PERANCANGAN SISTEM PERPIPAAN REAKTOR SAMOP
DENGAN BAHAN STAINLESS STEEL 304
TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
disusun oleh:
YULIUS HANSTYAKA PUDYANTARA NIM : 065214060
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
ii
DESIGNING OF SAMOP REACTOR PIPING SYSTEM
USING 304 STAINLESS STEEL
A FINAL PROJECT
Presented as Partial Fulfillment of the Requirements to Obtain the Sarjana Teknik Degree
in Mechanical Engineering
by:
YULIUS HANSTYAKA PUDYANTARA Student Number: 065214060
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
HALAMAN PERSETUJUAN TUGAS AKHIR
PERANCANGAN SISTEM PERPIPAAN REAKTOR SAMOP
DENGAN BAHAN STAINLESS STEEL 304
Oleh :
YULIUS HANSTYAKA PUDYANTARA NIM : 065214060
Telah disetujui oleh:
Pembimbing I
Budi Setyahandana, S.T., M.T.
Pembimbing II
Prof. Ir. Yohanes Sardjono, APU.
PENGESAHAN TUGAS AKHIR
PERANCANGAN SISTEM PERPIPAAN REAKTOR SAMOP
DENGAN BAHAN STAINLESS STEEL 304
Dipersiapkan dan ditulis oleh : YULIUS HANSTYAKA PUDYANTARA
NIM : 065214060
Telah dipertahankan didepan Panitia Penguji Pada tanggal 12 Mei 2008
dan dinyatakan memenuhi syarat Susunan Panitia Penguji
Nama Lengkap Tanda Tangan
Ketua : Ir. Rines, M.T. ... Sekretaris : Doddy Purwadianto, S.T., M.T. ... Anggota : Budi Setyahandana, S.T., M.T. ... Anggota : Prof. Ir. Yohanes Sardjono, APU. ...
Yogyakarta, 31 Mei 2008 Fakultas Sains dan Teknologi
Universitas Sanata Dharma Yogyakarta
Dekan
Ir. Greg. Heliarko, S.J., S.S., B.S.T., M.A., M.Sc.
v
PERNYATAAN KEASLIAN KARYA
“Saya menyatakan dengan sesungguhnya bahwa tugas akhir yang
saya tulis ini tidak terdapat karya yang pernah diajukan untuk
me mperoleh gelar kesarjanaan di suatu Perguruan Tinggi manapun,
dan tidak me muat hasil karya atau bagian karya orang lain, kecuali
yang telah disebutkan dalam kutipan dan daftar pustaka,
sebagaimana layaknya karya ilmiah.”
Yogyakarta, Mei 2008
vi
LEMBAR PERNYATAAN PERSETUJUAN
PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS
Yang bertanda tangan dibawah ini, saya mahasiswa Universitas Sanata Dharma :
Nama : Yulius Hanstyaka Pudyantara Nomor Mahasiswa : 065214060
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul:
PERANCANGAN SISTEM PERPIPAAN REAKTOR SAMOP DENGAN BAHAN STAINLESS STEEL 304
Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas dan mempublikasikannnya di Internet atau media lain untuk kepentingan akademis tanpa perlu meminta ijin dari saya maupun memberikan royalti kepada saya selama mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini saya buat dengan sebenarnya untuk dapat dipergunakan sebagaimana mestinya.
Yogyakarta, 7 Juni 2008 Yang menyatakan,
vii
Kupersembahkan tugas akhir ini kepada :
Allah Bapa di Surga atas Terang yang Engkau berikan
Tuhan Yesus Kristus atas penyertaan dan bimbinganNya selalu
Bunda Maria atas perlindungan dan kasih sayangNya
Bapak dan Ibu Tercinta
Petrus Titus Srihono dan Margareta Maria Suprapti
atas segala pengorbanan, dukungan, semangat serta doa
Saudara saudariku tercinta Hana dan Agung, Hesti serta Ivon
Kekasihku tercinta Florentina Yeni Susanti (Neyzt)
Almamaterku Teknik Mesin USD
viii
MOTTO
Nothing that better than an experience.
If you want to stay, so you’ll be stay. If you want to move, you’ll be moved.
And if you want to start, you’ll find your way.
Think of goodness, so you’ll feel better.
Kadang-kadang cahaya kita mati,
tapi dinyalakan kembali oleh seorang manusia lain.
Kita semua berhutang terima kasih yang paling dalam kepada mereka
yang telah menyalakan lagi cahaya ini.
(Albert Schweitzer)
Don’t tell them how to do it, but show them how to do that and don’t tell
anything. If you tell them, they know your lips. But if you show them, they’re do
by them self.
(Maria Montessori)
Be careful with your mind, because they’re will be words.
Be careful with your words, because they’re will be a habit.
Be careful with your habits, because they’re will be a character.
Be careful with your characters, because it will be your destiny.
ix
INTISARI
Reaktor SAMOP (Sub Critical Assembly for Mo99 Production) adalah suatu alat yang berfungsi untuk memproduksi radioisotop Mo99 sebagai pembangkit Tc99m yang sangat berguna untuk diagnostik dalam bidang kedokteran nuklir. Radioisotop Mo99 diperoleh dengan ekstraksi Uranium Nitrat (UO2(NO3)2), yang saat ini sedang dikembangkan oleh Badan Tenaga Nuklir
Nasional (BATAN) Yogyakarta.
Reaktor SAMOP menggunakan sistem perpipaan sebagai komponen utama dan dirancang dengan bahan pipa Stainless Steel 304, dengan ukuran pipa 3/8 inchi. Dengan mengacu pada ANSI/ASME B31.3, proses perancangan dilakukan dengan menghitung ketebalan minimum pipa berdasarkan usia pemakaian yaitu 5 sampai dengan 10 tahun, tekanan sebesar 1 atm, temperatur 50°C dan laju korosi sebesar 0,01 mm/tahun. Aplikasi pengerjaan, instalasi, hingga proses pengujian, serta pengambilan data telah dilakukan dengan membuat prototipe. Serta telah dilakukan pengujian untuk mengamati hasil perancangan.
x
ABSTRACT
SAMOP (Sub Critical Assembly for Mo99 Production) Reactor is a device functioning for radioisotope Mo99 production as generator Tc99m which can be use for diagnostic in the field of nuclear medicine. It’s being developed by Badan
Tenaga Nuklir Nasional (BATAN) in Yogyakarta by extraction of Uranium
Nitrate (UO2(NO3)2).
SAMOP Reactor applies piping system as a principal component with Stainless Steel 304 material, by nominal pipe is 3/8 inch. By ANSI/ASME B31.3 references, process of design is started by calculating thickness of pipe based on usage life is 5 until 10 years, pressure is 1 atm, temperature is 50°C and corrosion rate is 0,01 mm/years. The application of design, installation, until testing process, and also intake of data is implemented and also has been tested to observing the result.
xi
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa atas berkat dan bimbingan-Nya
sehingga penulis dapat menyelesaikan Tugas Akhir ini, dengan judul
“Perancangan Sistem Perpipaan Reaktor SAMOP dengan Bahan Stainless Steel
304”.
Dalam proses penulisan Tugas Akhir ini penulis menyadari bahwa ada
begitu banyak pihak yang telah memberikan perhatian dan bantuan sehingga
Tugas Akhir ini dapat terselesaikan. Oleh karena itu penulis ingin mengucapkan
terima kasih kepada :
1. Ir. Greg. Heliarko, S.J., S.S., B.S.T., M.A., M.Sc., Dekan Fakultas
Sains dan Teknologi, Universitas Sanata Dharma.
2. Budi Sugiharto, S.T., M.T., Ketua Program Studi Jurusan Teknik
Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma.
3. Budi Setyahandana, S.T., M.T., Dosen Pembimbing penyusunan Tugas
Akhir.
4. Prof. Ir. Yohanes Sardjono, APU., Pembimbing penyusunan Tugas
Akhir dari Badan Teknologi Tenaga Nuklir (BATAN) Yogyakarta.
5. Ir. Rines, M.T., Ketua Penguji Ujian Pendadaran Tugas Akhir.
6. Doddy Purwadianto, S.T., M.T., Sekretaris Penguji Ujian Pendadaran
Tugas Akhir.
7. Seluruh Dosen Jurusan Teknik Mesin, Fakultas Sains dan Teknologi,
xii
8. Segenap Karyawan Badan Teknologi Tenaga Nuklir (BATAN)
Yogyakarta.
9. Seluruh Karyawan Fakultas Sains dan Teknologi Universitas Sanata
Dharma
10.Welly dan Gunawan, teman satu timku.
11.Damar, Adi, Lia, Agung, Andri, Maria, Era dan semua
saudara-saudariku.
12.Oscar, Iwan, Aries, Ruly, Yoga, Rinto, Rudy, Adji dan semua teman
baikku.
13.Semua pihak yang telah berpartisipasi dalam proses penulisan naskah
tugas akhir ini yang tidak bisa disebutkan satu-persatu.
Penulis menyadari masih banyak kekurangan dalam penyusunan naskah
tugas akhir ini karena keterbatasan dan pengetahuan. Untuk itu penulis mengharap
kritik dan saran yang bersifat membangun guna lebih sempurnanya tugas akhir
ini. Akhir kata semoga tugas akhir ini dapat bermanfaat bagi penulis pada
khususnya dan bagi pembaca pada umumnya. Terima kasih.
Yogyakarta, 5 Mei 2008
xiii
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... iii
PENGESAHAN TUGAS AKHIR ... iv
PERNYATAAN KEASLIAN KARYA ... v
LEMBAR PERNYATAAN PERSETUJUAN ... vi
PERSEMBAHAN ... vii
MOTTO ... viii
INTISARI ... ix
ABSTRACT ... x
KATA PENGANTAR ... xi
DAFTAR ISI ... xiii
DAFTAR TABEL ... xvii
DAFTAR GAMBAR ... xviii
BAB I PENDAHULUAN ... 1
1.1 Pengertian Umum ... 1
1.2 Latar Belakang Masalah ... 1
1.3 Tujuan Perancangan ... 2
1.4 Batasan Masalah ... 2
BAB II DASAR TEORI ... 5
2.1. Baja Tahan Karat (Stainless Steels) ... 5
xiv
2.2.1. Baja Tahan Karat Martensit (Martensitic Stainless Steel) ... 9
2.2.2. Baja Tahan Karat Ferit (Ferritic Stainless Steel) ... 10
2.2.3. Baja Tahan Karat Austenit (Austenitic Stainless Steel) ... 11
2.2.4. Baja Tahan Karat Dupleks (Duplex Stainless Steel) ... 12
2.2.5. Baja Tahan Karat Pengerasan Endapan (Precipitation Hardening Steel) ... 13
2.3. Korosi Pada Stainless Steel ... 14
2.3.1. Korosi Merata (Uniform Corrosion) ... 15
2.3.2. Korosi Lubang (Pitting Corrosion) ... 15
2.3.3. Korosi Antar Celah (Crevice Corrosion) ... 18
2.3.4. Retakan Korosi Regangan (Stress Corrosion Cracking) ... 19
2.3.5. Korosi Antar Butir (Intergranular Corrosion) ... 21
2.3.6. Galvanic Corrosion ... 23
2.4. Baja Tahan Karat 304 (SS 304) ... 24
2.4.1. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Merata (Uniform Corrosion) ... 27
2.4.2. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Antar Butir (Intergranular Corrosion) ... 28
2.4.3. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Retakan Korosi Tegangan (Stress Corrosion Cracking) ... 29
xv
2.5. Uranium Nitrat (UO2(NO3)2) ... 31
2.5.1. Atom Uranium ... 32
2.5.2. Energi dari Atom Uranium ... 33
BAB III PERANCANGAN ... 34
3.1. Perancangan Pipa ... 34
3.1.1. Perancangan Pipa Reaktor SAMOP ... 34
3.1.2. Perhitungan Tebal Minimum Pipa ... 34
3.1.3. Perhitungan Tekanan yang Diijinkan ... 37
3.1.4. Ulir Pada Pipa ... 41
3.2. Perancangan Instalasi Pipa Reaktor SAMOP ... 43
3.3. Diagram Alir Perancangan ... 45
BAB IV PERHITUNGAN DAN PENGERJAAN ... 46
4.1. Perhitungan Pipa ... 46
4.1.1. Perhitungan Ketebalan Pipa ... 46
4.1.2. Tekanan yang Diijinkan ... 49
4.1.3. Pengaruh Ulir Pada Sambungan Pipa ... 49
4.2. Pengerjaan Pipa Reaktor SAMOP ... 51
4.2.1. Bahan Perpipaan Reaktor SAMOP ... 51
4.2.2. Alat ... 54
4.2.3. Pemotongan dan Pengerjaan Pipa ... 55
4.2.4. Membuat Flens ... 56
4.2.5. Membuat Sambungan Pipa Silang (Cross) ... 56
xvi
4.4. Proses Instalasi Pipa Reaktor SAMOP ... 57
4.4.1. Perpipaan ... 57
4.4.2. Bahan Tambahan ... 58
4.4.3. Alat-alat Yang Diperlukan Pada Saat Proses Instalasi ... 59
4.4.4. Rancangan Baru ... 59
4.4.5. Instalasi Pipa Reaktor SAMOP ... 61
4.5. Metode Pengujian Instalasi Pipa Reaktor SAMOP ... 61
4.5.1. Persiapan ... 62
4.5.2. Tes Kebocoran ... 62
4.5.3. Pengujian ... 63
4.6. Hasil Pengujian ... 64
4.6.1. Uji Kebocoran ... 65
4.6.2. Pengujian Instalasi Reaktor SAMOP ... 65
BAB V KESIMPULAN DAN PENUTUP ... 66
5.1. Kesimpulan ... 66
5.2. Saran ... 66
5.3. Penutup ... 67
DAFTAR PUSTAKA
xvii
DAFTAR TABEL
Tabel 2.1. Perbandingan sifat mekanik berbagai jenis stainless steel. ... 13
Tabel 2.2. Unsur kimia pada baja tahan karat 304, 304L dan 304H. ... 26
Tabel 2.3. Sifat mekanik stainless steel AISI 304. ... 26
Tabel 2.4. Sifat fisik dan listrik stainless steel AISI 304 pada kondisi annealed. ... 27
Tabel 2.5. Laju korosi pada baja tahan karat 304 terhadap nitric acid. ... 28
Tabel 2.6. Intergranular Corrosion Tests. ... 29
Tabel 2.7. Halide (Chloride Stress Corrosion Tests). ... 30
Tabel 3.1. Stainless Steel Pipe Dimensions. ... 35
Tabel 3.2. Increased Casting Quality Factor Ec. ... 38
Tabel 3.3. Straight and Spiral Longitudinal Weld Joint Quality Factor Ej. ... 38
Tabel 3.4. Values of Y Coefficient. ... 38
Tabel 3.5a. Allowable Stresses in Tension for Metals, SE, KSI. ... 39
Tabel 3.5b. Allowable Stresses in Tension for Metals, SE, KSI (lanjutan) ... 40
Tabel 3.6. Tapping Drills for Pipe ... 41
Tabel 3.7. Tapping and Clearance Drills for Number Machine Screws ... 42
Tabel 3.8. Ukuran Sambungan Pipa (Pipe Fittings) ... 43
xviii
DAFTAR GAMBAR
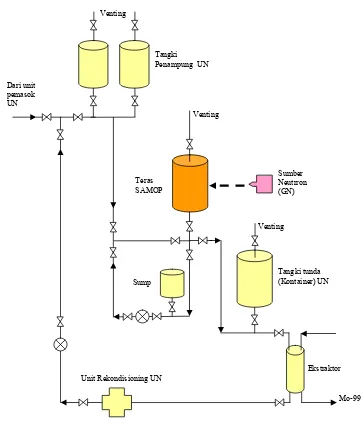
Gambar 1.1. Skema dasar Reaktor SAMOP ... 4
Gambar 2.1. Diagram fase Fe-Cr. ... 8
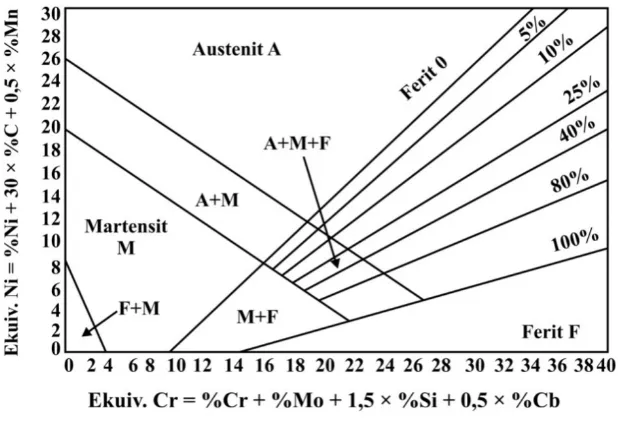
Gambar 2.2. Diagram schaefler. ... 8
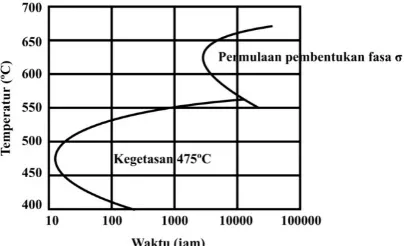
Gambar 2.3. Hubungan antara temperatur mula dan waktu pembentukan fase σ dan kegetasan 475°C pada baja Cr tinggi. ... 11
Gambar 2.4. Hubungan berbagai jenis stainless steel. ... 14
Gambar 2.5. Uniformcorrosion yang menyebabkan berkurangnya dimensi permukaan logam secara merata. ... 15
Gambar 2.6. Ilustrasi pitting corrosion pada stainless steel. ... 17
Gambar 2.7. Skema proses kimia yang terjadi saat pitting corrosion menyerang dan terus merusak logam Stainless Steel. ... 18
Gambar 2.8. Ilustrasi crevice corrosion yang menyerang saat 2 material bertemu dan membentuk celah sempit, sehingga terjadi
perbedaan kandungan oksigen yang menyebabkan korosi. ... 19
Gambar 2.9. Ilustrasi stress cracking corrosion akibat adanya tegangan sisa dan lingkungan korosif. ... 21
Gambar 2.10. Ilustrasi korosi pada butir akibat terjadinya sensitasi krom (Cr) ... 22
Gambar 2.11. Ilustrasi terjadinya korosi antara dua logam yang berbeda jenis keaktifannya (logam A dan B)... 23
Gambar 2.12. Nucleus with the isotopes. ... 33
xix
Gambar 3.1. Dimensi sambungan pipa (pipe fittings) ... 43
Gambar 3.2. Perancangan instalasi pipa reaktor SAMOP ... 44
Gambar 3.3. Diagram alir perancangan ... 45
Gambar 4.1. Pipa stainless steel 304 ... 52
Gambar 4.2. Berbagai macam sambungan pipa (fitting) stainless steel 304 52
Gambar 4.3. Katup jenis bola (ball valve) ... 53
Gambar 4.4. Flens (flange) dengan baut-bautnya. ... 53
Gambar 4.5. Cara memotong pipa ... 55
Gambar 4.6. Cara membuat ulir pada pipa ... 55
Gambar 4.7. Dimensi flens (flange) ... 56
BAB I PENDAHULUAN
1.1 Pengertian Umum
Dewasa ini banyak dikembangkan teknologi yang diharapkan sangat
berguna bagi keperluan masyarakat, terutama pada bidang layanan kesehatan.
Reaktor SAMOP (Sub Critical Assembly for Mo99 Production) merupakan
salah satu teknologi yang sedang dikembangkan oleh Badan Tenaga Nuklir
Nasional (BATAN) Yogyakarta, yang diharapkan dapat berguna dalam Ilmu
Kedokteran, sehingga dapat membantu meningkatkan pelayanan kesehatan di
Indonesia.
1.2Latar Belakang Masalah
Pada berbagai perusahaan, termasuk BATAN, banyak kita jumpai
instalasi perpipaan. Baik pipa untuk saluran air hingga pipa-pipa boiler
pemanas dimana pipa-pipa tersebut mendapat tekanan, fluks, panas, maupun
korosi, sehingga dibutuhkan suatu rancangan perpipaan untuk ketepatan
instalasi perpipaan. Dalam hal ini reaktor SAMOP juga merupakan salah satu
hasil teknologi yang menggunakan sistem perpipaan.
Reaktor SAMOP berfungsi sebagai alat yang berguna untuk
memproduksi radioisotop Mo99 khususnya sebagai pembangkit Tc99m pada
skala yang kecil. Radioisotop Tc99m merupakan radioisotop yang paling
banyak digunakan untuk diagnostik di bidang kedokteran nuklir.
Tugas Akhir 2
Fluida yang merupakan bahan bakar utama yang digunakan pada
reaktor SAMOP, yaitu menggunakan cairan Uranium Nitrat (UO2(NO3)2).
Sehingga untuk perancangan perpipaan reaktor SAMOP harus benar-benar
memperhatikan faktor keselamatan.
Perancangan perpipaan untuk reaktor SAMOP menggunakan bahan
Stainless Steel 304 (SS-304), pada dasarnya adalah merencanakan ketebalan
minimum pipa yang akan digunakan, dengan memperhitungkan laju korosi,
tekanan maksimal yang diperbolehkan, laju aliran, temperatur, serta umur
pemakaian yang direncanakan.
1.3Tujuan Perancangan
Tujuan perancangan ini adalah mengetahui pengaruh suhu, tekanan,
umur pemakaian, dan laju korosi terhadap ketebalan minimum pada pipa
reaktor SAMOP dengan bahan Stainless Steel 304 atau 304H dengan
kandungan 18% Cr dan 8% Ni.
1.4Batasan Masalah
Perancangan reaktor SAMOP keseluruhan meliputi perancangan
tabung-tabung, perancangan perpipaan, serta perancangan kerangka
(dudukan) reaktor SAMOP tersebut. Dalam hal ini, penulis hanya akan
membahas perancangan pipa pada sistem perpipaan reaktor SAMOP
didasarkan pada ANSI B31.3. hingga instalasinya, serta pengujian kebocoran
Tugas Akhir 3
Adapun batasan-batasan masalah pada perancangan ini adalah sebagai
berikut :
1. Bahan yang digunakan adalah Stainless Steel 304 atau 304H
dengan kandungan 18% Cr dan 8% Ni dengan nominal pipa 3/8
inchi.
2. Perancangan ini hanya terbatas pada perhitungan ketebalan
minimum dan umur pipa dengan pengaruh suhu, tekanan dan laju
korosi yang sudah ditentukan yaitu :
Reaktor SAMOP direncanakan akan beroperasi:
a. Pada suhu sekitar 50°C
b. Tekanan 1 atm (14,7 psi)
c. Laju korosi 0,1 mm/thn
d. Derajat keasaman (pH) adalah 1
e. Usia penggunaan antara 5 tahun sampai 10 tahun
3. Pengujian kebocoran perpipaan reaktor SAMOP hanya
menggunakan air mineral sebagai fluida pengganti Uranium
Nitrat. Pada suhu kamar (27°C) dan tanpa tekanan tambahan.
4. Skema dasar untuk reaktor SAMOP dapat dilihat pada gambar
Tugas Akhir 4
Dari unit pemasok UN
Venting
Tangki Penampung UN
Teras SAMOP
Tangki tunda (Kontainer) UN
Ekstraktor
Mo-99 Sump
Unit Rekondisioning UN
Sumber Neutrron (GN) Venting
Venting
BAB II DASAR TEORI
2.1. Baja Tahan Karat (Stainless Steels)
Baja tahan karat, sering juga disebut stainless steels (SS), secara
mendasar stainless steels bukan merupakan logam mulia seperti halnya
emas (Au), platina (Pt) dan paladium (Pd) yang hampir tidak mengalami
korosi karena pengaruh kondisi lingkungan.1 Dalam ilmu metalurgi, baja
tahan karat digolongkan dalam baja karbon dengan kandungan minimum
11% krom (chromium), merupakan baja paduan yang memanfaatkan
keefektifan unsur paduan seperti Cr dan Ni, serta merupakan baja yang tidak
mudah berkarat, karena adanya pembentukan lapisan unsur chromium
oksida (Cr2O3) pada permukaan baja yang merupakan karakteristik khusus
dari baja tersebut. Lapisan ini terjadi karena oksidasi baja tahan karat
dengan oksigen sehingga membentuk lapisan pelindung anti korosi
(protective layer) yang berkarakter kuat, tidak mudah pecah dan tidak
terlihat secara kasat mata (invisible layer). (Sumber: en.wikipedia.org)
Kondisi lingkungan sangat berpengaruh pada ketahanan baja tahan
karat terhadap korosi. Apabila baja tahan karat berada pada keadaan dimana
protective layer tidak dapat terbentuk lagi, maka korosi akan terjadi. Korosi
atau sering disebut karat merupakan salah satu cacat penggunaan baja
karena berbagai pengaruh seperti udara, cairan yang bersifat asam atau basa,
1
Sumber: www.estainlesssteel.com
Tugas Akhir 6
gas-gas proses (gas buang ruang bakar atau reaksi kimia lainnya), logam
yang berlainan jenis (saling berhubungan) dan lain sebagainya. Pada
penggunaan baja pada umumnya pelapisan atau pengecatan merupakan
salah satu cara mencegah terjadinya karat. Tetapi pada baja tahan karat
apabila terjadi cacat pada permukaan baja tersebut, maka lapisan chromium
oksida akan menutup atau melapisi kembali cacat pada permukaan baja
tersebut, sehingga baja terlindungi dari karat. (Sumber: www.tasteel.com)
Pemilihan baja tahan karat didasarkan dengan sifat-sifat materialnya
antara lain dari ketahanan korosi, fabrikasi, mekanik, dan biaya produksi.
Penambahan unsur-unsur tertentu kedalam baja tahan karat banyak
dilakukan, hal tersebut dilakukan dengan tujuan memperbaiki sifat fisis baja
tahan karat.
Tujuan penambahan unsur-unsur tertentu pada baja tahan karat
adalah sebagai berikut:
1. Penambahan molybdenum (Mo) bertujuan untuk memperbaiki
ketahanan korosi pitting di lingkungan klorida dan korosi celah
2. Unsur karbon rendah dan penambahan unsur penstabil karbida
(titanium atau niobium) bertujuan menekan korosi batas butir pada
material yang mengalami proses sensitasi.
3. Penambahan kromium (Cr) bertujuan meningkatkan ketahanan
korosi dengan membentuk lapisan oksida (Cr2O3) dan ketahanan
terhadap oksidasi temperatur tinggi.
4. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan
Tugas Akhir 7
meningkatkan keuletan dan mampu bentuk logam. Penambahan
nikel juga meningkatkan ketahanan korosi tegangan.
5. Unsur aluminium (Al) meningkatkan pembentukan lapisan oksida
pada temperatur tinggi.
(Sumber: gadang-e-bookformaterialscience.blogspot.com)
Baja tahan karat secara metalurgi atau secara strukturnya
digolongkan menjadi baja tahan karat austenit, baja tahan karat ferit, baja
tahan karat martensit dan baja tahan karat tipe pengerasan presipitasi.
Unsur Cr (Chromium) menjadi komponen utama pada baja tahan
karat. Berdasarkan prosentase kandungan kromium-nya, baja tahan karat
dibedakan menjadi baja tahan karat dengan kadar cukup 4 - 6% Cr, baja
tahan karat dengan kadar 0.1 - 0.2% C dan 13% Cr, baja Cr dengan 0.45% C
dan 13% Cr, baja Cr-Ni yang dikeraskan dengan 0.07 – 0.12% C, 18% Cr
dan 9 - 13% Ni. Hubungan antara baja dan kandungan kromium-nya dapat
dilihat pada diagram fase Fe-Cr (Gambar 2.1).
Baja tahan karat yang dikenai proses pengelasan akan mengalami
korosi yang lebih cepat, hal ini disebabkan karena presipitasi karbida Cr
pada batas butir dan oksidasi Cr dari permukaan, sehingga menyebabkan
permukaan menjadi kekurangan Cr. Hubungan antara fase logam pada
bagian yang dikenai proses pengelasan, yang mempunyai Cr ekuivalen dan
Ni ekuivalen dapat dilihat pada diagram Schaefler atau diagram struktur dari
Tugas Akhir 8
Gambar 2.1. Diagram fase Fe-Cr.
Sumber: Tata Surdja, Shinroku Saito, Pengetahuan Bahan Teknik, 1987, Hal. 102.
Gambar 2.2. Diagram Schaefler.
Tugas Akhir 9
2.2. Spesifikasi dari Masing-masing Jenis Baja Tahan Karat
Baja tahan karat mempunyai spesifikasi sesuai dengan
jenis-jenisnya, baik menurut strukturnya maupun menurut kandungan unsur
paduannya. Menurut strukturnya baja tahan karat mempunyai spesifikasi
sebagai berikut:
2.2.1. Baja Tahan Karat Martensit (Martensitic Stainless Steel)
Baja ini merupakan paduan kromium dan karbon yang
memiliki struktur martensit body centered cubic (bcc) terdistorsi saat
kondisi bahan dikeraskan. Baja ini merupakan ferromagnetic,
bersifat dapat dikeraskan dan umumnya tahan korosi di lingkungan
kurang korosif. Mempunyai ketahanan panas yang baik sekali,
sifat-sifat mekanik dapat lebih baik dengan pengerasan dan temper.
Komposisi baja tahan karat martensit adalah 12 - 13% Cr yang
merupakan batas terendah untuk ketahanan asam dan 0.1 – 0.3% C,
oleh karena itu baja sulit terkena korosi akibat udara, tetapi masih
cukup terkorosi akibat larutan. Kandungan kromium dan karbon
dijaga agar mendapatkan struktur martensit saat proses pengerasan.
Karbida berlebih meningkatkan ketahanan aus. Unsur niobium (Nb),
silicon (Si), tungsten dan vanadium (V) ditambah untuk
memperbaiki proses temper setelah proses pengerasan. Sedikit
kandungan nikel meningkatkan ketahan korosi dan ketangguhan.
Baja jenis ini banyak digunakan sebagai alat pemotong, perkakas
dan sebagainya.
Tugas Akhir 10
2.2.2. Baja Tahan Karat Ferit (Ferritic Stainless Steel)
Baja jenis ini mempunyai struktur body centered cubic (bcc).
Unsur kromium ditambahkan ke paduan sebagai penstabil ferrit.
Baja ini mengandung 16 – 18% Cr atau lebih. Beberapa tipe baja
mengandung unsur molybdenum (Mo), silicon (Si), aluminium (Al),
titanium (Ti) dan niobium (Nb). Unsur sulfur (S) ditambahkan untuk
memperbaiki sifat mesin. Paduan ini merupakan ferromagnetic dan
mempunyai sifat ulet dan mampu bentuk yang baik, namun kekuatan
di lingkungan suhu tinggi lebih rendah dibandingkan baja stainless
austenitic. Kandungan karbon rendah pada baja ferritik tidak dapat
dikeraskan dengan perlakuan panas. Tidak terjadi karat pada
lingkungan korosi yang rendah, tetapi dapat terjadi korosi lubang
atau krevis pada air larutan yang netral dengan sedikit ion klor.
Tanpa kandungan Ni baja sukar terjadi retakan akibat korosi
tegangan. Apabila mengandung lebih dari 18% Cr, baja tersebut
akan menjadi getas tetapi dengan kadar C dan N tertentu sifat
mampu las, ketahanan korosi, keuletan baja dapat dipertahankan.
Tingkat kekerasan beberapa tipe baja tahan karat ferritik
dapat ditingkatkan dengan cara celup cepat. Metode celup cepat
merupakan proses pencelupan benda kerja secara cepat dari keadaan
temperatur tinggi ke temperatur ruang. Pada gambar berikut
(Gambar 2.3) menunjukkan hubungan antara temperatur mula dan
Tugas Akhir 11
Gambar 2.3. Hubungan antara temperatur mula dan waktu pembentukan fase σ dan kegetasan 475°C pada baja Cr tinggi.
Sumber: Tata Surdja, Shinroku Saito, Pengetahuan Bahan Teknik, 1987, Hal. 104. 2.2.3. Baja Tahan Karat Austenit (Austenitic Stainless Steel)
Logam paduan ini merupakan paduan berbasis ferrous dan
mempunyai struktur kristal face centered cubic (fcc). Struktur kristal
akan tetap berfasa austenit bila unsur nikel dalam paduan diganti
mangan (Mn) karena kedua unsur merupakan penstabil fasa austenit.
Fasa austenitic tidak akan berubah saat perlakuan panas anil yang
kemudian didinginkan pada temperatur ruang. Baja tahan karat
austenit tidak dapat dikeraskan melalui perlakuan celup cepat
(quenching). Baja ini mempunyai kandungan 18% Cr dan 8% Ni.
Umumnya jenis baja ini dapat tetap menjaga sifat austenit pada
temperatur ruang, lebih bersifat ulet dan memiliki ketahanan korosi
lebih baik dibandingkan baja stainless ferritik dan martensit.
Baja tahan karat austenitic hanya bisa dikeraskan melalui
pengerjaan dingin. Material ini mempunyai kekuatan tinggi di
lingkungan suhu tinggi dan bersifat cryogenic. Tipe 2xx
Tugas Akhir 12
7% nikel (Ni). Tipe 3xx mengandung unsur nikel yang tinggi dan
maksimal kandungan mangan (Mn) sebesar 2%. Unsur molybdenum
(Mn), tembaga (Cu), silikon (Si), aluminium (Al), titanium (Ti) dan
niobium (Nb) ditambah dengan karakter material tertentu seperti
ketahanan korosi sumuran atau oksidasi. Sulfur (S) ditambah pada
tipe tertentu untuk memperbaiki sifat mampu mesin.
2.2.4. Baja Tahan Karat Dupleks (Duplex Stainless Steel)
Jenis baja ini merupakan paduan campuran struktur ferrit dan
austenit. Umumnya paduan-paduan di desain mengandung kadar
seimbang tiap fasa saat kondisi anil. Paduan utama material adalah
kromium dan nikel, tapi nitrogen, molybdenum, tembaga, silicon dan
tungsten ditambah untuk menstabilkan struktur dan memperbaiki
sifat tahan korosi. Ketahanan korosi baja tahan karat dupleks hampir
sama dengan baja tahan karat austenit. Kelebihan baja tahan karat
dupleks yaitu nilai tegangan tarik dan luluh tinggi dan ketahanan
korosi retak tegang lebih baik dari pada baja tahan karat austenit.
Ketangguhan baja tahan karat dupleks diantara baja tahan karat
austenitik dan ferritik.
Tugas Akhir 13
2.2.5. Baja Tahan Karat Pengerasan Endapan (Precipitation Hardening
Steel)
Jenis baja ini merupakan paduan unsur utama kromium-nikel
yang keras dan kuat karena terbentuk suatu precipitat (endapan)
dalam struktur mikro logam, sehingga gerakan deformasi menjadi
terhambat dan memperkuat material baja. Pembentukan ini
disebabkan oleh penambahan unsur antara lain tembaga (Cu),
aluminium (Al), titanium (Ti) dan niobium (Nb). Proses penguatan
biasanya terjadi pada saat dilakukan pengerjaan dingin (cold work).
Baja ini berstruktur austenitik atau martensitik dalam kondisi anil.
Kondisi baja berfasa austenitik dalam keadaan anil dapat diubah
menjadi fasa martensit melalui perlakuan panas. Kekuatan material
melalui pengerasan endapan terjadi pada struktur martensit. (Sumber:
www.tasteel.com)
Perbandingan sifat mekanik dari masing masing baja tahan karat dan
hubungan dari berbagai jenis baja tahan karat dapat dilihat pada Tabel 2.1
dan Gambar 2.4.
Tabel 2.1. Perbandingan sifat mekanik berbagai jenis stainless steel. Jenis Ferritic Ya Sedang Tidak Ada Sedang Tinggi Rendah Rendah Martensitic Ya Sedang Q & T Rendah Rendah Rendah Rendah
Tugas Akhir 14
Gambar 2.4. Hubungan berbagai jenis stainless steel. Sumber: www.tasteel.com
2.3. Korosi Pada Stainless Steel
Meskipun alasan utama penggunaan baja tahan karat adalah
ketahanan korosinya, tetapi pemilihan baja tahan karat yang tepat mesti
Tugas Akhir 15
Beberapa cacat korosi yang umum terjadi pada baja tahan karat
adalah sebagai berikut:
2.3.1. Korosi Merata (Uniform Corrosion)
Uniform corrosion terjadi disebabkan rusaknya seluruh atau
sebagian protective layer pada baja tahan karat sehingga baja secara
merata akan berkurang atau aus (Gambar 2.5). Korosi ini umumnya
terjadi disebabkan oleh cairan atau larutan asam kuat maupun alkali
panas. Asam hidroklorit dan asam hidrofluor adalah lingkungan yang
perlu dihindari baja tahan karat, apalagi dikombinasikan dengan
temperatur serta konsentrasi yang cukup tinggi.
Gambar 2.5. Uniform corrosion yang menyebabkan berkurangnya dimensi permukaan logam secara merata.
Sumber: www.tasteel.com
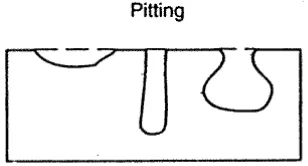
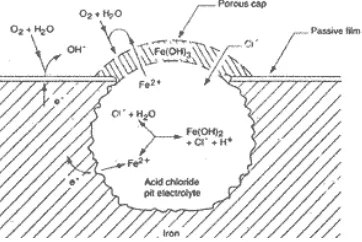
2.3.2. Korosi Lubang (Pitting Corrosion)
Korosi antar butir berupa lubang-lubang kecil sebesar jarum,
dimana dimulai dari korosi lokal (bukan seperti uniform corrosion).
Pitting corrosion ini awalnya terlihat kecil dipermukaan baja tahan
karat tetapi semakin membesar pada bagian dalam baja tahan karat
Tugas Akhir 16
Korosi ini terjadi pada beberapa kondisi pada lingkungan
dengan pH rendah, temperatur moderat, serta konsentrasi klorida
yang cukup tinggi (misal NaCl atau garam di air laut). Pada
konsentrasi klorida yang cukup tinggi, awalnya ion-ion klorida
merusak protective layer pada permukaan baja tahan karat terutama
permukaan yang cacat. Timbulnya cacat ini dapat disebabkan oleh
kotoran sulfida, retak-retak kecil akibat penggerindaan, pengelasan,
penumpukan kerak, penumpukan larutan padat dsb. Proses kimia
saat terjadi pitting corrosion dapat dilihat dalam Gambar 2.7.
Umumnya baja tahan karat berkadar krom (Cr), molybdenum
(Mo) dan nitrogen (N) yang tinggi cenderung lebih tahan terhadap
pitting corrosion. Pada industri petrokimia korosi ini sangat
berbahaya karena menyerang permukaan dan penampakan visualnya
sangat kecil, sehingga sulit untuk diatasi dan dicegah terutama pada
pipa-pipa bertekanan tinggi. Ketahanan material terhadap pitting
corrosion jenis ini di formulasikan sbb :
PREN = %Cr + (3.3 x %Mo) + (16 x %N)
Satu hal yang menyebabkan pitting corrosion menjadi
masalah yang sangat serius yaitu ketika lubang kecil terbentuk, maka
lubang ini akan cenderung terus berkembang (lebih besar dan dalam)
meskipun kondisi baja tahan karat tersebut sangat tertutup atau tidak
Tugas Akhir 17
material untuk lingkungan kerja yang besar, sebagai acuan
kemungkinan terjadinya pitting corrosion digunakan nilai PREN.
Contohnya bila dibandingkan antara baja tahan karat
austenitik seperti 304, 316L, dan baja tahan karat super-austenitik
seperti UR 6B. Baja tahan karat 304 memiliki komposisi: < 0.015%
C, 18.5% Cr, 12% Ni sedangkan untuk baja tahan karat 316L
memiliki komposisi: < 0.030% C, 17.5% Cr, 13.5% Ni, 2.6% Mo.
baja tahan karat super-austenitik UR 6B memiliki komposisi :
< 0.020% C, 20% Cr, 25% Ni, 4.3% Mo, dan 0.13% N. Dengan
komposisi yang berbeda maka nilai PREN untuk masing-masing
baja tahan karat adalah: 304 = 18, 316L = 26, dan UR B6 = 37.
Dengan demikian maka UR B6 memiliki ketahanan akan korosi
lubang paling kuat sedangkan 304 memiliki ketahanan korosi lubang
yang terlemah.
Tugas Akhir 18
Gambar 2.7. Skema proses kimia yang terjadi saat pitting corrosion menyerang dan terus merusak logam Stainless Steel.
Sumber: www.tasteel.com
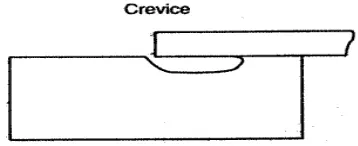
2.3.3. Korosi Antar Celah (Crevice Corrosion)
Korosi jenis ini sering terjadi pada daerah yang mempunyai
kondisi oksidasi terhadap krom (Cr) pada baja tahan karat sangat
rendah atau bahkan tidak ada sama sekali (miskin oksigen). Sering
pula terjadi akibat desain konstruksi peralatan yang tidak
memungkinkan terjadinya oksidasi tersebut misal celah antara gasket
(packing), celah yang terbentuk akibat pengelasan yang tidak
sempurna, sudut-sudut yang sempit, celah/sudut antara 2 atau lebih
lapisan metal, celah antara mur/baut dsb. Praktis korosi ini terjadi di
daerah yang sangat sempit (celah, sudut, takik dsb). Crevice
corrosion dapat dipandang sebagai pitting corrosion yang lebih
berat/hebat dan terjadi pada temperatur dibawah temperatur
moderate yang biasa menyebabkan pitting corrosion. Cara untuk
menghindari masalah ini, salah satunya dengan membuat desain
peralatan lebih 'terbuka' walaupun kenyataannya sangat sulit untuk
Tugas Akhir 19
corrosion) adalah dengan menambah unsur Cr dan Mo pada
kombinasi yang tepat.
Gambar 2.8. Ilustrasi crevice corrosion yang menyerang saat 2 material bertemu dan membentuk celah sempit, sehingga terjadi perbedaan kandungan oksigen yang menyebabkan korosi.
Sumber: www.tasteel.com
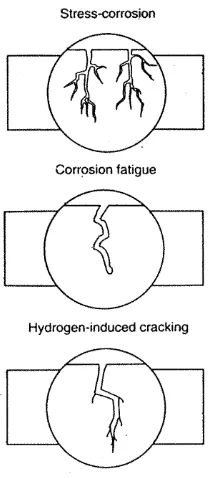
2.3.4. Retakan Korosi Regangan (Stress Corrosion Cracking)
Retakan terjadi akibat korosi lokal dari lapisan yang terkena
tegangan tarik pada kondisi lingkungan yang mengandung klorida,
sulfida, soda kaustik dan air dengan temperatur tinggi.
Dalam kondisi kombinasi antara tegangan (baik tensile,
torsion, compresive maupun thermal) dan lingkungan yang korosif,
maka baja tahan karat cenderung lebih cepat mengalami korosi.
Karat yang mengakibatkan berkurangnya penampang luas efektif
permukaan baja tahan karat akan menyebabkan tegangan kerja
(working stress) pada baja akan bertambah besar. Korosi jenis ini
dapat terjadi misal pada pin, mur-baut dengan lubangnya
(dudukannya), baja yang memiliki tegangan sisa akibat rolling,
bending, welding dan sebagainya. Ilustrasi dari korosi ini dapat
Tugas Akhir 20
Korosi ini meningkat jika bagian yang mengalami tegangan
berada di lingkungan dengan kadar klorida tinggi seperti air laut
yang temperaturnya cukup tinggi. Baja tahan karat austenit sangat
cocok untuk lingkungan dengan sifat korosif ini, karena baja tahan
karat austenit mengandung kadar nikel (Ni) relatif tinggi. Baja tahan
karat grade 316 tidak lebih tahan secara siknifikan dibanding grade
304. Tetapi baja tahan karat dupleks lebih tahan daripada grade 304
atau 316, bahkan sampai temperatur aplikasi 1500°C. Baja tahan
karat super dupleks akan lebih tahan lagi terhadap retakan korsi
tegangan. Pada baja tahan karat austenit korosi jenis ini biasanya
bersamaan dengan korosi lubang.
Pada beberapa kasus, korosi ini dapat dikurangi dengan cara
shot opening, penembakan permukaan logam dengan butir pasir
logam, atau juga dengan annealing setelah proses pengerjaan baja
tahan karat selesai, sehingga dapat mengurangi tegangan pada
Tugas Akhir 21
Gambar 2.9. Ilustrasi stress cracking corrosion akibat adanya tegangan sisa dan lingkungan korosif.
Sumber: www.tasteel.com
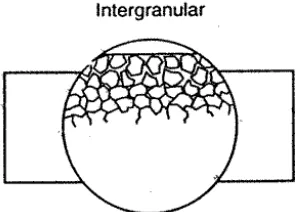
2.3.5. Korosi Antar Butir (Intergranular Corrosion)
Korosi ini berawal dari presitipasi kromium karbida pada
batas butir yang terjadi pada suhu 500-900°C terutama pada suhu
600-800°C, sehingga menyebabkan adanya daerah yang kekurangan
krom (Cr) didekatnya, yang menyebabkan mikrostruktur baja tahan
karat tersebut menjadi tidak sempurna.
Ketika baja tahan karat austenit berada pada temperature
425-850 °C (temperatur sensitasi) atau ketika dipanaskan dan
dibiarkan mendingin secara perlahan (seperti halnya sesudah welding
atau pendinginan setelah annealing) maka karbon akan menarik
krom (Cr) untuk membentuk partikel kromium karbida (chromium
Tugas Akhir 22
tersebut. Formasi kromium karbida yang terkonsentrasi pada batas
butir akan menghilangkan atau mengurangi sifat perlindungan
kromium pada daerah tengah butir. Sehingga daerah ini akan dengan
mudah terserang oleh korosi (Gambar 2.10). Secara umum baja
tahan karat dengan kadar karbon (C) < 2% relative tahan terhadap
korosi ini.
Ketidak sempurnaan mikrostruktur ini dapat diperbaiki
dengan menambahkan unsur yang memiliki afinitas (daya tarik)
terhadap karbon (C) lebih besar untuk membentuk karbida, seperti
titanium (Ti) dan niobium (Nb). Cara lain adalah dengan
menggunakan baja tahan karat berkadar karbon rendah yang ditandai
indeks “L” -low carbon steel- (misal 316L atau 304L). Baja tahan
karat dengan kadar karbon tinggi juga akan tahan terhadap korosi
jenis ini asalkan digunakan pada temperatur tinggi pula (misal 304H,
316H, 321H, 347H, 315/Sirius S15, 310/Sirius 310 dan juga
314/Sirius 314).
Gambar 2.10. Ilustrasi korosi pada butir akibat terjadinya sensitasi krom (Cr)
Tugas Akhir 23
2.3.6. Galvanic Corrosion
Galvanic corrosion terjadi karena terdapat sambungan
material yang tidak sama (dua material yang berbeda terhubung
secara elektris atau tersambung misal baut dengan mur, paku
keling/rivet dengan body tangki, hasil welding dengan benda kerja)
atau terendam dalam larutan elektrolit, sehingga dissimilar material
tersebut menjadi semacam sambungan listrik. Mekanisme ini
disebakan satu material berfungsi sebagai anoda dan yang lainnya
sebagai katoda sehingga terbentuk jembatan elektrokimia (Gambar
2.11). Dengan terjadinya hubungan elektrik tersebut maka logam
yang bersifat anoda (less noble) akan lebih mudah terkorosi.
Logam deret sebelah kiri cenderung menjadi anoda (mudah
berkarat) sementara logam sebelah kanan cenderung menjadi katoda.
Galvanic corrosion ini tergantung pada perbedaan material dan rasio
luas permukaan perbedaan material tersebut, serta konduktifitas
larutan.
Gambar 2.11. Ilustrasi terjadinya korosi antara dua logam yang berbeda jenis keaktifannya (logam A dan B).
Tugas Akhir 24
Pada umumnya, korosi pada baja tahan karat akan menyebabkan
kerugian dan beberapa masalah seperti:
1. Terbentuknya lubang-lubang kecil yang halus pada tangki dan
pipa-pipa sehingga menyebabkan kebocoran cairan ataupun gas.
2. Penyusutan (pengurangan ketebalan) serta berkurangnya volume
material menyebabkan kekuatan (strength) material juga menurun,
akibatnya dapat terjadi retak, bengkok, patah dan sebagainya.
3. Dekorasi permukaan material menjadi tidak menarik disebabkan
kerak karat ataupun lubang-lubang.
4. Terbentuknya karat-karat yang mungkin mengkontaminasi zat atau
material lainnya, hal ini sangat dihindari khususnya pada proses
produksi makanan.
(Sumber: www.tasteel.com)
2.4. Baja Tahan Karat 304 (SS 304)
Salah satu jenis baja tahan karat adalah AISI 304 (lihat stainless
steel grades lampiran 1). Baja ini mempunyai struktur face centered cubic
(fcc). Merupakan baja dengan kandungan 18% Cr dan 8% Ni, atau lebih
spesifiknya mengandung unsur kimia Fe, < 0.08% C, 17.5-20% Cr, 8-11%
Ni, < 2% Mn, < 1% Si, < 0.045% P, dan < 0.03% S, yang termasuk pada
jenis baja tahan karat austenit. Merupakan baja yang paling umum dikenal
Tugas Akhir 25
terhadap korosi yang tinggi, formabilitas yang sempurna, berkekuatan tinggi
dan juga ringan.
Baja tahan karat 304 digunakan untuk berbagai macam penerapan,
karena mempunyai berbagai macam keuntungan, seperti:
1. Mempunyai ketahanan terhadap korosi yang besar
2. Tidak mudah terkontaminasi (mencegah terjadinya kontaminasi)
3. Mempunyai ketahanan terhadap oksidasi
4. Mudah dalam pengerjaan
5. Formabilitas yang baik
6. Penampilannya bagus
7. Mudah dibersihkan
8. Ringan tetapi berkekuatan tinggi
9. Pada suhu kriogenik kekuatan dan keuletan tetap terjaga
10. Tersedia untuk berbagai macam produk yang besar.
Baja tahan karat 304 merupakan baja standar dengan kadar karbon
yang rendah, mudah dicari dan digunakan serta merupakan baja tahan karat
yang murah. Jenis baja tahan karat 304 ada beberapa macam yaitu
304 (S30400), 304L (S30403), 304H (S30409). Baja tahan karat 304L pada
umumnya digunakan untuk apklikasi yang memerlukan proses pengelasan
yang menyebakan korosi antar butir pada proses pengerjaannya. Baja tahan
karat 304H dapat digunakan pada temperatur yang tinggi sampai
Tugas Akhir 26
Komposisi paduan serta persentase berat yang ada pada baja tahan
karat 304, 304L dan 304H dapat dilihat pada tabel unsur kimia (Tabel 2.2)
sesuai dengan ASTM A240 dan ASME SA-240.
Tabel 2.2. Unsurkimia pada baja tahan karat 304, 304L dan 304H.
Element
Percentage by Weight Maximum Unless Range is Specified
304 304L 304H
Carbon 0,08 0,030 0,04-0,01 Manganese 2,00 2,00 2,00 Phosphorus 0,045 0,045 0,045
Sulfur 0,030 0,030 0,030 Silicon 0,75 0,75 0,75 Chromium 18,00
20,00
Dari kandungan unsur kimia baja tahan karat 304 tersebut, diperoleh
sifat mekanik dari baja tahan karat 304 seperti pada Tabel 2.3. Pada kondisi
annealed, baja tahan karat 304 memiliki sifat fisik dan listrik seperti yang
ditunjukkan dalam Tabel 2.4.
Tabel 2.3. Sifat mekanik stainless steel AISI 304.
Poison Tensile Yield Elong Hard Mod Density 0,27-0,30 515 205 40 88 193 8
Keterangan :
Poison : Rasio Poison
Tensile : Tensile strength (MPa) Yield : Yield Strength (MPa) Elong : elongation %
Hard : Kekerasan (HVN) Mod : Modulus elastisitas (GPa) Density : berat jenis (Kg/m3)
Tugas Akhir 27
Tabel 2.4. Sifat fisik dan listrik stainless steel AISI 304 pada kondisi annealed.
2.4.1. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Merata (Uniform
Corrosion)
Baja tahan karat 304 sangat tahan terhadap korosi terutama
karena pengaruh oksidasi lingkungan. Biasanya digunakan untuk
membuat peralatan dan perkakas pada proses pengolahan makanan
dan minuman, perpipaan, tabung, dan peralatan lain yang
berhubungan langsung dengan air.
Baja tahan karat 304 dengan kandungan 18-19% Cr, mampu
bertahan terhadap oksidasi lingkungan yang mengandung nitric acid.
Data ketahanan korosi untuk baja tahan karat 304 terhadap nitric
acid dapat dilihat pada Tabel 2.5. (Untuk pengaruh korosi pada baja
tahan karat 304 terhadap larutan asam dapat dilihat pada lampiran 2)
Baja ini juga mempunyai ketahanan terhadap asam organik
seperti acetic dan asam pengurang seperti fosfor. Penambahan
9-11% Ni pada baja ini akan menambah ketahanan korosi terhadap
lingkungan.
Dalam beberapa kasus, kandungan C yang rendah pada baja
tahan karat 304L mempunyai laju korosi yang rendah dibandingkan
Tugas Akhir 28
terjadi apabila baja berada pada kondisi lingkungan yang
mengandung formic acid, asam sulfamic, dan caustic soda.
Tabel 2.5. Laju korosi pada baja tahan karat 304 terhadap nitric acid.
% Nitric Acid Temperature °C
Corrosion Rate Mils/Yr (mm/a)
10 149 5,0 (0,13)
20 149 10,1 (0,25)
30 149 17,0 (0,43)
Sumber: www.sandmeyer.com
2.4.2. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Antar Butir
(Intergranular Corrosion)
Pengerjaan panas baja tahan karat pada suhu antara
427-816°C akan menyebakan presipitasi karbida Cr pada
batasan-batasan butir. Kebanyakan baja akan mengalami cacat dan
terpengaruh oleh adanya korosi antar butir pada lingkungan yang
agresif. Kandungan C pada baja 304 menyebabkan cacat akibat
terkena panas dari pengelasan, baik pada bagian yang di las maupun
bagian-bagian yang terpengaruh oleh panas dari las tersebut. Dalam
hal ini baja dengan kandungan C yang rendah, yaitu baja 304L, lebih
menguntungkan. Kandungan C yang rendah akan menghambat
Tugas Akhir 29
Tabel 2.6. Intergranular Corrosion Tests.
ASTM A262 Evaluation Test
Corrosion Rate, Mils/Yr (mm/a)
304 304L
Practice E Base Metal Welded
No Fissures on Bend Some Fissures on Weld (unacceptable)
2.4.3. Ketahanan Baja Tahan Karat 304 Terhadap Korosi Retakan
Tegangan (Stress Corrosion Cracking)
Baja 304 merupakan baja tahan karat austenit yang paling
mudah terpengaruh terhadap retakan korosi tegangan (stress
corrosion cracking), karena kandungan Ni yang rendah. Kondisi
yang menyebabkan korosi ini dipengaruhi oleh:
a. Adanya ion klor
b. Sisa pengaruh tegangan
c. Suhu lebih dari 49°C
Keretakan bisa terjadi akibat perubahan bentuk dari baja pada
saat proses pembentukan, atau pada saat baja mengalami pengerolan,
Tugas Akhir 30
Tabel 2.7. Halide (Chloride Stress Corrosion Tests).
Test U-Bend (Highly Stressed) Samples
304
Cracked, 142 – 1004 hours Cracked, 300 – 500 hours 40% Calcium
Chloride, Boiling
BaseMetal Cracked, 144 hours –
2.4.4. Ketahanan Baja Tahan Karat 304 Terhadap Pitting/Crevice
Corrosion
Baja tahan karat 304 sangat bagus digunakan pada air segar
dengan kandungan ion chloride yang rendah. Biasanya, 100 ppm
chloride merupakan batas maksimum untuk baja tahan karat,
terutama untuk menghindari crevice corrosion, karena kandungan
klor yang tinggi memungkinkan terjadinya crevice corrosion dan
pitting corrosion. Pada beberapa kondisi dengan kandungan klor
yang tinggi, pH rendah, dan/atau suhu yang tinggi, dianjurkan untuk
menggunakan baja dengan kandungan molybdenum (Mo) yang tinggi
seperti baja tahan karat 316. Baja 304 tidak dianjurkan untuk
penggunaan pada lingkungan yang mengandung kadar air laut tinggi.
(Sumber: www.sandmeyer.com)
Untuk menghitung laju korosi pada baja tahan karat secara umum
dapat dilihat pada lampiran 3 dan untuk standarisasi ASTM pengujian
Tugas Akhir 31
2.5. Uranium Nitrat (UO2(NO3)2)
Uranium merupakan salah satu unsur kimia dengan lambang U (lihat
tabel periodik pada lampiran 5) dengan nomor atom 92, beracun karena
memancarkan radiasi α, berwarna hitam keperakan, dan merupakan
radioaktif alami, serta merupakan logam berat yang dapat digunakan sebagai
salah satu sumber energi yang sangat berlimpah.
Unsur kimia atau sering disebut unsur, merupakan zat kimia yang
tidak dapat dipecah lagi menjadi zat yang lebih kecil, atau tidak dapat
dirubah menjadi zat kimia lain dengan menggunakan metode kimia biasa.
Unsur mempunyai partikel terkecil yang disebut atom, yang terdiri dari inti
atom (nucleus) yaitu terdiri atas sejumlah proton dan netron, dan dikelilingi
oleh elektron (Gambar 2.12).
Hal yang membedakan unsur satu dengan yang lain adalah jumlah
proton yang ada dalam sebuah inti atom tersebut, yang dikenal sebagai
nomor atom. Tetapi atom-atom pada unsur yang sama tersebut dapat
memiliki jumlah neutron yang berbeda, yang dikenal dengan sebutan isotop.
Massa rata-rata atom suatu unsur pada alam adalah massa atom. Karena
massa elektron sangat kecil dan massa neutron hampir sama dengan massa
proton, maka masa atom biasanya dinyatakan dengan jumlah proton dan
neutron pada inti atom, pada isotop yang memiliki kelimpahan terbanyak di
alam. (Sumber: en.wikipedia.org)
Uranium biasanya ditemukan dalam jumlah kecil pada bebatuan,
tanah, air, tumbuhan maupun hewan (termasuk manusia). Uranium lebih
sering ditemukan pada bebatuan dengan konsentrasi 2 sampai 4 bagian per
Tugas Akhir 32
2.5.1. Atom Uranium
Jika dilihat pada skala menurut tingkatan massa inti atom,
uranium merupakan yang paling berat dari semua unsur alami
(hydrogen merupakan unsur yang paling ringan). Seperti unsur yang
lain, uranium juga terdiri dari beberapa isotop yaitu sebanyak 16
isotop.
Uranium alami yang terdapat pada kerak bumi, merupakan
campuran dari dua bagian besar isotop yaitu Uranium-238 (U-238)
sebanyak 99,3% dan Uranium-235 (U-235) sebanyak 0,7%.
Uranium-235 sangat penting, karena pada suatu kondisi tertentu
U-235 dapat memisah (membelah), dan dapat menghasilkan energi
yang sangat besar. Kondisi dimana terjadi pemisahan (pembelahan)
tersebut sering disebut cenderung membelah atau pembelahan inti.
Seperti isotop radioaktif yang lain, U-238 juga mengalami
penguraian (peluruhan), tetapi U-238 meluruh sangat lambat,
peluruhan tersebut membutuhkan waktu paruh hampir sama dengan
usia bumi (4500 juta tahun). Dari hal tersebut, U-238 dianggap
hampir bukan merupakan bahan radioaktif, tidak seperti isotop lain
yang ada pada batu dan pasir. Meskipun demikian U-238 mampu
menghasilkan 0,1 watt/ton sebagai penghasil energi panas dan panas
ini cukup untuk menghangatkan kerak bumi. U-235 mampu
Tugas Akhir 33
Gambar 2.12. Nucleus with the isotopes. Sumber: www.uic.com.au
2.5.2. Energi dari Atom Uranium
Inti atom dari U-235 terdiri dari 92 proton dan 143 netron
(92 + 143 = 235). Ketika inti atom U-235 menangkap netron yang
bergerak, inti atom tersebut terbelah menjadi 2 (membelah) dan
melepaskan energi dalam bentuk panas, juga melepaskan 2 atau 3
netron tambahan. Netron tambahan tersebut akan membuat inti atom
U-235 yang lain menjadi terbelah dan juga melepaskan netron
tambahan, reaksi tersebut akan terjadi terus menerus sehingga
tercipta reaksi berantai yang disebut pembelahan inti (Gambar 2.13).
Ketika reaksi pembelahan inti tersebut terjadi secara terus
menerus, hingga mencapai berjuta-juta kali, akan tercipta energi
panas dalam jumlah yang sangat besar walaupun awalnya terjadi
pada uranium yang relatif kecil. (Sumber: www.uic.com.au)
BAB III PERANCANGAN
3.1. Perancangan Pipa
Reaktor SAMOP banyak menggunakan pipa sebagai bahan baku
utama selain tabung-tabung, perancangan pipa menggunakan beberapa
acuan yang kemudian dirangkum sebagai berikut.
3.1.1. Perancangan Pipa Reaktor SAMOP
Bahan yang digunakan pada perancangan pipa, yaitu
menggunakan baja tahan karat tipe 304 atau 304H (18Cr-10Ni-Cb)
dengan ukuran nominal pipa 3/8 Inchi, dengan schedule (pemakaian
direncanakan) 5 sampai 10 tahun. Pipa direncanakan beroperasi pada
suhu 50°C, dengan tekanan 1 atm (14,7 psi/0,103 MPa), laju korosi
0,1 mm/thn dan dengan derajat keasaman (pH) adalah 1.
3.1.2. Perhitungan Tebal Minimum Pipa
Ketebalan minimum pipa ditentukan dengan melihat
perencanaan penggunaan pipa, dengan memperhitungkan batas
minimum dari ketebalan pipa. Perhitungan ketebalan pipa bisa
diperoleh dengan perhitungan (sesuai ANSI/ASME B 31.3) atau
dengan melihat tabel dimensi pipa (Tabel 3.1).
Tugas Akhir 35
Tabel 3.1. Stainless Steel Pipe Dimensions Size
(inchi)
OD (inchi)
Wall Thickness (inchi)
5 10 40 STD 80 XH 160 XXH
2 0.840 0.065 0.083 0.109 0.109 0.147 0.147 0.187 0.294 3 4 1.050 0.065 0.083 0.113 0.113 0.154 0.154 0.218 0.308
1 1.315 0.065 0.109 0.133 0.133 0.179 0.179 0.250 0.358
1 14 1.660 0.065 0.109 0.140 0.140 0.191 0.191 0.250 0.382
1 12 1.900 0.065 0.109 0.145 0.145 0.200 0.200 0.281 0.400
2 2.375 0.065 0.109 0.154 0.154 0.218 0.218 0.343 0.436
2 12 2.875 0.083 0.120 0.203 0.203 0.276 0.276 0.375 0.552
3 3.500 0.083 0.120 0.216 0.216 0.300 0.300 0.437 0.600
312 4.000 0.083 0.120 0.226 0.226 0.318 0.318 0.636 Sumber: www.amipipe.com
(Reference ANSI Standard B 36.10)
Untuk menghitung ketebalan minimum pipa dengan perhitungan,
digunakan persam n: aa
t = (inchi) ... (3.1)
dengan :
t = Tebal pipa, inchi
P = Tekanan elastis (tekanan dalam), psig
Do = Diameter luar pipa, inchi
Eq = Faktor kualitas yang menunjukkan kualitas tuang/cetak
bahan (Ec), faktor kualitas sambungan (Ej) dan berdasar
faktor kualitas golongan (grade) (Es). Nilai Ec dari 0,85
sampai 0,1 tergantung dari metode yang digunakan
Tugas Akhir 36
nilai Ej dari 0,6 - 1,0 (Tabel 3.3) tergantung pada bahan
las yang digunakan untuk penyambungan. Nilai Es
dapat diasumsikan menjadi 0,92.
Eq = Ec Ej Es ... (3.2)
S = Tegangan elastis (tegangan yang diijinkan pada
temperatur bahan), psi (lihat Tabel 3.5)
Y = Koefisien yang diijinkan berdasarkan bahan dan
temperatur yang direncanakan. Untuk t < d/6, nilai Y
dapat diketahui dari (Tabel 3.4)
Y = jika, ... (3.3)
Untuk temperatur dibawah 900°F, maka nilai Y
diasumsikan 0,4.
dimana:
d = Diameter dalam
= Do – 2 tm (inchi) ... (3.4)
(Sumber: Pipe Stress Analysis, hal 22-23)
Dalam bab sebelumnya telah diuraikan mengenai korosi dan
kerugian akibat korosi. Korosi tersebut juga akan berpengaruh pada
instalasi pipa, sehingga dalam perencanaan ketebalan dinding pipa
minimum, laju korosi yang diijinkan harus ditambahkan. Maka tebal
minimum dari dinding pipa (tm) menjadi :
Tugas Akhir 37
dimana:
tm = Tebal dinding pipa minimum, inchi
A = Laju korosi yang diijinkan, inchi
Tebal nominal = (inchi) ... (3.6)
dimana:
MT = Manufacturing tolerance (12½ %)
(Sumber: Pipe Stress Analysis, hal 22-23) 3.1.3. Perhitungan Tekanan yang Diijinkan
Selain perhitungan ketebalan minimum pipa, tekanan fluida
kerja dalam pipa tersebut juga berpengaruh. Untuk menghitung
tekanan yang diijinkan digunakan rumus:
P = (psi) ... (3.7)
dimana :
t = tebal pipa, inchi
Tugas Akhir 38
Tabel 3.2. Increased Casting Quality Factor Ec
Type of Suplementary Examination Ec Surface examination (1)
Magnetic particle method (2) Ultrasonic examination (3) Type 1 and 2
Sumber: Pipe Stress Analysis, hal 23 (Reference ANSI/ASME B31.3. Table 304.1.1)
Tabel 3.3.Straight and Spiral Longitudinal Weld Joint Quality Factor Ej
Type of Joint Examination Ej
Furnace butt weld Eletric resistance weld
Electric fusion weld (single butt weld) Electric fusion weld (single butt weld) Electric fusion weld (single butt weld) Electric fusion weld (double butt weld) Electric fusion weld (double butt weld) Electric fusion weld (double butt weld) By ASTM A211 specification
Double submerged arc-welded pipe (per API 5L or 5LX)
As required by spesification As required by spesification As required by spesification Spot radiograph
100 % radiograph
As required by spesification Spot radiograph
100 % radiograph
As required by spesification Radiograph
Sumber: Pipe Stress Analysis, hal 24 (Reference ANSI/ASME B31.3. Table 302.3.4)
Tabel 3.4.Values of Y Coefficient
Material
Sumber: Pipe Stress Analysis, hal. 220
Tabel 3.5a. Allowable Stresses in Tension for Metals, SE, KSI SE, KSI
Sumber: Pipe Stress Analysis, hal. 222
Tabel 3.5b. Allowable Stresses in Tension for Metals, SE, KSI (lanjutan)
Tugas Akhir 41
3.1.4. Ulir Pada Pipa
Pembuatan ulir pada pipa bertujuan untuk menyambungkan
pipa dengan sambungan-sambungan pipa (fittings). Pembuatan ulir
pada pipa berdasarkan tabel berikut.
Tabel 3.6.Tapping Drills for Pipe
Pipe Tapping Drills
Size
Reamer Straight NPS Drill
Note : * Ream the hole before tapping with a reamer having a tapper of 3/4 inch per foot NPT = National Pipe Taper Thread
A sealant compound or Teflon tape must used for a leak-free seal NPS = American Standard Straight Pipe Thread
Used for mechanical joining – holding a fitting in place. An O-ring or a metal seal is required
Tugas Akhir 42
Tabel 3.7.Tapping and Clearance Drills for Number Machine Screws
Screw Size Tapping Drills Clearance Drills
Number Threads
(decimal) (mm) Drill Size
National Coarse (NC) National Fine (NF) National Extra Fine (NEF) National Special (NS)
Tugas Akhir 43
Untuk mengetahui ketebalan sambungan pipa (pipe fittings)
baik sambungan siku (elbow), tee dan silang (cross), dapat dilihat
pada gambar dan tabel berikut:
Gambar 3.1. Dimensi sambungan pipa (pipe fittings) Sumber: www.alloystainless.com
Tabel 3.8.Ukuran Sambungan Pipa (Pipe Fittings)
Size 1/8 1/4 3/8 1/2 3/4 1 11/4 11/2 2
3000 p.s.i. COLD NON-SHOCK SERVICE
A 13/16 13/16 31/32 11/8 15/16 11/2 13/4 2 23/8
B 7/8 7/8 11/16 15/16 11/2 113/16 23/16 27/16 231/32
C 0.420 0.555 0.690 0.855 1.065 1.330 1.675 1.915 2.406
D 3/8 3/8 7/16 1/2 9/16 5/8 11/16 3/4 7/8
E 11/16 11/16 3/4 7/8 1 11/8 15/16 13/8 111/16
F 3/8 3/8 7/16 7/16 1/2 9/16 5/8 17/32 11/16
Sumber: www.alloystainless.com
3.2. Perancangan Instalasi Pipa Reaktor SAMOP
Perancangan instalasi pipa reaktor SAMOP berdasarkan acuan
skema reaktor SAMOP (Gambar 3.2), direncanakan sesuai dengan gambar
dan ukuran (dimensi) sebagai berikut (untuk lebih jelasnya dapat dilhat pada
Tugas Akhir 44
Keterangan gambar :
1
2
3 6
4 5 7
8 9 10
Gambar 3.2. Perancangan instalasi pipa reaktor SAMOP
1. Tabung penampung Uranium Nitrat
Tugas Akhir 45
3. Tabung tunda
4. Flens (flange)
5. Sambungan pipa silang (cross)
6. Katup (valves)
7. Sambungan T (tee)
8. Sambungan siku (elbow)
9. Pipa 3/8 inchi
10.Pompa
3.3. Diagram Alir Perancangan
BAHAN PIPA SS 304 PERHITUNGAN
PERANCANGAN (5, 10 tahun)
Gambar 3.3. Diagram alir perancangan PENGERJAAN
INSTALASI (Tabung dan Pipa)
PENGUJIAN
PENGAMBILAN DATA EVALUASI
Tidak Setuju
Kebocoran
BAB IV
PERHITUNGAN DAN PENGERJAAN
4.1. Perhitungan Pipa
Pada bab sebelumnya telah dijelaskan spesifikasi stainless steel 304
dan pipa reaktor SAMOP direncanakan menggunakan pipa stainless steel
304 dengan ukuran nominal pipa 3/8 inchi, dengan lama pemakaian
(schedule) antara 5 sampai dengan 10 tahun. Dengan laju korosi
0,1 mm/thn, beroperasi pada suhu 50°C dan dengan tekanan 1 atm
(14,7 psi).
4.1.1. Perhitungan Ketebalan Pipa
Dengan mengacu pada tabel dimensi pipa stainless steel
(Tabel 3.1) dan dengan persamaan pada bab sebelumnya, serta
dengan diketahui dari persoalan sebagai berikut:
P = 1 atm = 14,7 psi
Do = 0,675 inchi (dari Tabel 3.1 untuk pipa 3/8 inchi)
S = 20000 psi (lihat Tabel 3.5)
Eq = Ec Ej Es = 0,85 × 0,85 × 0,92 = 0,6647
A = 0,1 mm/thn = 0,004 inchi/thn
untuk 5 tahun = 0,02 inchi/thn;
untuk 10 tahun = 0,04 inchi/thn
T = 50°C = 122°F
Y = 0.4 (suhu di bawah 900°F)
Tugas Akhir 47
Maka ketebalan nominal pipa dapat diketahui sebagai berikut:
1. Untuk pemakaian 5 tahun
Dengan perhitungan ketebalan pipa (pers. 3.1) didapat:
t =
= , ,
, , ,
= ,
,
= ,
,
= 0,0004 inchi = 0,0102 mm
Sehingga tebal dinding pipa minimum (pers. 3.5) diperoleh:
tm = t + A
= 0,0004 + 0,02
= 0,0204 inchi = 0,5182 mm
Tebal nominal pipa (pers. 3.6) dapat diketahui:
Nt =
= ,
. %
= 0,0233 inchi = 0,5918 mm
Diameter dalam pipa (pers. 3.4) didapat:
d = Do – 2 tm
= 0,675 – 0,0408
Tugas Akhir 48
2. Untuk pemakaian 10 tahun
Dengan perhitungan ketebalan pipa (pers. 3.1) didapat:
t =
= , ,
, , ,
= ,
,
= ,
,
= 0,0004 inchi = 0,0102 mm
Sehingga tebal dinding pipa minimum (pers. 3.5) diperoleh:
tm = t + A
= 0,0004 + 0,04
= 0,0404 inchi = 1,0262 mm
Tebal nominal pipa (pers. 3.6) dapat diketahui:
Nt =
= ,
. %
= 0,0462 inchi = 1,1735 mm
Diameter dalam pipa (pers. 3.4) didapat:
d = Do – 2 tm
= 0,675 – 0,0808
Tugas Akhir 49
Dari tebal nominal yang didapat maka sesuai informasi
umum tentang pipa serta berdasarkan informasi hasil fabrikasi, yang
dapat dilihat pada tabel 3.1, maka dipakai pipa stainless steel dengan
ukuran nominal 3/8 inchi dengan ketebalan 0,049 inchi untuk
pemakaian 5 tahun (schedule 5) dan 0,065 inchi untuk pemakaian 10
tahun (schedule 10).
4.1.2. Tekanan yang Diijinkan
Mengacu pada persamaan 3.7, maka besar tekanan yang
diijinkan pada pipa dapat diketahui:
P =
= , ,
, , ,
= ,
,
= 15,763 psi = 0,109 MPa
4.1.3. Pengaruh Ulir Pada Sambungan Pipa
Dari diameter luar (Do) yang digunakan untuk pipa dengan
ukuran nominal 3/8 inchi adalah 0,675 inchi, tebal dinding pipa yang
digunakan adalah 0,049 inchi untuk pemakaian 5 tahun (Nt (sch 5))dan
0,065 inchi untuk pemakaian 10 tahun (Nt (sch 10)), serta untuk
membuat ulir pada pipa, digunakan tapping drills dengan ukuran
drills 19/32” atau 0,5938 inchi (lihat tabel 3.6). Maka diperoleh