TERHADAP KEKERASAN PAHAT KARBIDA TUNGSTEN
Tugas Akhir
Untuk memenuhi sebagai persyaratan Mencapai derajat Sarjana S.-1
Oleh :
JOKO WARSITO
NIM : 005214058
PROGRAM STUDI TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
EFFECT OF TiAlN SPUTTERING
ON HARDNESS OF TUNGSTEN CARBIDE CHISEL
Final Project
Presented as partial fulfillment of requirements To obtain the Sarjana Teknik Degree
By :
JOKO WARSITO
Student Number : 005214058
MECHANICAL ENGINEERING STUDY PROGRAM
SAINS AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
Dengan ini saya menyatakan bahwa dalam Tugas Akhir ini tidak terdapat karya yang pernah diajukan di suatu Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 30 September 2008
Joko Warsito
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa yang memberikan segala kenikmatanNya kepada kita semua, sehingga tugas penyusunan Tugas Akhir yang merupakan salah satu syarat mendapatkan gelar sarjana di Jjurusan Teknik Mesin Universitas Sanata Dharma ini dapat di tempuh.
Laporan Tugas Akhir ini berisiskan tentang hasil penelitian kami tentang Pengaruh Sputtering TIAlN Terhadap Kekerasan Pahat Karbida Tungsten di Badan Tenaga Nuklir Nasional (BATAN) Yogyakarta. Pada kesempatan ini, tak lupa penulis mengucapkan banyak-banyak terima kasih Kepada :
1. Romo Ir. Greg Heliarko S.J., S.S., B.S.T., M.Sc., M.A selaku Dekan Fakultas Sains Dan Teknologi Universitas Sanata Dharma yang telah memberikan semangat dan dorongan dalam penyelesaian Tuga Akhir ini.
2. Bapak Budi Sugiharto, S.T., M.T. selaku Ketua Program Studi Teknik Mesin Universitas Sanata Dharma yang juga telah memberikan semangat dan dorongan dalam penyelesaian Tugas Akhir ini.
3. Bapak I Gusti Ketut Puja, S.T., M.T. selaku dosen pembimbing Tugas Akhir ini yang telah memberikan bimbingan dalam penyelesaian Tugas Akhir ini. 4. Bapak Drs. BA. Tjipto Suyitno, MT, yang telah membimbing selama
melakukan pengujian di BATAN.
5. Bapak Karmadi yang telah membantu melakukan pengujian di BATAN.
6. Segenap staf pengajar Program Studi Teknik Mesin Universitas Sanata Dharma yang telah memberikan bekal ilmu.
9. Dik Wiwin yang selalu memberi dukungan dan kasih saying.
10.Semua temen-temen saya yang telah membantu, memberikan motivasi sehingga penyusun dapat menyelesaikan tugas ini.
Dalam penyelesaian Tugas Akhir ini, penulis telah berusaha semaksimal mungkin, namun dengan keterbatasan pengetahuan dan kemampuan yang dimiliki penulis, maka Tugas Akhir ini masih banyak membutuhkan penyempurnaan. Penulis sangan mengharapkan saran dan kritik dari semua pihak sehingga lebih sempurna. Dan semoga dapat bermanfaat.
Yogyakarta, September 2008 Penulis
DAFTAR ISI
Halaman Pernyataan Persetujuan Publikasu Tugas Akhir Intisari
2.1.3 Proses Pembentukan Lapisan Tipis ………... 6
2.2 Bahan-bahan ……… 11
2.2.1 Pahat Karbida ………... 11
2.2.2 Titanium ……….………... 12
2.3 Asal Kekuatan Logam ……… 15
2.3.1 Ikatan Logam ………... 15
2.3.2 Cacat Dalam Kristal ………... 16
2.3.3 Difusi Atom ………... 20
2.3.4 Karakteristik Pertambahan Batas Butir …………... 21
2.4 Analisa Hasil Penelitian ……… 23
3.2.2 Peralatan Penelitian ……… 28
4.2 Pembahasan ……… 45
4.2.1 Pengujian Kekerasan Knoop ……… 45
4.2.2 Foto Struktur Mikro ……… 48
BAB V KESIMPULAN DAN SARAN ………….……… 78
5.1 Kesimpulan ………..……… 50
Gambar 2.1 Tiga macam proses pertumbukkan lapisan tipis
( Wasa Dan Hakawa, 1992 ) ……… 8
Gambar 2.2 Susunan lapisan tipis yang terbentuk akibat sputtering ……… 10
Gambar 2.3 Ikatan logam ( Smallman. 1991 ) ……… 16
Gambar 2.4 Cacat titik dalam kristal ……… 17
Gambar 2.5 Dislokasi pada kristal ……… 18
Gambar 2.6 Slip akibat pergerakan dislokasi sisi ( Smallman, 1991 ) …… 19
Gambar 2.7 Slip akibat pergerakan dislokasi ulir ( Smallman, 1991 ) …… 19
Gambar 2.8 Mekanisme difusi ……….…… 21
Gambar 2.9 Pembentukan batas butir ( Van Vlack, 1991 ) ……….…… 22
Gambar 2.10 Penumbuk piramida intan ……….…… 24
Gambar 2.pemeriksaan contoh yang sudah dietsa ……….…… 26
Gambar 3.1 Diagram proses sputtering TiAlN pada pahat karbida ………. 27
Gambar 3.2 Prinsip kerja pompa rotari ………. 30
Gambar 3.3 Sistem tegangan tinggi DC ……….. 31
Gambar 3.4 Skema sistem deposisi plasma ……….. 32
Gambar 4.1 Diagram kekerasan knoop dengan variasi suhu ……….. 40
Gambar 4.2 Diagram kekerasan knoop dengan variasi waktu .……… 40
Gambar 4.3 Diagram kekerasan knoop dari bahan yang dipotong melintang ……. 41
Gambar 4.5 Foto struktur mikro permukaan benda uji sebelum dilakukan
Intisari
Pengujian sputtering TiAlN terhadap kekerasan pahat karbida bertujuan untuk mengetahui pengaruh sputtering terhadap kekerasan pahat karbida.
Pada penelitian ini dilakukan deposisi lapisan keras TiAlN tehadap substrat pahat karbida dengan menggunakan Ti dan Al sebagai targetnya dan gas argon sebagai gas sputter, serta gas nitrogen untuk membentuk senyawa dengan Titanium dan Aluminium sehingga menjadi TiAlN dan melapisi permukaan pahat karbida. Proses sputtering dilakukan dengan dua variasi, yaitu variasi suhu (150ºC, 200ºC, 250ºC dan 300ºC) dengan waktu konstan 1 jam dan variasi waktu (½ jam, 1 jam, 1½ jam dan 2 jam) dengan suhu konstan 200ºC. Setelah proses sputtering, dilakukan pengujian kekerasan knoop dan pengamatan strukktur mikro.
1.1. Latar Belakang
Dalam memenuhi kebutuhan teknologi yang terus berkembang, dituntut bahan-bahan logam yang mempunyai sifat-sifat yang lebih unggul. Antara lain: lebih keras, lebih tahan lama, mempunyai sifat ekonomis yang tinggi dan lain-lain. Dan untuk memperoleh suatu sifat-sifat mekanis yang lebih unggul tersebut perlu dilakukan kembali sebuah perlakuan. Misalnya untuk memperoleh suatu bahan yang keras menjadi lebih keras. Seperti yang telah banyak dikenal, yaitu proses quenching, yaitu bahan dipanaskan sampai diatas suhu kritisnya dan setelah itu didinginkan dengan cepat. Seperti dicelupkan kedalam air atau minyak. Dari perlakuan tersebut ternyata menghasilkan bahan yang lebih keras tetapi getas. Dewasa ini ditemukan suatu metode yang baru dalam proses pengerasan permukaan. Salah satu diantaranya adalah pelapisan permukaan dengan metode pendeposisian lapisan tipis (thin film) dengan teknologi sputtering.
Mengenai pendeposisian lapisan tipis oleh (Konuma, 1992) dapat digolongkan menjadi :
1. Phisical Vapour Deposition (PVD) a. Sputter Deposition
b. Ion Platting
2
2. Chenical Vapour Deposition (CVD) a. Plasma Enhanced CVD
b. Plasma Decomposition c. Plasma Polymerization 3. Chemical Modification
a. Ion Nitriding b. Ion Carburizing c. Plasma Nitriding d. Plasma Oxidation
Dalam menghadapi perkembangan zaman, penelitian ini sangat diperlukan. Karena aplikasi teknologi lapisan tipis telah berkembang dan menjangkau berbagai bidang, seperti bidang mekanik, listrik magnit, kimia, elektronika maupun optic. Di bidang mekanik, dapat digunakan untuk meningkatkan sifat keausan mekanik suatu metal, meningkatkan kekerasan, meningkatkan keausan dan ketahanan terhadap korosi.
Dalam penelitian yang dilakukan ini, menggunakan metode sputtering
dengan lapisan tipis TiAlN. Bahan yang akan disputtering adalah pahat bubut karbida tungsten.
1.2. Rumusan Masalah
1.3. Batasan Masalah
Parameter proses pembuatan lapisan tipis dengan metode sputtering meliputi suhu, waktu, perbandingan gas, tegangan antar elektroda, tekanan gas dan jarak antar elektroda dan jarak antar elektroda. Dalam penelitian ini akan dibatasi pada variasi suhu, variasi waktu, sedangkan perbandingan gas, tekanan gas, tegangan antar elektroda dan jarak elektroda dan jarak antar elektroda dalam kondisi konstan.
1.4. Tujuan Penelitian
Dalam proses pendeposisian target titanium dan aluminium pada substrat pahat karbida berguna untuk:
1. Meningkatkan kekerasan pahat karbida
2. Meningkatkan kemampuan pemotongan yang baik 3. Memperpanjang umur pahat karbida
1.5. Manfaat Hasil Penelitian
1. Hasil penelitian dari terbentuknya lapisan tipis TiAlN pada substrat pahat karbida diharapkan dapat meningkatkan kekerasan permukaan pahat karbida sehingga pahat memiliki kemampuan pemotongan lebih baik.
B A B II LANDASAN TEORI
2.1. Umum
Deposisi lapisan tipis (menempelkan atau mencangkokkan atom asing di
permukaan suatu bahan) dengan ketebalan beberapa mikron manfaatnya saat ini
telah menjangkau pada berbagai bidang dan sedang banyak diteliti. Banyak cara
yang dapat di tempuh untuk melakukan deposisi ini seperti, dengan metode
penguapan, lucutan gas atau metode sputtering yang masing-masing metode
mempunyai kelebihan dan kelemahan sendiri-sendiri. Metode penguapan
membutuhkan peralatan yang cukup sederhana, tetapi atom asing yang datang ke
permukaan bahan mempunyai daya rekat yang tidak terlalu kuat.
Pada metode lucutan gas atau sputtering ion-ion dari suatu atom yang
terbentuk dari suatu tabung lucutan mempunyai tenaga kinetik yang besar,
sehingga ion-ion tersebut mampu masuk kepermukaan bahan lebih dalam. Dengan
demikian, metode sputtering memungkinkan lapisan tipis yang keras mempunyai
daya rekat yang lebih kuat.
Pada penelitian ini telah dilakukan deposisi lapisan keras TiAlN substrat
pahat Karbida dengan menggunakan Ti dan Al sebagai targetnya dan gas argon
sebagai gas sputter, serta gas nitrogen untuk membentuk senyawa dengan
Titanium dan Alumunium sehingga menjadi (TiAlN) dan melapisi permukaan
pahat karbida.
2.1.1. Metode Sputtering.
Partikel–partikel elektron ion berenergi tinggi yang ditembakkan pada
bahan padat dapat menyebabkan atom–atom individu bahan tersebut akan
memperoleh energi yang cukup untuk melepaskan diri dari permukaannya. Proses
ini dinamakan sputtering. Atom–atom yang terhambur dari permukaan akibat
sputtering ini dapat di gunakan dalam proses pendeposisian lapisan pada suatu
substrat (Stuart, 1983).
Dalam proses pendeposisian dengan metode sputtering target
dibombardier dengan partikel–partikel berat (ion–ion positif) yang bergerak cepat
dalam sistem vakum, sehingga atom–atom bahan target dapat tersputter memancar
ke berbagai arah yang sebagaian diantaranya akan bergerak menuju substrat.
Atom–atom yang tersputter dengan energi yang cukup tinggi tersebut selanjutnya
menumbuk permukaan substrat dengan menekan atom–atom permukaan dan
selanjutnya menempati posisi interstisi atau atom substitusi pada kisi kristal.
Atom–atom yang tersputter tersebut akhirnya bergerak masuk kedalam bahan
substrat menempati posisi interstisi atau mengisi kekosongan (substitusi pada
batas–batas butir). Pergeseran atom–atom permukaan target akan lebih isotropik
akibat tumbukan beruntun dan akhirnya atom–atom dapat lolos dari permukaan
target (Wasa dan Hayakawa, 1992).
Dalam pendeposisian (sputtering), energi dari atom–atom tersputter yang
menumbuk permukaan substrat adalah cukup besar yaitu sekitar 2 sampai 30 eV
6
atom – atom tersputter ke dalam bahan substrat cenderung berjalan dengan
mudah.
2.1.2. Kelebihan Metode Sputtering.
Kelebihan pembuatan lapisan tipis dengan metode sputtering adalah
sebagai berikut :
a. Berbagai jenis bahan seperti logam, paduan (alloy), dan isolator dapat
digunakan bila dibandingkan dengan evaporasi.
b. Mudah menghasilkan lapisan tipis dari bahan yang mempunyai titik leleh
tinggi jika dibandingkan dengan metode evaporasi.
c. Bahan target sputtering memiliki keawetan atau ketahanan fisik yang baik
sehinnga lebih efisien (Stuart, 1983).
d. Ketebalan lapisan tipis yang dihasilkan dapat dikontrol dengan waktu
pendeposisian pada saat pembuatannya (Stuart, 1983).
2.1.3. Proses Pembentukan Lapisan Tipis.
Dalam proses ini atom yang terpecik mempunyai energi cukup besar untuk
menumbuk permukaan substrat, sehingga saling campur (intermixing) dan proses
difusi antara atom-atom terpecik dan bahan substrat cenderung terjadi dengan
mudah. Oleh karena itu gaya tarik-menarik antara lapisan tipis dan substrat yang
diperoleh dengan pendeposisian sputtering lebih kuat dari pada dengan evaporasi.
Dalam proses pendeposisian, bahan target dibombardir dengan
partikel-partikel berat (ion-ion positif) yang bergerak cepat dalam suatu siatem vakum,
yang sebagaian akan bergerak menuju substrat. Atom-atom yang terpecik dengan
energi cukup tinggi tersebut selanjutnya menumbuk permukaan substrat dan
menekan atom-atom permukaan menuju tempat interstisi pada kisi kristal.
Atom-atom terpecik itu sendiri akan bergerak masuk ke dalam bahan substrat untuk
menempati posisi interstisi atau mengisi kekosonganpada batas butir, dimana
atom-atom yang telah terdeposit ini mempunyai energi ikat yang tinggi, sehingga
sedikit sekali terjadi refleksi. Dalam kondidi demikian proses difusi atom-atom
dalam lapisan tipis menjadi halus dan mempunyai tingkat kerapatan yang tinggi.
Akibat adanya panas maka proses rekristalisasi berkembang selama proses
pembentukan lapisan tipis sehingga akan berbentuk adanya
8
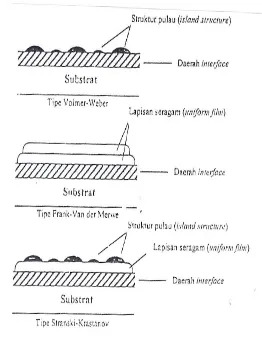
Gambar 2.1. Tiga macam proses pertumbukkan lapisan tipis (Wasa dan
Hayakawa, 1992).
Proses pertumbuhan lapisan tipis meliputi proses stastitik nukleasi, difusi
permukaan yang mengontrol pertumbuhan inti dimensi tiga, dan pembentukkan
struktur jaringan yang selanjutnya mengisi seluruh permukan substrat untuk
memberikan lapisan kontinyu. Proses pertumbuhan dapa dijelaskan sebagai
Tiga tipe pertumbuhan lapisan tipis adalah sebagai berikut :
a. Tipe pulau (island structure) disebut tipe Volmer Webwer.
b. Tipe lapisan seragam (uniform film) disebut tipe frank Van Der Merme.
c. Tipe campuran disebut tipe sranski-Krastonov.
Dalam proses pembentukan lapisan tipis terdapat berbagai parameter yang
mempengaruhi, diantaranya adalah suhu substrat dan waktu pendeposisian.
a. Suhu substrat
Atom-atom suatu bahan tidak bergerak oleh karena pada kondisi seperti
ini, atom-atom menduduki keadaan dengan energi terendah dan setiap atom
menempati kedudukan dalam susunan geometri yang teratur, pada keadaan ini
tidak terdapat getaran thermal dala atom. Bila suhu dinaikkan maka energinya
akan menungkat sehingga menyebabkan atom-atom bergetar sehingga akan
menyebabkan jarak antar atom yang lebih besar. Jarak antar atom yang lebih besar
akan memungkinkan atom-atom yang memiliki energi tinggi akan berada diatas
energi ikatannya, sehingga taom-atom akan bergerak menabrak ikatannya dan
melompat ke posisi yang baru dan akan mengakibatkan jumlah kekosongan
meningkat dengan cepat secara eksponental. Cuplikan yang bersuhu tinggi akan
memungkinkan atom-atom asing menyisip lebih dalam diantara celah-celah atom
atau menempati posisi kekosongan yang ada. Hal ini menyebabkan atom-atom
asing terikat dan semakin kuat menempel pada bahan sehingga lapisan yang
10
b. Waktu pendeposisian
Lama pendeposisian akan berpengaruh pada ketebalan lapisan tipis yang
dihasilkan. Semakin lama pendeposisian, maka semakin banyak atom-atom bahan
target yang terdeposit menempati posisi interstisi pada batas butir, sehingga
kerapatan bahan disekitar permukaan akan meningkat dan dapat menghasilkan
lapisan tipis yang optimum. Kondisi ini juga dipengaruhi oleh daerah interstisi
atau kekosongan yang disediakan oleh substrat akibat naiknya temperature.
Setelah terbentuk lapisan tipis, akan terjadi saling difusi antar atom-atom
yang mengendalikan struktur dari lapisan tipis sehingga permukaan lapisan tipis
menjadi halus selama proses kristalisasi berkembang sehingga akan terbentuk
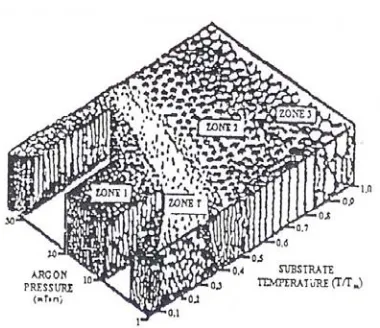
polikristal-polikristal dengan orientasi yang acak (Konuma, 1992). Polikristal
yang terbentuk memiliki morfologi yang dapat dibagi dalam beberapa daerah
lapisan.
Pada zone I, struktur lapisan pada daerah tersebut disebabkan oleh migrasi
atom-atom terpecik pada permukaan substrat yangf dipengaruhi oleh serapan
atom-atom (absorbed atom). Struktur ini dibangun dari kristal-kristal yang lancip
dengan bagian atas melengkung dan mengisi kekosongan pada batas butir.
Pada zone T, dipandang sebagai daerah transisi tempat lapisan
memperlihatkan strukturberserat dan kristal-kristal tumbuh tegak lurus terhadap
permukaan bidang substrat. Karena kristal berkembang saling menutupi satu sama
lain, rapat jenis lapisan pada jenis ini hamper sama dengan rapat jenis material
induk. Permukaan lapisan ini relative halus dan mempunyai regangan yang kuat
serta nilai kekerasannya yang sangat tinggi.
Pada zone II, migrasi atom pada permukaan substrat menjadi aktif,
struktur di bangun dari butir-butir kolom. Ukuran butir meningkat dengan
meningkatnya T/Tm dimana T adalah suhu substrat dan Tm adalah titik leleh
bahan target.
Pada zone III, merupkan daerah tempat difusi atom-atom yang
mengendalikan struktur akhir lapisan tipis.
2.2. Bahan-bahan 2.2.1. Pahat Karbida
Pahat karbida merupakan salah satu jenis alat potong yang terbentuk dari
Tungsten Carbide (wc) menggunakan metalurgi bubuk (Powder Metallurgy)
dengan Cobalt (Co) sebagai bahan pengikat (binder). Alat potong ini dibuat
12
cor dan bahan non-baja dengan kecepatan yang lebih tinggi yang tidak bisa
dilakukan oleh alat potong dari bahan baja kecepatan tinggi.
Pahat karbida dibagi menjadi 2 tipe dasar, yaitu pahat karbida untuk
memotong bahan non baja yang terbentuk dari Wc-Co dan pahat karbida untuk
memotong bahan baja yang merupakan kombinasi Tic dan TaC yang ditambahkan
kedalam Wc-Co. Kedua tipe pahat karbida tersebut mempunyai sifat-sifat yang
sama, yaitu :
a. Daya tekan tinggi
b. Kekerasan yang tinggi (90-95 HRA)
c. Ketahanan terhadap panas yang baik
d. Tahan lama
e. Lebih getas
Pahat karbida untuk memotong bahan non baja yang terbentuk dari Wc-Co
dapat digunakan untuk memotong bahan-bahan yang berupa aluminium,
kuningan, tembaga magnesium, titanium dan bahan non baja yang lain. Sedang
pahat karbida untuk memotong bahan baja yang merupakan kombinasi TiC dan
TaC yang ditambahkan kedalam Wc-Co dapat digunakan untuk memotong bahan
yang berupa baja karbon rendah dan baja campuran lyang lain.
2.2.2. Titanium
Titanium disini berfungsi sebagai target yang nantinya akan digunakan
untuk melapisi logam aluminium. Titanium mula-mula dihasilkan dari biji yang
mengandung titanium dan gas Cl2 dan direaksikan pada suhu tinggi menghasilkan
spons, kemudian dicairkan dalam tanur busur listrik di dalam vakum atau dengan
lingkungan gas mulia untuk membuat titanium ingot, selanjutnya ingot dipanasi
pada temperature 800-1000°C dan dirol pada suhu 700-800°C dan dibuat menjadi
bahan yang akan dikerjkan selanjutnya.
Titanium mempunyai titik cair yang tinggi, yaitu 1668°C dengan titik
transpormasi pada 882°C dari α Ti (hcp) ↔ β Ti (bcc), α ada pada temperatur
rendah, berat jenisnya adalah 4,54 gr/cm3, kira-kira 60% dari baja. Titanium
mempunai ketahanan korosi yang sangat baik, hamper sama dengan kethanan
korosi baja tahan karat. Titanium sendiri merupakan suatu logam yang aktif, tetapi
titanium membentuk lapisan pelindung yang halus pada permukaanya, yang
mencegah berlanjutnya korosi keadaan. Kalau titanium dipanaskan diudara akan
terjadi lapisan kulit TiO, Ti2O, sedang hydrogen yang terbentuk dari uap air di
udara akan diserap oleh titanium. Selanjutnya N juga diserap oleh titanium
sehingga menyebabkan titanium menjadi keras.
2.2.3. Aluminium
Pada percobaan ini jenis aluminium yang digunakan sebagai substrat
bukan aluminium murni, melainkan aluminium paduan. Dengan komposisi unsur
Cu sebesar 4%, unsur Mg sebesar 0,5% dan unsur Mn sebesar 0,5%
2.2.3. Gas Argon
Gas argon digunkan untuk mensputter atom-atom target. Prinsip kerja dari
pendeposisian itu adalah adanya ion-ion target yang menumbuk ion-ion substrat.
Untuk mengubah atom-atom tersebut menjadi ion-ion harus melalui proses
14
menjadi ion-ion didalam ruangan vakum dan adanya gas mulia sebagai media
pengubahnya serta adanya aliran tegangan sebagai pengaktifnya. Dan gas mulia
yang digunakan diproses ini adalah argon.
Gas argon yang digunakan adalah gas argon biasa bukan gas argon murni
mengingat harganya yang sangat mahal. Walau hanya gas argon biasa, dimana
kemurniannya hanya sekitar 98%, tetapi kemampuan puntuk proses ionisasinya
tetap bagus, tetapi tidak sebagus yang murni.
Pemilihan gas argon disamping sebagai gas mulia juga dikarenakan energi
sputtering gas argon yang tinggi terhadap unsure titanium dan alumunium
sehingga sangat efektif untuk melepaskan atom-atom titaniumdari permukaan
target (Stuart, 1983).
2.2.5. Gas Nitrogen
Gas nitrogen dan gas argon digunakan bersama-sama untuk membentuk
senyawa dengan Ti menjadi TiN. Senyawa TiN ini nantinya yang akan
mendeposisi permukaan pahat carbide. Penggunaan nitrogen ini karena lapisan
TiN mempunyai sifat-sifat : koefisien gesek rendah, suhu peleburan tinggi dan
kekerasan yang tinggi. Di samping itu, lapisan TiN juga mempunyai ketahanan
korosi yang baik.
2.3. Asal Kekuatan Logam
Asal kekuatan logam disini akan menjelaskan tentang bagaimana atom
titanium nitrida dan atom alimunium nitrida bias berikatan (mempunyai ikatan
2.3.1. Ikatan Logam
Jenis ikatan yang terbentuk pada unsure-unsur logam menjadikan ciri khas
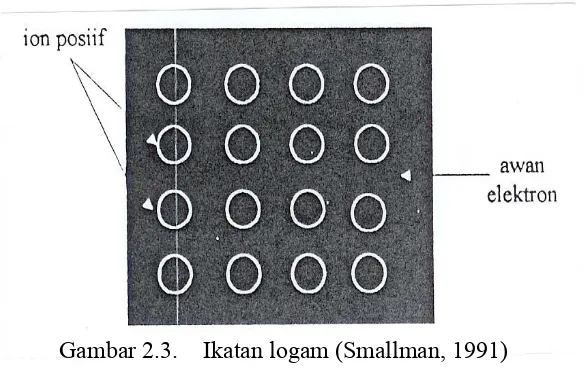
suatu logam. Elektron pada kulit yang terluar suatu logam bergerak sebagai awan
melalui ruang antar inti yang bermuatan positip bersama kulit elektron lainnya.
Inti beserta kulit elektron dibagian dalam dianggab sebagai bola keras yang
tersusun padat dengan pola teratur dan membentuk apa yang dinamakan susunan
kristal seperti pada gambar 2.3.
Susunan ion positif terikat menjadi satu oleh lawan elektron yang
bermuatan negative membentuk kecenderungan khusus untuk menempati lokasi
tertentu, ion dapat bergerak dalam kisi kristal tanpa mengganggu keteraturan pola.
Selain awan elektron dapat digerakkan kearah tertentu oleh potensial listrik dan
arus listrik.
Konduktivitas listrik merupakan karakteristik khas logam. Pada kristal
dengan ikatan ion atau ikatan kovalen, elektron terikat dan tidak bebas bergerak.
Hanya bila potensial cukup tinggi (potensial tembus), elektron dapat bergerak
lepas.
Ada perbedaan sifat antara ikatan logam dengan ikatan-ikatan lainnya,
yaitu terletak pada perilakunya bila dipengaruhi oleh gaya /beban luar. Gaya kecil
tidak seberapa pengaruhnya terhadap ketiga jenis ikatan tersebut. Regangan atau
perpanjangan terjadi lenyap bila gaya ditiadakan. Sifat ini disebut perpanjangan
elastis. Bila gaya cukup besar, pada ikatan logam terjadi pergelinciran logam dan
membentuk pola sejenis yang tetap bertahan meski gaya ini ditiadakan, peristiwa
16
Gambar 2.3. Ikatan logam (Smallman, 1991)
Hal ini dimungkinkan karena semua ion memiliki sifat yang sama dan
elektron tidak terikat pada atom tertentu. Sebaliknya atom dengan ikatan ion akan
menentang gerak luncuran tersebut karena ion dan elektron terjadi ikatan yang
kuat. Oleh karena itu, bahan dengan ikatan ion cenderung rapuh.
Karena adanya kemampuan inti untuk saling meluncur, kristal dengan
ikatan logam dapat dibentuk secara mekanik dan ikatan antar atomnya tetap kuat,
sifat pini disebut dengan keuletan (ductility) atau kekenyalan, yang merupakan
sifat karakteristik keadaan pada logam.
2.4.2. Cacat Dalam Kristal
Kristal ideal adalah kristal yang setiap atomnya memiki tempat
keseimbangan tertentu pada kisi yang teratur. Namun demikian dalam
kenyataanya sehari-hari, kristal tidak pernah sempurna. Struktur dasar kristal
logam yang sebenarnya memang beraturan, akan tetapi distorsi kisi serta cacat
tidak pernah diam melainkan bergetar disekitar kedudukan keseimbangannya
dalam kisi, dengan frekuensi yang ditentukan oleh gaya antar atom dan dengan
amplitudo yang akan bergantung pada temperatur kristal. Penyebab lain dari cacat
kristal adalah kehadiran atom-atom asing, baik disengaja maupun tidak disengaja
seperti pada unsur-unsur paduan yang disebut dengan ketidakmurnian (impurity),
karena perbedaan jari-jari atomnya akan menyebabkan distorsi-distorsi local pada
kisi pelarut yang bersangkutan.
Gambar 2.4. Cacat titik dalam kristal
(a). Kekosongan
(b). Interstisi
(c). Ketidakmurnian (Smallman, 1991)
Cacat kristal dapat dikatagorikan menjadi dua macan, yaitu : cacat titik
dan cacat dislokasi. Gambar 2.4 menunjukkan adanya tiga jenis dasar cacat titik,
antara lain : kekosongan, interstisi dan kehadiran atom asing atau disebut dengan
ketidakmurnian.
Kekosongan dan interstisi pada kristal diperlukan tenaga seperti 1 eV atau
18
naiknya suhu. Kehadiran cacat titik pada kristal logam memungkinkan terjadi
difusi atom didalamnya, yaitu adanya lompatan atom ketempat kosong yang
berada didekatnya.
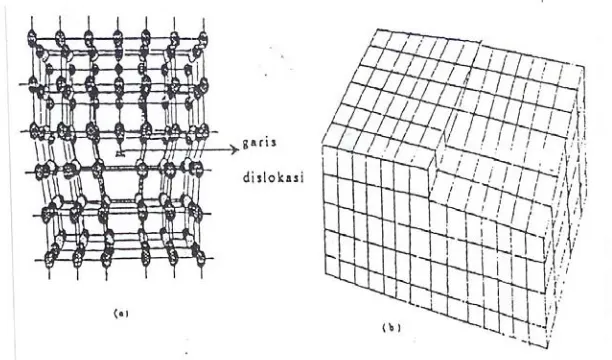
Gambar 2.5. Dislokasi pada kristal : (a) Dislokasi sisi, (b) Dislokasi ulir
(Van Vlack, 1991)
Cacat garis (dislokasi) sering dijumpai dalam kristal logam. Pada cacat ini
substrat atom tidak berada pada kedudukan yang sebenarnya. Terdapat dua bentuk
dislokasi, yaitu dislokasi sisi (Gambar 2.5a) dan dislokasi ulir (Gambar 2.5b).
Dislokasi sisi ini dapat digambarkan sebagai sisipan satu bidang atom tambahan
dalam struktur kristal, sedangkan dislokasi ulir dapat digambarkan sebagai suatu
irisan yang dibuat pada kristal sempurna sampai tengah-tengah, kemudin satu
Gambar 2.6. Slip akibat pergerakan dislokasi sisi (Smallman, 1991)
Pergerakan dislokasi baik sisi maupun ulir dapat mengakibatkan slip. Pergerakan
dislokasi sisi digambarkan pada gambar 2.6. Setengah bidang tumpukkan
bergerak kekenan sehingga menghasilkan tangga slip dipermukaan kristal. Untuk
proses slip akibat dislokasi ulir dapat dilihat pada gambar 2.10.
Gambar 2.7. Slip akibat pergerakan dislokasi ulir (Smallman, 1991)
Pergerakan dislokasi ini menentukan kekuatan logam, semakin mudah
dislokasi bergerak, kekuatan logam akan menurun dan semakin sulit dislokasi
20
pergerakkan dislokasi dapat dilakukan dengan memasukkan atom asing seperti
karbon, tungstem, chromium dan nitrogen kedalam logam.
2.3.3. Difusi Atom
Untuk memahami perilaku logam atau paduan khususnya pada temperatur
tinggi diperlukan pengetahuan tentang difusi. Difusi didifinisikan sebagai
pergerakan ataom atau molekul dalam bahan. Kehadiran cacat titik dalam kristal
memungkinkan difusi atom didalamnya. Mekanisme difusi ada dua macam, yaitu
: difusi interstisi dan difusi kekosongan. Difusi interstisi menggambarkan keadaan
ketika atom tidak lagi bergerak disekitar kisi kristal, akan tetapi menempati posisi
interstisi seperti pada gambar 2.8b.
Jika terdapat kekosongan, difusi terjadi dalam lompatan atom yang
berdekatan ketempat kosong. Sehingga timbul kekosongan baru dibelakangnya,
kemudian disusun dengan atom lain yang bias melompat ketempat lain itu dan
seterusnya seperti pada gambar 2.8a. Pada difusi, kekosongan peluang sebuah
atom untuk melompat berkedudukan sebelahnya akan bergantung pada energi
aktivitas untuk pindah dan peluang kosongnya kedudukan yang sebanding dengan
Gambar 2.8. Mekanisme difusi : (a). Dengan kekosongan
(b). Dengan interstisi (Van Vlack, 1991)
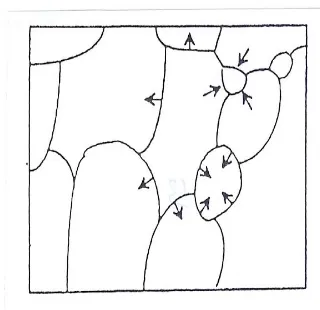
2.4.4. Karakteristik Pertumbuhan Batas Butir.
Butir didifinisikan sebagai kristal-kristal yang terdapat dalam bahan pada
suatu volume tertentu yang memiliki orientasi tertentu pula. Banyak butir dalam
bahan zat padat biasanya diatur oleh adanya butir-butir lain yang disekitarnya,
dalam setiap butir semua sel satuan teratur dalam satu arah dan dalam satu pola
tertentu. Pada batas butir antara dua butir yang berdekatan terdapat daerah transisi
yang tidak searah dengan pola pada kedua butiran tadi, seperti terlihat pada
22
Batas butir dapat dianggap berdimensi dua, bentuknya mungkin
melengkung dan memiliki ketebalan tertentu, yaitu 2 sampai 3 kali jarak antar
atom (Van Vlack, 1991). Ketidakseragaman antar orientasi antara bahan yang
berdekatan menghasilkan tumpukan atom yang kurang efisien sepanjang batas
butir. Oleh karena itu, atom yang berada sepanjang batas butir memiliki energi
yang lebih tinggi dengan yang terdapat dalam butir dan ini yang menyebabkan
mengapa daerah berbatasan butir mudah terkikis.
Tumpukan atom yang lebih sedikit pada batas butir akan memperlancar
difusi atom dan ketidakseragaman orientasi pada butir yang berdekatan akan
mempengaruhi kecepatan gerak dislokasi. Jadi batas butir akan mengubah
regangan praktis dalam bahan. Batas butir dapat menghalangi slip karena dislokasi
perlu disesuaikan ketika akan memasuki butir yang lain. Butir yang berdekatan
biasanya miring atau terputar kedudukannya terhadap butir yang sedang
mengalami slip. Jadi diperlukan gaya yang lebih besar untuk meneruskan slip dan
melintasi batas butir.
Semua bahan kristalin, baik logam maupun bahan non logam mempunyai
karakteristik sendiri-sendiri terhadap pertumbuhan butirnya, laju pertumbuhan
tergantung pada suhu, dimana kenaikkan suhu akan berakibat menigkatnya energi
getaran termal. Yang kemudian mempercepat proses difusi atom melalui batas
batas butir yaitu dari butiran yang kecil menuju ke yang lebih besar atau dari arah
butiran yang memiliki permukaan cembung menuju butiran yang memiliki
permukaan cekung. Karena butiran yang kecil cenderung untuk mempunyai
permukan lebih cembung dibandingkan dengan butir yang besar. Akibatnya butir
yang kecil lam-kelamaan akan hilang karena termakan oleh butiran yang besar
(Van Vlack, 1991).
2.4. Analisa Hasil Penelitian 2.4.1. Kekerasan Knoop
Kekerasan merupakan ketahanan bahan terhadap adanya deformasi plastis.
Deformasi terjadi jika suatu bahan dikenai beban tertentu yang kekuatannya
melebihi kekuatan dari deformasi bahan tersebut sehingga struktur bahan yang
ada didalam bahan tersebut akan bertambah atau bergeser. Untuk logam, sifat
tersebut merupakan ukuran ketahanannya terhadap deformasi elastik maupun
deformasi plasti. Deformasi elastis terjadi jika beban pada suatu logam telah
dihilangkan tetapi logam tersebut masih dapat kembali kebentuk semula. Hal ini
terjadi karena beban batas belum melampui batas elastis. Sedang deformasi
permanent plastis terjadi jika beban pada logam telah dihilangkan tetapi deformasi
24
elastis (Diefer, 1897). Jika ketahanan beban terhadap deformasi suatu bahan
lemah , maka beban tersebut mempunyai kekerasan yang rendah.
Pada pengujian kekerasan ini digunakan kekerasan dengan skala mikro
(mikro hardness) karena bahan yang akan diuji berupa lapisan tipis (thin film),
jika digunakan uji kekerasan dengan skala makro, maka kekerasan yang diperoleh
bukan kekerasan pada lapisan tipis, melainkan kekerasan pada bahan induknya
(base metal). Jenis kekerasan lmikro yang digunakan adalah kekerasan knoop.
Dalam uji kekerasan knoop, digunakan penumbuk yang terbuat dari intan yang
berbentuk paramida sedemikian sehingga dihasilkan lekukan bentuk intan dengan
perbandingan diagonal panjang dan pendek adalah 7:1.
Dari gambar 2.10 dapat dilihat bahwa panjang diagonal melintang dari
piramida knoop lebih panjang dari panjang diagonal Vickers sehingga untuk
pengukuran kekerasan dengan skala mikro, panjang lekukan yang ditimbulkan
dari penumbuk knoop akan akan lebih panjang dari penumbuk Vickers sehingga
pengukuran menjadi lebih mudah dan hasilnya lebih akurat. Disamping itu, ujung
piramida intan dari Vickers lebih runcing dari pada ujung piramida knoop.
Dengan beban penumbuk yang sama, maka ujung piramida Vickers akan lebih
mudah untuk mendeformasi (menembus) permukaan lapisan tipis dibandingkan
dengan ujung piramida knoop. Karena lebih mudah mendeformasi lapisan tipis,
maka kemungkinan ujung piramida Vickers akan .
2.4.2. Pengamatan struktur mikro
Pengamatan stuktur mikro disini dimaksudkan untuk mengetahuimorfologi
permukaan dari lapisan TiAlN yang dibuat.
Pengamatan lapisan tipis TiAlN ini menggunakan mikroskop metalurgi.
Dengan mikroskop dapat diamati permukaan logam. Selain deformasi permukaan
dapat diamati juga susunan dari logam tersebut. Setelah logam dipoles,
permukaan logam yang halus itu akan tertutup oleh selaput yang terdeformasi,
dengan larutan etsa selaput tersebut akan terkikis, permukaan menjadi buram,
sebagaian batas butir terkikis dan komponen-komponen tertentu akan nampak
akibat kikisan selektif dari larutan etsa tadi. Larutan etsa untuk bahan pahat
26
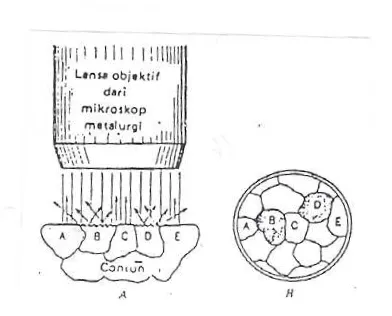
Gambar 2.11: Pemeriksaan contoh yang sudah dietsa.
(A) Contoh yang dietsa sedang diperiksa dengan mikroskop.
(B) Penampilan contoh melalui mikroskop.
Pada gambar 2.11 (A), tampak arah pemantulan cahaya akibat pantulan
dari permukaan benda uji. Bila cahaya yang dipantulkan masuk kedalam lensa
mikroskop, permukaan tampak dengan jelas (terang). Bila berkas dipantulkan dan
tidak mengenai lensa, daerah itu akan tampak hitam. Batas butir tampak seperti
alur yang mengelilingi setiap butir dan cahaya tidak dipantulkan kedalam lensa.
Jadi batas butir tampak seperti garis-garis hitam. Pada gambar 2.11 (B), terlihat
DESKRIPSI PENELITIAN
3.1. Waktu dan Tempat
Waktu penelitian tentang deposisi lapisan tipis TiAlN pada substrat pahat karbida dengan metode sputtering ini dilaksanakan mulai 25 Juli 2005 sampai 28 Juli 2005.
Penelitian tentang deposisi lapisan tipis TiAlN pada substrat pahat karbida dengan metode sputtering ini dilakukan di Badan Tenaga Nuklir Nasional (BATAN) di bidang Akselerator.
Penyiapan bahan dan Peralatan penelitian
Proses pendeposisian target Terhadap substrat
Pengujian kekerasan knoop Dan pengamatan struktur Mikro
28
28 3.2. Bahan dan Peralatan Penelitian 3.2.1. Bahan Penelitian
Bahan utama (substrat) yang digunakan pada penelitian ini adalah pahat karbida. Pahat karbida berbentuk kecil-kecil dengan ukuran 12mm x 10mm x 4mm.
Gas yang digunakan untuk menembaki target adalah gas argon. Gas argon yang digunakan adalah gas argon teknis dengan pertimbangan harga. Gas lain yang digunakan adalah gas nitrogen. Gas nitrogen ini nantinya bersama-sama dengan logam titanium dan alumunium akan membentuk ion TiAlN dan melapisi permukaan pahat karbida. Senyawa TiAlN sifat keras yang baik sehingga dapat menambah kekerasan pahat karbida.
Bahan-bahan lain yang ikut mendukung penelitian ini adalah alkohol, kertas abrasive dan alat pengasah untuk menghaluskan permukaan pahat karbida.
3.2.2.Peralatan Penelitian
Secara garis besar peralatan penelitian yang akan digunakan dalam pendeposisian lapisan tipis TiAlN pada substrat pahat karbida ini terdiri dari :
a. Tabung Lucutan
Tabung lucutan ini berbentuk silinder dengan ukuran diameter sekitar 4 cm dan tinggi sekitar 30 cm. Tabung ini terbuat dari bahan stainless steel dan pada bagian dalam tabung dipasang dua buah elektroda (anoda dan katoda) dengan jarak pisah elektroda 4cm. Tabung lucutan ini dibuat oleh P3TM-BATAN.
29
Alat pemanas yang digunakan ini adalah lilitan kawat nikelin yang dibentuk sedemikian rupa sehingga dapat dipasang tepat pada anoda.
Untuk menukur dan mempertahankan pemanasan pada substrat, maka dipakai alat pengukur suhu yang dilengkapi dengan thermostat, sehingga pengaturan suhu dapat dilakukan dengan mudah. Bila suhu substrat sudah mencapai suhu yang telah diset, maka pemanas akan memutuskan tegangan pada relaynya. Jika suhu mulai turun lagi, pemanas hidup kembali, demikian seterusnya. Sistem pemanas ini buatan Shimaden, Jepang.
c. Alat Pengatur Tekanan
Alat ini ada dua macam, yang pertama adalah alat yang mengatur laju gas yang masuk ketabung plasma, sedangkan yang kedua adalah alat yang mengatur perbandingan gas antara gas argon dan gas karbon. Yang pertama dapat digunakan untuk menvariasi besar tekanan gas yang diinginkan dan dihubungkan dengan alat pembaca tekanan dalam bentuk digital. Satuan yang digunakan adalah torr. Kedua alat ini buatan dari perusahaan Edwards High Vacum, Inggris.
d. Sistem Vacum
Teknologi pembuatan lapisan tipis sangat membutuhkan kondisi yang vakum agar hasil dari pendeposisian ini bisa bersih. Proses pelapisan ini hanya mempunyai ketebalan sebesar 10-9 – 10-6 m. Untuk mencapai ketebalan seperti ini dibutuhkan kondisi yang benar-benar bersih dari kotoran, yakni dengan menggunakan pompa vakum bertekanan rendah.
30
30
vakum ini dilengkapi dengan suatu peralatan aktif yang dapat memindahkan udara dan menahannya agar tidak dapat kembali lagi ke kondisi semula.
Gambar 3.1. Prinsip Kerja Pompa Rotari (a) Pengisapan udara
(b) Pemampatan udara
(c) Pengeluaran udara (Stuart, 1983)
Pompa vakum yang diguanakan dalam penelitian ini ada dua jenis, yaitu : pompa rotari dan pompa difusi. Pompa rotari digunakan untuk memvakumkan tabung vlasma dari tekanan normal ketekanan sekitar 6,0 x 10-2 torr, sedangkan pompa difusi sendiri sanggup menvakumkan kekondisi 10-6 torr. Pompa difusi bekerja sanbil membantu pompa rotari untuk menvakumkan kekondisi dari 5,0 x 10-2 torr – 2,0 x 10-1 torr. Jadi pompa difusi digunakan untuk membantu mempercepat kondisi vakum pompa rotari ketekanan 2,0 x 10-1 torr. Alat ini buatan dari perusahaan Edwards High Vacum, Inggris.
e. Sistem Pendingin
ketabung plasma dan pompa difusi. Sistem pendingin ini dirancang oleh P3
TM-BATAN.
f. Sistem Tegangan Tinggi DC
Sistem tegangan tinggi DC digunakan untuk catu tegangan ke dalam tabung plasma sehingga terjadi beda tegangan antara anoda dan katoda. Ini menimbulkan medan listrik yang dapat mengionisasi gas-gas yang terdapat didalam tabung lucutan tersebut. Karena untuk mengubah dari atom menjadi ion membutuhkan tegangan yang besar, maka sumber tegangan DC ini dihubungkan ke pembangkit tinggi DC agar tegangan yang masuk ke tabung plasma cukup besar yaitu 4 kV. Sumber tegangan tinggi DC ini dirancang oleh P3TM-BATAN.
Gambar dibawah ini memperlihatkan sistem tegangan tinggi DC yang digunakan dalam penelitian ini.
Gambar 3.2. Sistem Tegangan Tinggi DC 3.3. Skema Rangkaian Penelitian
31
Susunan rangkaian peralatan yang digunakan untuk pendeposisian lapisan tipis TiAlN ini dirancang oleh P3TM-BATAN. Semua sistem tersebut diperlihatkan
32
32
Gambar 3.3. Skema Sistem Deposisi Plasma. 3.4. Tata Urutan Kerja
Tata urutan kerja ini dibagi dalam tiga kelompok, yaitu : bagian persiapan benda uji, bagian pendeposisian benda uji dan bagian pengujian benda uji.
33
substrat. Pahat karbida tersebut berbentuk kotak dengan ukuran panjang x lebar x tinggi adalah 12 cm x 8 cm x 4 cm. Benda uji tersebut dihaluskan pada salah satu permukaan. Untuk penghalusan permukaan digunakan pengasah dari bahan diamond, karena pahat karbida ini cukup keras. Kemudian permukaan tersebut dihaluskan dengan kertas abrasive dengan nomor 800 mesh. Kemudian benda uji tersebut dimasukkan kedalam gelas yang berisi alkohol. Setelah itu gelas yang berisi alkohol dan benda uji dimasukkan alat getar ultrasonik kurang lebih selama 30 menit. Setelah 30 menit gelas tersebut diangkat dan diperiksa apakah alkohol dalam gelas tersebut masih jernih atau sudah keruh. Jika alkohol tersebut sudah keruh diulang sampai alkohol tetap jernih. Kemudian benda uji diangkat dan dikeringkan dengan hairdryer. Setelah kering benda uji masukkan kedalam open.
3.4.2. Pendeposisian Benda Uji
Pendeposisian target titanium dan aluminium terhadap substrat pahat karbida dilakukan dua kali. Yang pertama pendeposisian target titanium terhadap substrat pahat karbida dan yang kedua pendeposisian target aluminium terhadap substrat pahat karbida dengan benda uji yang sama dan variasi waktu dan suhu yang sama. Jika benda uji sudah terlapisi titanium dan aluminium baru dicari kekerasan yang optimum.
3.4.2.1. Pendeposisian Target Titanium Terhadap Substrat Pahat karbida. Pendeposisian target titanium terhadap substrat pahat karbida dengan variasi suhu dan waktu dengan tekanan gas 5,0 x 10-2 torr.
3.4.2.1.1. Variasi suhu
34
34
b. Memasang benda uji pada bagian anoda. Setiap kali pengujian dimasukkan 2 buah pahat karbida untuk memperoleh hasil yang optimum dan akurat.
c. Menggabungkan tabung plasma tersebut (bagian anoda dan katoda) dan menguncinya dengan tiga klem sampai kuat. Jarak antara anoda dan katoda sekitar 4cm.
d. Menghidupkan pompa rotari sampai tekanan 5,0 x 10-2 torr. Pompa rotari mempunyai dua katup, yang pertama katup penghubung dengan motor, sedangkan yang kedua katup berhubungan dengan mesin pompa difusi. Pada saat awal kedua katup ini dibuka semua.
e. Setelah tekanan sampai 5,0 x 10-2 torr, pompa difusi dihidupkan dan bersamaan dengan ini dihidupkan juga pendiginnya. Ditunggu sampai pompa difusi ini panas, lalu katup penghubung antara pompa rotari dengan mesin pompa difusi ditutup agar minyak pada mesin pompa difusi tidak masuk kepompa rotari. Setelah ditutup, lalu katup pada pompa difusi dibuka.
f. Sementara menunggu waktu sekitar 30 menit agar tekanan pada pompa rotari sekitar 2,0 x 10-2 torr, dihidupkan pemanas dan diset pada 300°C.
g. Setelah tekanan pada pompa rotari sekitar 2,0 x 10-2 torr, maka katup pada pompa difusi ditutup dan katup penghubung antara pompa rotari dan mesin pompa difusi dibuka kembali. Sementara itu pompa difusi dimatikan tapi pendinginnya tetap dihidupkan, setelah pompa difusi agak dingin baru pendingin dimatikan.
35 pada tekanan gas 2,0 x 10-2 torr.
j. Dinyalakan sumber arus DC dan diset pada tegangan 2,5 kV. k. Waktu pendeposisian adalah satu jam.
l. Setelah selesai pendeposisian, sumber arus DC dimatikan, lalu katup gas ditutup, katup pengatur tekanan gas ditutup dan kedua katup pada pompa rotari juga ditutup dan teagangan dimatikan.
m. Tabung plasma digemboskan sampai tekanan sama dengan tekanan luar, lalu klem dibuka dan benda uji dibiarkan dingin dulu. Setelah dingin baru benda uji diambil dan disimpan dalam klip plastik. Tidak lupa untuk setiap klip plastik ditandai agar percobaan yang satu tidak saling tercampur dengan hasil percobaan yang lain.
n. Dilakukan percobaan yang sama untuk variasi suhu 150°C, 200°C dan 250°C dengan cara yang sama.
3.4.2.1.2. Variasi Waktu
a. Dilakukan dengan cara yang sama seperti diatas dari langkah awal sampai akhir, tekanan gas pada 2,0 x 10-2 torr, suhu diset 200°C.
b. Dilakukan percobaan yang sama dengan variasi waktu ½ jam, 1 jam, 1½ jam, 2 jam.
3.4.2.2. Pendeposisian Target Aluminium Terhadap Substrat Pahat karbida.
Pendeposisian target aluminium terhadap substrat pahat karbida dengan variasi suhu dan waktu sedangkan tekanan gas 3,0 x 10-2 torr.
3.4.2.1.1. Variasi suhu
36
36
b. Memasang benda uji pada bagian anoda. Setiap kali pengujian dimasukkan 2 buah pahat karbida untuk memperoleh hasil yang optimum dan akurat.
c. Menggabungkan tabung plasma tersebut (bagian anoda dan katoda) dan menguncinya dengan tiga klem sampai kuat. Jarak antara anoda dan katoda sekitar 4 cm.
d. Menghidupkan pompa rotari sampai tekanan 5,0 x 10-2 torr. Pompa rotari mempunyai dua katup, yang pertama katup penghubung dengan motor, sedangkan yang kedua katup berhubungan dengan mesin pompa difusi. Pada saat awal kedua katup ini dibuka semua.
e. Setelah tekanan sampai 5,0 x 10-2 torr, pompa difusi dihidupkan dan bersamaan dengan ini dihidupkan juga pendiginnya. Ditunggu sampai pompa difusi ini panas, lalu katup penghubung antara pompa rotari dengan mesin pompa difusi ditutup agar minyak pada mesin pompa difusi tidak masuk kepompa rotari. Setelah ditutup, lalu katup pada pompa difusi dibuka.
f. Sementara menunggu waktu sekitar 30 menit agar tekanan pada pompa rotari sekitar 2,0 x 10-2 torr, dihidupkan pemanas dan diset pada 300°C.
g. Setelah tekanan pada pompa rotari sekitar 2,0 x 10-2 torr, maka katup pada pompa difusi ditutup dan katup penghubung antara pompa rotari dan mesin pompa difusi dibuka kembali. Sementara itu pompa difusi dimatikan tapi pendinginnya tetap dihidupkan, setelah pompa difusi agak dingin baru pendingin dimatikan.
37 pada tekanan gas 2,0 x 10-1 torr.
j. Dinyalakan sumber arus DC dan diset pada tegangan 1,5 kV. k. Waktu pendeposisian adalah satu jam.
l. Setelah selesai pendeposisian, sumber arus DC dimatikan, lalu katup gas ditutup, katup pengatur tekanan gas ditutup dan kedua katup pada pompa rotari juga ditutup dan tegangan dimatikan.
m. Tabung plasma digemboskan sampai tekanan sama dengan tekanan luar, lalu klem dibuka dan benda uji dibiarkan dingin dulu. Setelah dingin baru benda uji diambil dan disimpan dalam klip plastik. Tidak lupa untuk setiap klip plastik ditandai agar percobaan yang satu tidak saling tercampur dengan hasil percobaan yang lain.
n. Dilakukan percobaan yang sama untuk variasi suhu 150°C, 200°C, 250°C dan 300°C dengan cara yang sama.
3.4.2.1.2. Variasi Waktu
a. Dilakukan dengan cara yang sama seperti diatas dari langkah awal sampai akhir, tekanan gas pada 2,0 x 10-1 torr, suhu diset 200°C.
b. Dilakukan percobaan yang sama dengan variasi waktu ½ jam, 1 jam, 1½ jam, 2 jam.
3.4.3. Pengujian benda uji
38
38
dan alat uji ini mempunyai ketelitian yang lebih dibandingkan dengan alat uji kekerasan mikro yang lain.
3.4.3.1. Pengujian Kekerasan Knoop
Setelah benda uji di sputtering, selanjutnya benda uji diuji kekerasannya dengan menggunakan pengujian kekerasan knoop. Pengujian tersebut dibagi dlam 2 bagian, yaitu pengujian kekerasan berdasarkan variasi suhu dan pengujian kekerasan berdasarkan variasi waktu. Untuk semua jenis pengujian kekerasan mikro dengan angka kekrasan Knoop (KHN) , digunakan beban penumbuk sebesar 50 gf dengan waktu penumbukkan selama 15 detik. Setiap kali percobaan dimasukkan 2 benda uji dan masing-masing benda uji di uji kekerasannya sebanyak dua titik, sehingga total ada empat titik kemudian dirata-rata untuk memperoleh harga kekerasannya. Untuk benda uji mula-mula (belum dideposisi) harga kekerasan rata-rata sekitar 1541,4 kgf/mm2.Pengujian kekeran mikro ini menggunakan penumbuk Knoop sebagai penguji kekerasannya. Alat uji kekerasan mikro ini milik Pusat Antar Universitas (PAU) di Laboraturium Mekanika Bahan, Universitas Gajah Mada. Pengujian kekerasan mikro dilakukan sebagai berikut :
a. Alat diset pada skala beban 10 gf dan waktu penekanan 15 detik.
b. Benda uji diletakkan ditempat preparat, dengan pembesaran 200 kali dicari pengamatan paling jelas.
c. Diarahkan penumbuk pada posisi benda dan tombol loading ditekan.
d. Setelah lampu loading padam, diarahkan lensa pembesar pada benda uji dan diamati jejak skala Knoop.
39 (dalam µm).
f. Diulangi lagi dengan kekerasan yang sama untuk mendapatkan kekerasan Knoop, dan nantinya hasil kekerasannya dirata-rata.
3.4.3.1.Pengujian struktur mikro
Pengamatan struktur mikro ini untuk mengetahui struktur benda uji sebelum dan setelah disputtering sehingga dapat dilihat perbedaan strukturnya. Pengamatan struktur mikro ini dilakukan sebagai berikut :
a. Persiapkan benda uji
b. Sebelum pengamatan dibawah mikroskop, permukaan ditetesi dengan cairan etsa selama 30 detik. Kemudian dibilas sampai bersih.
BAB IV
HASIL DAN PEMBAHASAN
Pada bab ini akan dibahas hasil dari percobaan yang telah dilakukan, yaitu pengujian kekerasan Knoop dan foto struktur mikro.
4.1. Hasil Percobaan
Setelah bahan dilakukan proses sputtering, selanjutnya bahan dilakukan pengujian. Yaitu pengujian kekerasan knoop dan pengamatan struktur mikro.
4.1.1 Pengujian Kekerasan Knoop.
Pada pengujian kekerasan knoop ini dibagi menjadi 3 bagian, yaitu; kekerasan berdasarkan variasi suhu, variasi waktu dan kekerasan terhadap kedalaman dari bahan yang dipotong melintang.
4.1.1.1. Variasi Suhu
Gambar 4.1. Diagram kekerasan knoop dengan variasi suhu. Pada Waktu Konstan 1 jam
4.1.1.2. Variasi Waktu
Hasil pengujian pada variasi waktu dengan suhu konstan (200ºC ) diperoleh hasil pada waktu ½ jam kekerasannya 1637,8 kgf/mm², pada waktu 1 jam kekerasannya 2279,2 kgf/mm². Kemudian suhu waktu.1½ jam harga kekerasannya 990,5 kgf/mm². Dan pada waktu 2 jam harga kekerasannya 908,5kgf/mm². Sehingga waktu optimal untuk proses pelapisan tipis dengan teknik sputtering terdapat pada waktu 1 jam. Sedangkan harga kekerasan bahan sebelum dilakukan proses sputtering adalah sebesar 1541,4 kgf/mm², Pada Gambar 4.2 merupakan diagram hasil pengujian kekerasan knoop dengan variasi waktu
Gambar 4.2. Diagram kekerasan knoop dengan variasi waktu Pada suhu konstan 200ºC
41
4.1.1.3. Kekerasan terhadap kedalaman dari bahan yang dipotong melintang Pada bahan penguhian kekerasan ini diambil bahan yang telah disputtering yang memiliki hara kekerasan tertinggi, yaitu bahan yang telah disputtering dengan suhu 200ºC dan waktu 1 jam. Kemudian bahan tersebut dipotong melintang menjadi 2 bagian. Kemudian dilakukan pengujian kekerasan knoop dengan jarak ½ mm, 1 mm, 1½ mm dan 2 mm dari permukaan bahan yan disputtering.
Dari pengujian kekerasan tesebut, pada jarak 1 mm harga kekerasannya 1560,8 kgf/mm², pada jarak 1½ mm harga kekerasannya 1536,5 kgf/mm² dan pada jarak 2mm harga kekerasannya 1521,5 kgf/ mm². Pada Gambar 4.3 merupakan diagram hasil pengujian kekerasan knoop dari bahan yang dipotong melintang.
Gambar 4.3. Grafik kekerasan knoop dari bahan yang dipotong melintang Pada pahat karbida yang disputtering dengan waktu 1 jam dan suhu 200ºC 4.1.2. Pengamatan struktur mikro.
Gambar 4.4. Foto struktur mikro permukaan benda uji sebelum dilakukan proses sputtering dengan pembesaran 200x
43
Gambar 4.6. Foto melintang struktur benda uji sebelum di sputtering
Gambar 4.7. Foto melintang struktur benda uji setelah di sputtering
45
4.2. Pembahasan
4.2.1. Pengujian kekerasan knoop
Pada kekerasan knoop, beban penumbuk digunakan 25 gf, karena pahat karbida merupakan bahan yang sangat kasar jadi pembebanan yang diberikan besar. Jika beban penumbuk (F) dalam kgf dan panjang jejak terukur (d) dalam mm, maka kekerasan knoop didifinisikan sebagai :
KHN = 14,23 2
d F
Karena beban penumbuk dalam gf maka diubah dulu ke kgf dengan dibagi 1000, sedang panjang jejak terukur dalam µm diubah ke mm dengan dibagi 1000. sehingga kekerasan knoop akhirnya menjadi :
KHN = 14230 kgf/mmF2 2
d
Dimana : KHN : Angka Kekerasan Konop (kgf/mm2) F : Beban penumbuk (gf)
d : Panjang jarak terukur (µm)
2
Kemudian dari kedua hasil yang didapat dirata-rata ehingga didapatkan angka kekerasan knoop pahat karbida sebelum disputtering adalah 1541,4 kgf/mm².
Untuk perhintungan yang lain, sama seperti yang diatas. 4.2.1.1Variasi suhu
47
menjadi pelan. Kekuatan logam akan meningkat jika dislokasi semakin sulit bergerak, sehingga kekuatannya menjadi semakin tinggi.
Karena proses tumbukkan berlangsung terus menerus, maka lama-kelamaan banyak ato TiN diantara celah tersebut. Setelah celah tersebut penuh dengan atom TiN, maka atom TiN yang lain akan menumbuk lagi diatasnya. Begitu seterusnya sampai akhirnya berbentuk lapisan tipis TiN yang meningkatkan kekerasan permukaan substrat. Tetapi jika suhu dinaikkan, maka atom-atom pada substrat akan bergetar semakin kuat sehingga celah diantara batas butir akan semakin melebar. Karena semakin melebar maka atom TiN akan semakin masuk kedalam dan mempunyai kecenderungan akan berdifusi dalam substrat. Karena semakin masuk kedalam maka aton TiN hanya sedikit yang menempel dipermukaan substrat karena sebagaian lagi sudah berdifusi kedalam substrat. Dengan sedikitnya atom TiN yang ada dipermukaan substrat, maka kekerasannya akan turun. Sehingga dalam proses sputtering membutuhkan suhu yang tepat untuk meme\peroleh kekerasan yang optimal.
4.2.1.2Variasi waktu
kerapatan pada daerah sekitar permukaan. Oleh sebab itu, tingkat kekerasan lapisan yang diperoleh setelah melewati kondisi jenuh akan menurun.
4.2.1.3Pahat yang dipotong melintang
Dari pengujian yang dilakukan, dapat disimpulkan bahwa proses sputtering menghasilkan lapisan yang sangat tipis sekali. Karena dari jarak 1mm, 1½mm dan 2mm harga kekerasan yang dihasilkan masih menekati harga kekerasan bahan ebelum disputtering. Dan bila dibandingkan dengan harga kekerasan optimal bahn yang telah disputtering masih jauh sekali. Sehingga lapisan yang dihasilkan dari proses sputtering sangat tipis sekali.
4.2.2. Pengamatan struktur mikro
Pengamatan struktur mikro dilakukan untuk melihat morfologipermukaan lapisan hasil proses sputtering dengan variasi waktu dan suhu. Pengamatan dan pengambilan gambar struktur mikro dilakukan dengan mikroskop logam. Pembesaran yang digunakan adalah pembesaran 200x dan pencetakan foto dengan ukuran 3 R.
49
5.1. Kesimpulan
Dari hasil percobaan yang telah dilakukan, dapat diambil beberapa kesimpulan sebagai berikut :
1. Teknik sputtering dapat digunakan untuk pendeposisian TiAlN kepermukaan pahat karbida.
2. Pada pendeposisian lapisan tipis TiAlN dengan variasi suhu, diperoleh harga kekerasan maksimal 1648 kgf/mm² pada suhu 200ºC. Bila dibandingkan dengan kekerasan awal bahan sebelum dilakukan proses pelapisan tipis dengan teknik sputtering sebesar 1541,4 kgf/mm², maka secara signifikan proses pelapisan tipis dengan teknik sputtering dapat meningkatkan kekerasan permukaan bahan, terbukti kekerasannya meningkat menjadi 1648,2 Kgf/mm².
3. Pada pendeposisian lapisan tipis TiAlN dengan variasi waktu, diperoleh harga kekerasan maksimal 2279,2 Kgf/mm² pada waktu 1 jam. Bila dibandingkan dengan kekerasan awal bahan sebelum dilakukan proses pelapisan tipis dengan teknik
sputtering sebesar 1541,4 kgf/mm², maka secara signifikan proses pelapisan tipis dengan teknik sputtering dapat meningkatkan kekerasan permukaan bahan, terbukti kekerasannya meningkat menjadi 2279,2 kgf/mm².
51 5.2. Saran
1. Perlu dilakukan penelitian lebih lanjut dengan variasi parameter lain untuk mendapatkan hasil yang optimal.
2. Untuk mendapatkan hasil pengamatan stuktur mikro yang lebih teliti sebaiknya menggunakan SEM.