ABSTRAK
Penulis melakukan penelitian pada perusahaan garment yaitu PT KNK Surya Anugerah yang berlokasi di Jl Raya Sukamenak No.97 Kopo-Sayati. Kegiatan produksinya adalah job order yang memproduksi kaos, kemeja, jaket, sweater,celana dll. Sekarang ini perusahaan sedang mengalami masalah yang cukup berat yaitu adanya produk cacat yang dihasilkan mencapai 7.03 % dari setiap produk yang telah diproduksi, cacat tersebut bisa diperbaiki dan ada cacat yang tidak dapat diperbaiki sehingga perusahaan menanggung kerugian yang cukup besar dalam hal materi, waktu pengerjaan produksi menjadi lama sehingga target produksi yang telah ditetapkan masih belum terpenuhi untuk produksi setiap harinya dan akhirnya pengiriman barang terlambat untuk sampai kepada konsumen dan banyak konsumen yang mengeluh terhadap kondisi tersebut.
Penulis melakukan penelitian sekitar bulan Januari-Maret 2007 dan data yang didapatkan sebanyak 34 data untuk produk kemeja. Untuk saat ini produk kemeja merupakan salah satu produk yang mempunyai persen cacat tersebesar diantara produk lainnya sehingga penulis mengambil data untuk produk kemeja saja. Cacat produk kemeja antara lain adalah cacat kotor, cacat bolong, cacat belang, cacat jahitan tidak rapi, cacat makeoff tidak rapi, cacat obras tidak rapi, cacat pasang saku dan cacat salah pasang label. Sebenarnya perusahaan menginginkan target zero defect tetapi pada faktanya selalu terjadi cacat sehingga perusahaan menetapkan toleransi cacat sebesar 2 % dari setiap output yang dihasilkannya.
DAFTAR ISI
LEMBAR PENGESAHAN ... ii
LEMBAR PENGESAHAN PERUSAHAAN ... iii
SURAT PERNYATAAN HASIL PRIBADI ... iv
ABSTRAK ... v
KATA PENGANTAR DAN UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xv
BAB 1 PENDAHULUAN
1.1.Latar Belakang Masalah ... 1-1
1.2.Identifikasi Masalah ... 1-2
1.3.Pembatasan Masalah ... 1-4
1.4.Perumusan Masalah ... 1-5
1.5.Maksud dan Tujuan Penelitian ... 1-5
1.6.Sistematika Penulisan ... 1-5
BAB 2 TINJAUAN PUSTAKA
2.1 Konsep Kualitas ... 2-1
2.1.1 Definisi Kualitas ... 2-1
2.1.2 Biaya Kualitas ... 2-2
2.1.3 Perspektif Kualitas ... 2-3
2.1.4 Faktor – faktor yang mempengaruhi kualitas ... 2-4
2.1.5 Dimensi Kualitas ... 2-6
2.2 Konsep Pengendalian Kualitas ... 2-7
2.2.1 Defini Pengendalian Kualitas ... 2-7
2.2.2 Tujuan Pengendalian Kualitas ... 2-8
2.2.3 Faktor yang mempengaruhi Pengendalian Kualitas ... .2-8
2.2.4 Jenis Pengendalian Kualitas ... 2-10
2.2.6 Jenis variasi produksi ... 2-11
2.2.7 Jenis Inspeksi ... 2-14
2.3 Konsep Six Sigma ... 2-14
2.3.1 Definisi Six sigma ... 2-14
2.3.2 Tujuan konsep six sigma ... 2-15
2.3.3 Keuntungan penerapan six sigma ... 2-16
2.3.4 Strategi dan perbaikan six sigma ... 2-17
2.3.5 Penjelasan alat-alat terapan Six Sigma ... 2-19
2.3.6 Metode Six Sigma ... 2-22
2.4 Model Perbaikan Six Sigma ... 2-23
2.4.1 Model DMAIC ... 2-23
2.4.1.1 Keuntungan Model DMAIC ... 2-29
2.4.1.2 Alat bantu model DMAIC ... 2-30
2.4.1.2.1 Lembar periksa ... 2-30
2.4.1.2.2 Stratifikasi ... 2-30
2.4.1.2.3 Diagram Pareto ... 2-31
2.4.1.2.4 Peta kendali ... 2-32
2.4.1.2.5 Peta demerit ... 2-36
2.4.1.2.6 Menentukan defect dan ukuran sigma ... 2-37
2.4.1.2.7 Fault Tree Analisis ... 2-39
2.4.1.2.8 Failure Mode and Effect Analysis ... 2-40
2.4.1.2.9 Penetapan rencana tindakan ... 2-43
2.4 2 Model PDCA ... 2-44
2.4.3 Model SEA ... 2-47
2.4 4 Model SEL ... 2-48
BAB 3 METODOLOGI PENELITIAN
3.1 Flow chart ... 3-1
3.2 Keterangan Flow chart ... 3-3
3.2.1 Penelitian pendahuluan ... 3-3
3.2.2 Study Literatur ... 3-3
3.2.4 Pembatasan masalah ... 3-4
3.2.5 Perumusan masalah ... 3-4
3.2.6 Tujuan penelitian ... 3-5
3.2.7 Pengumpulan data ... 3-5
3.2.8 Pengolahan data ... 3-6
3.2.9 Analisis ... 3-10
3.2.10 Usulan ... 3-10
3.2.11 Kesimpulan dan saran ... 3-11
BAB 4 PENGUMPULAN DATA
4.1 Data umum perusahaan ... 4-1
4.1.1 Sejarah perusahaan ... 4-1
4.1.2 Waktu kerja perusahaan ... 4-2
4.1.3 Tenaga kerja ... 4-2
4.1.4 Struktur Organisasi ... 4-2
4.2 Data proses produksi ... 4-10
4.2.1 Bahan baku yang digunakan ... 4-10
4.2.2 Jenis mesin ... 4-11
4.3 Data jenis dan jumlah cacat ... 4-25
4.4 Prosedur pengendalian kualitas sekarang ... 4-31
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Define ... 5-1
5.1.1 Stratifikasi ... 5-1
5.2 Measure ... 5-5
5.2.1 Peta kendali ... 5-5
5.2.1.1 Peta kendali atribut U ... 5-6
5.2.1.1.1 Peta U untuk cacat kotor ... 5-6
5.2.1.1.2 Peta U untuk cacat bolong ... 5-8
5.2.1.1.3 Peta U untuk cacat belang ... 5-10
5.2.1.1.4 Peta U untuk cacat jahitan tidak rapi ... 5-12
5.2.1.1.5 Peta U untuk cacat make off tidak rapi ... 5-14
5.2.1.1.7 Peta U untuk cacat pasang saku ... 5-18
5.2.1.1.8 Peta U untuk cacat salah pasang ukuran ... 5-20
5.2.1.2 Peta kendali atribut P ... 5-22
5.2.1.3 Peta Demerit ... 5-24
5.2.2 DPMO dan nilai sigma proses ... 5-28
5.3 Analyze ... 5-31
5.3.1 Diagram Pareto ... 5-31
5.3.2 Fault Tree Analysis ( FTA ) ... 5-33
5.3.2.1 FTA untuk cacat kotor ... 5-34
5.3.2.2 FTA untuk cacat belang ... 5-37
5.3.2.3 FTA untuk cacat bolong ... 5-39
5.3.2.4 FTA untuk cacat jahitan tidak rapi ... 5-41
5.3.2.5 FTA untuk cacat make off tidak rapi ... 5-44
5.3.2.6 FTA untuk cacat obras tidak rapi ... 5-47
5.3.2.7 FTA untuk cacat pasang saku ... 5-49
5.3.2.8 FTA untuk cacat salah pasang ukuran ... 5-51
5.3.3 Failure Mode and Effect Analyze ... 5-53
5.3.3.1 Tabel FMEA ... 5-54
5.3.3.2 Keterangan FMEA ... 5-63
5.4 Improve ... 5-80
5.5 Control ... 5-83
5.6 Usulan ... 5-84
5.6.1 Usulan pengendalian kualitas ... 5-84
5.6.2 Usulan Perbaikan kualitas ... 5-86
BAB 6 KESIMPULAN DAN SARAN
6.1. Kesimpulan ... 6-1
6.2. Saran ... 6-9
DAFTAR PUSTAKA ... xvii
LAMPIRAN... L1 - 1
KOMENTAR DOSEN PENGUJI ... xviii
Tabel Judul
1.1 Data cacat dan persentase cacat produk kemeja 1 - 3
2.1 Hubungan yield (%), DPMO dan Sigma 2 - 38
2.2 Metode 5W+1H 2 - 43
4.1 Data waktu kerja perusahaan 4 - 2
4.2 Maintenance mesin jahit jarum 1 4 - 11
4.3 Maintenance mesin jahit jarum 2 4 - 12
4.4 Maintenance mesin obras benang 3 4 - 13
4.5 Maintenance mesinobras benang 4 4 - 14
4.6 Maintenance mesin makeoff 4 - 15
4.7 Maintenance mesin bartex 4 - 16
4.8 Maintenance mesin press 4 - 17
4.9 Maintenance mesin potong kerah 4 - 18
4.10 Maintenance mesin kerah lancip 4 - 19
4.11 Maintenance mesin kerah gembung 4 - 19
4.12 Maintenance mesin pasang kancing 4 - 20
4.13 Maintenance mesin lubang kancing 4 - 21
4.14 Maintenance mesin steam 4 - 22
4.15 Maintenance mesin snap 4 - 23
4.16 Maintenance mesin potong kerah 4 24
4.17 Data jumlah defect dan defective untuk karakteristik cacat 4 - 30
DAFTAR TABEL
Tabel Judul
5.1 Stratifikasi cacat 5 - 2
5.2 Perhitungan peta kendali U untuk cacat kotor 5 - 6 5.3 Perhitungan peta kendali U untuk cacat bolong 5 - 8 5.4 Perhitungan peta kendali U untuk cacat belang 5 - 10 5.5 Perhitungan peta kendali U untuk cacat jahitan tidak rapi 5 - 12 5.6 Perhitungan peta kendali U untuk cacat makeoff tidak rapi 5 - 14 5.7 Perhitungan peta kendali U untuk cacat obras tidak rapi 5 - 16 5.8 Perhitungan peta kendali U untuk cacat pasang saku 5 - 18 5.9 Perhitungan peta kendali U untuk cacat salah pasang ukuran 5 - 20
5.12 Perhitungan peta kendali P 5 - 22
5.13 Perhitungan niali Do 5 - 24
5.14 Perhitungan peta demerit 5 - 25
5.15 Proses sigma calculation 5 - 28
5.16 Perhitungan DPMO dan nilai sigma per unit 5 - 29
5.17 Perhitungan diagram pareto 5 - 32
5.18 Failure Mode and Effect Analysis cacat bolong 5 - 54 5.19 Failure Mode and Effect Analysis cacat kotor 5 - 55 5.20 Failure Mode and Effect Analysis cacat belang 5 - 56 5.21 Failure Mode and Effect Analysis cacat pasang saku 5 - 57 5.22 Failure Mode and Effect Analysis cacat jahitan tidak rapi 5 - 58 5.23 Failure Mode and Effect Analysis cacat make off tidak rapi 5 - 59 5.24 Failure Mode and Effect Analysis cacat obras tidak rapi 5 - 60 5.25 Failure Mode and Effect Analysis cacat salah pasang ukuran 5 - 61 5.26 Tindakan rekomendasi menurut RPN 5 - 62
5.27 Usulan 5W+1H 5 - 95
6.1 Penyebab ccat produk kemeja 6 - 4
6.2 Usulan perbaikan cacat produk kemeja 6 - 6
DAFTAR TABEL
Gambar Judul
2.1 Tiga strategi Six Sigma 2 - 17
2.2 Siklus DMAIC 2 - 28
2.3 Simbol FTA 2 - 40
2.4 Relationship between control and improvement under PDCA cycle 2 - 45
2.5 Siklus PDCA 2 - 45
3.1 Flowchart metodologi penelitian 3 - 1 4.1 Struktur Organisasi PT.KNK Surya Anugerah 4 - 3 4.2 Mesin jahit jarum 1 4 - 11 4.3 Mesin jahit jarum 2 4 - 12 4.4 Mesin obras benang 4 4 - 13 4.5 Mesin obras benang 5 4 - 14
4.6 Mesin make off 4 - 15
4.7 Contoh jahitan makeoff 4 - 16
4.8 Mesin bartex 4 - 17
4.9 Mesin press 4 - 17
4.10 Mesin potong kerah 4 - 18 4.11 Mesin kerah lancip 4 - 19 4.12 Mesin kerah gembung 4 - 20 4.13 Mesin pasang kancing 4 - 21 4.14 Mesin lubang kancing 4 - 22
4.15 Steam 4 - 22
4.16 Mesin snap 4 - 23
4.17 Mesin potong 4 - 24
4.18 Cacat kotor 4 - 25
4.19 Cacat belang 4 - 26
4.20 Cacat bolong 4 - 26
4.21 Cacat jahitan tidak rapi 4 - 27
4.22 Makeoff tidak rapi 4 - 27
4.23 Obras tidak rapi 4 - 28
4.24 Cacat pasang saku 4 - 28 4.25 Cacat salah pasang ukuran 4 - 29
DAFTAR GAMBAR
Gambar Judul
5.1 Grafik Peta Kendali U Cacat kotor 5 - 7 5.2 Grafik Peta Kendali U Cacat bolong 5 - 9 5.3 Grafik Peta Kendali U Cacat belang 5 - 11 5.4 Grafik Peta Kendali U Cacat jahitan tidak rapi 5 - 13 5.5 Grafik Peta Kendali U Cacat makeoff tidak rapi 5 - 15 5.6 Grafik Peta Kendali U Cacat obras tidak rapi 5 - 17 5.7 Grafik Peta Kendali U Cacat pasang saku 5 - 19 5.8 Grafik Peta Kendali U Cacat salah pasang ukuran 5 - 21 5.9 Grafik Peta Kendali P 5 - 23 5.1 Grafik peta demerit 5 - 27 5.11 Grafik diagram Pareto 5 - 32 5.12 FTA untuk Cacat kotor 5 - 34 5.13 FTA untuk Cacat belang 5 - 37 5.14 FTA untuk Cacat bolong 5 - 39 5.15 FTA untuk Cacat jahitan tidak rapi 5 - 41 5.16 FTA untuk Cacat makeoff tidak rapi 5 - 44 5.17 FTA untuk Cacat obras tidak rapi 5 - 47 5.18 FTA untuk Cacat pasang saku 5 - 49 5.19 FTA untuk Cacat salah pasang ukuran 5 - 51
DAFTAR GAMBAR
Lampiran Judul
1 Tabel FMEA Dampak Kegagalan (Severity ) L - 1 2 Tabel FMEA Kemungkinan Kegagalan (Occurence ) L - 2 3 Tabel FMEA Kriteria Detectability L - 3
4 Proses Operasi ( OPC ) L - 4
DAFTAR LAMPIRAN
Ranking Kriteria Severity Akibat Tingkat yang sangat tinggi ketika mode kegagalan potensional Hazardous mempengaruhi keamanan pengoperasian dan atau melibatkan Without peraturan pemerintah tanpa peringatan Warning Tingkat yang sangat tinggi ketika mode kegagalan potensional Hazardous mempengaruhi keamanan pengoperasian dan atau melibatkan With Peraturan pemerintah dengan peringatan Warning 8 Item tidak beroperasi dengan kehilangan fungsi utama Very High
Item dapat berfungsi tetapi pada tingkat pengurangan performansi. Konsumen merasa tidak puas
Item dapat berfungsi, tetapi tidak ada kenyamanan. Konsumen yang berpengalaman merasa tidak puas
Item dapat berfungsi, tetapi kenyamanan berada pada tingkat pengurangan performansi. Konsumen yang berpengalaman sebagian merasa tidak puas
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh sebagian besar konsumen
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh sebagian konsumen
Cocok, penyelesaian dan item tidak ada konfirmasi. Cacat disadari oleh konsumen tertentu
1 Tidak ada efek None
Dampak Kegagalan (Severity)
Ranking Probabilitas Kegagalan Kemungkinan Kegagalan
10 >= 1 in 2
1 Remote : Kegagalan mau tidak mau <= 1 in 500000
Kemungkinan Kegagalan (Occrence)
High : Kegagalan yang berulang-ulang
Moderate : Kegagalan yang sekali-kali
Low : Kegagalan relatif sedikit
Very High : Kegagalan hampir tidak dapat
diacuhkan in 3
Ranking Kriteria Detectability Deteksi Kontrol desain tidak dapat mendeteksi penyebab potensial
dan mode kegagalan atau tidak ada kontrol desain
Kesempatan sangat jarang mendeteksi penyebab potensial dan mode kegagalan
Kesempatan jarang dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
Kesempatan sangat rendah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan
Kesempatan rendah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan
Kesempatan tengah-tengah dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan
Kesempatan tengah-tengah sedikit besar dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan Kesempatan besar dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan
Kesempatan sangat besar dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan
Kontrol desain pasti dapat mendeteksi penyebab potensial dan mode kegagalan
Kemudahan Mendeteksi (Detectability)
Absolute Certainly 10
9 V
8
7
6
5
4
3
2
1
Remote
Very Low
Low
Moderate
Moderately High
High
Very High
BAB 1
PENDAHULUAN
1.1.Latar Belakang Masalah
Dalam kesempatan kali ini penulis ingin mengupas mengenai masalah
yang ada dalam perusahaan yang paling menonjol. Biasanya sangat
berhubungan erat mengenai kualitas produk yang ditawarkan perusahaan
kepada konsumen, agar dapat mengetahui sejauh mana daya beli masyarakat
terhadap produk tersebut dan mengetahui kekurangan dari produk yang
dihasilkan oleh perusahaan. Maka penulis melakukan penelitian di Perusahaan
Garment yaitu PT KNK Surya Anugerah yang memproduksi pakaian ( kaos,
kemeja, celana, sweater, jaket, dll ) yang berlokasi di Jalan Raya Sukamenak
no.97 Kopo-Sayati. Kegiatan produksi diperusahaan tersebut adalah job order
(sesuai dengan pesanan) dan skala pemesanannya cukup besar yaitu minimal
1000 buah. Perusahaan ini juga melakukan perdagangan ekspor sesuai
pesanan konsumen.
Perusahaan sebenarnya sangat memperhatikan kepuasan dan keinginan
konsumen terutama dalam segi kualitas produk, tetapi untuk sekarang ini
perusahaan sedang mengalami kendala. Kendala yang pertama adalah dengan
adanya produk cacat baik yang dapat diperbaiki ataupun yang tidak dapat
diperbaiki lagi sehingga dapat menyebabkan waktu proses terhambat menjadi
jauh lebih lama karena harus memperbaiki produk tersebut dari awal, yang
kedua mengalami cukup besar kerugian materi bila produk cacat tersebut
sangat parah dan tidak bisa diperbaiki dan yang ketiga juga mendapatkan
komplain dari pihak yang dirugikan (konsumen). Pemeriksaan yang dilakukan
oleh QC finishing adalah sebesar 100% dan pemeriksaan yang dilakukan oleh
QC di tiap line adalah random. Dari penelitian yang telah dilakukan maka
dapat disimpulkan bahwa cacat produk tersebut hampir mencapai 7.03 % dari
hasil produksi yang telah dihasilkan.
Bab 1 Pendahuluan 1 - 2
Dengan adanya masalah yang sedang dihadapi oleh perusahaan, penulis
ingin membantu perusahaan dalam memecahkan masalah tersebut dan
mencoba membahas untuk dapat mencari jalan keluar yang terbaik untuk
masalah tersebut. Penulis menggunakan metode DMAIC
(Define-Measure-Analyze-Improve-Control) untuk dapat membantu menyelesaikan masalah
mengenai produk cacat yang sedang dialami perusahaan secara mendetail
dan menyeluruh guna untuk mencapai target yang diinginkan. Perusahaan
menginginkan target zero defect tetapi pada faktanya selalu terjadi cacat
sehingga perusahaan menetapkan toleransi cacat sebesar 2 % dari setiap
output yang dihasilkannya ( contohnya : jumlah produksi kemeja 1000 jadi
toleransi cacat maksimal yang diperbolehkan adalah 20 produk cacat lebih
dari toleransi tersebut berarti proses produksi tidak terkendali ). Tujuannya
adalah agar perusahaan dapat memperbaiki kualitas produk (dalam arti
meminimasi cacat produk ) sehingga kualitas produk yang dihasilkan dapat
lebih baik lagi dari sebelumnya, biaya produksi dapat ditekan sehingga
konsumen pun dapat merasa puas dengan kualitas dan harga yang dihasilkan
oleh perusahan tersebut. Oleh karena itu penulis ingin mengambil topik ini
sebagai bahan untuk menyelesaikan tugas akhir yang berjudul “ANALISIS
DAN USULAN PERBAIKAN KUALITAS PRODUK KEMEJA DENGAN MENERAPKAN METODE DMAIC“ (DI PT KNK SURYA ANUGERAH GARMENT).
1.2.Identifikasi Masalah
Identifikasi masalah yang ada dalam perusahaan adalah :
Terdapat beberapa karakteristik jenis cacat yang menjadi masalah dalam perusahaan yaitu : cacat kain kotor, cacat kain belang, cacat
kain bolong, cacat jahitan tidak rapi, cacat make off tidak rapi,
cacat obras tidak rapi, cacat pasang saku, cacat salah memasang
label.
Bab 1 Pendahuluan 1 - 3
teguran ataupun tertulis, sehingga konsumen merasa tidak puas
dengan kualitas yang dihasilkan perusahaan tersebut, waktu kerja
pegawai yang terhambat karena banyak melakukan perbaikan cacat
produk sehingga produksi yang dihasilkan tidak memenuhi target
yang diinginkan dan perusahaan menanggung kerugian dari materi
atau biaya yang cukup besar dengan adanya komplain, penggantian
produk yang gagal dan banyaknya pesanan yang dibatalkan karena
kualitas produk tersebut dan terlambatnya pengiriman barang
akibat banyaknya produk cacat.
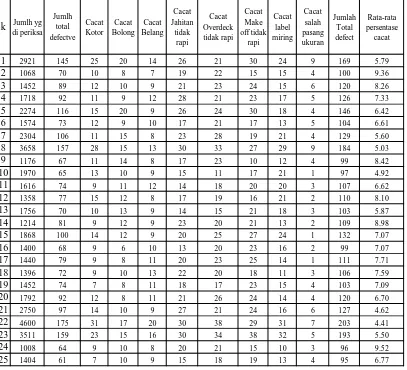
Tabel 1.1
Data cacat dan persentase cacat produk kemeja
Bab 1 Pendahuluan 1 - 4
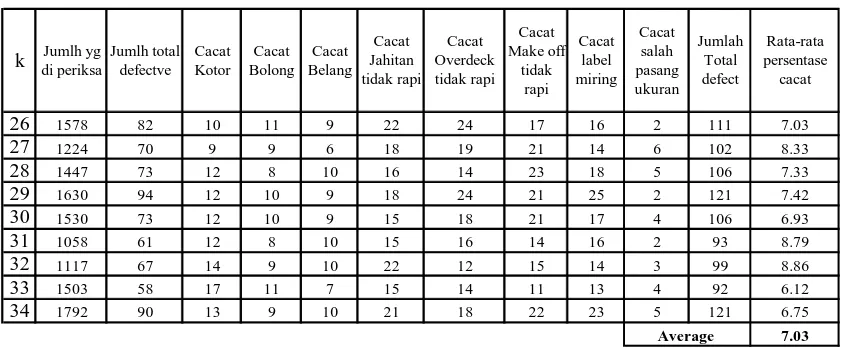
Tabel 1.1 ( Lanjutan )
Data cacat dan persentase cacat produk kemeja
k di periksaJumlh yg Jumlh total defectve Cacat Kotor BolongCacat BelangCacat Cacat Jahitan tidak rapi
Cacat Overdeck tidak rapi
Cacat Make off
tidak rapi
Cacat label miring
Cacat salah pasang ukuran
Jumlah Total defect
Rata-rata persentase
cacat
26 1578 82 10 11 9 22 24 17 16 2 111 7.03 27 1224 70 9 9 6 18 19 21 14 6 102 8.33 28 1447 73 12 8 10 16 14 23 18 5 106 7.33 29 1630 94 12 10 9 18 24 21 25 2 121 7.42 30 1530 73 12 10 9 15 18 21 17 4 106 6.93 31 1058 61 12 8 10 15 16 14 16 2 93 8.79 32 1117 67 14 9 10 22 12 15 14 3 99 8.86 33 1503 58 17 11 7 15 14 11 13 4 92 6.12 34 1792 90 13 9 10 21 18 22 23 5 121 6.75 7.03 Average
1.3.Pembatasan Masalah
Agar penelitian lebih mendetail dan terarah dengan baik maka
perlu dilakukan pembatasan masalah. Pembatasan masalah yang
digunakan penulis antara lain adalah :
1. Produk yang diamati penulis adalah kemeja karena untuk produk
Kemeja memiliki presentase cacat yang paling besar diantara
produk yang lain sehingga perlu diperhatikan terlebih dahulu.
2. Tidak dilakukan perhitungan biaya dalam penelitian untuk
membuat Tugas akhir ini.
3. Penulis menggunakan metode DMAIC untuk dapat menyesaikan
masalah-masalah yang ada dalam perusahaan yang berhubungan
dengan kualitas produk, untuk tahap Improve dan Control penulis
hanya memberikan usulan saja tetapi tidak melakukan
Bab 1 Pendahuluan 1 - 5
1.4.Perumusan Masalah
Di bawah ini adalah beberapa perumusan masalah yang digunakan
dalam pembahasan tugas akhir ini yaitu:
1. Jenis-jenis cacat apa saja yang menjadi masalah dalam perusahaan ?
2. Dilihat dari segi apakah prioritas cacat untuk penanganan cacat
tersebut dapat dibedakan?
3. Faktor-faktor apa saja yang dapat menyebabkan cacat produk dalam
masalah ini ?
4. Usulan apa saja yang dapat diterapkan untuk mengurangi dan
menangulangi cacat tersebut ?
1.5.Tujuan Penelitian
Dibawah ini adalah beberapa tujuan penelitian untuk membuat tugas
akhir ini yaitu :
1. Untuk mengetahui jenis-jenis cacat yang terjadi dalam perusahaan
yang menjadi masalah yang sedang dihadapi perusahaan sekarang
ini,dan juga dapat menghambat dan merugikan perusahaan.
2. Untuk mengetahui karakteristik cacat yang mendapatkan prioritas
penanganan cacat dilihat dari prioritas cacat terbesar dan terparah.
3. Untuk mengetahui faktor-faktor langsung maupun tidak langsung yang
dapat menyebabkan cacat produk
4. Untuk dapat memberikan usulan mengenai masalah perbaikan dan
penanganan kualitas produk kepada perusahaan.
1.6.Sistematika Penulisan BAB 1 PENDAHULUAN
Bab ini berisi mengenai latar belakang masalah ( topik yang diambil
penulis), tempat penelitian, permasalahan yang terjadi, identifikasi
masalah, pembatasan masalah, perumusan masalah, maksud dan tujuan
penelitian dan sistematika penelitian .
Bab 1 Pendahuluan 1 - 6
BAB 2 TINJAUAN PUSTAKA
Bab ini berisi mengenai teori-teori yang mendukung atau sumber-sumber
yang menjadi acuan penulis untuk melengkapi hasil laporan tugas akhir
yang berhubungan dengan metode DMAIC dan Six Sigma.
BAB 3 METODOLOGI PENELITIAN
Bab ini berisi mengenai langkah-langkah mengenai pengerjaan laporan
tugas akhir ini dari awal hingga akhir pengerjaan sehingga menjadi suatu
laporan yang berguna dan bermanfaat, yang berbentuk flowchart dengan
penjelasan yang selengkap-lengkapnya.
BAB 4 PENGUMPULAN DATA
Bab ini berisi mengenai data umum perusahaan dan data-data yang
dibutuhkan untuk pengolahan data, yaitu data umum perusahaan, data
proses produksi ( OPC ), data jenis dan jumlah cacat, dan pengendalian
kualitas yang dilakukan perusahaan.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi mengenai pengolahan data yang dilakukan oleh penulis
untuk memecahkan masalah yang ada di dalam perusahaan dengan
menggunakan metode DMAIC dan juga berisi analisis berdasarkan hasil
pengolahan data.
BAB 6 : KESIMPULAN DAN SARAN
Bab ini berisi mengenai kesimpulan dari hasil pengolahan data, analisis
yang telah dilakukan untuk dapat memecahkan masalah yang sedang
dihadapi perusahaan dan menjawab dari perumusan masalah. Juga dapat
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Dari hasil yang telah didapat penulis di bab sebelumnya maka diperoleh
kesimpulan sebagai berikut :
Ô Untuk dapat membantu perusahaan, penulis menerapkan Perbaikan dengan Six Sigma dengan model perbaikan DMAIC untuk dapat memecahkan
masalah tersebut.Dilihat dari karakteristik cacat tersebut dapat dibedakan
menjadi 3 yaitu : cacat kritis, cacat mayor dan cacat minor. Ketiga jenis
cacat tersebut menjadi patokan untuk mengetahui cacat yang terjadi pada
produk kemeja berdasarkan karakteristiknya dan keseriusan cacatnya.
Untuk cacat kotor, cacat salah pasang label termasuk kedalam karakteristik
cacat minor, untuk cacat jahitan tidak rapi, cacat makeoff tidak rapi, cacat
obras tidak rapi dan cacat pasang saku termasuk kedalam karakteristik
cacat mayor sedangkan untuk cacat bolong dan belang termasuk ke dalam
cacat kritis.
Ô Kriteria Penanganan cacat Kemeja adalah sebagai berikut :
Cacat Kotor → karakteristik Cacat Minor
Cacat kotor adalah cacat yang disebabkan karena debu,kotoran yang
membandel yang menempel pada bahan yang akan diproduksi atau kotor
setelah proses produksi berlangsung. Cacat tersebut merupakan
karakteristik cacat minor karena cacat kotor merupakan bagian produk
yang sangat nampak dan akan mengurangi kepuasan konsumen terhadap
produk dan berpengaruh terhadap nilai estetika dari produk tersebut,
bagian yang kotor dapat hilang yaitu dengan cara pencucian atau
penyemprotan dibagian yang kotor.
Bab 6 Kesimpulan dan Saran 6 - 2
Cacat Belang → karakteristik Cacat Kritis
Cacat belang adalah cacat yang ditimbulkan dari bahan mentah yang
berasal dari supplier, karena diperusahaan kurang melakukan pemeriksaan
kain terlebih dahulu sebelum diproduksi dan langsung dilakukan
pemotongan maka cacat belang ini kadangkala sering terjadi karena
kurang adanya pemeriksaan yang mendetail. Cacat ini merupakan
karakteristik cacat kritis karena cacat ini tidak dapat dilakukan perbaikan
sehingga akan berpengaruh terhadap kepuasan konsumen dan nilai estetika
yang rendah.
Cacat Bolong → karakteristik Cacat Kritis
Cacat bolong adalah cacat yang ditimbulkan karena kesalahan pada saat
proses produksi berlangsung (kesalahan pada waktu proses
pemotongan,penjahitan) sehingga mengakibatkan kain menjadi bolong
atau bolong yang berasal dari supplier karena kurangnya pemeriksaan.
Cacat ini termasuk dalam karakteristik cacat kritis karena cacat ini tidak
dapat dilakukan perbaikan karena jika dilakukan perbaikan akan tampak
tambalan yang kurang baik sehingga hasilnya pun akan berdampak nilai
jual yang rendah.
Cacat Jahitan tidak rapi → karakteristik Cacat Mayor
Cacat jahitan tidak rapi adalah cacat yang terjadi pada waktu proses
penjahitan, jahitan meloncat sehingga ada kain yang tidak terjahit ,jahitan
bengkok atau juga jahitan yang tidak menyambung ( jahitan putus). Cacat
ini termasuk dalam karakteristik cacat mayor karena menyebabkan fungsi
produk menjadi berkurang sehingga akan mempengaruhi nilai jual yang
rendah.Cacat ini dapat dilakukan perbaikan dengan cara memperbaiki
jahitan tersebut, tetapi bila dilakukan perbaikan hasilnya masih kurang
sempurna yang disebabkan oleh bekas jahitan sebelumnya masih nampak
pada produk.
Cacat Make Off tidak rapi → karakteristik Cacat Mayor
Cacat makeoff tidak rapi adalah cacat yang pada waktu proses
Bab 6 Kesimpulan dan Saran 6 - 3
terputus. Cacat ini termasuk dalam karakteristik cacat mayor karena
menyebabkan fungsi produk menjadi berkurang sehingga akan
mempengaruhi nilai jual yang rendah. Cacat ini dapat dilakukan perbaikan
dengan cara memperbaiki jahitan makeoff tersebut, tetapi bila dilakukan
perbaikan hasilnya masih kurang sempurna yang disebabkan oleh bekas
makeoff sebelumnya masih nampak pada produk.
Cacat Obras tidak rapi → karakteristik Cacat Mayor
Cacat obras tidak rapi adalah cacat yang terjadi pada waktu proses
penjahitan,obras miring,meloncat ataupun obras terputus. Cacat ini
termasuk dalam karakteristik cacat mayor karena menyebabkan fungsi
produk menjadi berkurang sehingga akan mempengaruhi nilai jual yang
rendah.Cacat ini dapat dilakukan perbaikan dengan cara memperbaiki
jahitan obras tersebut, tetapi bila dilakukan perbaikan hasilnya masih
kurang sempurna yang disebabkan oleh bekas obras sebelumnya masih
nampak pada produk.
Cacat salah pasang saku→ karakteristik Cacat Mayor
Cacat salah pasang saku adalah cacat yang terjadi pada proses penjahitan
dimana pada saat menjahit saku tidak sesuai dengan posisi yang ditetapkan
(miring) .Cacat ini termasuk dalam karakteristik cacat minor karena dapat
diperbaiki dengan mengubah posisi saku agar sesuai dengan posisinya dan
hanya akan mengurangi sedikit kepuasan konsumen.
Cacat salah pasang label → karakteristik Cacat Minor
Cacat salah pasang label adalah cacat yang terjadi pada saat proses
penjahitan dimana pada saat menjahit label tidak sesuai dengan posisi
yang ditetapkan ( miring atau salah posisi ) atau salah menjahit ukuran
(size), misal kemeja yang seharusnya ukurannya M karena salah jahit
ukuran tersebut sehingga menjadi L. Cacat ini termasuk dalam
karakteristik cacat minor karena dapat diperbaiki dengan mengubah posisi
label agar sesuai dengan tempatnya dan hanya akan mengurangi sedikit
kepuasan konsumen.
Bab 6 Kesimpulan dan Saran 6 - 4
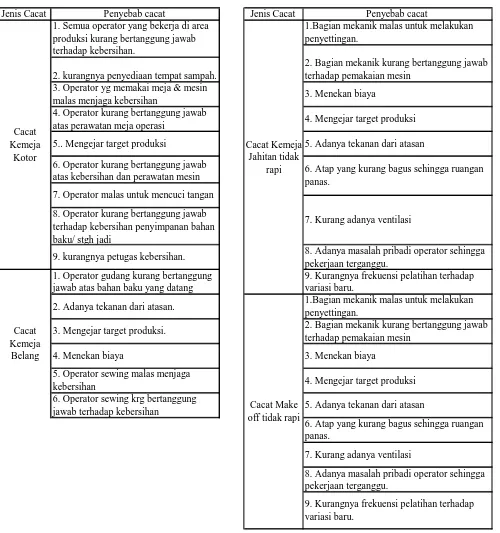
Ô Penyebab langsung dan tidak langsung dari cacat produk kemeja adalah :
Tabel 6.1
Penyebab cacat produk kemeja
Jenis Cacat Penyebab cacat Jenis Cacat Penyebab cacat
2. kurangnya penyediaan tempat sampah.
6. Operator kurang bertanggung jawab atas kebersihan dan perawatan mesin
8. Operator kurang bertanggung jawab terhadap kebersihan penyimpanan bahan baku/ stgh jadi
8. Adanya masalah pribadi operator sehingga pekerjaan terganggu.
8. Adanya masalah pribadi operator sehingga pekerjaan terganggu.
3. Mengejar target produksi.
4. Menekan biaya
4. Mengejar target produksi 5. Operator sewing malas menjaga
kebersihan
7. Operator malas untuk mencuci tangan
9. kurangnya petugas kebersihan. Cacat
Kemeja Kotor
2. Adanya tekanan dari atasan.
1. Operator gudang kurang bertanggung jawab atas bahan baku yang datang 1. Semua operator yang bekerja di area produksi kurang bertanggung jawab terhadap kebersihan.
3. Operator yg memakai meja & mesin malas menjaga kebersihan
4. Operator kurang bertanggung jawab atas perawatan meja operasi
6. Operator sewing krg bertanggung jawab terhadap kebersihan
Cacat Kemeja Belang
2. Bagian mekanik kurang bertanggung jawab terhadap pemakaian mesin
3. Menekan biaya
4. Mengejar target produksi
5. Adanya tekanan dari atasan
6. Atap yang kurang bagus sehingga ruangan panas.
7. Kurang adanya ventilasi
9. Kurangnya frekuensi pelatihan terhadap variasi baru.
5.. Mengejar target produksi
5. Adanya tekanan dari atasan
6. Atap yang kurang bagus sehingga ruangan panas.
7. Kurang adanya ventilasi
9. Kurangnya frekuensi pelatihan terhadap variasi baru.
Cacat Kemeja Jahitan tidak
rapi
1.Bagian mekanik malas untuk melakukan penyettingan.
2. Bagian mekanik kurang bertanggung jawab terhadap pemakaian mesin
3. Menekan biaya
Cacat Make off tidak rapi
Bab 6 Kesimpulan dan Saran 6 - 5
Tabel 6.1
Penyebab cacat produk kemeja ( lanjutan )
Jenis Cacat Penyebab cacat Jenis Cacat Penyebab cacat
8. Adanya masalah pribadi operator
9. Adanya masalah pribadi operator sehingga pekerjaan terganggu.
8. Adanya masalah pribadi operator sehingga pekerjaan terganggu.
8. Adanya masalah pribadi operator sehingga pekerjaan terganggu.
1.Bagian mekanik malas untuk melakukan penyettingan. 1.Bagian mekanik malas untuk melakukan penyettingan.
3. Menekan biaya
5. Adanya tekanan dari atasan
9. Kurangnya frekuensi pelatihan terhadap variasi baru.
Cacat Kemeja
Bolong
2. Bagian mekanik kurang bertanggung jawab terhadap pemakaian mesin
3. Menekan biaya
2. Bagian mekanik krg bertanggung jawab terhadap pekerjaannya
4. Mengejar target produksi
6. Atap yang kurang bagus sehingga ruangan panas.
7. Kurang adanya ventilasi
4. Mengejar target produksi
5. Adanya tekanan dari atasan
6. Atap yang kurang bagus sehingga ruangan panas.
7. Kurang adanya ventilasi
9. Kurangnya frekuensi pelatihan terhadap variasi baru.
Cacat Kemeja Obras tidak
rapi
1. kurangnya frekuensi pelatihan terhadap variasi baru
2. Adanya tekanan dari atasan.
3. Mengejar target produksi.
4. Menekan biaya
5. Operator jahit malas melakukan penggantian komponen
6. Operator jahit kurang bertanggung jawab pekerjaannya
7. Atap yang kurang bagus sehingga ruangan panas.
8. Kurang adanya ventilasi Cacat Kemeja
Pasang Saku
Cacat kemeja salah pasang
label
1, Label terlalu kecil
2. Adanya tekanan dari atasan.
3. Mengejar target produksi.
4. Menekan biaya
5. Kurangnya frekuensi pelatihan
6. Atap yang kurang bagus sehingga ruangan panas.
7. Kurang adanya ventilasi
Bab 6 Kesimpulan dan Saran 6 - 6
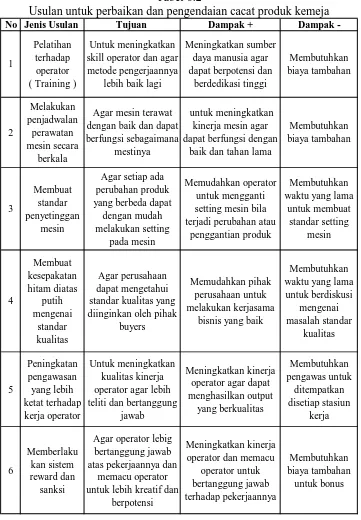
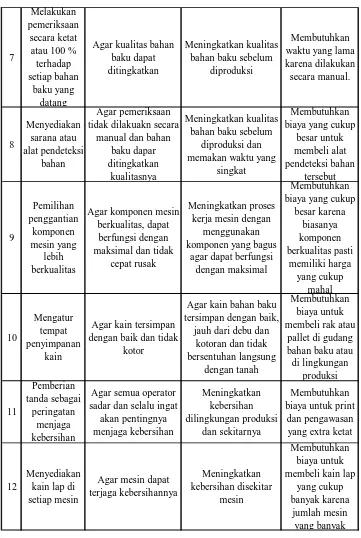
Ô Usulan yang dilakukan penulis untuk dapat membantu menyelesaikan masalah yang ada adalah :
Tabel 6.2
Usulan untuk perbaikan dan pengendaian cacat produk kemeja
No Jenis Usulan Tujuan Dampak + Dampak
-1 skill operator dan agar metode pengerjaannya
lebih baik lagi
Meningkatkan sumber daya manusia agar dapat berpotensi dan
berdedikasi tinggi
Agar mesin terawat dengan baik dan dapat berfungsi sebagaimana
mestinya
untuk meningkatkan kinerja mesin agar dapat berfungsi dengan
baik dan tahan lama
Membutuhkan
Agar setiap ada perubahan produk yang berbeda dapat
dengan mudah melakukan setting
pada mesin
Memudahkan operator untuk mengganti setting mesin bila terjadi perubahan atau
penggantian produk
Membutuhkan waktu yang lama
untuk membuat standar kualitas yang diinginkan oleh pihak
buyers waktu yang lama untuk berdiskusi operator agar lebih teliti dan bertanggung
jawab
Meningkatkan kinerja operator agar dapat menghasilkan output
Agar operator lebig bertanggung jawab atas pekerjaannya dan
memacu operator untuk lebih kreatif dan
berpotensi
Meningkatkan kinerja operator dan memacu
Bab 6 Kesimpulan dan Saran 6 - 7
Tabel 6.2
Usulan untuk perbaikan dan pengendaian cacat produk kemeja (Lanjutan )
7
Agar kualitas bahan baku dapat ditingkatkan
Meningkatkan kualitas bahan baku sebelum
diproduksi
Membutuhkan waktu yang lama karena dilakukan tidak dilakuakn secara
manual dan bahan baku dapar ditingkatkan
kualitasnya
Meningkatkan kualitas bahan baku sebelum
diproduksi dan memakan waktu yang
singkat
Membutuhkan biaya yang cukup
besar untuk
Agar komponen mesin berkualitas, dapat berfungsi dengan maksimal dan tidak
cepat rusak
Meningkatkan proses kerja mesin dengan
menggunakan komponen yang bagus
agar dapat berfungsi dengan maksimal
Membutuhkan biaya yang cukup
besar karena
Agar kain tersimpan dengan baik dan tidak
kotor
Agar kain bahan baku tersimpan dengan baik,
jauh dari debu dan kotoran dan tidak bersentuhan langsung
dengan tanah
Membutuhkan biaya untuk membeli rak atau
pallet di gudang bahan baku atau di lingkungan
Agar semua operator sadar dan selalu ingat
akan pentingnya biaya untuk print
dan pengawasan
Agar mesin dapat terjaga kebersihannya membeli kain lap
yang cukup banyak karena
jumlah mesin yang banyak
Bab 6 Kesimpulan dan Saran 6 - 8
Tabel 6.2
Usulan untuk perbaikan dan pengendaian cacat produk kemeja (Lanjutan )
13
Menyediakan loker untuk
operator
Agar barang -barang operator tidak dibawa
masuk kedalam lingkungan produksi
Meningkatkan kedisplinan pada saat
bekerja agar tidak membawa barang -
barang yang menganggu pada waktu
bekerja dan sekitarnya selalu terjaga dengan baik
Agar sirkulasi udara dapat terjaga dengan
baik
Meningkatkan sirkulasi udara agar terasa lebih
sejuk dan nyaman
Agar operator dapat membersihkan kakinya sebelum masuk kelingkuangan
produksi
Meningkatkan kebersihan di sekitar lingkungan produksi
Agar operator dapat dengan mudah mencuci tangan tanpa
harus keluar
Mempermudah operator untuk mencuci
tangan dan menjaga kebersihan
Agar operator dapat dengan mudah membuang sampah hasil produksi yang
tidak terpakai
Memperrnudah operator membuang sampah untuk menjaga
kebersihan
Agar terhindar dari kotoran dan basah sebelum masuk ke dalam lingkungan
produksi
Menghidari dari kotoran dan basah pada
sandal operator sehingga di anjurkan untuk memakai sandal
khusus produksi tetap terjaga
Bab 6 Kesimpulan dan Saran 6 - 9
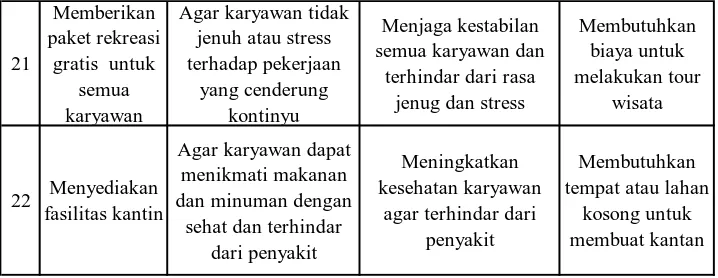
Tabel 6.2
Usulan untuk perbaikan dan pengendaian cacat produk kemeja (Lanjutan )
21
Memberikan paket rekreasi
gratis untuk semua karyawan
Agar karyawan tidak jenuh atau stress terhadap pekerjaan
yang cenderung kontinyu
Menjaga kestabilan semua karyawan dan
terhindar dari rasa jenug dan stress
Membutuhkan biaya untuk melakukan tour
wisata
22 Menyediakan fasilitas kantin
Agar karyawan dapat menikmati makanan dan minuman dengan
sehat dan terhindar dari penyakit
Meningkatkan kesehatan karyawan
agar terhindar dari penyakit
Membutuhkan tempat atau lahan
kosong untuk membuat kantan
6.2 Saran
Saran ini ditujukan untuk perusahaan yang dapat digunakan sebagai masukan
untuk menunjang perusahaan, seperti dibawah ini :
♣ Menerapkan secara langsung model perbaikan DMAIC karena dalam laporan tugas akhir ini penulis tidak melakukan control
yang berarti penulis tidak menerapkan secara langsung usulan
yang telah dibuat berdasarkan hasil analisis yang telah dibuat. ♣ Mencari akar – akar permasalahan yang lebih detail lagi untuk
setiap cacat yang terjadi sehingga dapat diketahui penyebabnya
baik secara langsung atau tidak langsung.
♣ Melakukan perbaikan secara menyeluruh terhadap ruang lingkup kerja operator
♣ Menambahkan pekerja agar semua pekerjaan dapat terorganisasi dengan baik dan seimbang.
DAFTAR PUSTAKA
1. Crosby P.B ; Quality is Free. Mc.Graw-Hill. Newyork.1972.
2. Deming.W.E ; Quality Productivity and competitive position. MIT Center for
advance engineering study. Cambride MA.1982.
3. Feigenbaum ; Six sigma enlightment managers seek Corporate nirvana throught
quality control. Newyork times business day. 1998.
4. Garvin ; The vision of six sigma tools and methods for breakthrough. Sigma
phoenix. 1988
5. Gaspersz, Vincent.; Total Quality Management, PT. Gramedia Pustaka Utama,
Jakarta, 2001.
6. Gaspersz, Vincent.; Pedoman implementasi program six sigma, PT. Gramedia
Pustaka Utama, Jakarta, 2002.
7. Ishikawa Kaoru ; Teknik penuntun pengendalian mutu, PT Mediyatama sarana
perkasa, Jakarta.1993.
8. Juran JM ; Merancang mutu, PT Pustaka binaman pressindo. Jakarta.1995.
9. Kotler P ; Marketing Management. Newyork, Prentice-Hall.1991.
10.Miranda dan tunggal amien wijaya ; Six sigma gambaran umum, penerapan
proses dan metode – metode yang digunakan untuk perbaikan. Harvarindo.
Jakarta.2002.
11.Nasution, M.N.; Manajemen Mutu Terpadu (Total Quality Management), Ghalia
Indonesia, Jakarta, 2001.
12.Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; The Six Sigma
Way, Andi, Yogyakarta, 2002.
13.Pzdek Thomas ; The end of management. Atlantis publishing. Newyork.2001.
14.Pzdek Thomas ; The Six sigma handbook. Mc.Graw - Hill. Newyork.2001.
KOMENTAR DOSEN PENGUJI
NAMA : Agnessiani Merdekawati
NRP : 0323166
Judul Tugas Akhir : ANALISIS DAN USULAN PERBAIKAN KUALITAS
PRODUK KEMEJA DENGAN MENERAPKAN METODE
DMAIC ( PT. KNK SURYA ANUGERAH GARMENT )
Komentar dan Saran :
1. Perhatikan dan lakukan komentar – komentar dari seminar isi
2. Salah ketik diperbaiki
3. Kata – kata / bahasa asing dicetak miring
4. Rapikan gambar, judul, table dilengkapi.
5. Cek lagi FTA
6. Hati – hati dalam penulisan kalimat
DATA PENULIS
Nama : Agnessiani Merdekawati
Alamat Di bandung : JL. Sukamenak gang atmawijaya No.1 KOPO
Alamat Asal : JL. Waringin XI No.206 Griya Pangkah Indah
Slawi – Tegal
No.Telp Bandung : 022-5415006
No.Telp Asal : 0283-492088
No.Hp : 081809385558
Pendidikan : SMU Santa Maria 1 Bandung
Jurusan Teknik Industri Universitas Kristen
Maranatha
Nilai Tugas Akhir : B+