BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
2.2. Ruang Lingkup Bidang Usaha
PT. Kharisma Abadi Sejati melayani jasa pembuatan dan perbaikan fruit cages (lori), sterilizer, pintu sterilizer, hydro cyclone, multi cyclone, inclined conveyor, distribution conveyor, thresher, incinerator, crane construction, boiler,
boiler construction dan boiler chimney. Produk yang telah selesai dikerjakan selanjutnya dibawa ke lokasi perusahaan pemesan untuk dilakukan pemasangan. Selain kegiatan produksi, PT. Kharisma Abadi Sejati juga melayani jasa pengembangan kapasitas pabrik kelapa sawit serta jasa perawatan dan perbaikan
boiler juga sterilizer, yang meliputi overhaul, piping, water and chemical treatment dan modification. Wilayah pemasaran PT. Kharisma Abadi Sejati terus berkembang hingga ke luar propinsi Sumatera Utara. PT. Kharisma Abadi Sejati kemudian mendirikan kantor cabang di propinsi Riau karena banyak menerima pesanan dari pabrik kelapa sawit di propinsi Riau. Beberapa pesanan juga datang dari propinsi NAD, propinsi Sumatera Barat dan propinsi Sumatera Selatan.
2.3. Organisasi dan Manajemen
Pada bagian ini akan diuraikan stuktur organisasi serta hal-hal yang berkaitan dengan tenaga kerja, jam kerja serta sistem pengupahan yang dimiliki oleh PT. Kharisma Abadi Sejati
2.3.1. Struktur Organisasi Perusahaan
terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil dalam lingkup organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan dan masing-masing pegawai mengetahui dengan jelas dari mana perintah itu datang dan kepada siapa harus mempertanggungjawabkan hasil pekerjaannya.
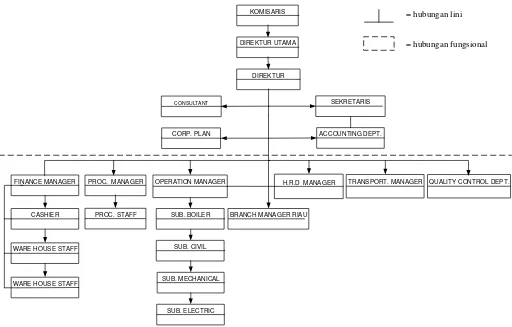
PT. Kharisma Abadi Sejati menggunakan struktur organisasi yang berbentuk organisasi-staff dan fungsional. Hubungan ini terlihat dari pemberian tugas yang dilakukan dalam suatu bidang pekerjaan. Tugas tersebut diberikan dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya sesuai dengan bidang pekerjaan masing-masing secara langsung dengan arah vertikal ke bawah. Sedangkan hubungan fungsional terlihat dari pembagian atau pemisahan tugas berdasarkan fungsi yang berbeda-beda, yaitu Quality Control Dept., HRD
Manager, Transportation Manager, Operation Manager, Finance Manager,
Procurement Manager, serta Branch Manager Riau. Pembagian tugas tersebut dilakukan sesuai dengan kebutuhan perusahaan untuk mencapai tujuan.
Adapun uraian tugas dan tanggung jawab setiap bagian pada struktur organisasi di PT. Kharisma Abadi Sejati adalah sebagai berikut.
1. Komisaris
Tugas dan tanggung jawab komisaris adalah:
a. Menginvestasikan dana untuk kebutuhan perusahaan.
b. Bersama direktur utama menetapkan tujuan dan kebijakan perusahaan. 2. Direktur Utama
a. Mengambil keputusan tertinggi di dalam perusahaan.
b. Menetapkan dan melaksanakan tujuan dan kebijakan perusahaan. c. Menandatangani surat-surat keluar dan laporan-laporan perusahaan. 3. Direktur
Tugas dan tanggung jawab direktur adalah:
a. Melaksanakan tujuan dan kebijakan perusahaan. b. Mengelola perusahaan secara keseluruhan.
c. Mengawasi proses penawaran, tender, negosiasi, maupun kegiatan promosi produk kepada perusahaan rekanan.
4. Sekretaris
Tugas dan tanggung jawab sekretaris adalah:
a. Melaksanakan kegiatan administrasi umum perusahaan dan kegiatan surat-menyurat.
b. Membuat surat penawaran kepada perusahaan yang mengadakan tender. c. Berhubungan dengan tamu yang datang ke perusahaan.
5. Consultant
Tugas dan tanggung jawab consultant adalah:
a. Memberikan pertimbangan atau rekomendasi kepada direktur mengenai proyek atau tender yang hendak diikuti.
b. Bersama direktur utama melakukan negosiasi pada saat tender dilakukan. c. Memeriksa desain produk yang akan ditawarkan.
6. Corp. Plan
Tugas dan tanggung jawab corp. plan adalah:
a. Memberikan masukan kepada direktur mengenai rencana pekerjaan yang akan dilakukan perusahaan.
b. Memberikan masukan kepada direktur mengenai kebijakan strategi perusahaan.
c. Mempromosikan produk yang dihasilkan kepada perusahaan rekanan. 7. Branch Manager Riau
Tugas dan tanggung jawab branch manager Riau adalah:
a. Memimpin dan mengatur kantor perwakilan perusahaaan di Riau.
b. Memperhatikan proyek-proyek di daerah Riau yang mungkin untuk diikuti oleh perusahaan.
c. Menjadi penghubung antara direktur perusahaan dengan perusahaan pemesan di daerah Riau.
8. Accounting Dept.
Tugas dan tanggung jawab accounting dept. adalah:
a. Membuat rincian perhitungan mengenai kebutuhan bahan untuk membuat produk yang akan ditawarkan.
b. Membuat rincian total biaya yang diperlukan untuk membuat produk yang akan ditawarkan.
9. Quality Control Dept.
b. Memeriksa kualitas produk yang dihasilkan. 10. HRD Manager
Tugas dan tanggung jawab HRD manager adalah:
a. Mengatur dan menghitung jumlah tenaga kerja yang dibutuhkan. b. Mengatur penempatan tenaga kerja di masing-masing bagian. c. Membuat catatan administrasi yang berkaitan dengan tenaga kerja. d. Mengatur dan memberikan gaji dan tunjangan kepada tenaga kerja. 11. Transportation Manager
Tugas dan tanggung jawab transportation manager adalah: a. Memerintahkan dan mengatur jadwal pengangkutan produk.
b. Mengawasi aktivitas pengangkutan produk dan bertanggung jawab atas kondisi produk selama dalam perjalanan.
c. Mengawasi dan melaksanakan kegiatan pemasangan produk di tempat pemasangan.
12. Operation Manager
Tugas dan tanggung jawab operation manager adalah: a. Mengawasi kegiatan operasi di workshop.
b. Mengawasi keberadaan serta kondisi mesin dan peralatan di workshop. c. Membuat rancangan produk yang dipesan.
d. Memperkirakan lama penyelesaian produk yang dipesan.
e. Membuat keputusan harian sehubungan dengan kegiatan di workshop. 13. Finance Manager
a. Mengatur keuangan perusahaan serta mengawasi pemasukan dan pengeluaran perusahaan.
b. Membuat laporan keuangan perusahaan. 14. Procurement Manager
Tugas dan tanggung jawab procurement manager adalah: a. Melaksanakan pembelian bahan-bahan yang dibutuhkan.
b. Menandatangani laporan mengenai pembelian, penggunaan, maupun persediaan bahan.
15. Procurement Staff
Tugas dan tanggung jawab procurement staff adalah: a. Melaksanakan pembelian bahan-bahan yang dibutuhkan. b. Mengawasi persediaan bahan di workshop.
c. Membuat laporan mengenai pembelian, penggunaan, maupun persediaan bahan.
16. Cashier
Tugas dan tanggung jawab cashier adalah:
a. Menerima dan mengeluarkan uang untuk berbagai keperluan. b. Membuat laporan arus kas.
17. Warehouse Staff
Tugas dan tanggung jawab warehouse staff adalah: a. Mengontrol stok bahan-bahan di gudang.
Tugas dan tanggung jawab security adalah:
a. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh kompleks perusahaan.
b. Mengambil tindakan pengamanan dan perlindungan ketika tejadi gangguan keamanan di dalam kompleks perusahaan.
c. Ikut membantu kelancaran pekerjaan di workshop jika diperlukan. 19. Sub. Boiler Operator
Tugas dan tanggung jawab sub. boiler operator adalah: a. Melaksanakan proses fabrikasi boiler.
b. Melaksanakan perawatan dan perbaikan boiler. 20. Sub. Civil Operator
Tugas dan tanggung jawab sub. civil operator adalah: a. Melaksanakan pekerjaan konstruksi.
b. Melaksanakan pemasangan produk di tempat pemasangan 21. Sub. Electric Operator
Tugas dan tanggung jawab sub. electric operator adalah: a. Merakit instalasi listrik dan sistem kontrol pada produk.
b. Menguji instalasi listrik dan sistem kontrol pada produk yang telah siap. 22. Sub. Mechanical Operator
Tugas dan tanggung jawab sub. mechanical operator adalah: a. Melaksanakan proses fabrikasi dan proses pekerjaan mesin.
c. Merawat mesin dan peralatan yang digunakan dalam proses fabrikasi dan proses pekerjaan mesin.
d. Menjaga kebersihan lantai workshop dan ruang mesin.
Berdasarkan uraian tugas dan tanggung jawab dari setiap jabatan diatas, maka dapat digambarkan Struktur organisasi dari PT. Kharisma Abadi Sejati yang dapat dilihat pada Gambar 2.1.
= hubungan lini
OPERATION MANAGER H.R.D MANAGER BRANCH MANAGER RIAU
Gambar 2.1. Struktur organisasi PT. Kharisma Abadi Sejati
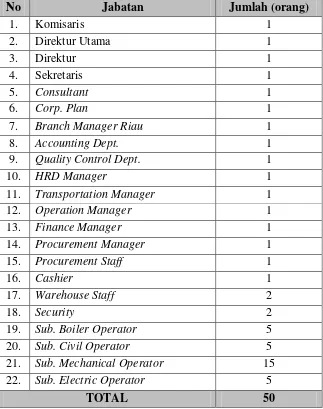
Tenaga kerja pada PT. Kharisma Abadi Sejati terdiri dari tenaga kerja tetap dan tenaga kerja tak tetap. Yang merupakan tenaga kerja tak tetap adalah tenaga kerja atau operator di lantai produksi (workshop) yang jumlahnya dapat berubah pada saat tertentu sesuai dengan kebutuhan perusahaan. Tabel 2.1. menunjukkan jumlah tenaga kerja di PT. Kharisma Abadi Sejati.
Tabel 2.1. Jumlah Tenaga Kerja di PT. Kharisma Abadi Sejati
No Jabatan Jumlah (orang)
11. Transportation Manager 1
12. Operation Manager 1
Jam kerja yang diberlakukan di PT. Kharisma Abadi Sejati adalah 40 jam per minggu dengan maksimum 8 jam kerja per hari. Pekerjaan dilakukan dengan hanya satu shift kerja selama 6 hari dalam satu minggu. Adapun jam kerja di PT. Kharisma Abadi Sejati dapat dilihat pada Tabel 2.2
Tabel 2.2. Jam Kerja PT. Kharisma Abadi Sejati
Hari Jam Kerja (WIB) Keterangan
Senin - Kamis
Sistem pengupahan yang berlaku di PT. Kharisma Abadi Sejati didasarkan pada jenis tenaga kerja, yaitu tenaga kerja tetap dan tenaga kerja tak tetap. Gaji tenaga kerja tetap diberikan pada akhir bulan, sedangkan gaji tenaga kerja tak tetap diberikan pada akhir minggu.
Selain upah, untuk menambah kesejahteraan dan semangat bekerja para tenaga kerjanya, PT. Kharisma Abadi Sejati memberikan berbagai macam tunjangan dan fasilitas, yaitu:
1. Upah Lembur, yaitu upah yang diberikan jika tenaga kerja bekerja melebihi jam kerja yang telah ditentukan.
3. Pelayanan Kesehatan, yaitu penyediaan obat P3K dan perawatan terhadap kecelakaan ringan yang dialami tenaga kerja saat bekerja
4. Jaminan Sosial Tenaga Kerja (Jamsostek), dimana pihak perusahaan mengasuransikan seluruh tenaga kerja pada PT. Jamsostek. Jaminan yang diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan Kematian, Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan
5. Izin Khusus, yaitu dispensasi yang diberikan kepada tenaga kerja untuk melakukan kegiatan tertentu, misalnya istirahat karena sakit, beribadah, menikahkan anak, kemalangan, dan lain-lain.
2.4. Proses Produksi
2.4.1. Bahan yang Digunakan
Bahan baku yang digunakan untuk memproduksi lori berkapasitas 4,5 ton dengan dimensi body 2,6m (panjang) x 2,4m (lebar) x 1,7m (tinggi) adalah sebagai berikut:
1. MS plate ukuran 6000mm x 1800mm x 10mm untuk bagian lantai body, sisi depan serta sisi belakang body.
2. MS plate ukuran 6000mm x 1800mm x 8mm untuk sisi kiri dan sisi kanan
body.
3. Besi UNP ukuran 6000mm x 200mm x 80mm. 4. Besi UNP ukuran 6000mm x 100mm x 50mm. 5. Besi Strip ukuran 6000mm x 50mm x 9mm.
7. Plate Bar ukuran 6000mm x 100mm x 12mm.
8. Round Bar untuk poros roda dengan diameter 75mm.
9. Roda yang terbuat dari bahan cast steel dengan diameter 350mm dan diameter lubang untuk poros roda sebesar 65 mm.
10. Bantalan poros yang terbuat dari bahan bronze dengan diameter lubang untuk poros roda sebesar 60mm.
11. Gandengan depan dan gandengan belakang.
Bahan tambahan yang digunakan adalah cat tahan panas berwarna hitam. Pengecatan ini dilakukan agar lori tidak mudah mengalami korosi. Sedangkan bahan penolong yang digunakan untuk membantu kelancaran proses produksi namun tidak terkandung dalam produk akhir adalah gas LPG dan gas oksigen. Gas LPG dan gas oksigen digunakan pada mesin blander potong pada proses pemotongan. Api bersuhu tinggi yang berasal dari pembakaran gas tersebut digunakan untuk memotong plat secara manual sesuai bentuk dan ukuran yang diperlukan.
2.4.2. Uraian Proses Produksi
Proses pembuatan lori di PT. Kharisma Abadi Sejati terdiri dari proses pembuatan body lori, proses pembuatan seksi body lori, proses pembuatan roda lori, serta proses penyelesaian akhir. Adapun proses pembuatan body lori adalah sebagai berikut.
Bahan baku berupa MS Plate 10 dan MS Plate 8 telah berada di departemen pengukuran dan pemotongan besi plat. Pada tahapan ini, besi plat tersebut diukur dan diberi tanda garis potong mengunakan pensil khusus dan mal sesuai dengan spesifikasi. Pemberian tanda tersebut harus tepat dan jelas untuk menghindari kesalahan pemotongan dan pengeboran.
Setelah itu dilakukan proses pemotongan dengan menggunakan mesin
blander potong. Pada mesin tersebut, reaksi gas LPG dan gas oksigen
menghasilkan nyala api yang bersuhu tinggi. Api tersebut yang digunakan untuk memotong besi. Pemotongan dilakukan secara manual sehingga harus dilakukan dengan hati-hati untuk menghindari kesalahan pemotongan.
2. Pengeboran
Setelah selesai dipotong, besi plat dibawa dengan menggunakan crane ke departemen pengeboran. Pengeboran dilakukan dengan menggunakan mesin bor magnet secara manual. Proses ini juga harus dilakukan dengan hati-hati agar lubang yang dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan. Setelah selesai dibor, besi plat dibawa dengan menggunakan crane ke departemen perakitan dan pengelasan. Sedangkan besi plat yang digunakan menjadi sisi kiri dan kanan body lori yang memiliki bentuk lengkung terlebih dahulu dibawa ke departemen pengerolan dengan menggunakan crane.
3. Pengerolan
Pengerolan dilakukan untuk membuat bentuk lengkung plat besi yang menjadi sisi kiri dan kanan body lori. Plat besi diangkat dengan menggunakan
Setelah selesai dirol, besi plat dibawa dengan menggunakan crane ke departemen perakitan dan pengelasan.
Adapun proses pembuatan seksi body lori adalah sebagai berikut. a. Pengukuran dan Pemotongan Besi Batangan
Bahan baku berupa Besi UNP, Besi Strip, Besi Siku, dan Besi Plate Bar
dibawa dari gudang ke departemen pengukuran dan pemotongan besi batangan dengan menggunakan forklift. Pada tahapan ini, besi batangan tersebut diukur dan diberi tanda garis potong mengunakan pensil khusus dan mal sesuai dengan spesifikasi. Pemberian tanda tersebut harus tepat dan jelas untuk menghindari kesalahan pemotongan dan pengeboran.
Setelah itu dilakukan proses pemotongan dengan menggunakan mesin gergaji besi. Kemudian setelah selesai dipotong, besi batangan tersebut dibawa ke departemen perakitan dan pengelasan dengan menggunakan
forklift. Sedangkan Besi UNP yang menjadi seksi bawah lori untuk mengunci baut pada bantalan poros roda dibawa dengan menggunakan forklift ke departemen pengeboran untuk dibor terlebih dahulu. Pengeboran dilakukan untuk membuat lubang pada Besi UNP agar baut dapat dikunci pada Besi UNP tersebut
b. Pengeboran
dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan. Setelah selesai dibor, Besi UNP dibawa ke departemen perakitan dan pengelasan dengan menggunakan forklift.
Adapun proses pembuatan roda lori adalah sebagai berikut.
1. Pengukuran dan Pemotongan Besi Batangan
Bahan baku berupa Besi Round Bar dibawa dari gudang ke departemen pengukuran dan pemotongan besi batangan dengan menggunakan forklift. Pada tahapan ini, besi batangan tersebut diukur dan diberi tanda garis potong mengunakan pensil khusus dan mal sesuai dengan spesifikasi. Pemberian tanda tersebut harus tepat dan jelas untuk menghindari kesalahan pemotongan dan pembubutan. Setelah itu dilakukan proses pemotongan dengan menggunakan mesin gergaji besi. Kemudian setelah selesai dipotong, besi batangan tersebut dibawa ke departemen pekerjaan mesin secara manual untuk dibubut.
2. Pembubutan
Besi Round Bar yang menjadi poros roda lori kemudian dibubut dengan menggunakan mesin bubut. Proses ini juga harus dilakukan dengan hati-hati agar bentuk yang dihasilkan sesuai dengan ukuran dan posisi yang telah ditentukan. Setelah selesai dibubut, Besi Round Bar dibawa ke departemen pembuatan roda secara manual.
Besi Round Bar yang menjadi poros roda lori kemudian dipanaskan pada suhu tinggi. Di departemen ini pula roda lori yang terbuat dari bahan
cast steel juga dipanaskan pada suhu tinggi. Setelah itu roda dipasang ke poros dan kemudian didinginkan. Proses pemasangan dengan prinsip pemanasan dan pendinginan ini sangat baik untuk membuat roda terpasang dengan kuat pada porosnya. Setelah dingin, bantalan poros roda dipasang sementara pada poros roda untuk digunakan mengunci roda pada body lori nantinya. Setelah itu roda dibawa ke departemen perakitan dan pengelasan dengan menggunakan forklift.
Adapun proses penyelesaian akhir dalam pembuatan lori adalah sebagai berikut.
a. Perakitan dan Pengelasan
Proses perakitan dan pengelasan ini harus dilakukan dengan tepat mengikuti tanda-tanda yang telah dibuat agar setiap bagian dapat menyatu atau tersambung dengan baik dan kuat. Setelah itu, lori yang telah selesai dirakit secara lengkap dibalikkan kembali ke posisi semula dengan menggunakan crane. Lori kemudian dibawa dengan menggunakan crane ke departemen pengecatan untuk dicat.
b. Pengecatan
Pengecatan dilakukan agar lori lebih tahan lama dan tidak mudah mengalami korosi. Sebelum dicat, seluruh permukaan lori harus dibersihkan terlebih dahulu dari kotoran yang menempel termasuk karat yang sudah ada di permukaannya, kemudian dicat dengan cat warna hitam tahan panas dengan menggunakan kuas. Pengecatan dilakukan sebanyak dua kali agar lapisan cat menempel lebih tebal pada permukaan lori dan tidak mudah terkelupas. Adapun flow process chart
(FPC) proses produksi selengkapnya dapat dilihat pada Lampiran 2.
2.4.3. Mesin dan Peralatan
2.4.3.1. Mesin
Mesin-mesin produksi yang digunakan oleh PT. Kharisma Abadi Sejati adalah sebagai berikut.
1. Nama Mesin : Blander Potong
Sistem : Tekan
Ukuran Potong : Tebal 6-30 mm, kecepatan 50-750 mm/menit Jumlah : 2 unit
Fungsi : Untuk memotong plat besi dan besi lainnya 2. Nama Mesin : Gergaji Besi
Merk/ Tipe : G7016
Dimensi : 910 x 330 x 640 mm
Cutting Scope : round bar diameter 160 mm & square bar 160 x160 mm
Blade : 350 x 25 x 1.25 mm Jumlah : 2 Unit
Fungsi : Untuk memotong besi round bar 3. Nama Mesin : Gerinda Tangan
Merk/ Tipe : Earth 14 Dimensi : Diameter 100 mm Daya : 900 W
Tegangan : 220 V Putaran : 11000 rpm Jumlah : 5 Unit
Fungsi : Untuk merapikan potongan plat besi 4. Nama Mesin : Bor Magnet
Merk/ Tipe : Rong Fu RF-30 Daya : 1200 W
Drilling : Diameter 23 mm, kedalaman max 180 mm Putaran : 350 rpm
Jumlah : 1 Unit
Fungsi : Untuk melubangi permukaan body lori 5. Nama Mesin : Mesin Las
Merk/ Tipe : BX 160
Dimensi : 680 x 370 x 680 mm Daya input : 9.1 kVA
Tegangan : 380 V
Kuat Arus : 250 A, 3 phasa Jumlah : 4 unit
Fungsi : Untuk menyambung plat besi 6. Nama Mesin : Roll Plate
Merk/ Tipe : Heisteel tipe ASY –HA no70479 Dimensi : 4900 x 1300 x 1500 mm
Lebar Roll : 3000 mm Diameter Roll : 440 mm Jumlah Roll : 3 Unit Jumlah : 1 Unit
Fungsi : Untuk melengkungkan plat besi 7. Nama Mesin : Bubut
Merk/ Tipe : ZMM Metalik CM 8
Swing Over Carriage : 220 mm
Swing in Gap : 700 mm
Distance Between Center : 1000 mm
Witdh of Bed : 394 mm
Spindle Bore : 52 mm
Tail Quill : Diameter 75 mm, travel 150 mm Putaran : 1400 rpm
Daya : 7.5 kW Jumlah : 1 Unit
Fungsi : Untuk membubut besi agar ukuran dan bentuknya sesuai dengan yang diinginkan
2.4.3.2. Peralatan (Equipment)
Peralatan yang digunakan dalam proses pembuatan lori adalah :
1. Crane, berfungsi untuk mengangkat plat besi dan benda kerja lainnya dari suatu departemen ke departemen lain untuk diproses.
Tipe: CR-0125M0
Kapasitas maksimum : 12000 kg Jangkauan : 3200 mm x 4500mm
2. Forklift, berfungsi untuk mengangkat besi batangan yang akan diproses. Merek : Toyota
Kapasitas maksimum: 2000 kg
Tinggi garpu maksimum (lift) : 3000 mm
3. Martil, berfungsi untuk mengubah kelengkungan pada bagian lengkung
body lori yang perlu diubah kelengkungannya, yaitu dengan cara memukulkannya ke bagian lengkung tersebut secara manual.
4. Kuas, berfungsi pada proses pengecatan lori
2.4.3.3. Utilitas
Utilitas merupakan fasilitas yang digunakan untuk membantu kelancaran operasional di lantai produksi. Utilitas yang terdapat di di PT. Kharisma Abadi Sejati adalah penyediaan air bersih, sumber tenaga listrik, safety and fire protection, serta pengolahan limbah.
1. Penyediaan Air Bersih
Penyediaan air bersih di perusahaan terbagi menjadi dua, yaitu air yang berasal dari PDAM untuk digunakan di musholla dan mes karyawan serta air yang berasal air tanah yang dipompa menggunakan pompa air untuk digunakan di bagian produksi dan kantor.
2. Sumber Tenaga Listrik
3. Safety and Fire Protection
Untuk mencegah dan mengatasi bahaya kebakaran, PT. Kharisma Abadi Sejati memiliki alat pemadam kebakaran dengan jenis serbuk kering (dry chemical), gas CO2 dan busa. Sedangkan untuk perlindungan diri para tenaga kerjanya digunakan helm pengaman, sepatu pelindung, sarung tangan, masker, serta kacamata pengaman dan pelindung wajah saat mengelas.
4. Pengolahan Limbah