LAPORAN TUGAS AKHIR
(STUDI KASUS UD MJOINT “EXCLUSIVE LEATHER CRAFT” YOGYAKARTA)
P E N D E K A T A N S I M U L A S I D A L A M P E R B A I K A N K E S E I M B A N G A N L I N T A S A N P R O D U K S I
Disusun oleh:
Agung Laksono 122080148
Pembimbing I
Miftahol Arifin, ST., MT
Pembimbing II
Agus Ristono, ST., MT
Latar Belakang Masalah
PENDAHULUAN
Keseimbangan lintasan
Permasalahan keseimbangan lintasan produksi terjadi karena stasiun kerja dalam lintasan produksi mempunyai kecepatan produksi yang berbeda
Hal ini disebabkan karena terjadi penumpukan material di beberapa operasi dan pengalokasian tenaga kerja yang tidak merata pada stasiun kerja
Pendekatan simulasi dilakukan untuk melihat kinerja sistem saat ini untuk dievaluasi selanjutnya dilakukan skenario perbaikan yang optimal
Perumusan Masalah
Bagaimana pendekatan simulasi dapat digunakan pada penyelesaian masalah keseimbangan lintasan
Tujuan Penelitian
Menentukan keseimbangan lintasan produksi dengan menggunakan program simulasi
Manfaat Penelitian
Dapat menentukan usulan pengambilan keputusan metode kerja yang bisa digunakan
Batasan dan Asumsi
Agar peneletian ini lebih terarah, mudah dipahami, dan topik yang dibahas tidak meluas, maka perlu dilakukan pembatasan lingkup penelitian. Adapun batasan masalah tersebut adalah:
Fokus penelitian pada proses perakitan produk tas kulit
Tidak memperhitungkan faktor biaya berkaitan dengan usulan penambahan atau pengurangan jumlah operator
Hanya membahas metode penyelesaian keseimbangan lintasan dengan simulasi
Asumsi –asumsi yang digunakan adalah:
Kecepatan setiap operator dalam menyelesaikan suatu proses adalah sama
Setiap proses dikerjakan minimal oleh satu operator dan tidak ada yang saling membantu
PENGUMPULAN DATA
Adapun dalam pengumpulan data diperlukan pengumpulan informasi sebagai pendukung data, berikut ini data yang diperlukan :
•Data waktu proses operasi tiap stasiun kerja
•Data jumlah operator untuk tiap operasi
PENGOLAHAN DATA
Adapun dalam pengolahan data dilakukan melalui beberapa tahapan yaitu ;
Uji keseragaman data
Uji kecukupan data
Menghitung waktu baku
Menghitung kapasitas produksi tiap stasiun kerja
Menghitung keseimbangan lintasan produksi
Perancangan model menggunakan promodel
ANALISIS HASIL
hasil model kondisi awal menunjukan besarnya Jumlah Waktu Menganggur 382,48 menit sedangkan hasil model kondisi perbaikan menujukan besarnya jumlah waktu menganggur sebesar 83,96 menit
Pada kondisi awal Keseimbangan Waktu Senggang 78,35%
sedangkan untuk model perbaikan Keseimbangan Waktu senggang 44,22 %
Pada Maksimasi Effisiensi Stasiun Kerja pada kondisi awal maupun perbaikan dapat dilihat pada tabel berikut
efisiensi lintasan produksi pada kondisi awal menunjukan sebesar 21,64% sedangkan efisiensi lintasan produksi pada kondisi perbaikan sebesar 55,77 %
Pada utilitas stasiun kerja kondisi awal dan kondisi perbaikan dapat dilihat pada tabel berikut
Hasil output kondisi awal adalah sebesar 346 unit sedangkan output kondisi perbaikan adalah sebesar 374 unit
KESIMPULAN
Dari hasil pengujian dan analisis hasil yang telah dilakukan dalam penelitian ini, maka dapat ditarik beberapa kesimpulan sebagai berikut:
Metode simulasi menggunakan software Promodel 7,5 mampu memberikan penyelesaian terhadap permasalahan keseimbangan lintasan
Produktifitas model perbaikan yang dihasilkan sebesar 374 unit lebih besar dibandingkan dengan Produktifitas model kondisi awal yang dihasilkan sebesar 346 unit. Hal ini menunjukan peningkatan produktifitas setelah dilakukan simulasi keseimbangan lintasan. Unit produksi berada diatas target unit perhari produksi.
Pada kondisi awal terdapat stasiun kerja yang mengalami bottleneck yaitu pada stasiun kerja 2, stasiun kerja 4,dan stasiun kerja 5 masing – masing sebesar 20,83 %, 31,33 % dan 52,19 %.
Sedangkan pada kondisi perbaikan menunjukan stasiun kerja memiliki beban seimbang, hal ini menunjukan keseimbangan lintasan sudah optimal.
SARAN
Dari hal-hal yang telah diuraikan dalam kesimpulan diatas, maka dapat disarankan hal-hal sebagai berikut:
Perusahaan hendaknya mempertimbangkan hasil dari penelitian ini untuk dapat diterapkan kebijakan mengenai perbaikan keseimbangan lintasan yang lebih baik.
Perlu diadakan evaluasi biaya terkait penambahan alokasi pekerja pada kondisi model perbaikan.
Perlu dikembangkan lagi banyaknya data yang diambil sehingga menciptakan data yang lebih akurat.
Perlu dikembangkan lagi perbaikan - perbaikan lebih lanjut sehingga nantinya dapat diciptakan suatu keseimbangan lintasan yang lebih baik.
TERIMA KASIH
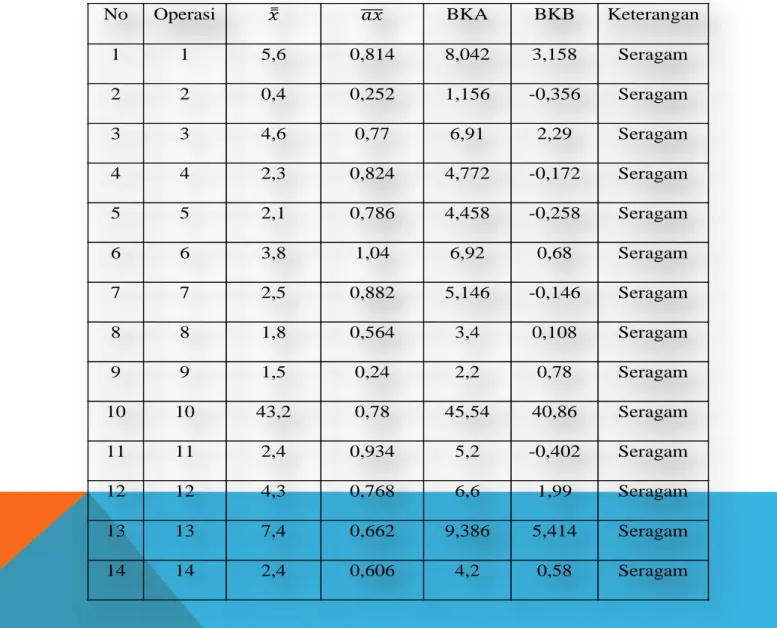
Tabel uji keseragaman data
Tabel 4.1 Uji Keseragaman data
No Operasi 𝑥 𝑎𝑥 BKA BKB Keterangan
1 1 5,6 0,814 8,042 3,158 Seragam
2 2 0,4 0,252 1,156 -0,356 Seragam
3 3 4,6 0,77 6,91 2,29 Seragam
4 4 2,3 0,824 4,772 -0,172 Seragam
5 5 2,1 0,786 4,458 -0,258 Seragam
6 6 3,8 1,04 6,92 0,68 Seragam
7 7 2,5 0,882 5,146 -0,146 Seragam
8 8 1,8 0,564 3,4 0,108 Seragam
9 9 1,5 0,24 2,2 0,78 Seragam
10 10 43,2 0,78 45,54 40,86 Seragam
11 11 2,4 0,934 5,2 -0,402 Seragam
12 12 4,3 0,768 6,6 1,99 Seragam
13 13 7,4 0,662 9,386 5,414 Seragam
14 14 2,4 0,606 4,2 0,58 Seragam
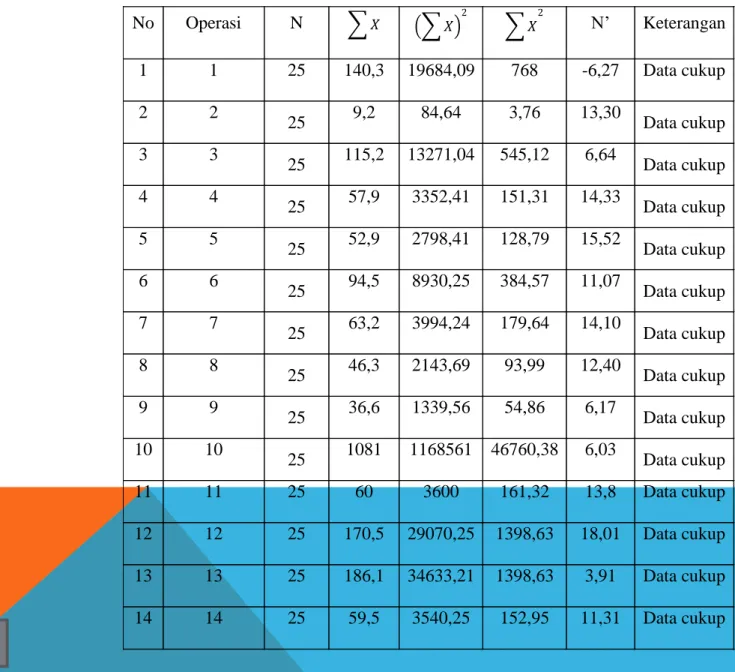
Tabel uji kecukupan data
No Operasi N 𝑋 𝑋 2 𝑋2 N’ Keterangan
1 1 25 140,3 19684,09 768 -6,27 Data cukup
2 2
25 9,2 84,64 3,76 13,30
Data cukup
3 3
25 115,2 13271,04 545,12 6,64
Data cukup
4 4
25 57,9 3352,41 151,31 14,33
Data cukup
5 5
25 52,9 2798,41 128,79 15,52
Data cukup
6 6
25 94,5 8930,25 384,57 11,07
Data cukup
7 7
25 63,2 3994,24 179,64 14,10
Data cukup
8 8
25 46,3 2143,69 93,99 12,40
Data cukup
9 9
25 36,6 1339,56 54,86 6,17
Data cukup
10 10
25 1081 1168561 46760,38 6,03
Data cukup
11 11 25 60 3600 161,32 13,8 Data cukup
12 12 25 170,5 29070,25 1398,63 18,01 Data cukup 13 13 25 186,1 34633,21 1398,63 3,91 Data cukup
14 14 25 59,5 3540,25 152,95 11,31 Data cukup
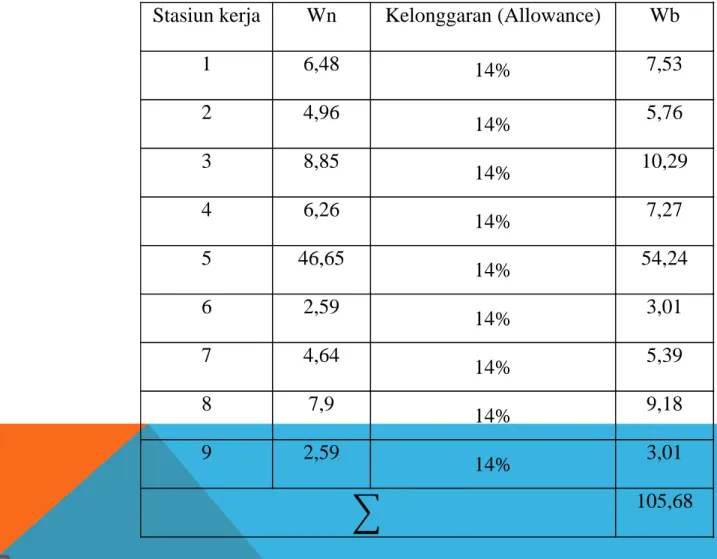
Tabel Waktu Baku
Tabel 4.5 waktu baku pada setiap stasiun kerja
Stasiun kerja Wn Kelonggaran (Allowance) Wb
1 6,48 14% 7,53
2 4,96
14% 5,76
3 8,85
14% 10,29
4 6,26
14% 7,27
5 46,65
14% 54,24
6 2,59
14% 3,01
7 4,64
14% 5,39
8 7,9
14% 9,18
9 2,59
14% 3,01
105,68
Perhitungan Kapasitas Produksi Tiap Stasiun Kerja
Stasiun kerja Tenaga kerja Wb (menit) Kapasitas produksi (unit)
1 4 7,53 254
2 3 5,76 250
3 6 10,29 280
4 4 7,27 264
5 12 54,24 106
6 2 3,01 318
7 3 5,39 267
8 5 9,18 261
9 2 3,01 318
105,68 2318
Stasiun kerja Tenaga kerja Waktu baku (menit)
Kapasitas produksi (unit)
1 5 18.2 131
2 2 5.76 167
4 7 7.27 462
5.1 14 27.12 123
5.2 14 27.12 123
7 3 8.4 178
8 4 12.01 160
105,88 1344
Kondisi awal Kondisi perbaikan
Perhitungan keseimbangan lintasan produksi
Perhitungan Keseimbangan Lintasan pada kondisi awal.
dapat dilihat nilai WB yang terbesar adalah 54,24 menit dan total jumlah waktu keseluruhan adalah 105,68 menit dengan jumlah stasiun kerja 9, maka kondisi awal keseimbangan lintasan di UD M JOINT dapat dihitung sebagai berikut :
1. Jumlah Waktu Menganggur
Jumlah waktu menganggur dihitung menggunakan persamaan (2.3)
𝑤𝑎𝑘𝑡𝑢 𝑚𝑒𝑛𝑔𝑎𝑛𝑔𝑔𝑢𝑟 = 𝑛 × 𝑊𝑏 𝑠 − 𝑊𝑏 𝑖
𝑛
𝑖=1
= 9 × 54,24 − 105,68 = 382,48 menit
Keseimbangan Waktu Senggang = 𝑛×𝑊𝑏 𝑠 − 𝑛𝑖=1𝑊𝑏 𝑖
𝑛×𝑊𝑏 𝑠 × 100%
= 9×54,24−105,68
9× 54,24 × 100%
= 78,35 %
Perhitungan keseimbangan lintasan produksi
Maksimasi Effisiensi Stasiun Kerja dihitung dengan persamaan (2.1)
Untuk SK 1 efisiensinya :
𝑆𝐾 1 = 𝑊𝑏(𝑖)
𝑊𝑏(𝑠)× 100%
= 7,53
54,24× 100%
= 13,88 %
Dengan perhitungan yang sama maka akan didapat efisiensi setiap stasiun kerja yang dapat dilihat pada tabel
SK Wb(i)(menit) Efisiensi (%)
1 7,53 13,88 %
2 5,76 10,61 %
3 10,29 18,97 %
4 7,27 13,40 %
5 54,24 100 %
6 3,01 5,54 %
7 5,39 9,93 %
8 9,18 16,92 %
9 3,01 5,54 %
Efisiensi lintasan produksi dihitung menggunakan persamaan (2.2) 𝑒𝑓𝑖𝑠𝑖𝑒𝑛𝑠𝑖 𝑙𝑖𝑛𝑡𝑎𝑠𝑎𝑛 𝑝𝑟𝑜𝑑𝑢𝑘𝑠𝑖 = 𝑛𝑖=1𝑊𝑏 𝑖
𝑛 × 𝑊𝑏 𝑠 × 100%
= 105,68
9 × 54,24 × 100%
=21,64 %
Perhitungan keseimbangan lintasan produksi
Perhitungan Keseimbangan Lintasan pada kondisi perbaikan.
dapat dilihat nilai WB yang terbesar adalah 27,12 menit dan total jumlah waktu keseluruhan adalah 107,88 menit dengan jumlah stasiun kerja 7, maka kondisi perbaikan keseimbangan lintasan di UD M JOINT dapat dihitung sebagai berikut :
Keseimbangan waktu senggang dihitung dengan persamaan (2.4) Keseimbangan Waktu Senggang = 𝑛×𝑊𝑏 𝑠 − 𝑛𝑖=1𝑊𝑏 𝑖
𝑛×𝑊𝑏 𝑠 × 100%
=7×27,12−105,88
7× 27,12 × 100%
= 44,22 % 1. Jumlah Waktu Menganggur
Jumlah waktu menganggur dihitung menggunakan persamaan (2.3)
𝑤𝑎𝑘𝑡𝑢 𝑚𝑒𝑛𝑔𝑎𝑛𝑔𝑔𝑢𝑟 = 𝑛 × 𝑊𝑏 𝑠 − 𝑊𝑏 𝑖
𝑛
𝑖=1
= 7 × 27,12 − 105,88 = 83,96 menit
Perhitungan keseimbangan lintasan produksi
Maksimasi Effisiensi Stasiun Kerja dihitung dengan persamaan (2.1)
Untuk SK 1 efisiensinya : 𝑆𝐾 1 = 𝑊𝑏(𝑖)
𝑊𝑏(𝑠)× 100%
= 18,2
27,12× 100%
= 67,10 %
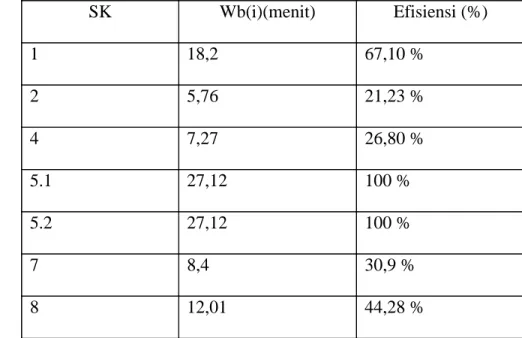
Dengan perhitungan yang sama maka akan didapat efisiensi setiap stasiun kerja yang dapat dilihat pada tabel 4.10
Tabel 4.10 efisiensi stasiun kerja kondisi perbaikan
SK Wb(i)(menit) Efisiensi (%)
1 18,2 67,10 %
2 5,76 21,23 %
4 7,27 26,80 %
5.1 27,12 100 %
5.2 27,12 100 %
7 8,4 30,9 %
8 12,01 44,28 %
Efisiensi lintasan produksi dihiung menggunakan persamaan (2.2) 𝑒𝑓𝑖𝑠𝑖𝑒𝑛𝑠𝑖 𝑙𝑖𝑛𝑡𝑎𝑠𝑎𝑛 𝑝𝑟𝑜𝑑𝑢𝑘𝑠𝑖 = 𝑛𝑖=1𝑊𝑏 𝑖
𝑛 × 𝑊𝑏 𝑠 × 100%
= 105,88
7 × 27,12 × 100%
= 55,77 %
Perancangan model
Kondisi awal Kondisi perbaikan
Layout
Perancangan model
Perancangan model
Perancangan model
Perancangan model
Analisa hasil
Tabel 4.10 efisiensi stasiun kerja kondisi perbaikan
SK Wb(i)(menit) Efisiensi (%)
1 18,2 67,10 %
2 5,76 21,23 %
4 7,27 26,80 %
5.1 27,12 100 %
5.2 27,12 100 %
7 8,4 30,9 %
8 12,01 44,28 %
Tabel 4.9 efisiensi stasiun kerja kondisi awal
SK Wb(i)(menit) Efisiensi (%)
1 7,53 13,88 %
2 5,76 10,61 %
3 10,29 18,97 %
4 7,27 13,40 %
5 54,24 100 %
6 3,01 5,54 %
7 5,39 9,93 %
8 9,18 16,92 %
9 3,01 5,54 %
Utilitas stasiun kerja