16
BAB I PENDAHULUAN I.1 Latar Belakang
PT. Perkebunan Nusantara VIII (Persero), disingkat PTPN VIII, dibentuk berdasarkan PP No. 13 Tahun 1996, tanggal 14 Februari 1996. PTPN VIII mengelola 24 perkebunan teh di atas tanah produktif seluas 25.905,3 Ha dan merupakan perkebunan yang cukup luas di 6 kabupaten yakni Sukabumi (2 perkebunan), Bogor (2 perkebunan), Cianjur (3 perkebunan), Subang (2 perkebunan), Kab.Bandung dan Kab.Bandung Barat (12 perkebunan) dan Kab.Garut (3 perkebunan).
Pada proses pembuatan teh di PTPN VIII, khususnya perkebunan di kabupaten subang yaitu di PTPN VIII Kebun Ciater, teh yang diproduksi hanya satu jenis teh yaitu teh hitam, dikarenakan di kebun teh PTPN VIII hanya dikhususkan untuk teh hitam, dan ketinggian kebun pun tidak memungkinkan untuk diambil dari jenis teh putih dan teh hijau yang berkualitas. Terdapat beberapa proses yang harus dilalui, pertama yaitu masuknya daun teh mentah yang baru dipetik ke workstation penimbangan daun teh untuk dilakukan penimbangan. Selanjutnya masuk ke workstation pembeberan, dimana pada proses ini daun teh dimasukan kedalam konveyor pembeberan untuk kemudian dikirim ke workstation Pelayuan melalui konveyor pembeberan tersebut, tehhitam memerlukan waktu lama (10-20 jam) dengan suhu yang rendah (25°C-30°C), pada proses pelayuan, daun teh di layukan untuk mengurangi kadar air yang terdapat dalam daun teh.
Selanjutnya daun-daun teh yang telah layu kemudian diangkut dan dikirimkan ke workstation penggilingan untuk dilakukan proses penggilingan daun teh menjadi tekstur yang lebih kecil dan lembut, setelah daun the digiling kemudian masuk pada proses fermentasi untuk oksidasi mengurangi kadar air, dikarenakan proses fermentasi yang cukup, selanjutnya yaitu masuk ke proses pengeringan, dimana proses ini dilakukan untuk membunuh mikroba-mikroba yang ada dalam teh, proses ini juga dilakukan untuk menghilangkan sisa kadar air pada teh.
Selanjutnya masuk pada proses sortasi, dimana proses ini dilakukan untuk memilah teh dari segi kualitas teh, kualitas teh dibedakan dari tekstur, dimana teh
17
kualitas terbaik berasal dari bubuk teh bertekstur kasar, dan semakin lembut bubuk teh maka semakin kurang kualitas teh tersebut.
Selanjutnya masuk pada proses Packing, pada proses ini teh yang telah diolah dimasukan kedalam sack karton yang sebelumnya telah dilapisi alumunium, teh dimasukan kedalam bungkus packing dengan ditimbang sampai beratnya sesuai dengan masing-masing standar berat kualitas teh yang ada, kemudian di lakukan pengepresan agar udara dalam bungkus packing dapat diminimalisir, hal ini dilakukan untuk menjaga tingkat kelembaban yang ada dalam bungkus packing, sehingga kualitas teh tetap terjaga. Proses terakhir yaitu produk teh yang telah selesai di packing didistribusikan ke konsumen-konsumen PTPN VIII.
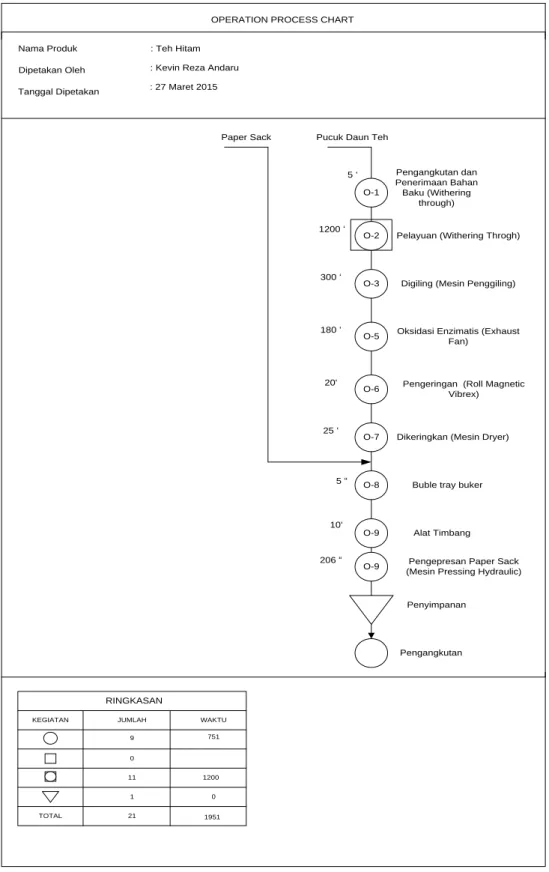
Berikut merupakan peta proses operasi dari pembuatan teh hitam di PTPN VIII Kebun Ciater :
18
OPERATION PROCESS CHART
Nama Produk Dipetakan Oleh Tanggal Dipetakan
: Teh Hitam : Kevin Reza Andaru : 27 Maret 2015
O-1
O-2
O-3
O-5 Pucuk Daun Teh
Pengangkutan dan Penerimaan Bahan Baku (Withering
through)
Pelayuan (Withering Throgh)
Digiling (Mesin Penggiling)
Oksidasi Enzimatis (Exhaust Fan)
Pengeringan (Roll Magnetic Vibrex) O-6
Dikeringkan (Mesin Dryer)
Buble tray buker O-8
Alat Timbang Paper Sack
O-9
Pengepresan Paper Sack (Mesin Pressing Hydraulic) O-7
RINGKASAN
KEGIATAN JUMLAH WAKTU
9
TOTAL
0 11
5 ‘
1200 ‘
300 ‘
180 ‘
20'
25 ‘
5 “
10'
206 “ O-9
Penyimpanan
Pengangkutan
1
751
1200 0
21 1951
Gambar I. 1 Operation Process Chart Proses Pembuatan Teh Hitam
19
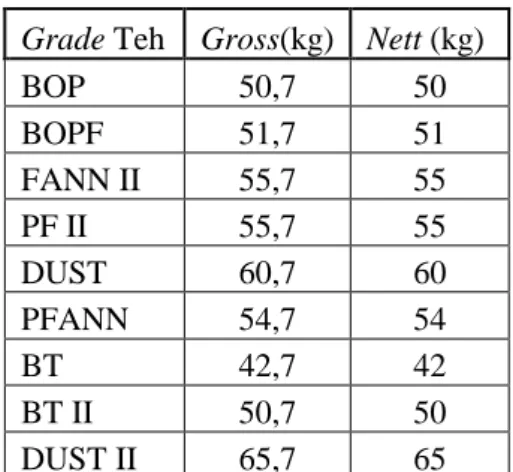
Pada saat observasi langsung ke lapangan, yaitu dengan melihat langsung proses pengepakan teh, diketahui bahwa terdapat beberapa produk kualitas teh yang berbeda untuk beberapa sack teh.
Tabel I. 1 Jenis-jenis kualitas teh jadi Grade Teh Gross(kg) Nett (kg)
BOP 50,7 50
BOPF 51,7 51
FANN II 55,7 55
PF II 55,7 55
DUST 60,7 60
PFANN 54,7 54
BT 42,7 42
BT II 50,7 50
DUST II 65,7 65
Sumber : Dokumen SOP PTPN VIII Kebun Ciater
Dimana pada data diatas merupakan kualitas teh yang diproduksi dan massa teh yang harus dipenuhi pada saat pengisian teh ke dalam packing sack sesuai dengan kualitas teh masing-masing. Teh yang dimasukan kedalam sack harus tepat dengan massa yang sudah ditentukan, apabila terdapat kekurangan berat pada saat pengisian teh, maka harus harus terus di isi hingga massa teh sudah sesuai dengan standar, begitu juga sebaliknya. Saat berat teh sudah sesuai selanjutnya masuk pada proses pengepresan sack teh. Mesin press yang digunakan di PTPN VIII adalah mesin press hydraulic dimana mesin press hydraulic ini memanfaatkan oli bertekanan sebagai sumber tenaga penggeraknya. Tujuan utama pada proses ini adalah untuk mengurangi udara yang terdapat pada sack yaitu untuk menjaga agar kualitas teh didalam sack tidak rusak, selain itu tujuan lainnya yaitu agar muat untuk ditumpuk dan dapat masuk pada container pengiriman teh. Sack yang telah di lakukan pengepresan akan ditumpuk sesuai dengan pallet pada grade masing-masing sack. Sack teh yang telah dilakukan pengepresan selanjutnya akan masuk pada roller pembatas sack, apabila sack lolos pada roller pembatas tersebut berarti ukuran sack sudah sesuai dengan standar perusahaan yaitu kurang dari 16,5 cm, karena pada ukuran tersebut dapat dikatan udara yang terkandung dalam sack sangat sedikit sehingga baik untuk kualitas teh, selain itu sack diwajibkan untuk mencapai ukuran tersebut juga agar dapat muat untuk masuk kedalam container
20
pengiriman sack, dan apabila tidak lolos pada roller pembatas, maka sack akan di lakukan pengepresan ulang hingga ukuran sack mengecil dan dapat lolos pada roller pembatas.
Gambar II. 1 Proses Pengepresan Paper sack
Saat Observasi yang dilakukan penulis di workstation pengepakan teh, terdapat masalah pada saat pengepresan sack. Beberapa sack teh seringkali dilakukan pengepresan ulang karena sack tidak dapat lolos saat melewati roller pembatas ukuran sack, sehingga waktu pengepresan menjadi jauh lebih lama dari seharusnya, karena sack tersebut harus di press kembali hingga sack dapat melewati roller pembatas ukuran sack. Berikut adalah jumlah sack yang dilakukan pengepresan ulang pada 3 hari pengamatan
Tabel I. 2 Jumlah Pengepresan Ulang Pada Beberapa Grade Teh
No Grade Teh
Hari I Hari II Hari III
Total Rata - rata Jumlah
Pengepresan ulang
Jumlah Pengepresan
Ulang
Jumlah Pengepresan
Ulang
1 PFANN 10 12 8 30 10.00
2 BOPF 2 1 1 4 1.33
3 BOP 1 0 0 1 0.33
4 BT II 3 2 4 9 3.00
5 BT 6 8 4 18 6.00
6 DUST 4 3 6 13 4.33
Total 14 9 4 75 25.00
21
Berdasarkan data diatas Grade Teh yang paling sering mengalami pengulangan saat pengepresan selama tiga hari adalah PFANN yaitu total sebanyak 30 kali pengulangan, dengan rata-rata pengulangan press setiap harinya adalah 10 kali pengulangan per sack.
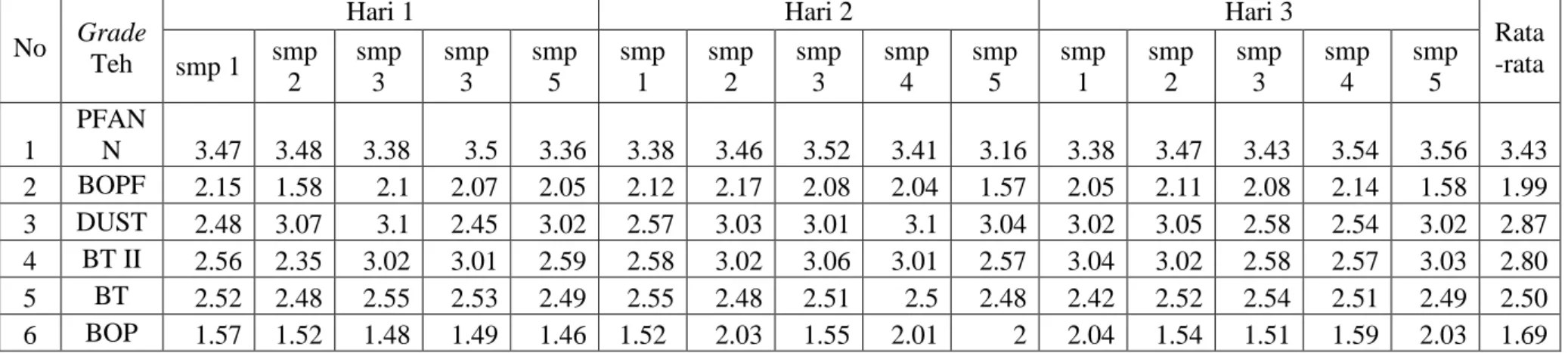
Berikut adalah waktu pengepresan sack pada 6 grade teh pada tabel sebelumnya yang diambil dari hasil observasi pada proses pengepresan di PTPN VIII Kebun Ciater.
Tabel I. 3 Waktu Pengepresan Teh
No Grade Teh
Hari 1 Hari 2 Hari 3
Rata -rata smp 1 smp
2
smp 3
smp 3
smp 5
smp 1
smp 2
smp 3
smp 4
smp 5
smp 1
smp 2
smp 3
smp 4
smp 5 1
PFAN
N 3.47 3.48 3.38 3.5 3.36 3.38 3.46 3.52 3.41 3.16 3.38 3.47 3.43 3.54 3.56 3.43 2 BOPF 2.15 1.58 2.1 2.07 2.05 2.12 2.17 2.08 2.04 1.57 2.05 2.11 2.08 2.14 1.58 1.99 3 DUST 2.48 3.07 3.1 2.45 3.02 2.57 3.03 3.01 3.1 3.04 3.02 3.05 2.58 2.54 3.02 2.87 4 BT II 2.56 2.35 3.02 3.01 2.59 2.58 3.02 3.06 3.01 2.57 3.04 3.02 2.58 2.57 3.03 2.80 5 BT 2.52 2.48 2.55 2.53 2.49 2.55 2.48 2.51 2.5 2.48 2.42 2.52 2.54 2.51 2.49 2.50 6 BOP 1.57 1.52 1.48 1.49 1.46 1.52 2.03 1.55 2.01 2 2.04 1.54 1.51 1.59 2.03 1.69
Data waktu diatas merupaka waktu pengepresan teh dalam satu kali pressing tanpa pengulangan sesuai dengan 6 grade pada tabel I.2.
Berdasarkan tabel diatas, rata-rata waktu pengepresan terlama adalah grade PFANN yaitu dengan nilai 3,43, lebih lama dibandingkan dengan 5 grade lainnya. Karena grade teh PFANN memiliki jumlah pengepresan ulang terbanyak dan waktu pengepresan terlama maka sack grade teh PFANN yang digunakan sebagai penelitian.
22
Apabila dilakukan pengepresan ulang maka waktu pengepresan akan bertambah dua kali lipatnya, sehingga selain waktu pengepakan menjadi jauh lebih lama dari seharusnya juga dapat menimbulkan bottle neck pada paper sack yang akan dilakukan pengepresan selanjutnya sehingga dapat mengurangi produksi teh yang akan di packing per harinya.
Gambar I. 2 Roller Pembatas Ukuran Sack
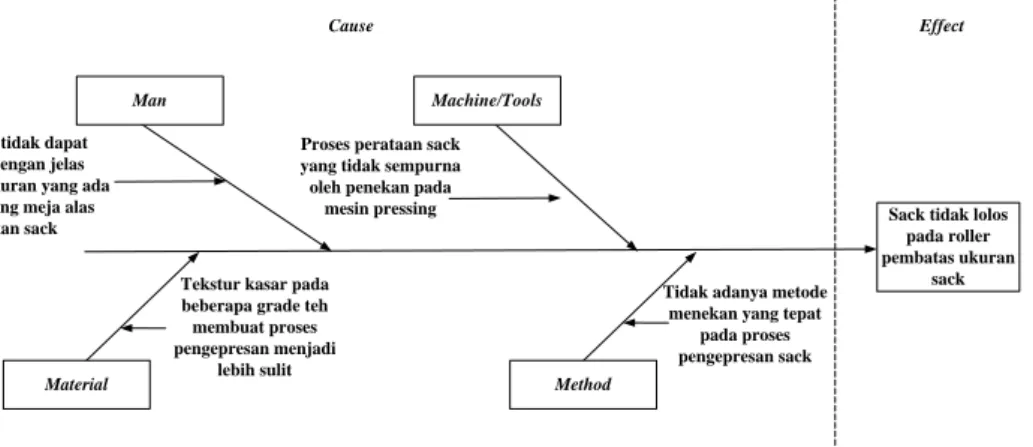
Berikut ini adalah beberapa permasalahan yang ada berdasarkan hasil wawancara dan observasi yang dilakukan di workstation pengepakan PTPN VIII Kebun Ciater yang didefinisikan melalui diagram fishbone/cause effect berikut ini :
Machine/Tools
Method Man
Material
Effect Cause
Sack tidak lolos pada roller pembatas ukuran
sack Tidak adanya metode
menekan yang tepat pada proses pengepresan sack Proses perataan sack
yang tidak sempurna oleh penekan pada
mesin pressing
Tekstur kasar pada beberapa grade teh membuat proses pengepresan menjadi
lebih sulit Operator tidak dapat
melihat dengan jelas pembatas ukuran yang ada
pada dinding meja alas penekan sack
Gambar I. 3 Cause Effect Diagram Proses Pengepresan Sack
Diagram diatas menunjukan akar penyebab terjadinya sack yang tidak lolos pada roller pembatas ukuran sack, penyebab permasalah tersebut dating dari beberapa sumber yaitu pada mesin/tools pada proses pengepresan, kemudian metode pengepresan, dari manusianya yakni operator pengepresan, dan material teh jadi.
23
Dari keempat sumber tersebut metode yang digunakan untuk menekan sack adalah masalah utama pada proses pengepresan karena sumber tersebut adalah masalah yang paling vital pengaruhnya pada proses pengepresan sehingga dapat menyebabkan sack tidak lolos pada roller pembatas ukuran sack..
Dari masalah-masalah yang ada pada gambar I.3 maka dilakukan penelitian untuk dilakukan perbaikan agar dapat mengatasi proses pengepresan yang dilakukan berulang-ulang karena sack tidak lolos pada roller pembatas untuk meeningkatkan efisiensi pada proses pengepresan untuk mengurangi risiko sack tidak lolos pada roller pembatas dan menghilangkan waktu yang terbuang akibat proses
pengepresan ulang.
I.2 Rumusan Masalah
Bagaimanakah memperbaiki desain alat pada proses pengepresan yang dapat meeningkatkan efisiensi pada proses pengepresan untuk mengurangi risiko sack tidak lolos pada roller pembatas?
I.3 Tujuan Penilitian
memperbaiki desain alat yang dapat meeningkatkan efisiensi pada proses pengepresan untuk mengurangi risiko sack tidak lolos pada roller pembatas ukuran sack.
I.4 Batasan Penelitian
Agar penelitian yang dilakukan dapat berlangsung lebih fokus, maka terdapat beberapa batasan yang diterapkan dalam penelitian ini yaitu sebagai berikut :
1. Penelitian ini dilakukan hanya pada satu workstation, yaitu pada workstation pengepakan khususnya pada proses pengepresan.
2. Keluaran dari penelitian ini adalah usulan desain alat bantu dan spesifikasi teknis dari rancangan alat bantu
3. Perancangan produk sampai pada tahap prancangan.
4. Grade teh yang digunakan sebagai objek penelitian adalah grade PFANN.
I.5 Manfaat Penelitian
Manfaat pada penelitian ini adalah berupa saran dan usulan pada proses pengepresan di workstation pengepakan PTPN VIII Kebun Ciater dengan harapan
24
agar proses pengepresan dapat dilakukan dalam satu kali proses pengepresan dan lolos dalam roller pembatas ukuran sack sehingga tidak perlu dilakukan pengepresan ulang.
I.6 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut : Bab I PENDAHULUAN
Pada bab ini berisi uraian mengenai latar belakang penelitian, perumusan masalah, tujuan penelitian, batasan penelitian, manfaat penelitian, dan sistematika penulisan.
Bab II LANDASAN TEORI
Pada bab ini berisi literatur yang relevan dengan permasalahan yang diteliti dan dibahas pula hasil-hasil penelitian terdahulu. Bab ini akan membahas hubungan antar konsep yang menjadi kajian penelitian dan uraian kontribusi penelitian.
Bab III METODOLOGI PENELITIAN
Pada bab ini dijelaskan langkah-langkah penelitian secara rinci meliputi: tahap identifikasi dan pendahuluan, tahap pengumpulan data dan pengolahan data, tahap analisis dan usulan perbaikan dan selanjutnya tahap kesimpulan dan saran.
Bab IV PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini ditampilkan dan dijelaskan mengenai data umum perusahaan dan data lainnya yang dikumpulkan melalui berbagai proses seperti observasi dan data dari perusahaan. Data yang telah dikumpulkan kemudian diolah menggunakan tahapan pengolahan sesuai dengan yang telah dijabarkan pada Bab III.
Bab V ANALISIS USULAN
25
Pada bab ini akan dilakukan perancangan usulan untuk memberikan kondisi yang lebih baik bagi perusahaan. Perancangan usulan ini akan mencakup desain pada kondisi eksisting dan perancangan spesifikasi teknik mesin pengepresan usulan beserta analisis desain mesin pengepresan.
Bab VI KESIMPULAN DAN SARAN
Pada bab ini akan ditampilkan kesimpulan dari hasil penelitian ini beserta saran untuk PTPN VII Kebun Ciater dan penelitian selanjutnya.