Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
SIMULASI SISTEM PERSEDIAAN
SPARE PART
DENGAN
PENDEKATAN
COMPOUND POISSON PROCESS
Arif Rahman, Bambang Indrayadi dan Novi Tria Susanti
Program Studi Teknik Indusri, Fakultas Teknik, Universitas Brawijaya Malang Jalan Mayjen MT. Haryono 167, Malang 65145, Indonesia
e-mail : [email protected], [email protected], [email protected]
Abstrak
Sistem persediaan spare part memegang peranan penting dalam manajemen perawatan. Ketersediaan spare part akan menunjang proses perawatan dan mampu menekan down time mesin. Sistem persediaan spare part dipengaruhi oleh tingkat pemakaian dari spare part tersebut. Untuk mengantisipasi terjadinya shortage karena adanya kemungkinan pemakaian spare part cukup tinggi selama lead time, PT.Petrokimia Gresik menetapkan tingkat persediaan yang terlalu tinggi. Simulasi dapat dipergunakan untuk merencanakan pengendalian persediaan. Waktu antar permintaan spare part yang tidak menentu dan jumlah pemakaian yang bervariasi setiap permintaan datang, menunjukkan pola compound poisson process. Simulasi yang dibuat untuk menirukan pola proses stokastik tersebut dapat dipergunakan untuk mengevaluasi nilai lot pengadaan (Q) dan reorder point (ROP) yang diinputkan apakah sudah efektif. Penelitian yang dilakukan pada 10 jenis spare part yang tergolong spare part yang harus selalu terdapat di gudang dengan tingkat konsumsi sering. Simulasi dijalankan dengan replikasi sebanyak 10 kali dan mempergunakan “what if analysis” untuk mengevaluasi nilai Q dan ROP masing-masing spare part. Q dan ROP dinyatakan efektif apabila service level dari sistem mencapai 100% atau berarti tidak pernah terjadi shortage selama durasi simulasi, namun tingkat persediaan cukup efisien.
Kata kunci: persediaan spare part, compound poisson process, simulasi, Q, ROP, shortage
Pendahuluan
PT. Petrokimia Gresik adalah salah satu perusahaan BUMN yang memproduksi pupuk. PT. Petrokimia Gresik memiliki 3 pabrik yaitu I, II dan III. Pada pabrik I yang dihasilkan adalah pupuk (urea & ZA), gas (Amonia & CO2) dan lain-lain. Sistem produksi yang digunakan di
pabrik I adalah flow shop dengan menggunakan mesin-mesin seperti reactor, stripper carb, condenser, scrabber, hp decomposer, lp decomposer, hot water pump, steam condensate pump, sealing water pump, dan sebagainya. Pabrik I terdiri dari 5 unit yaitu unit urea, ZA I, ZA II Amoniak dan unit utilitas.
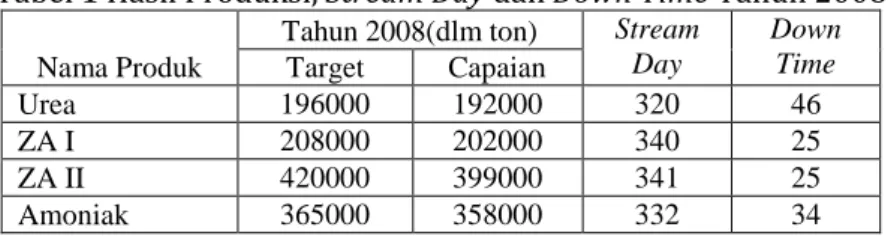
Tabel 1 Hasil Produksi, Stream Day dan Down Time Tahun 2008 Nama Produk
Tahun 2008(dlm ton) Stream Day Down Time Target Capaian Urea 196000 192000 320 46 ZA I 208000 202000 340 25 ZA II 420000 399000 341 25 Amoniak 365000 358000 332 34
Pada tabel 1 menunjukkan PT. Petrokimia Gresik merealisasikan rata-rata sebesar 95% dari target. Pada unit ZA I, target produksi adalah sebesar 208.000 ton pertahun hanya dapat direalisasikan sebesar 202.000 ton pertahun dengan stream day selama 340 hari dan down time
selama 25 hari. Pada unit Urea, dengan stream day selama 320 hari dan down time mesin selama 46 hari, realisasi produksi sebesar 192000 dari target produksi sebanyak 196000 ton per tahun.
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
Hal ini juga terjadi pada ZA II dan Amoniak. Down time mesin adalah salah satu faktor utama yang mempengaruhi produksi pupuk di setiap tahunnya, di samping faktor keterlambatan bahan baku, rusaknya utilitas, dan faktor-faktor lainnya.
PT. Petrokimia Gresik dalam manajemen persediaan spare part mengklasifikasikan
spare
part tersebut dalam 4 katagori yaitu : asset class H, asset class I, asset class RO, asset class Z. Pada spare part yang tergolong di dalam kategori asset class RO, spare part tersebut harus selalu ada di gudang dan memiliki tingkat konsumsi sering. Pada asset class RO, permintaan berdasarkan pada consumption rate atau tingkat pemakaian. Bagian Perencanaan Gudang Material akan melakukan pengadaan barang apabila spare part telah mencapai reorder point, dan jumlah pengadaan spare part yang di pesan akan disesuaikan dengan consumption rate-nya. Dalam sistem persediaan spare part kategori asset class RO terdapat beberapa hal yang harus diperhatikan yaitu consumption rate (CR), lead time (LT ) dan safety factor (SF). Proses perencanaan pengadaan spare part harus sudah mulai diterbitkan purchase requisition (PR) jika stok mencapai titik level yang disebut Re-Order Point (ROP).Dalam menentukan kebijakan persediaan PT. Petrokimia Gresik menggunakan rumusan sebagai berikut :
Formula ROP (Qmin) = LT x CR + Sf ( LT x CR )
Qmax = 2 x Qmin
SS = Sf ( LT x CR )
Qorder = Qmax – SS (pers.1)
Dimana :
ROP = Re Order Point SF = Safety Factor
Q = Jumlah barang SS = Safety Stock LT = Lead Time yaitu 3 bulan
Consumption rate dari spare part bersifat probabilistik dan mengalami fluktuasi. Pemakaian spare part termasuk proses stokastik di mana dari tahun ke tahun mengalami perbedaan consumption rate. Hal ini menyebabkan PT. Petrokimia Gresik mengalami kesulitan untuk menentukan inventory level dari spare part yang perlu dikendalikan di gudang. Dan juga PT. Petrokimia Gresik mengalami kesulitan untuk menentukan waktu pesan barang yang tepat. Sehingga berakibat nilai inventory level yang tinggi untuk mengantisipasi kemungkinan terjadinya shortage dengan safety factor yang tinggi.
Banyak perhitungan matematis yang dapat membantu menemukan formula yang tepat untuk menentukan jumlah dan waktu pesan yang tepat. Salah satu cara yang dapat digunakan adalah menggunakan simulasi dengan pendekatan Compound Poisson Process dimana terdapat dua distribusi dalam consumption rate dari spare part, yaitu waktu antar permintaan dan kuantitas pemakaian spare part setiap permintaan datang. Dari penelitian ini akan dilakukan eksperimen untuk mengetahui nilai ROP dan Q yang tepat sehingga akan memenuhi service level
yang diinginkan dengan nilai inventory level rata-rata yang rendah.
Tujuan yang ingin dicapai dari penelitian ini adalah : 1. Memodelkan Sistem Persediaan
Spare part dalam simulasi dengan pendekatan Compound Poisson Process; dan 2. Menggunakan ”what if analysis” untuk menentukan ROP dan nilai Q yang efektif mencegah shortage, memenuhi
service level, dan mengurangi nilai inventory level.
Dalam penelitian ini menggunakan beberapa batasan dan asumsi. Simulasi dilakukan pada spare part yang tergolong RO di Pabrik 1 PT. Petrokimia Gresik. Tidak membahas mengenai jenis mesin, fungsi spare part dan sistem perawatan yang digunakan. Lead time
pengadaan spare part tetap yaitu selama 3 bulan. Tidak memperhitungkan komponen-komponen biaya persediaan. Distribusi untuk waktu antar permintaan spare part mengikuti distribusi eksponensial
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
Metodologi
Jenis penelitian yang digunakan dalam penelitian ini adalah penelitian ekperimen semu (quasi experimental research). Tujuan penelitian jenis ini adalah untuk menjawab pertanyaan yang berkaitan dengan mengontrol variabel bebas serta perubahan yang terjadi pada variabel terikat. Untuk mengetahui perubahan tersebut, dilakukan observasi selama proses eksperimen berlangsung. Dalam penelitian ini, observasi dilakukan melalui simulasi dengan pendekatan
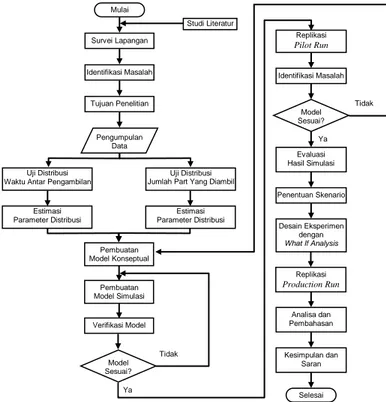
Compound Poisson Process dan metode “what if analysis”. Gambar 1 menunjukkan diagram alir yang menjelaskan metode penelitian yang digunakan dalam penelitian ini.
Compound Poisson Process adalah suatu model stokastik dimana {X(t), t ≥ 0} (Ross, 1996). Compound Poisson Process diwakili dengan X(t), dari t ≥ 0 ,dengan :
) ( 1 t N iX
i=
X(t)
(pers.2)dimana {N(t), t ≥ 0} adalah Poisson proses, dan { Xi, i = 1,2,…} adalah variabel yang bebas atau
independent dan pengidentifikasian distribusi variabel yang random independent atau bebas terhadap fungsi {N(t), t ≥ 0}.
Metode “what if analysis” banyak digunakan untuk mengambil keputusan dengan memasukan berbagai kemungkinan ketidakpastian dalam pengambilan keputusan. Metode ini merupakan metode sensitivitas. Dalam simulasi metode what if analysis dapat digunakan untuk melakukan percobaan atau eksperimen semu (Law, 2006). Dengan memasukan nilai-nilai parameter yang ada dalam sistem nantinya akan dilihat output yang dihasilkan. Dengan menggunakan what if analysis akan dapat dipilih sistem yang memberikan nilai optimal.
Obyek penelitian ini adalah sistem persediaan spare part yang tergolong kategori asset class RO di Pabrik 1 PT. Petrokimia Gresik.
Gambar 1 Diagram Alir Penelitian Hasil dan Pembahasan
Penelitian dilakukan pada spare part yang tergolong kategori asset class RO yaitu spare part yang harus selalu ada di gudang karena kebutuhanya yang rutin dan memiliki tingkat
Mulai Studi Literatur Survei Lapangan Identifikasi Masalah Tujuan Penelitian Pengumpulan Data Uji Distribusi Waktu Antar Pengambilan
Uji Distribusi Jumlah Part Yang Diambil
Estimasi Parameter Distribusi Estimasi Parameter Distribusi Replikasi Pilot Run Pembuatan Model Konseptual Pembuatan Model Simulasi Model Sesuai? Verifikasi Model Identifikasi Masalah Model Sesuai? Evaluasi Hasil Simulasi Penentuan Skenario Desain Eksperimen dengan What If Analysis Analisa dan Pembahasan Kesimpulan dan Saran Selesai Ya Tidak Ya Tidak Replikasi Production Run
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
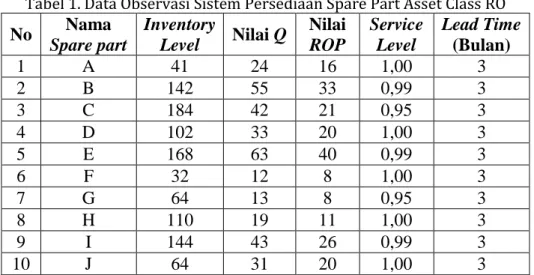
konsumsi sering. Sistem manajemen persediaan melakukan perencanaan pengadaan berdasarkan pada nilai ROP (reorder point) dengan ukuran lot sebesar nilai Q. Berdasarkan observasi yang dilakukan di PT. Petrokimia Gresik diperoleh data nilai Q, nilai ROP, IL ( Inventory Level ) dan SL (Service level) seperti yang ditunjukkan Tabel 1.
Tabel 1. Data Observasi Sistem Persediaan Spare Part Asset Class RO
No
Nama
Spare part
Inventory
Level
Nilai
Q
Nilai
ROP
Service
Level
Lead Time
(Bulan)
1
A
41
24
16
1,00
3
2
B
142
55
33
0,99
3
3
C
184
42
21
0,95
3
4
D
102
33
20
1,00
3
5
E
168
63
40
0,99
3
6
F
32
12
8
1,00
3
7
G
64
13
8
0,95
3
8
H
110
19
11
1,00
3
9
I
144
43
26
0,99
3
10
J
64
31
20
1,00
3
Penentuan distribusi probabilitas dan estimasi parameter dari waktu antar permintaan dievaluasi mempergunakan tool Statfit menggunakan analisa maximum likelihood yang terdapat pada software Promodel. Dengan pendekatan Compound Poisson Prosses maka diasumsikan bahwa waktu antar permintaan spare part mengikuti distribusi eksponensial Hasil estimasi parameter ditunjukkan Tabel 2.
Tabel 2 Estimasi Parameter beta () Distribusi Eskponensial dari Waktu Antar Permintaan
Kode Spare part A B C D E F G H I J
Nilai (β) 104,41 103,1 75,5 96,5 39,68 79,42 117,82 87,57 55 84,33 Dalam pembuatan program simulasi sistem persediaan spare part menggunakan pendekatan kejadian (event approach). Pengembangan program simulasi dengan pendekatan interaksi proses dibangun terdiri dari executive routine atau main program, beberapa event routines dan subprogram lainnya. Pendekatan kejadian dalam pembuatan program simulasi adalah upaya merancang program secara umum dengan fokus perhatian dicurahkan pada terjadinya peristiwa-peristiwa dalam sistem kajian yaitu sistem Persediaan spare part. Dengan begitu, setiap event routine akan berisi uraian operasi yang mengacu pada kapan peristiwa itu terjadi dan perubahan status apa saja di sistem yang mengikutinya. Executive routine
mempunyai fungsi untuk mengendalikan keseluruhan eksekusi simulasi. Event routine
mempunyai fungsi untuk menunjukkan rangkaian tindakan yang dikerjakan program simulasi mengikuti jenis kejadian yang teridentifikasi sesuai perubahan status di sistem.
Terdapat dua kejadian dalam simulasi sistem persediaan spare part, yaitu: 1. Kejadian kedatangan permintaan spare part untuk keperluan maintenance, dan 2. Kejadian penerimaan lot pengadaan setelah lead time dari pemesanan. Kedua kejadian tersebut berinteraksi hubungan dependensi dimodelkan dalam diagram kejadian (event graph) seperti yang ditunjukan pada Gambar 2. Kejadian kedatangan permintaan spare part yang pertama tidak memiliki kejadian pendahulunya, namun pada kejadian-kejadian kedatangan permintaan spare part yang berikutnya dipicu oleh kejadian kedatangan permintaan spare part pendahulunya. Pada saat kedatangan permintaan spare part menyebabkan inventory level telah mencapai reorder point, maka akan ada pemesanan yang memicu kejadian penerimaan lot pengadaan.
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
Gambar 2. Event Graph Sistem Persediaan Spare Part
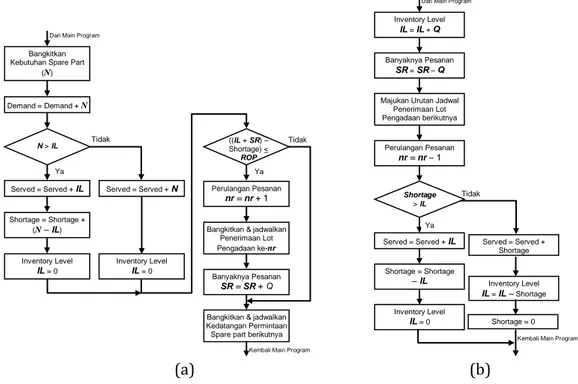
Pemodelan simulasi sistem persediaan spare part menggunakan pendekatan kejadian (event approach). Dimulai tahap inisialisasi yang mereset status sistem sesuai saat awal simulasi, termasuk status tingkat persediaan (inventory level, IL), permintaan yang terlayani (served), permintaan yang tidak terlayani (shortage) dan pengadaan yang telah terpesankan (scheduled receipts, SR). Masih di tahap inisialisasi, program mempersiapkan daftar kejadian (event list) awal yang berisikan saatnya kejadian kedatangan pertama permintaan spare part. Maka kemudian proses simulasi dieksekusi hingga kriteria penghentian simulasi terpenuhi. Dengan memindai daftar kejadian secara berulang, program memeriksa kejadian yang muncul terdekat atau mempunyai waktu terkecil. Apabila yang terpilih adalah kejadian kedatangan permintaan
spare part, maka program simulasi akan menjalankan langkah-langkah seperti Gambar 3 (a). Dan jika yang terpilih adalah kejadian penerimaan lot pengadaan, maka program simulasi akan menjalankan langkah-langkah seperti Gambar 3 (b).
(a) (b)
Gambar 3. Flowchart Event Routine
(a) Kejadian Kedatangan Permintaan Spare Part
(b) Kejadian Penerimaan Lot Pengadaan
Program simulasi komputer dirancang menggunakan software Microsoft Visual Basic. Software Microsoft Visual Basic dipilih sebagai tool pembangun program simulasi dalam penelitian ini karena termasuk high level programming language yang berbasis visual programming dengan kemudahan dalam merancang antarmuka. Sebagai bahasa pemrograman,
Served = Served + IL Served = Served + Shortage Inventory Level
IL = IL + Q
Inventory Level
IL = IL – Shortage Dari Main Program
Kembali Main Program Banyaknya Pesanan
SR = SR – Q
Majukan Urutan Jadwal Penerimaan Lot Pengadaan berikutnya Perulangan Pesanan nr = nr – 1 Shortage > IL Ya Tidak Shortage = Shortage – IL Inventory Level IL = 0 Shortage = 0 Bangkitkan
Kebutuhan Spare Part (N) Demand = Demand + N N > IL Served = Served + IL Shortage = Shortage + (N– IL) Served = Served + N Inventory Level IL = 0 Inventory Level IL = 0 ((IL + SR) – Shortage) < ROP
Bangkitkan & jadwalkan Penerimaan Lot Pengadaan ke-nr Perulangan Pesanan nr = nr + 1 Banyaknya Pesanan SR = SR + Q
Bangkitkan & jadwalkan Kedatangan Permintaan Spare part berikutnya
Ya Ya
Tidak Tidak
Dari Main Program
Kembali Main Program Kedatangan Permintaan Spare Part Penerimaan Lot Pengadaan
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
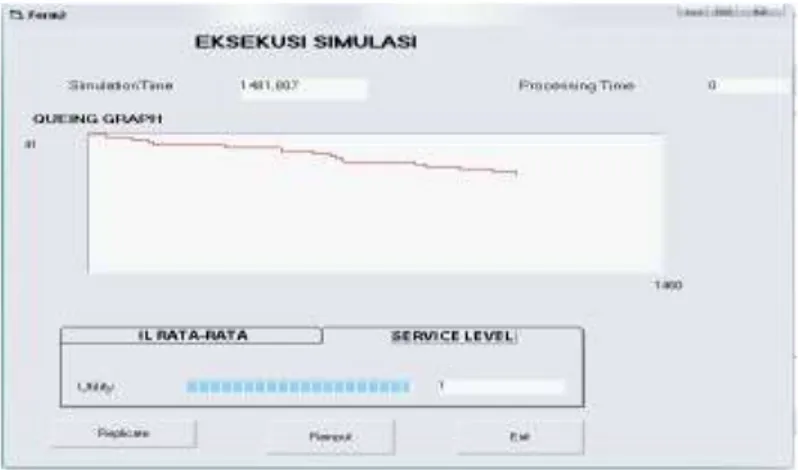
Microsoft Visual Basic dapat menunjang general purposes programming termasuk simulasi. Tampilan antarmuka output simulasi ditunjukkan Gambar 4.
Gambar 4. Antarmuka Output Simulasi
Setelah program simulasi sistem persediaan spare part dibangun, maka langkah selanjutnya adalah merancang ekperimen dengan memasukan nilai-nilai parameter yaitu nilai Q
dan ROP. Perancangan eksperimen yang diperlukan saat menggunakan “what if analysis” sebagai analisa untuk mengetahui apakah yang terjadi jika suatu sistem diterapkan.
Dengan menggunakan what if analysis, maka dilakukan perancangan eksperimen dengan menggunakan tiga skenario yang dikembangkan untuk menjadi alternatif sistem dengan melakukan variasi nilai Q dan ROP. Ketiga skenario untuk 10 spare part ditunjukkan Tabel 3.
Tabel 3. Skenario Alternatif Nilai Q dan ROP
No Kode
Spare Part
Sistem X Sistem Y Sistem Z Nilai ROP Nilai Q Nilai ROP Nilai Q Nilai ROP Nilai Q 1 A 12 20 13 22 11 20 2 B 30 50 27 56 29 53 3 C 25 52 31 59 29 58 4 D 20 40 23 44 19 37 5 E 42 60 39 64 38 58 6 F 10 20 11 22 8 23 7 G 13 17 12 30 14 23 8 H 15 30 17 33 13 26 9 I 35 65 29 60 32 59 10 J 18 38 21 29 19 34
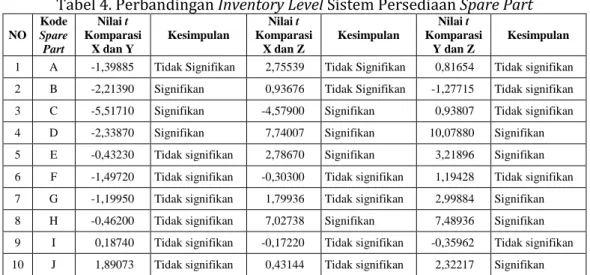
Program simulasi dijalankan dengan waktu simulasi selama 1460 hari, dengan replikasi sebanyak 10 kali untuk masing-masing spare part di setiap skenario untuk mendapatkan inventory levelnya. Hasil simulasi ketiga skenario selanjutnya dievaluasi dengan uji t seperti yang ditunjukkan Tabel 4.
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
Tabel 4. Perbandingan Inventory Level Sistem Persediaan Spare Part
NO Kode Spare Part Nilai t Komparasi X dan Y Kesimpulan Nilai t Komparasi X dan Z Kesimpulan Nilai t Komparasi Y dan Z Kesimpulan
1 A -1,39885 Tidak Signifikan 2,75539 Tidak Signifikan 0,81654 Tidak signifikan
2 B -2,21390 Signifikan 0,93676 Tidak Signifikan -1,27715 Tidak signifikan
3 C -5,51710 Signifikan -4,57900 Signifikan 0,93807 Tidak signifikan
4 D -2,33870 Signifikan 7,74007 Signifikan 10,07880 Signifikan
5 E -0,43230 Tidak signifikan 2,78670 Signifikan 3,21896 Signifikan
6 F -1,49720 Tidak signifikan -0,30300 Tidak signifikan 1,19428 Tidak signifikan
7 G -1,19950 Tidak signifikan 1,79936 Tidak signifikan 2,99884 Signifikan
8 H -0,46200 Tidak signifikan 7,02738 Signifikan 7,48936 Signifikan
9 I 0,18740 Tidak signifikan -0,17220 Tidak signifikan -0,35962 Tidak signifikan
10 J 1,89073 Tidak signifikan 0,43144 Tidak signifikan 2,32217 Signifikan
Berdasarkan hasil perbandingan uji t dan “what if analysis” untuk mengevaluasi inventory level rata-rata antar skenario di setiap spare part, maka rekomendasi nilai Q dan ROP
yang diusulkan dalam sistem persediaan spare part seperti yang ditunjukkan Tabel 5. Tabel 5. Rekomendasi Nilai Q dan ROP
No Kode
Spare part Nilai Q Nilai ROP
1 A 20 12 2 B 50 30 3 C 52 25 4 D 37 19 5 E 58 38 6 F 20 10 7 G 23 14 8 H 26 13 9 I 60 29 10 J 34 19
Hasil simulasi dengan waktu simulasi hingga 1460 hari semua skenario untuk semua
spare part belum menunjukkan terjadinya shortage, sehingga service level yang dicapai sebesar 100% .
Kesimpulan
Program simulasi dengan pendekatan Compound Poisson Process untuk memodelkan sistem persediaan 10 spare part RO terdiri dari main program (executive routine), event routines
dan beberapa subprogram lainnya. Event routines terdiri dari dua kejadian, yaitu Kejadian kedatangan permintaan spare part dan Kejadian penerimaan lot pengadaan. Setiap kejadian kedatangan permintaan spare part terjadi maka pasti akan membangkitkan jumlah spare part
yang dibutuhkan, hal ini yang menunjukkan proses stokastik Compound Poisson Process.
Setelah simulasi dijalankan dengan tiga skenario untuk masing-masing spare part, diperoleh usulan nilai Q dan ROP yang mengurangi inventory level namun mampu mengatasi permasalahan shortage untuk mencapai service level 100%.
Industrial Engineering Conference (IEC) 2012
Yogyakarta, 15 September 2012
Daftar Pustaka
Banks, J, 1998, Handbook of Simulation: Principles, Methodology, Advances, Applications and Practice, John Wiley & Sons, New York
Banks, J, Nelson, BL, Carson, JS & Nicol, DM, 2004, Discrete-Event System Simulation, Prentice Hall, New Jersey
Kandeep, S. 2004. Spare Parts Management An IT Automation Perspective.Jurnal Teknologi. Law, AM, 2006, Simulation Modeling and Analysis, 4th edition, McGraw-Hill, New York.
O’Connor, D.T. Patrick. 2000. Practical Reliability Engineering, John Wiley & Sons, London.
Pidd, M, 2006, Computer Simulation In Management Science, 5th edition,John Wiley & Sons, New
York
Ross, Sheldon, 1996, Stochastic Processes, John Wiley & Sons, New York
Walpole, RE, Myers, RH, Myers, SH & Ye, K, 2006, Probability and Statistics for Engineerrs and Scientists, 8th edition, Prentice Hall, New Jersey