OPTIMALISASI PRODUKSI MENGGUNAKAN
METODE INTEGER PROGRAMMING DI PT NP TBK
Donny Kosidin
1; Edi Santoso
2; Zahedi
31,2
Jurusan Teknik Industri, Fakultas Sains dan Teknologi, Universitas Bina Nusantara, Jln. K.H. Syahdan No. 9, Palmerah, Jakarta Barat 11480
3
Jurusan Matematika, Fakultas Sains dan Teknologi, Universitas Bina Nusantara, Jln. K.H. Syahdan No. 9, Palmerah, Jakarta Barat 11480
ABSTRACT
PT NP Tbk is a company engaged in manufacturing car batteries and motorcycle batteries are marketed domestically and abroad. Problems experienced by companies today is the difficulty of determining the optimal amount of production to obtain a maximum profit. Improper planning in determining the amount of production losses have an impact among other waste materials and high production costs. Nucleus from the use of Integer Programming method is able to do calculations on the optimization of production with the aim of maximizing profits. The calculation resulting optimal production quantity of N50 as much as 49 074 units, as many as 25 711 units NS70, GM5Z-3B 12N5 as many as 117 415 units and as many as 18 292 units with a total profit of Rp 14,402,032,140, -. Through sensitivity analysis showed that the raw material resources and affect the production target pengiterasian optimization results. Results showed that the production scheduling can be achieved without exceeding the time limit specified. To ensure continuity of production, the company needs to increase inventories of raw materials in anticipation of shortages of raw materials. Besides, do good to make production scheduling can be completed on time.
Keywords: optimization of production, integer programming, production scheduling
ABSTRAK
PT NP Tbk merupakan perusahaan yang bergerak di bidang manufaktur aki mobil dan aki motor yang dipasarkan di dalam negeri maupun luar negeri. Masalah yang dialami oleh perusahaan saat ini adalah kesulitan menentukan jumlah produksi yang optimal untuk memperoleh laba yang maksimal. Perencanaan yang tidak tepat dalam menentukan jumlah produksi membawa dampak kerugian antara lain pemborosan bahan baku dan biaya produksi yang tinggi. Inti dari penggunaan metode Integer Programming ini adalah dapat dilakukannya perhitungan terhadap optimalisasi produksi dengan tujuan maksimasi keuntungan. Dari hasil perhitungan didapatkan jumlah produksi yang optimal yaitu N50 sebanyak 49.074 unit, NS70 sebanyak 25.711 unit, GM5Z-3B sebanyak 117.415 unit dan 12N5 sebanyak 18.292 unit dengan total keuntungan Rp 14.402.032.140,-. Melalui analisa sensitivitas didapatkan bahwa sumber daya bahan baku dan target produksi mempengaruhi pengiterasian hasil optimasi. Hasil penjadwalan menunjukkan bahwa produksi dapat dicapai tanpa melewati batas waktu yang ditetapkan. Untuk menjamin kelangsungan produksi, maka perusahaan perlu meningkatkan persediaan bahan baku guna mengantisipasi kekurangan bahan baku. Disamping itu melakukan penjadwalan yang baik agar produksi dapat selesai tepat pada waktunya.
PENDAHULUAN
Saat ini dunia industri berkembang semakin pesat dengan munculnya berbagai jenis industri maupun bertambahnya jumlah perusahaan. Kondisi inilah yang memicu persaingan yang sangat ketat dalam dunia industri, sehingga menyebabkan banyak perusahaan berlomba-lomba untuk menjadi yang terdepan dalam bidangnya. PT NP Tbk memiliki beberapa permasalahan dalam perencanaan produksi. Fluktuasi permintaan yang tidak menentu dari satu periode ke periode menyebabkan kekurangan dan kelebihan produksi pada perusahaan. Ada kalanya peningkatan permintaan menimbulkan kekurangan produksi sehingga seringkali permintaan kurang dapat terpenuhi. Hal ini menyebabkan keuntungan yang diperoleh perusahaan tidak menentu dan terkadang tidak sesuai dengan yang diharapkan. Selain itu, ada kalanya juga penurunan permintaan menimbulkan kelebihan produksi dan penumpukan barang jadi yang berlebihan sehingga pengeluaran perusahaan untuk biaya simpan meningkat (Hanke dan Wichem, 2005). Dengan mengacu pada hal tersebut, perusahaan perlu melakukan pembenahan dalam perencanaan produksinya agar kegiatan produksi yang dilakukan dapat memenuhi permintaan pasar dengan lebih optimal.
Perencanaan produksi yang dimaksud adalah suatu perencanaan taktis yang memberikan keputusan optimum berdasarkan sumber daya yang dimiliki perusahaan untuk memenuhi permintaan akan produk yang dihasilkan. Berdasarkan pengamatan yang telah dilakukan di PT NP Tbk, perusahaan manufaktur yang memproduksi aki mobil dan aki motor diketahui bahwa perusahaan mengalami kesulitan dalam menentukan jumlah produksi yang optimal sesuai dengan sumber daya yang dimiliki sehingga permintaan dapat terpenuhi dan keuntungan perusahaan dapat dioptimalkan. Dengan demikian penumpukan barang jadi dapat dihindari dan biaya simpan dapat diminimalkan. Oleh karena itu, perlu dilakukan penelitian mengenai berapa jumlah yang sebaiknya diproduksi untuk tiap tipe aki agar jumlah yang diproduksi optimal. Dengan adanya perkembangan teknologi informasi yang semakin maju, masalah tersebut akan dapat diatasi dengan memodelkan sejumlah variabel terkait dalam suatu persamaan Integer Programming, yang kemudian dapat menunjang perencanaan dan pengendalian produksi di PT NP Tbk. Dari hasil pengamatan yang dilakukan pada PT NP Tbk, ditemukan permasalahan dimana perusahaan belum dapat menentukan jumlah produksi yang optimal untuk produk aki agar sesuai dengan kapasitas produksi yang dimiliki oleh perusahaan. Selain itu kurangnya informasi yang jelas mengenai peramalan maupun jumlah permintaan konsumen yang didapat dari departemen marketing sehingga menyebabkan terjadinya kesulitan dalam pembuatan rencana produksi.(Nash dan Sofer, 1996).
Penentuan jumlah produk yang akan diproduksi masih didasarkan atas rapat bersama dan perkiraan diantara beberapa departemen yang saling berhubungan tanpa adanya peramalan permintaan konsumen sebelumnya sehingga dapat terjadi kesalahan perkiraan produksi. Ketidak-tepatan penentuan jumlah aki yang harus diproduksi dapat menyebabkan bertambahnya stok barang jadi yang masih menumpuk. Stok barang jadi untuk tipe aki 12N5 yaitu 1408 unit per bulan, sedangkan stok aktual untuk tipe aki 12N5 adalah sebesar 1260 unit. Stok menumpuk ini diakibatkan adanya perkiraan produksi yang dibuat dalam rapat ketika pesanan belum masuk. Selisih stok barang jadi yang menumpuk harus dikurangi untuk mengurangi biaya persediaan. Hal ini dapat mempengaruhi bagaimana perusahan dapat memenuhi permintaan konsumen dan bagaimana perusahaan mencapai keuntungan yang optimal, contohnya apabila perusahaan produksinya kurang sehingga ada konsumen yang permintaannya tidak terpenuhi, maka konsumen akan merasa tidak puas dan perusahaan akan mengalami lose sale. Tujuan yang ingin dicapai dalam penulisan makalah ini adalah mengusulkan metode peramalan yang tepat untuk menentukan jumlah permintaan untuk produk aki sehingga perusahaan dapat menentukan target produksi yang sesuai untuk memenuhi permintaan konsumen. Menentukan jumlah produksi yang optimal untuk produk aki dengan tujuan untuk memaksimalkan keuntungan yang diperoleh dan Menganalisa sumber daya perusahaan apa yang mempengaruhi jumlah produksi optimal yang dapat dihasilkan oleh perusahaan.
OPTIMALISASI PRODUKSI
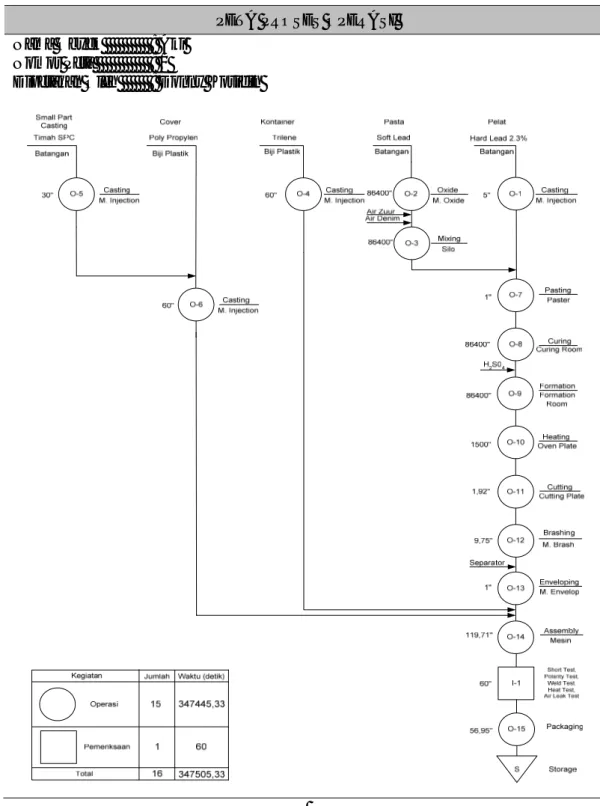
Untuk melakukan optimalisasi produksi seperti yang ditunjukkan pada peta proses
operasi berikut (Baker,2001) dalam Gambar 1:
PETA PROSES OPERASI Nama Obyek : Aki
Nomor Peta : 1
Dipetakan Oleh : Donny Kosidin
Berikut adalah langkah-langkah proses produksinya (Baroto, 2002; Gaspersz, 2001). Untuk membentuk panel timah, dibutuhkan timah batangan (Hard Lead 2.3%). Timah batangan ini dilebur dalam tungku pemanas yang kemudian akan diinjeksi menjadi panel-panel timah (1 panel timah bisa terbagi menjadi beberapa pelat timah tergantung tipe aki yang akan dibuat). Untuk membentuk pasta (yang kemudian digunakan untuk melumuri permukaan panel timah) digunakan batangan Soft Lead. Timah ini dimasukkan ke mesin oxide untuk menghasilkan tepung oxide. Tepung oxide ini kemudian akan diolah untuk membentuk pasta. Setelah tepung oxide terbentuk dari hasil proses no 2 diatas, tepung tersebut dimasukkan ke silo dengan dicampurkan air denim dan air zuur. Proses penggabungan ini memakan waktu 24 jam. Output yang keluar dari proses ini adalah pasta.
Kontainer aki terbuat dari bijih plastik Trilene. Sama seperti proses injeksi biasanya, bijih plastik dilebur di tungku pemanas atau dapur mesin injeksi kemudian diinjeksi dengan menggunakan mesin injeksi untuk menghasilkan cetakan kontainer. Kontainer ini yang akan digunakan sebagai tempat penggabungan pelat-pelat aki. Proses ini adalah pembuatan small part casting. Small part
casting ini mencakup terminal, konektor dan busi. Terminal adalah ujung aki (berjumlah 2) yang
berfungsi sebagai penghubung antara aki dengan motor atau mobil. Konektor adalah bagian yang akan menghubungkan kumpulan pelat pada tiap partisi dengan partisi lain dengan cara dilas. Pembuatan SPC ini menggunakan bahan baku timah SPC dan dihasilkan dari mesin injeksi.
Cover digunakan untuk menutup kontainer. Cover ini di buat melalui mesin injeksi dengan
bahan baku berupa bijih plastik poly propylen. Untuk proses ini, SPC yang berupa terminal sebelumnya diletakkan terlebih dahulu di mould (cetakan) setelah itu proses injeksi cover dilakukan. Sehingga keluaran dari proses ini berupa cover yang sudah memiliki ujung terminal. Pada proses ini dilakukan pelumuran pasta pada permukaan panel timah, proses ini dinamakan dengan pasting. Setelah panel timah dilumuri pasta, kemudian panel didiamkan dalam suatu ruangan selama 24 jam. Proses ini dinamakan dengan curing. Hal ini diperlukan agar lumuran pasta benar-benar menempel dipermukaan panel. Proses selanjutnya adalah memberikan tegangan positif atau negatif ke panel-panel timah. Panel-panel-panel timah yang sebelumnya telah didiamkan 24 jam dimasukkan ke dalam bak dengan diberi cairan H2SO4. Proses ini dinamakan formation dan memakan waktu 24 jam. Keluaran
dari proses ini adalah panel yang berkutub negatif dan berkutub positif. Setelah dari formation, proses selanjutnya adalah pemanasan. Proses ini dinamakan Heating. Untuk memisahkan panel menjadi pelat dilakukan pemotongan panel. Proses ini manual dengan mesin sebagai alat bantunya.
Brashing adalah proses pembersihan ujung pelat timah. Ujung pelat timah ini yang akan
mengalirkan energi yang timbul. Ujung pelat timah ini berhubungan dengan terminal pada cover. Sehingga bila ujung pelat ini kotor maka pengaliran energi tidak akan baik. Proses selanjutnya adalah
Enveloping. Proses ini adalah proses membungkus pelat timah dengan separator. Biasanya pelat yang
berkutub positif yang dibungkus dengan separator. Fungsi dari pembungkusan separator ini adalah supaya antara pelat tidak saling menempel ketika aliran energi mulai mengalir. (Karena penyusunan kutub pelat pada aki adalah (-) (+) (-), maka bila tidak ada pembatas pelat tersebut akan menempel dikarenakan kutub tersebut tarik menarik). Pada proses ini, perakitan dilakukan dengan mengikutsertakan kontainer dan cover. Tiap partisi terdapat pelat-pelat timah yang telah disusun kutubnya, dan tiap partisi dihubungkan dengan partisi lain melalui ujung pelat yang dilas dengan timah solder. Setelah itu proses selanjutnya adalah proses pengujian, seperti Short test, Polarity test, weld test, heat test dan Air leak test. Proses terakhir adalah pengepakan ke dalam box.
PT NP Tbk memproduksi aki mobil dan aki motor. Semua aki mobil yang diproduksi memiliki daya 12 volt. Yang membedakan banyaknya tipe aki mobil adalah AmpereHour. Tabel 1 berisi tipe-tipe aki mobil yang diproduksi PT NP Tbk.
Tabel 1 Tipe aki mobil PT Nipress Tbk
Automotive Battery Volt AH
NS40 12 32 NS60 12 45 N50 12 50 55559 12 55 55D23R 12 60 56638 12 66 NS70 12 70 58024 12 80 NX120-7 12 100 N100 12 100 N120 12 120 N150 12 150 N200 12 200
Sama halnya juga dengan aki motor, variasi volt yang diproduksi perusahaan adalah 6 volt dan 12 volt. Tabel 2 berisi tipe-tipe aki motor yang diproduksi PT NP Tbk.
Tabel 2 Tipe aki motor PT NP Tbk
Automotive Battery Volt AH
6N6-3B 6 6 6N4-2A-2 6 4 6N11-2D 6 11 12N10-3A 12 10 12N5.5-4B 12 5.5 GM7Z-4A 12 7 GM4-3B 12 4 12N10-3B 12 10 GM2.5A-3C-2 12 2.5 6N6-3B 12 6 GM3-3B 12 3 12N5-3B 12 5 GM5Z-3BZ-3B 12 5
Dilihat dari data penjualan yang dilakukan oleh Departemen Marketing dari Mei 2006 - April 2009 (lihat Tabel 3), maka akan dilakukan analisa ABC berdasarkan jumlah produk yang terjual untuk mengetahui produk yang termasuk golongan A (
±
75%), golongan B (±
20%), dan golongan C (±
5%).Tabel 3 Data penjualan aki Mei 2006- April 2009
Tipe Jumlah (unit) Persentase Kumulatif Persentase Golongan GM5Z-3BZ-3B 3711600 42.27 % 42.27 % A N50 1464804 16.68 % 58.95 % NS70 931500 10.61 % 69.56 % 12N5-3B 660600 7.52 % 77.08 % NS40 307620 3.5 % 80.58 % B N100 209052 2.38 % 82.96 % N120 198036 2.25 % 85.21 % NS60 143856 1.63 % 86.84 %
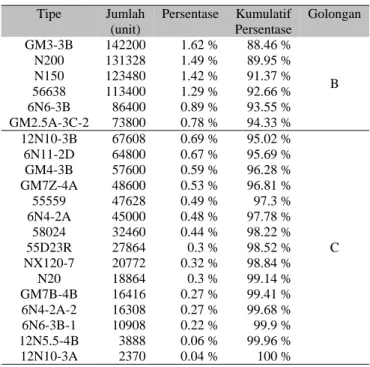
Tabel 3 Data penjualan aki Mei 2006- April 2009 (lanjutan) Tipe Jumlah (unit) Persentase Kumulatif Persentase Golongan GM3-3B 142200 1.62 % 88.46 % B N200 131328 1.49 % 89.95 % N150 123480 1.42 % 91.37 % 56638 113400 1.29 % 92.66 % 6N6-3B 86400 0.89 % 93.55 % GM2.5A-3C-2 73800 0.78 % 94.33 % 12N10-3B 67608 0.69 % 95.02 % C 6N11-2D 64800 0.67 % 95.69 % GM4-3B 57600 0.59 % 96.28 % GM7Z-4A 48600 0.53 % 96.81 % 55559 47628 0.49 % 97.3 % 6N4-2A 45000 0.48 % 97.78 % 58024 32460 0.44 % 98.22 % 55D23R 27864 0.3 % 98.52 % NX120-7 20772 0.32 % 98.84 % N20 18864 0.3 % 99.14 % GM7B-4B 16416 0.27 % 99.41 % 6N4-2A-2 16308 0.27 % 99.68 % 6N6-3B-1 10908 0.22 % 99.9 % 12N5.5-4B 3888 0.06 % 99.96 % 12N10-3A 2370 0.04 % 100 %
Berdasarkan hasil analisa ABC diatas, dapat dilihat yang termasuk kedalam golongan A hanya ada 4 tipe produk, yaitu produk yang paling sering dipesan oleh konsumen dan produk yang dipesan oleh konsumen dengan jumlah yang besar. Dari semua tipe produk aki yang telah dijual oleh departemen marketing, tidak semuanya diproduksi tiap periode karena tidak adanya pesanan secara kontinu dari konsumen, dan hanya terdapat 4 tipe produk yang selalu diproduksi tiap periode (lihat Tabel 4). Tipe-tipe produk lainnya, merupakan tipe produk yang secara khusus dipesan oleh konsumen sehingga hanya diproduksi pada periode tertentu ataupun ketika terdapat permintaan.
Tabel 4 Tipe produk yang diproduksi tiap bulan
Tipe Golongan
GM5Z-3B A
N50 A NS70 A 12N5 A
Untuk produk aki mobil tipe N50 dan NS70 masing-masing memiliki jumlah pelat 9 dan 13 buah dalam satu partisi. Untuk produk aki motor tipe GM5Z-3B dan 12N5 masing-masing memiliki jumlah pelat 7 dan 5. Satu buah aki memiliki 6 partisi, sehingga jumlah pelat total untuk aki N50, NS70, GM5Z-3B dan 12N5 berturut-turut adalah 54, 78, 42 dan 30 buah. Tabel 5 dan 6 berisikan data penjualan historis produk GM5Z-3B dan produk N50.
Tabel 5 Data Penjualan Tabel 6 Data Penjualan Historis Produk N50 Historis Produk GM5Z-3B
Tahun Bulan t Penjualan
(Unit) 2006 May 1 120935 June 2 150190 July 3 111670 August 4 60135 September 5 64153 October 6 137407 November 7 142087 December 8 83855 2007 January 9 68260 February 10 82180 March 11 80530 April 12 177016 May 13 171492 June 14 54593 July 15 98546 August 16 68336 September 17 114883 October 18 131356 November 19 54883 December 20 79683 2008 January 21 73068 February 22 88830 March 23 76900 April 24 168674 May 25 63947 June 26 102228 July 27 123364 August 28 53412 September 29 98976 October 30 178756 November 31 96084 December 32 113320 2009 January 33 76296 February 34 177016 March 35 61127 April 36 107412
Dari hasil optimasi didapatkan keuntungan tiap akinya adalah:
Aki N50 : Rp 6.734.254.684,- Aki NS70 : Rp 4.147.952.005,- Aki GM5Z-3B : Rp 4.219.219.377,- Aki 12N5 : Rp 501.462.832,9-
Hasil keuntungan diatas belum dikurangi dengan biaya overhead. Karena biaya overhead tidak dimasukkan ke dalam per unit produk, maka perhitungan keuntungan dilakukan dengan mengurangi keuntungan dari hasil optimasi dengan biaya overhead (Lihat Tabel 7).
Tahun Bulan t Penjualan
(Unit) 2006 May 1 23030 June 2 43761 July 3 57525 August 4 28300 September 5 21750 October 6 33642 November 7 63791 December 8 57497 2007 January 9 28485 February 10 42540 March 11 38335 April 12 23697 May 13 65142 June 14 15897 July 15 28437 August 16 49046 September 17 57956 October 18 89183 November 19 23572 December 20 32368 2008 January 21 55386 February 22 80286 March 23 60471 April 24 22400 May 25 46656 June 26 43176 July 27 12319 August 28 14224 September 29 70397 October 30 15420 November 31 36856 December 32 28126 2009 January 33 83458 February 34 23697 March 35 22248 April 36 25730
Tabel 7 Keuntungan setelah Overhead
NO Produk Keuntungan Overhead Keuntungan Setelah Overhead 1. Aki N50 6.734.254.684 305.399.927,9 Rp 6.428.854.756 2. Aki NS70 4.147.952.005 150.904.966 Rp 3.997.047.039 3. Aki GM5Z-3B 4.219.219.377 730.723.683,6 Rp 3.488.495.693 4. Aki 12N5 501.462.832,9 113.828.176,8 Rp 487.634.656,1
PENUTUP
Simpulan yang didapat setelah dilakukan pembahasan dan analisa, adalah metode peramalan yang tepat untuk menganalisa permintaan pelanggan pada PT NP Tbk adalah metode Dekomposisi untuk produk aki tipe N50, NS70, GM5Z-3B dan 12N5. Jumlah produksi yang optimal untuk aki tipe N50, NS70, GM5Z-3B dan 12N5 adalah 49.074 unit, 25.711 unit, 117.415 unit dan 18.292 unit dengan total keuntungan Rp 14.402.032.140,- Kemudian berdasarkan hasil optimasi dapat dilihat bahwa fungsi pembatas yang paling mempengaruhi pengiterasian adalah pembatas bahan baku dan pembatas target produksi. Artinya apabila dilakukan perubahan terhadap ruas kanan pembatas tersebut maka hasil iterasi juga akan mengalami perubahan. Dengan demikian dapat disimpulkan bahwa variabel Ht (jumlah hari kerja dalam satu bulan) tidak akan menyebabkan perubahan terhadap hasil
perhitungan dan sumber daya yang dapat dinaikkan untuk meningkatkan laba adalah bahan langsung
polypropylene, karena tabel optimum memperlihatkan bahwa sumber daya ini kecil. Dikatakan kecil
karena allowable descrease yang kecil.
DAFTAR PUSTAKA
Baker, K.R. (2001) Elements of Sequencing and Scheduling. Sine Nomine.
Baroto, T. (2002) Perencanaan dan Pengendalian Produksi. Ghalia Indonesia. Jakarta.
Gaspersz, V. (2001) Production Planning and Inventory Control Berdasarkan Pendekatan Sistem
Terintegrasi MRP II dan JIT Menuju Manufukturing 21. Edisi Revisi dan Perluasan. Gramedia
Pustaka Utama. Jakarta.
Hanke, J.E. dan Wichern, D.W. (2005) Business Forecasting. Eighth Edition. Prentice Hall. New Jersey.
Nash, S.G., dan Sofer, A. (1996) Linear and Nonlinear Programming. McGraw Hill Companies, Inc.,Singapore.