2007.
Perlakuan Panas” ITB, Bandung,
ASM, “Handbook of Residual Stress and
(1994), pp 38-41.
Deformation of Steel” ASM
ASM Metal Handbook, “Atlas of
International, Material Park, Ohio,
Microstructures of Industrial
2002 (#06700G), pp 1/1, 1/13,
th