BAB 2
LANDASAN TEORI
2.1 Tinjauan Pustaka
2.1.1 Perencanaan dan Pengendalian Produksi
Dalam suatu organisasi, pengendalian produksi berguna untuk meningkatkan produktivitas. Definisi produktivitas adalah rasio nilai barang dan jasa yang dihasilkan dibagi dengan nilai sumber daya yang digunakan dalam produksi. Peran pengendalian produksi adalah meminimasi pemborosan dan mengkoordinasikan ketersediaan tenaga kerja, peralatan dan bahan [1, hml 409]. Perbaikan produktivitas dapat dilakukan dengan meningkatkan rancangan dan tatacara kerja produksi sehingga menjadi lebih efisien dan dapat ditingkatkan dengan pengendalian produksi yang lebih baik.
Untuk menjalankan sistem produksi yang efektif, suatu organisasi harus dapat membuat keputusan yang baik dalam skala waktu. Jika perencanaan produksi menekan biaya dengan sistem biaya yang rendah, maka dapat digunakan sistem penjadwalan untuk mendukung sistem tersebut. Masalah yang muncul ialah mengoptimasi penjadwalan dari mesin yang berjumlah banyak [1, hlm 408]. Inti dari penjadwalan ini adalah membantu managemen perusahaan dalam membuat keputusan untuk sistem produksi, mesin dan tenaga kerja. Sistem tersebut harus
mudah digunakan dan bersifat flexibel, dan bersifat objektif dipusatkan kepada perusahaan dan pelanggan [I, hlm 409]
Gambar 2.1 Gambar Sistimatika Sistem Penjadwalan
Dalam sistem Job – order,masalah lain muncul. Dalam proses ini tidak ada proses manufaktur yang direncanakan sebelumnya. Biasanya diperlukan proses berbeda untuk tiap pesanan. Berhentinya satu atau beberapa titik dalam lintasan produksi tidak akan menghentikan keseluruhan lintasan. Karena tiap produk dapat dibuat dengan proses spesifik. Dalam Job – order, penyeimbang lintasan terletak pada PPC. Sedangkan dalam sistem manufaktur, tanggung jawab terletak pada perancangan
proses manufaktur, sekali lintasan produksi diterapkan maka sistem ini akan tetap berjalan sampai terjadi perubahan produk atau mesin.
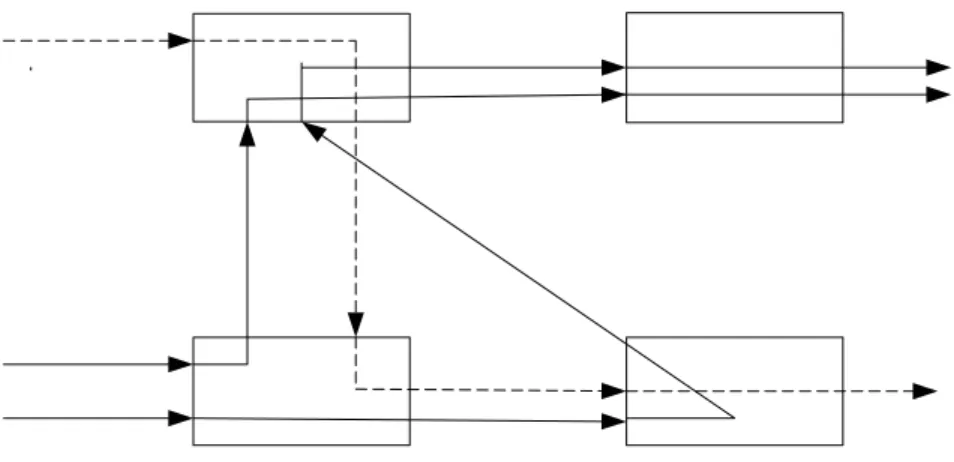
Gambar 2.2 Gambar Sistem Operasi Pengendalian Produksi
Hubungan pengendalian produksi terhadap keseluruhan organisasi manufaktur yang terutama ialah sebagai alat pengendali aliran informasi. Kegiatan pengendali produksi merupakan suatu sistem dan harus dilihat secara menyeluruh. Tindakan menekan waktu menggangur tenaga kerja dan mesin, menekan persedian, atau menekan keterlambatan pengiriman tidak selalu bijaksana. Tujuan pengendalian produksi adalah tujuan keseluruhan organisasi.
Peramalan kebutuhan merupakan titik awal kegiatan pengendalian produksi. Peramalan dilakukan dalam satu jangka waktu perencanaan yang disebut horizon
perencanaan. Pada perusahaan tertentu horizon perencanaan dapat mencangkup jangka waktu antara satu sampai dua tahun mendatang. Perencanaan kapasitas merupakan langkah kedua dalam rantai pengendalian produksi. Pada tahap ini direncanakan jumlah tenaga kerja yang akan direkrut , jumlah jam lembur yang dijadwalkan dan jumlah persediaan sehingga permintaan konsumen dapat dipenuhi secara efisien. Tanpa peramalan yang akurat maka tidak mungkin untuk dilakukan perencanaan kapasitas dalam jangka panjang. Salah satu perhatian perencanaan kapasitas adalah jumlah persediaan yang akan dipertahankan.
Aktivitas lain yang akan dipengaruhi oleh perencanaan kapasitas adalah perencanaan kebutuhan jangka pendek. Kegiatan ini berpengaruh terhadap pengendalian persediaan. Keluaran dari tahap ini adalah rencana kebutuhan jangka pendek yang disebut jadwal induk produksi. Jadwal induk dibuat tanpa mempertimbangkan situasi pabrik. Jika tenaga kerja absent atau mesin rusak maka jadwal tersebut harus diubah. Jika bahan baku tidak memenuhi persyaratan atau peralatan tidak dapat digunakan maka jadwal harus disesuaikan. Jadwal induk produksi hanya mengatur sasaran produksi tiap periode dan bukan menentukan cara untuk memenuhi sasaran tersebut.
Dengan demikian kegiatan pengendalian produksi merupakan rantai kegiatan yang saling berkaitan. Keputusan – keputusan yang dibuat akan berbeda dari segi horizon waktu dan drajat akurasi. Walau demikian keputusan – keputusan tersebut harus mengacu kepada tujuan yamg akan dicapai, yaitu menggunakan sumber daya yang
dimiliki secara efektif dan efisien untuk memenuhi permintaan konsumen dan menciptakan keuntungan bagi perusahaan.
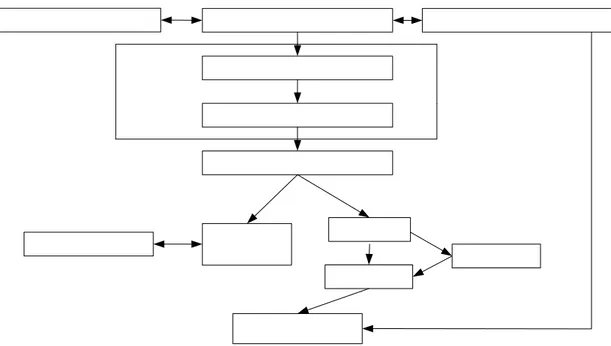
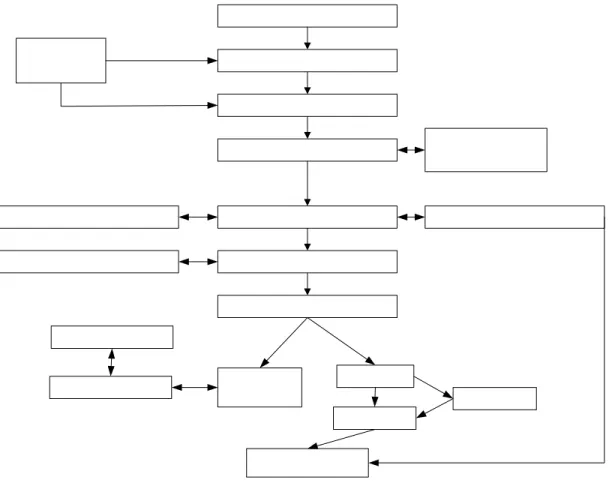
Diagram 2.1 Diagram Proses Perencanaan dan Pengendalian Produksi
Proses perencanaan dan pengendalian produksi merupakan bagian dari sistem perencanaan dan pengendalain produksi atau disebut PPC yang dimana sistem PPC adalah kegiatan manufaktur yang dimulai dari perencanaan produksi sampai produk jadi. Dengan adanya perkembangan komputer maka sistem PPC dilaksanakan secara komputerisasi. Dengan adanya komputer PPC sistem dapat diperluas, dilaksanakannya MRP sistem dan MRP II. Bila dilihat dari keseluruhan proses
perencanaan dan pengendalian produksi, akan dapat diketahui letak / posisi penjadwalan dan model pendukung keputusan (dalam hal ini berupa alternatif - alternatif keputusan penjadwalan ulang dan keputusan lainnya) dalam PPC secara keseluruhan.
2.1.2 Pengertian Penjadwalan
Penjadwalan adalah aspek yang penting dalam pengedalian operasi baik dalam industri manufaktur maupun jasa. Dengan meningkatkan titik berat kepada pasar dan volume produksi untuk meningkatkan kepuasan konsumen. Dengan penjadwalan yang efektif dapat meningkatkan keuntungan dalam fungsi operasi diwaktu yang akan datang.
Penjadwalan adalah suatu proses pengambilan keputusan yang memainkan peranan penting dalam kebanyakan bidang manufaktur dan pelayanan industri. Penjadwalan digunakan dalam pengadahan bahan dan produksi, dalam transportasi dan distribusi dan dalam proses informasi dan komunikasi.
Ada beberapa tipe berbeda dari masalah penjadwalan yang dihadapi oleh perusahaan adalah sebagai berikut [2, hlm 413] :
1. Job shop scheduling
Job shop scheduling secara umum lebih dikenal sebagai shop Floor control,
yang merupakan kegiatan penyusunan input (memasang yang diperlukan) menjadi output (produk).
2. Personnel Scheduling
Personnel Scheduling adalah hal yang penting dalam industri manufaktur dan
jasa. Walaupun penjadwalan pembagian waktu dalam lantai produksi lebih diutamakan dari pengendalian dalam lantai produksi itu sendiri, tenaga kerja juga dapat menjadi masalah yang besar. Sebagai contoh misalnya penjadwalan tenaga medis dalam rumah sakit. Penentuan waktu seperti jam kerja penuh, shift pagi/malam dan sub kontrak menjadi masalah dalam penjadwalan tenaga kerja ini.
3. Facilities Scheduling
Penjadwalan ini menjadi sangat penting ketika fasilitas menjadi hal yang utama. Sebagai contoh adalah penjadwalan ruang operasi pada rumah sakit. Untuk meningkatkan pelayannan kesehatan, beberapa rumah sakit menggunakan fasilitas ini.
4. Vehicle Scheduling
Perusahaan manufaktur harus mengirim produk mereka dengan biaya dan waktu yang efisien. Contoh dari penjadwalan ini adalah penjadwalan pengiriman peralatan, pos dan pengiriman untuk pelanggan ditempat yang berbeda.
5. Vendor Scheduling
Perusahaan dengan sistem JIT (Just in time), penjadwalan pengiriman adalah hal yang penting. Bagian penjualan harus mengkoordinasikan dengan sistem
dari jumlah produk yang akan dikirim untuk menjamin bahwa JIT berfungsi dengan efisien.
6. Project Scheduling
Rencana adalah penghubung dari tugas – tugas. Walaupun beberapa tugas dapat dikerjakan bersama – sama, tetapi beberapa tugas tidak dapat mulai dikerjakan hingga tugas yang sebelumnya selesai. Project yang complex mungkin melibatkan ribuan tenaga kerja yang saling berkoordinasi melengkapi rencana tersebut dengan waktu dan biaya. Penjadwalan ini merupakan komponen yang penting dari fungsi perencanaan.
7. Dinamic versus static scheduling
Bermacam – macam pesanan datang secara simultan untuk diproses disebuah mesin. Dalam kenyataannya masalah penjadwalan yang ada bersifat dinamik dalam arti job akan datang berkelanjutan sepanjang waktu
Secara umum, penjadwalan merupakan suatu proses dalam perencanaan dan pengendalian produksi yang merencanakan produksi serta pengalokasian sumber daya pada suatu waktu tertentu dengan memperhatikan kapasitas sumber daya yang ada.
Menurut Ricard W. Conway, penjadwalan adalah suatu proses pengurutan pembuatan produk secara menyeluruh pada beberapa mesin.
Menurut Roger Schroeder, penjadwalan adalah proses untuk menentukan :
1. Sequence, yang berarti pengurutan pekerjaan yang akan dilakukan sebelumnya. 2. Timing, yang berarti menentukan saat mulai dan saat akhir setiap pekerjaan.
Menurut Baker, penjadwalan didefinisikan sebagai suatu proses pengalokasian sumber daya / mesin – mesin yang ada untuk melaksanakan tugas – tugas yang ada dalam suatu waktu tertentu [3, hlm 2]. Definisi ini dapat dijabarkan menjadi dua arti yaitu :
1. Penjadwalan sebagai fungsi dari pengambilan keputusan
Penjadwalan merupakan suatu proses untuk menentukan sebuah urutan. 2. Penjadwalan merupakan suatu teori
Penjadwalan adalah kumpulan dari prinsip – prinsip, model, teknik dan kesimpulan logis dalam pengambilan keputusan penjadwalan merupakan bagian dari shop floor control.
Keputusan yang dibuat dalam penjadwalan meliputi pengurutan pekerjaan (sequencing), waktu mulai dan selesai pekerjaan (timing), urutan operasi untuk suatu pekerjaan (routing). Masalah penjadwalan selalu berkaitan dengan pengurutan produksi (sequencing) yang didefinisikan sebagai penentu urutan – urutan kedatangan dari bermacam – macam pekerjaan yang harus diselesaikan dalam jangka waktu tertentu. Masalah penjadwalan seringkali muncul jika terdapat sekumpulan tugas secara bersamaan, sedangkan peralatan yang dimiliki terbatas.
Masukan dari suatu penjadwalan mencangkup jenis dan banyaknya part yang akan dioperasikan, urutan ketergantungan antar operasi, waktu proses untuk masing – masing operasi, serta fasilitas yang dibutuhkan oleh setiap operasi. Keluaran penjadwalan meliputi dispatch list (daftar urutan – urutan pemrosesan part serta waktu mulai dan selesai dari pemrosesan part).
Dengan begitu, adalah sangat jelas bagi perusahaan akan pentingnya penjadwalan [10, hlm 466] :
1. Dengan Penjadwalan secara efektif, perusahaan menggunakan asetnya dengan efektif dan menghasilkan kapasitas uang yang diinvestasikan menjadi lebih besar, yang sebaliknya akan mengurangi biaya.
2. Penjadwalan menambah kapasitas dan fleksibilitas yang terkait memberikan waktu pengiriman yang lebih cepat dan dengan demikian pelayanan kepada pelanggan menjadi lebih baik.
3. Keuntungan yang ketiga dari bagusnya penjadwalan adalah keunggulan kompetitif dengan pengiriman yang bisa diandalkan.
2.1.3 Tujuan Penjadwalan
Kebanyakan tujuan dari penjadwalan adalah meminimalkan total flow time, total tardiness, maximum completion time, maximum tardiness, lateness atau jumlah dari
pekerjaan yang tepat waktu. Secara umum penjadwalan mempunyai tujuan seperti : 1. Efisiensi pemakaian sumber daya dan minimasi makespan
2. Agar lebih responsif terhadap permintaan. Minimasi rata – rata flow time atau rata – rata waktu menunggu (tardiness)
3. Memenuhi batas waktu (due date, tardiness/lateness)
Menurut Baker, penjadwalan memiliki beberapa tujuan yaitu [3, hlm 5] :
1. Meningkatkan produktivitas mesin, yaitu dengan mengurangi waktu menganggur.
2. Mengurangi persediaan barang setengah jadi (work in process inventory) untuk mengurangi biaya penyimpanan dengan jalan mengurangi jumlah rata – rata pekerjaan yang menunggu dalam antrian suatu mesin karena masih terlalu sibuk.
3. Mengurangi waktu keterlambatan karena batas waku (due date) telah dilampaui dengan cara mengurangi maksimum keterlambatan maupun dengan mengurangi jumlah pekerjaan yang terlambat.
4. Meminimasi ongkos produksi
5. Pemenuhan due date, karena dalam kenyataan apabila terjadi keterlambatan pemenuhan due date yang telah ditetapkan dapat dikenakan suatu denda / penalty.
Menurut Baker, jika makespan suatu penjadwalan adalah konstan, maka urutan kerja yang tepat akan menurunkan flow time dan rataan work in process.
2.1.4 Fungsi Penjadwalan
Fungsi dari penjadwalan berbeda – beda, hal tersebut bergantung dari tipe operasinya. Macam – macam tipe operasi adalah sebagai berikut [4, hlm 45] :
1. In process Industries
Seperti di pabrik – pabrik kimia dan farmasi, penjadwalan bisa saja terdiri dari pencampuran bahan – bahan, membersihkan kotoran, dan mulainya memproduksi produk – produk lain. Program linier dapat menentukan biaya termurah dari campuran bahan – bahan dan kuantitas pemesanan ekonomis
dengan dapat menentukan jangka waktu optimum dari suatu produksi berjalan.
2. Untuk produksi masal
Penjadwalan dari produksi akan sangat menentukan ketika jalur perakitan telah dipasang. Keputusan penjadwalan dari hari ke hari terdiri dari penentuan seberapa cepat waktu untuk menyelesaikan satu item dalam line dan beberapa jam yang dibutuhkan perhari untuk menyelesaikan satu line. 3. Untuk proyek – proyek
Keputusan penjadwalan sangat banyak dan berhubungan dengan teknik penjadwalan proyek seperti PERT dan CPM.
4. Untuk batch atau job shop production
Keputusan penjadwalan bisa menjadi sangat complex. Dalam kaitanya dengan penjadwalan produksi, batch flow, job shop dan cellular process telah banyak ditemui. Dalam tiap kasus, jenis produk – produknya dibuat secara normal dan banyak diantaranya make to order. Waktu yang dibutuhkan untuk memproses masing – masing pekerjaan atau produk, bervariasi dari pekerjaan satu ke pekerjaan lain karena perbedaan dalam waktu set-up dan kebutuhan pemrosesan yang lain serta juga perbedaan ukuran order pelanggan. Lingkungan batch production merupakan lingkungan yang dinamis karena order – order dari pelanggan datang secara berkesinambungan dan produk – produk yang telah jadi diproses serta kemudian diantar ke pelanggan sepanjang waktu.
2.1.5 Permasalahan dalam Penjadwalan Produksi
Masalah penjadwalan seringkali muncul jika terdapat sekumpulan tugas yang harus ditetapkan harus dikerjakan terlebih dahulu, bagaimana urutan kerja dari tugas – tugas berikutnya, serta pengalokasian tugas pada mesin sehingga diperoleh suatu proses yang terjadwal.
Pada umumnya persoalan penjadwalan ini dipecahkan dengan sendirinya menurut kebiasaan tanpa memberikan perhatian yang lebih besar sehingga pemecahan persoalan dengan suatu teknik baru akan lebih mudah dan lebih menguntungkan. Cara yang umum dilakukan adalah cara yang didasarkan pada FCFS (first come first serve), sehingga tugas yang datang lebih dahulu akan dilayani lebih awal daripada
tugas yang datang kemudian.
Secara umum, persoalan penjadwalan dapat dinyatakan sebagai berikut :,
1. Misalkan α adalah resiko yang ditanggung karena mengerjakan tugas A lebih dahulu daripada tugas B.
2. Misalkan β adalah resiko yang ditanggubng karena mengerjakan tugas B lebih dahulu dari tugas A.
3. Jika α lebih baik daripada β, maka tugas B dikerjakab lebih awal kemudian diikuti tugas A
Pemilihan α dan β ini dapat dikaitan dengan pemilihan kriteria optimalitas yang diterapkan oleh pengambil keputusan.
2.1.6 Istilah – istilah dalam Penjadwalan Produksi
Dalam membahas masalah penjadwalan biasanya akan dijumpai beberapa variabel dan istilah, dalam penulisan ini digunakan variable j = job dan i = operasi. Definisi dari istilah – istilah yang sering digunakan ialah :
a. Waktu proses (tij)
Adalah waktu yang diperlukan untuk menyelesaikan suatu operasi j dari suatu job i (termasuk waktu set up, penghentian mesin dan waktu pemindahan bahan ke mesin)
b. Makespan (Ms) [2, hlm 419]
Adalah jangka waktu penyelesaian suatu penjadwalan yang merupakan jumlah seluruh waktu proses.
∑
= ti
Ms
c. Ready time (Rij)
Menyatakan job j operasi ke-i siap untuk dijadwalkan d. Waiting Time (Wj)
Adalah waktu tunggu seluruh operasi dari suatu job
∑
= ij
j W
W
e. Flow Time (Fj) [2, 419]
Adalah waktu antara suatu saat dimana suatu pekerjaan dapat diproses dengan suatu saat dimana pekerjaan tersebut telah selesai dikerjakan.
Wj tj Fj= +
f. Completion Time (Cj)
Adalah jangka waktu antara permulaan bekerja pada pekerjaan pertama, dimana waktu tersebut ditunjuk oleh t = 0 dan waktu pada saat pekerjaan j selesai.
g. Rata – rata flow time [4, hlm 254]
∑
= Fj
n Fs 1
h. Due Date (dj)
Adalah batas waktu akhir suatu job harus diselesaikan. i. Lateness (Lj)
Adalah penyimpangan waktu penyelesaian suatu job ke-j hingga saat due date. dj
Cj Lj = − Lj < 0, Jika penyelesaian memenuhi batas akhir Lj > 0, Jika penyelesaian melewati batas akhir j. Earliness (Ej)
Adalah saat penyelesaian terlalu awal yaitu sebelum due date. Earliness juga disebut sebagai lateness negatif.
Ej = max {0.-Lj} k. Rata – rata Lateness
(
)
∑
−= Gj dj
n Ls 1
l. Tardiness (Tj)
Adalah keterlambatan penyelesaian suatu pekerjaan hingga saat due date. Tj = max {0,Lj}
m. Rata – rata Tardiness
∑
= Tj n Ts 1 n. Number of Tardiness∑
= j T N δ 1 = j δ , jika Tj > 0 0 = j δ , jika Tj < 0 o. Slack time (Sj)Adalah waktu sisa yang tersedia bagi suatu job Sj = dj - tj
p. Utilitas Mesin (U)
Adalah rasio dari seluruh proses yang dibebankan pada mesin dengan rentang waktu untuk menyelesaikan seluruh tugas pada semua mesin.
max F m t U j × =
∑
dimana : m = mesinF max = Flowtime max q. Tmax or Lmax
Lmax = max {Lj} r. Critical ratio t d t a P t a CR j j j j − = = ) ( ) ( dimana : aj(t) = Allowance dj = Due date
Pj = Waktu untuk menyelesaikan operasi j
Sehingga : j j j a t S P = ( )− Sj = Slack time
2.1.7 Kendala – Kendala dalam Penjadwalan Produksi
Dalam pelaksanaanya, penjadwalan proses produksi ditingkat shop floor akan mengalami gangguan atau hambatan yang dapat terjadi antara lain :
A. Mesin Rusak
Pada saat mesin rusak, maka operasi – operasi yang akan menggunakan mesin tersebut tidak dapat dikerjakan dan harus menunggu sampai mesin selesai diperbaiki. Hal ini mengakibatkan terhentinya proses produksi dan penjadwalan produksi semula menjadi tidak terpenuhi. Oleh karena itu, perlu dilakukan penyesuaian pada jadwal semula sehingga diperoleh kembali jadwal produksi yang feasible. Penjadwalan ulang ini dikenal dengan istilah rescheduling.
Informasi yang diperlukan adealah jenis dan nomor mesin yang rusak, waktu terjadinya kerusakan, dan lamanya waktu perbaikan mesin
B. Penambahan pesanan (order) baru
Pada saat produksi sedang berjalan, tidak tertutup kemungkinan bahwa terjadi penambahan pesanan baru. Hal ini mengakibatkan pelaksanaan penjadwalan yang belum memperhitungkan pesanan baru tersebut akan mengalami gangguan atau kekacauan. Oleh karena itu, diperlukan penjadwalan ulang dengan mempertimbangkan pesanan baru tersebut, sehingga produksi akan tetap berada pada kondisi yang optimal serta shop floor dapat segera menyesuaikan diri dengan penjadwalan yang baru tersebut. Informasi yang diperlukan dari adanya pesanan baru tersebut adalah jenis produk yang dipesan, routing pekerjaannya, jumlah pesanan dan due date yang diminta konsumen.
C. Perubahan prioritas
Penambahan prioritas pembuatan produk akan mempengaruhi penjadwalan yang telah dilakukan.
D. Perubahan due date
Produk yang mengalami perubahan due date akan menyebabkan perubahan pada jadwal produksi semula. Perubahan due date ada dua macam yaitu due date semakin maju dan due date semakin mundur. Penjadwalan produksi yang semakin mundur tidak akan mengubahn penjadwalan produksi dan tidak akan mengakibatkan perubahan pada perfomansi penjadwalan semula. Tetapi, perubahan due date yang semakin maju akan mengubah penjadwalan produksi
awal agar kriteria perfomansi yang dipilih dapat tetap dipertahankan dengan adanya perubahan due date tersebut.
Pada dasarnya seluruh gangguan dan hambatan dalam melaksanakan penjadwalan produksi dapat terjadi secara bersamaan maupun sendiri – sendiri.
2.1.8 Kriteria Optimalitas
Berdasarkan beberapa variabel yang telah dijelaskan, para ahli memberikan berbagai kriteria ukuran kinerja penjadwalan sebagai berikut :
Minimasi Makespan : Cmax =max{Cj}
Minimasi Mean Flow time : =
∑
Fj nF 1
Minimasi Mean Tardiness : =
∑
Tj nT 1
Minimasi Maksimum Flowtime : F =max(Fj)
Minimasi Mean Lateness : =
∑
Lj n L 1Minimasi Maksimum Tardiness : Tmax =max(Tj) Beberapa kriteria optimalitas dalam proses penjadwalan adalah : 1. Berkaitan dengan waktu
Dalam kaitannya dengan waktu, beberapa kriteria optimalitas yang dapat digunakan adalah :
Minimasi mean flowtime, kriteria ini menunjukan rata – rata waktu yang dihabiskan setiap komponen di lantai pabrik.
Minimasi makespan, makespan adalah jumlah waktu yang dibutuhkan untuk menyelesaikan seluruh proses pada semua komponen yang dijadwalkan mulai dari saat pemrosesan pertama sampai komponen terakhir selesai diproses.
Pemenuhan due date, due date merupakan batas waktu yang ditetapkan konsumen agar seluruh produk yang dipesan sedah siap. Pihak produsen selalu berusaha untuk memenuhi due date tersebut, terutama untuk produk – produk yang kritis, misalnya produk yang akan diproduksi oleh perusahaan lain dan produsen bertindak sebagai supplier bagi perusahaan lain. Dalam hal ini, keterlambatan yang terjadi akan menyebabkan waktu menungu (idle) bagi perusahaan lain dan akan berdampak negatif yaitu hilangnya kepercayaan perusahaan tersebut kepada produsen sebagai supplier.
2. Berkaitan dengan ongkos
Kriteria ini lebih mengarah ke biaya produksi seperti inventory cost, penalty cost, dan lain sebagainya dan tidak memperhatikan kriteria waktu yang ada sehingga dengan satu penjadwalan produksi tertentu diharapkan mendapat ongkos yang minimal.
3. Kriteria gabungan
Beberapa kriteria optimalitas tersebut dapat digabungkan dan dikombinasikan sehingga menjadi beberapa kriteria yang sesungguhnya (penjadwalan yang multi kriteria)
4. Kriteria proses [10, hlm 467]
Teknik penjadwalan yang benar tergantung pada volume pesanan, cirri operasi dan keseluruhan kompleksitas pekerjaan, sekaligus pentingnya tempat pada masing – masing dari 4 kriteria.
Empat criteria tersebut adalah :
1. Meminimalkan waktu penyelesaian. Ini dinilai dengan menentukan rata – rata waktu penyelesaian.
2. Memaksimalkan Utilasi. Ini dinilai dengan menentukan persentase waktu fasilitas itu digunakan.
3. Meminimalkan persediaan barang dalam proses. Ini dinilai dengan menentukan rata – rata jumlah pekerjaan dalam sistem. Hubungan antara jumlah pekerjaan dalam sistem dan persediaan barang dalam proses adalah tinggi. Dengan demikian semakin kecil jumlah pekerjaan yang ada dalam sistem, maka akan semakin kecil persediaannya.
4. Meminimalkan waktu tunggu pelanggan. Ini dinilai dengan menentukan rata – rata jumlah keterlambatan.
2.1.9 Klasifikasi Penjadwalan Produksi
Penjadwalan produksi dapat berbeda – beda dilihat dari kondisi yang mendasarinya. Beberapa model penjadwalan yang sering terjadi didalam proses produksi berdasarkan beberapa keadaan antara lain adalah :
1. Berdasarkan mesin yang dipergunakan dalam proses : a. Penjadwalan pada mesin tunggal (single machine shop) b. Penjadwalan pada mesin jamak (m machine)
2. Berdasarkan pola aliran proses :
a. Penjadwalan flow shop, prosess produksi dengan aliran flow shop berarti proses produksi dengan pola aliran identik dari satu mesin ke mesin lain. Walaupun pada flow shop semua tugas akan mengarir pada jalur produksi yang sama, yang sangat biasa dikenal sebagai pure flow shop, tetapi dapat pula berbeda dalam dua hal. Pertama, jika flow shop dapat menangani tugas yang bervariasi. Kedua, jika tugas yang datang kedalam flow shop tidak harus dikerjakan pada semua jenis mesin. Jenis flow shop seperti ini disebut general flow shop.
b . Penjadwalan job shop, proses produksi dengan aliran job shop berarti proses produksi dengan pola aliran atau rute proses pada setiap mesin yang spesifik untuk setiap pekerjaan, dan mungkin berbeda untuk tiap job. Akibat aliran proses yang tidak searah ini, maka setiap job yang akan diproses pada satu mesin dapat merupakan job yang baru atau job dalam proses, dan job yang keluar dari satu mesin dapat merupakan job jadi atau job dalam proses.
Gambar 2.4 Gambar Lintasan Proses Job Shop 3. Berdasarkan pola kedatangan job :
a. Penjadwalan statis yaitu job yang datang bersamaan dan siap dikerjakan pada mesin yang tidak bekerja.
b. Penjadwalan dinamis yaitu kedatangan job yang tidak menentu. 4. Berdasarkan sifat informasi yang diterima :
a. Penjadwalan deterministik yaitu informasi yang diperoleh pasti, misalnya informasi tentang pekerjaan dan mesin seperti waktu kedatangan pekerjaan dan waktu proses.
b. Penjadwalan stokastik yaitu informasi yang diperoleh tidak pasti tetapi memiliki kecenderungan yang jelas atau menyangkut adanya distribusi probabilitas tertentu.
2.1.10 Teknik Penyusunan Penjadwalan
Penjadwalan produksi harus disusun dengan tepat agar proses produksi berjalan dengan baik. Penjadwalan melibatkan pembebanan tanggal jatuh tempo atas pekerjaan – pekerjaan khusus, tapi banyak pekerjaan yang bersaing secara simultan untuk sumber daya yang dama. Untuk membantu mengatasi kesulitan yang melekat pada penjadwalan, kita bisa mengelompokan teknik penjadwalan sebagai berikut [10, hlm 468]:
1. Penjadwalan ke depan
Penjadwalan ke depan memulai skedul/jadwal segera setelah persyaratan diketahui, penjadwalan ke depan digunakan di beragam organisasi seperti rumah sakit, klinik, restoran untuk makan malam, dan perusahaan alat – alat pemesinan. Skedul – skedul tersebut disusun berdasarkan tanggal permulaan operasi yang diketahui dan kemudian bergerak ke muka dari operasi pertama sampai operasi terakhir untuk menentukan tanggal penyelesaian. Atau proses penjadwalan dimulai dengan tanggal permulaan order tertentu dan tanggal penyelesaian diwaktu yang akan datang ditentukan berdasarkan siklus pemrosesan dan keterbatasan kapasitas. Dalam fasilitas ini, pekerjaan dilaksanakan atas pesanan pelanggan dan sesegera mungkin dilakukan pengiriman. Penjadwalan ke depan biasanya dirancang untuk menghasilkan jadwal yang bisa diselesaikan meskipun tidak berarti memenuhi tanggal jatuh temponya. Di dalam beberapa keadaan, penjadwalan ke depan menyebabkan penumpukan barang dalam proses. Pendekatan ini banyak digunakan dalam industri kimiawi, pemroses makanan dan
industri lainya dimana keluaranya sanagt dibatasi dalam jangka pendek oleh kapasitas – kapasitas yang tersedia, karena untuk mengubahnya diperlukan waktu yang lama.
2. Penjadwalan ke belakang
Penjadwalan ke belakang dimulai dengan tanggal jatuh tempo, menjadwal operasi final dahulu. Tahap – tahap dalam pekerjaan kemudian dijadwal, pada suatu waktu, dibalik. Dengan mengurangi lead time untuk masing – masing item, akan didapatkan waktu awal. Namun demikian, sumber daya yang perlu untuk menyelesaikan jadwal bisa jadi tidak ada. Penjadwalan ke belakang digunakan di lingkungan perusahaan manufaktur, sekaligus lingkungan perusahaan jasa seperti catering atau penjadwalan pembedahan.
Dalam praktik, seringkali digunakan penjadwalan ke depan dan ke belakang untuk mengetahui titik temu yang beralasan antara apa yang bisa dicapai dengan tanggal jatuh tempo pelanggan.
Kerusakan mesin, ketidakhadiran, masalah mutu, kekurangan dan faktor – faktor lain membuat penjadwalan menjadi semakin kompleks. Konsekuensinya, tanggal penugasan tidak meyakinkan bahwa pekerjaan akan dilakukan sesuai dengan jadwal. Banyak teknik khusus yang telah dibuat untuk membantu kita dalam mempersiapkan jadwal yang dihandalkan.
2.111 Penjadwalan Flow Shop
Sistem penjadwalan dalam flow shop adalah penjadwalan dari seluruh job dalam urutan proses yang sama dan masing – masing job menuju ke masing – masing mesin dalam satu waktu tertentu [1, hlm 437]. Sistem ini dapat digambarkan seperti urutan linear pada mesin – mesihn seperti pada lini perakitan. Setiap job diproses sesuai dengan urutan prosesnya dan dari satu mesin ke mesin lainnya.
Penjadwalan yang memiliki urutan yang sama atas penggunaan masing – masing mesin disebut dengan Permutation Schedules. Dalam kriteria pengukuran diperlukan penjadwalan yang terus berjalan tanpa adanya waktu menggangur. Perhitungan penjadwalan harus dipertimbangkan ketika didapatkan solusi yang optimal dengan meningkatkan jumlah job atau mesin.
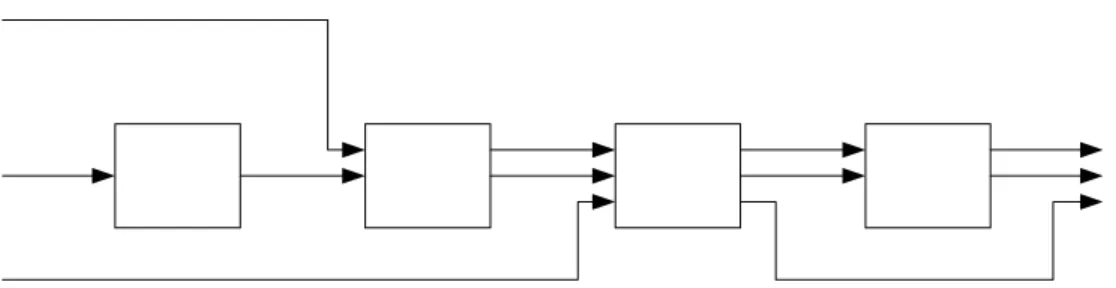
Pada umumnya, setiap operasi berikunya brasal dari satu operasi yang mendahuluinya dan operasi kedua dari terakhir mempunyai satu operasi yang mengikutinya. Oleh karena itu, setiap job memiliki urutan operasi yang spesifik untuk menyelesaikan job tersebut. Tipe struktur ini sering disebut sebagai linear predence structure.
Gambar 2.5 Gambar Linear Predence Structur
Lantai produksi terdiri dari m mesin berbeda, dan setiap job terdiri dari m operasi yang memerlukan mesin yang berbeda. Karakteristik flow shop dinyatakan dengan aliran pekerjaan yang terarah. Pada pekerjaan flow shop, penomoran mesin
dimungkinkan sehingga jika operasi ke-j dari suatu job mendahului operasi ke-k, maka mesin yang diperlukan dari operasi ke-j mempunyai nomor yang lebih kecil dibandingkan dengan mesin yang dibutuhkan oleh operasi ke-k. Mesin – mesin dalam flow shop diberi nomor 1, 2, 3,………,m; dan operasi job ke-i ditandai dengan (i,1),
(i,2),…., (i,m).
Setiap job dapat diperlakukan seolah – olah job tersebut memiliki m operasi yang tetap. Aliran pekerjaan flow shop terbagi menjadi dua, yaitu pure flow shop dan general flow shop. Pada aliran pekerjaan pure flow shop, setiap job memiliki satu
operasi pada setiap mesin. Sedangkan pada general flow shop, suatu pekerjaan dimungkinkan terdiri kurang dari m operasi dengan operasi – operasi pada mesin – mesin yang tidak berdekatan (bersebelahan), dan operasi terakhir tidak selalu dimulai pada mesin 1 dan diakhiri pada mesin m.
Karakteristik dasar penjadwalan flow shop adalah sebagai berikut : a. Terdapat n job yang tersedia dan siap diproses pada waktu t = 0 b. Waktu set up independent terhadap urutan pengerjaan.
c. Terdapat m mesin berbeda, yang tersedia secara kontinu. D. Operasi – operasi individual tidak dapat dipecah – pecah.
Teorema – teorema yang dapat digunakan untuk penjadwalan flow shop dengan m mesin adalah :
a. Palmer Heuristic (1965) [1, hlm 441]
Palmer heuristic lebih dikenal dengan heuristik P. Heuristik P adalah pengurutan job berdasarkan Slope index. Slope index untuk job j dirumuskan sebagai berikut:
(
)
Mj(
)
(M )j(
)
(M )j(
)
j(
)
j(
)
jj M t M t M t M t M t M t
S = −1 + −3 −4 + −5 −3 +....− −5 3 − −3 2 − −1 1
Dimana : Sj = Slope Index
M = Mesin t = Waktu proses j = Job
Metode ini mengurutkan job berdasarkan nilai slope index. Slope index akan bernilai positif untuk waktu proses pada mesin selanjutnya dan bernilai negatif untuk mesin sebelumnya. Job diurutkan berdasarkan nilai slope index terbesar hingga terkecil.
b. Campbell, Dudek and Smith (CDS) algoritma.
Algoritma CDS dikembangkan sejak tahun 1970. Algoritma ini menghasilkan urutan m – 1 dan pilihan dengan makespan terkecil [1, hlm 443]. Dalam prakteknya, masalah penjadwalan seringkali melibatkan sejumlah besar job yang harus diproses oleh banyak mesin. Untuk kasus seperti ini, aturan Johnson tidak dapat digunakan. Pengembangan dari aturan Johnson ini disebut algoritma CDS. Algoritma ini mengkombinasikan mesin – mesin atau stasiun – stasiun kerja menjadi dua mesin atau stasiun kerja dan selalu diterapkan aturan Johnson.
Langkah – langkah penjadwalan algoritma CDS [4,hlm 559] :
1. Ambil stasiun kerja atau mesin pertama dan terakhir (stasiun kerja /mesin yang lain dianggap tidak ada). Susun urutan penjadwalan dengan menggunakan aturan Johnson.
2. Ambil stasiun kerja/mesin 1, 2 dan stasiun kerja/mesin M, M-1, gabungkan waktu proses antara mesin 1,2 (ti,p1) dan juga waktu proses mesin M, M-1
(ti,p2) dengan menggunakan perhitungan sebagai berikut :
2 , 1 , 1 ,p i i i t t t = + m i m i p i t t t, 2 = , −1+ ,
Dimana tij = waktu proses pada mesin M (j = 1 hingga m mengacu pada
stasiun kerja/mesin aktual, j = p1 mengacu pada kelompok stasiun kerja/mesin 1, j = p2 mengacu pada stasiun kerja/mesin 2 )
Lalu susun urutan penjadwalan dengan menggunakan aturan Johnson.
3. Ambil stasiun kerja/mesin 1, 2,3 dan stasiun kerja/mesin M, M-1, M-2 gabungkan waktu proses antara mesin 1,2,3 (ti,p1) dan juga waktu proses
mesin M, M-1, M-2 (ti,p2) dengan menggunakan perhitungan sebagai berikut :
∑
= = 3 1 , 1 , j j i p i t t∑
− = = M M j j i p i t t 2 , 2 ,Lalu susun urutan penjadwalan dengan menggunakan aturan Johnson.
4. Lakukan terus sampai setiap mesin teranalisa makespan, waktu tardiness dan earlinessnya atau sampai pada perhitungan dibawah ini :
∑
− = = 1 1 , 1 , M j j i p i t t∑
= = M j j i p i t t 2 , 2 ,Gunakan diagram Gantt untuk lebih jelas.
5. Untuk setiap urutan penjadwalan yang dihasilkan, hitung total waktu penyelesaian. Pilih urutan penjadwalan dengan total waktu penyelesaian terkecil.
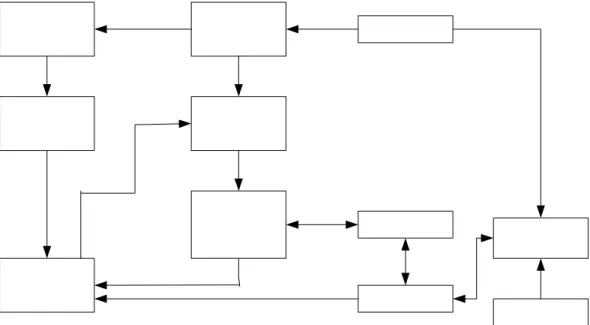
Gambar 2.6 Gambar Aliran Algoritma CDS c. Nawaz, Enscore, dan Ham (NEH) heuristik [1, hlm 443]
Heuristik NEH pertama kali digunakan dalam waktu proses operasi untuk masing – masing job dan untuk mengurangi waktu dari produksinya. Langkah – langkah dari heuristik NEH adalah :
1. Lakukan pengurutan job berdasarkan aturan SPT (short processing time) 2. Kemudian memulai dengan mencoba 2 urutan pertama tersebut (j1, j2) dan
(j2,j1). Hitung makespan dari kedua urutan tersebut dan pilih makespan terkecil (misalnya j2, j1)
3. Perhitungan dilanjutkan berdasarkan job selanjutnya, misalnya j3. hitung makespan dari ketiga urutan tersebut yaitu (j3, j2, j1), (j2, j3, j1) dan (j2, j1,
j3) dan pilih urutan makespan terkecil.
4. Lakukan terus perhitungan tersebut hingga didapatkan urutan dengan makespan terkecil.
d. Pendekatan Branch and Bound [7, hlm 431]
Untuk mendapatkan makespan yang optimal untuk penjadwalan dengan menggunakan mesin lebih dari 3 adalah sangat sulit. Metode branch and bound adalah algoritma yang sangat mudah digunakan daik berdasarkan mesin atau berdasarkan job. Untuk masalah flow shop yang sanagt besar, pendekatan dengan algoritma branch and bound telah digunakan untuk menentukan permutasi penjadwalan yang optimal. Walaupun penjadwalan permutasi tidak disediakan untuk masalah makespan dengan M≥ 4, dimungkinkan bahwa penjadwalan permutasi terbaik akan mendekati hasil yang optimum.
Untuk 2 mesin dalam flow shop :
⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + ⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ + ≥
∑
∑
= = = = n i i i n i n i i i n i p p p p C 1 2 1 , 1 1 1 2 , 1min
min
, max max *Untuk 3 mesin dalam flow shop :
[
2 3]
1 1min
max * i i U i U i i p p p H C ≥ + + + ∈ ∈∑
( )
1 2 2{ }
3 1min
,min
max max * i U i U i i i U i p p H p H C ∈ ∈ ∈ + + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ≥∑
(
)
( )
∑
∈ ∈ ∈ + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ⎥⎦ ⎤ ⎢⎣ ⎡ + + ≥ U i i i U i i i U i p H p H p p HC*max max 1
min
1 2 , 2min
2 , 3 3Untuk 4 mesin dalam flow shop :
[
2 3 4]
1 1min
max * i i i U i U i i p p p p H C ≥ + + + + ∈ ∈∑
( )
1 2 2{
3 4}
1min
,min
max max * i i U i U i i i U i p p p H p H C + + + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ≥ ∈ ∈ ∈∑
(
1 2)
2( )
2 3 3( )
41
min
,min
,min
max max * i U i U i i i U i i i U i p p H p H p p H C ∈ ∈ ∈ ∈ + + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ⎥⎦ ⎤ ⎢⎣ ⎡ + + ≥
∑
(
)
(
)
( )
∑
∈ ∈ ∈ ∈ + ⎪ ⎪ ⎭ ⎪ ⎪ ⎬ ⎫ ⎪ ⎪ ⎩ ⎪ ⎪ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ⎥⎦ ⎤ ⎢⎣ ⎡ + + ⎥⎦ ⎤ ⎢⎣ ⎡ + + + ≥ U i i i U i i i U i i i i U i p H p H p p H p p p H C 4 4 3 3 3 2 2 3 2 1 1 , , , max max *min
min
min
Dimana :C*max = Completion maximal dari setiap mesin. Hm = Waktu awal setiap mesin
pij = Waktu proses untuk job ke-i dan mesin ke-j
2.1.12 Penjadwalan Job Shop
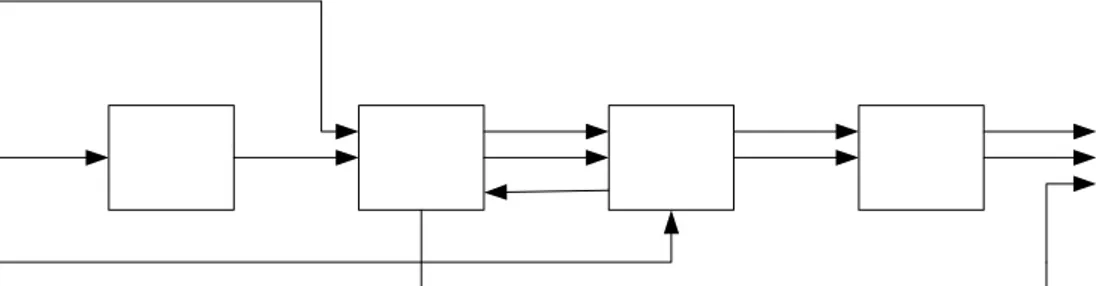
Pada flow shop semua job memiliki urutan proses yang sama, tetapi tidak begitu dengan job shop. Ada beberapa produk yang mengunakan mesin yang sama, tetapi mungkin dalam order yang berbeda. Aliran proses produksi berbeda untuk setiap job seperti yang digambarkan dibawah ini [7, hlm 438] :
Gambar 2.7 Gambar Tipe Aliran Job Shop
Masalah penjadwalan job shop dikenal dengan masalah optimasi dan sangat sedikit optimalisasi untuk masalah dengan lebih dari dua puluh job dan sepuluh mesin. Oleh karena itu hal ini dapat diatasi dengan pendekatan heuristic dan branch and bound. Job shop berada pada lingkungan dinamis sehingga mesin menjadi
menunggu.
Beberapa kriteria penting dalam masalah penjadwalan job shop adalah [2, hlm 416] :
1. Kedatangan job. Masalah job yang ada selama ini adalah masalah statik yang biasa disebut snapshot dari sebuah sistem pada titik dalam waktu dan diproses untuk menyelesaikan masalah berdasarkan nilai yang berlaku. Walaupun banyak solusi algoritma tetapi perlu dipertimbangkan bahwa sebuah masalah dapat menjadi statik , pada kenyataannya masalah tersebut menjadi dinamik dengan sendirinya. 2. Jumlah dan jenis mesin yang ada. Job shop harus memiliki tampilan yang unik
dengan implementasikan solusi yang diperoleh dari penjadwalan dengan algoritma. Sebagai contoh, asumsi umur dari mesin yang memberikan tipe yang identik. Hal ini tidak selalu menjadi masalah, mesin yang utama dilihat dari berbagai jenis variasi seperti kondisi dari mesin atau kemampuan dari operator. 3. Jumlah tenaga kerja dilantai produksi. Jumlah tenaga kerja dan jenis mesin dari
lantai produksi ditentukan dari kapasitas yang tersedia. Perencanaan kapasitas adalah aspek yang penting dari perencanaan produksi.
4. Aliran utama produksi. Solusi diperoleh dari penjadwalan algoritma diperlukan job yang lengkap pada jumlah order yang tetap. Bagaimanapun pengurutan job
berdasarkan hasil mesin dalam contoh aliran material dalam sistem.
5. Evaluasi dari alternatif solusi. Pilihan yang objektif ditentukan dari kenyamanan dan keefektifan dari aturan pengurutan. Secara umum lebih dari satu objek sangat penting, sehingga mungkin mustahil untuk menentukan aturan yang optimal.
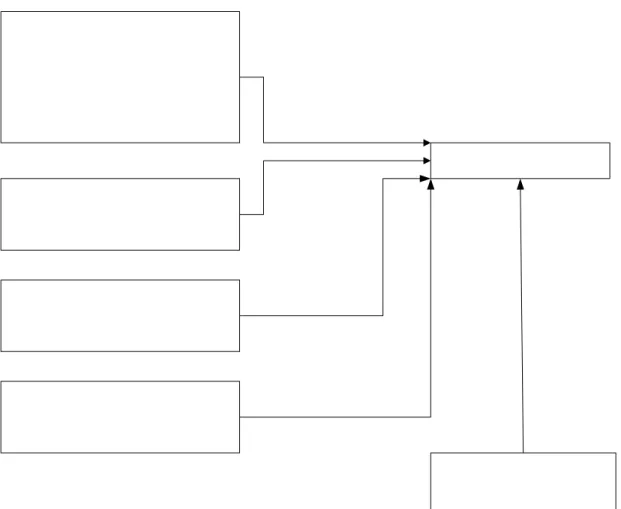
2.2 Kerangka Pemikiran
Diagram 2.2 Diagram Proses Penjadwalan.
Dari diagram 2.2 dapat dilihat bahwa penjadwalan dimulai ketika adanya order dan bahan baku yang ada sudah tersedia. Proses pada diagram diatas adalah proses penjadwalan. Setelah adanya Bill of material lalu bahan baku yang sudah tersedia melalui MRP, penjadwalan mulai dilakukan. Penjadwalan menghasilkan urutan – urutan proses yang akan dikerjakan. Penjadwalan sendiri merupakan suatu proses dalam perencanaan dan pengendalian produksi yang merencanakan produksi serta pengalokasian sumber daya pada suatu waktu tertentu dengan memperhatikan kapasitas sumber daya yang ada. Dalam hal ini sumber daya yang digunakan adalah mesin.
Penjadwalan mesin yang ini sendiri berdasarkan proses aliran produksi yang sama yaitu berdasarkan flow shop. Untuk urutan proses produksinya sama untuk setiap job.
Masalah yang dihadapi adalah penggunaan m mesin. Sehingga metode yang digunakan adalah sebagai berikut :
1. Palmer Heuristik lebih dikenak dengan heuristic P. Heuristik P adalah pengurutan job berdasarkan Slope index. Slope index untuk job j dirumuskan sebagai berikut:
(
)
Mj(
)
(M )j(
)
(M )j(
)
j(
)
j(
)
jj M t M t M t M t M t M t
S = −1 + −3 −4 + −5 −3 +....− −5 3 − −3 2 − −1 1
2. Campbell, Dudek and Smith (CDS) algoritma.
Algoritma ini mengkombinasikan mesin – mesin atau stasiun – stasiun kerja menjadi dua mesin atau stasiun kerja dan selalu diterapkan aturan Johnson.
3. Nawaz, Enscore, dan Ham (NEH) heuristik
Heuristic NEH pertama kali digunakan dalam waktu proses operasi untuk masing – masing job dan untuk mengurangi waktu dari produksinya. Dalam hal ini dimulai dengan mencoba 2 urutan pertama tersebut (j1, j2) dan (j2,j1). Hitung makespan dari kedua urutan tersebut dan pilih makespan terkecil (misalnya j2, j1)
Perhitungan dilanjutkan berdasarkan job selanjutnya, misalnya j3. hitung makespan dari ketiga urutan tersebut yaitu (j3, j2, j1), (j2, j3, j1) dan (j2, j1, j3)
dan pilih urutan makespan terkecil. Lakukan terus perhitungan tersebut hingga didapatkan urutan dengan makespan terkecil.
4. Pendekatan Branch and Bound
Untuk mendapatkan makespan yang optimal untuk penjadwalan dengan menggunakan mesin lebih dari 3 adalah sangat sulit. Metode branch and bound
adalah algoritma yang sangat mudah digunakan baik berdasarkan mesin atau berdasarkan job.
Untuk 4 mesin dalam flow shop :
[
2 3 4]
1 1min
max * i i i U i U i i p p p p H C ≥ + + + + ∈ ∈∑
( )
1 2 2{
3 4}
1min
,min
max max * i i U i U i i i U i p p p H p H C + + + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ≥ ∈ ∈ ∈∑
(
1 2)
2( )
2 3 3( )
41
min
,min
,min
max max * i U i U i i i U i i i U i p p H p H p p H C ∈ ∈ ∈ ∈ + + ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ⎥⎦ ⎤ ⎢⎣ ⎡ + ⎥⎦ ⎤ ⎢⎣ ⎡ + + ≥
![Gambar 2.6 Gambar Aliran Algoritma CDS c. Nawaz, Enscore, dan Ham (NEH) heuristik [1, hlm 443]](https://thumb-ap.123doks.com/thumbv2/123dok/4061701.2783181/30.918.216.775.423.557/gambar-gambar-aliran-algoritma-cds-nawaz-enscore-heuristik.webp)