ANALISA
NON VALUE ADDING ACTIVITY
DAN
DEFECT
DENGAN PENDEKATAN
LEAN SIX SIGMA
DI PT. BAYER INDONESIA – BAYER CROPSCIENCE
SURABAYA
SKRIPSI
O Olleehh::
D
DE
EN
NN
NY
Y
SE
S
ET
TI
I
A
A
A
AB
BA
AD
DI
I
0
0
73
7
3
20
2
0
10
1
0
14
1
4
0
0
J
J
UR
U
RU
US
SA
AN
N
T
TE
EK
K
NI
N
IK
K
IN
I
ND
DU
US
ST
TR
RI
I
F
FA
A
KU
K
UL
LT
TA
AS
S
T
TE
EK
KN
N
OL
O
LO
OG
GI
I
I
IN
ND
DU
US
ST
TR
RI
I
U
UN
NI
IV
VE
ER
R
SI
S
IT
TA
AS
S
P
PE
EM
MB
BA
AN
NG
G
UN
U
NA
AN
N
NA
N
AS
SI
IO
ON
NA
AL
L
“V
“
VE
ET
TE
ER
R
AN
A
N”
”
J
KATA PENGANTAR
Dengan memanjatkan puja dan puji syukur atas kehadirat ALLAH SWT
atas segala Rahmat, Hidayah dan Inayah-NYA, sehingga penyusun dapat
menyelesaikan Skripsi yang berjudul “ANALISA NON VALUE ADDING
ACTIVITY DAN DEFECT DENGAN PENDEKATAN LEAN SIX SIGMA DI
PT. BAYER INDONESIA – BAYER CROPSCIENCE SURABAYA” ini
dengan baik. Penyusunan skripsi ini dimaksudkan untuk memenuhi sebagian
persyaratan memperoleh gelar Sarjana Teknik Industri.
Dalam penyusunan dan penulisan skripsi ini tentunya tidak terlepas dari
bimbingan, dukungan serta motivasi dari berbagai pihak. Oleh karena itu dalam
kesempatan ini, penyusun dengan segala kerendahan hati menyatakan rasa hormat
dan terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Teguh Soedarto, MP selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri,
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir. Moch. Tutuk Safirin MT selaku Ketua Jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
4. Bapak Ir. Didi Samanhudi, MMT dan Bapak Suseno Budi P, ST. MT
selaku Dosen Pembimbing yang telah banyak memberikan masukan,
5. Bapak I.M. Haribowo, dan Bapak Yuyus Cahyono selaku pembimbing
pabrik yang telah banyak memberikan bantuan dan masukan dalam
penyusunan skripsi ini.
6. Ayahanda & Bundaku tercinta serta Kakak-kakakku yang telah
memberikan dukungan selama pengerjaan skripsi ini dan seumur
hidupku..….thanks god you give me the best family in the world !!!.
7. Teman-teman seperjuanganku angkatan ’07 specially pararel D
DinoSaurus as DinaS (temen seperjuanganku skripsi), Ibad (diantara
temen2 separarel dia yang paling dulu lulusnya), Ester (Si sipit dari Jogja),
Rizky, Hisyam, Wahyu, Kukuh, Arif, Enik, Nidom, Sandy, Bayu,
Anggara,………….dan teman-temanku semuanya (maaf gak bisa aku
sebutin satu-satu),,,,,,Smoga kita smua jadi orang-orang SUKSES !!!
8. Teman-teman asisten laboratorium sistem pabrikasi periode ’09 dan ’10...
keep your spirit...!!!
9. Semua pihak yang turut serta membantu dalam penyusunan skripsi ini
yang tidak dapat saya sebutkan satu persatu.
Penyusun menyadari adanya kekurangan dalam penyusunan penelitian
ini karena terbatasnya pengetahuan dan pengalaman, sehingga penyusun
mengharapkan saran dan kritik yang bersifat membangun demi kesempurnaan
penelitian ini.
Akhir kata penyusun sangat mengaharap agar skripsi ini dapat bermanfaat
baik untuk kemajuan ilmu pengetahuan dan masyarakat pada umumnya.
Surabaya, 27 Januari 2011
DAFTAR ISI
LEMBAR JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... ix
ABSTRAKSI ... x
BAB I PENDAHULUAN 1.1.Latar Belakang ... 1
1.2.Rumusan Masalah ... 3
1.3.Batasan masalah ... 3
1.4.Asumsi ... 4
1.5.Tujuan ... 4
1.6.Manfaat ………. 5
1.7.Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA 2.1. Pestisida ... 7
2.1.1. Pengertian Pestisida ... 7
2.1.2. Macam-Macam Pestisida ... 8
2.1.3. Bentuk Pestisida ... 8
2.1.5. Cara Kerja Pestisida……… 12
2.1.6. Bahan Baku ... 13
2.1.7. Permesinan dan Peralatan ... 15
2.1.8. Proses Produksi ... 16
2.1.9. Sistem Produksi ... 19
2.2. Kualitas ………..………. 24
2.2.1 Konsep kualitas berdasarkan pandangan modern ..………. 25
2.3. Pengendalian Kualitas ………. 26
2.4. Lean Thinking ………. 29
2.5. Six Sigma ……… 33
2.5.1 Proses Perbaikan DMAIC……...……….. 36
2.5.2 Diagram Pareto……....……….. ………. 41
2.5.3 Diagram Sebab Akibat……….. ……….. 42
2.5.4 FMEA (failrule mode effects analyses) ……….. 43
2.6. Kapabilitas Proses ……….……….. 47
2.6.1 Penentuan Kapabilitas Proses untuk Data Atribut ………. 48
2.6.2 Penentuan Kapabilitas Proses untuk Data Variabel ……… 49
2.7. Lean Six Sigma ……….……..………. 51
2.7.1 Peta Gambar Besar (Big Picture Mapping) ……… 55
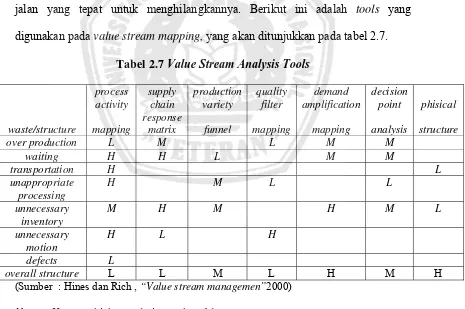
2.7.2 Value Stream Mapping Tools (VALSAT) ……….. 57
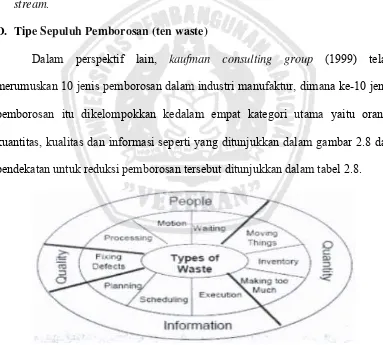
2.8. Pemborosan (Waste) .………... 62
2.8.1 Tipe-Tipe Pemborosan ………... 63
2.9. Penelitian Terdahulu ....……… 71
2.9.2 Tugas Akhir oleh Rifky Insyafi (2007) ……….. 72
2.9.3 Tugas Akhir oleh Rosy Mahendra Aribowo (2008) ……... 73
BAB III METODE PENELITIAN 3.1. Tempat dan Waktu Penelitian ……… 75
3.2. Identifikasi dan Definisi Operasional Variabel ……….. 75
3.2.1 Variabel Bebas……….…………. 75
3.2.2 Variabel Terikat……….. ………. 77
3.3. Flow Chart Pemecahan Masalah………. 78
3.4. Metode Pengumpulan Data ……… 84
3.5. Metode Pengolahan Data ……… 84
BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data ……….. 89
4.2. Define ……….. 91
4.2.1. Penggambaran Big Picture Mapping ……… 92
4.2.1.1 Aliran Informasi ………. 94
4.2.1.2 Aliran Fisik ……… 96
4.2.2. Mengidentifikasi Waste ………. 99
4.3. Measure ………. 101
4.3.1. Process Activity Mapping ………. 103
4.3.2. Identifikasi Kecacatan dengan Quality Filter Mapping …108 4.3.3. Kapabilitas Proses ……….... 120
4.4. Analyze ……….. 122
4.4.1. Analisa Process Activity Mapping ………124
4.4.3. Penentuan Kapabilitas Proses dengan Perhitungan DPMO
dan Nilai Sigma ... 130
4.4.4. Diagram Pareto ... 132
4.4.5. Diagram Sebab Akibat ………... 133
4.4.6. Mengidentifikasikan faktor penyebab pemborosan …... 136
4.5. Improve ... 137
4.5.1. Menetapkan Suatu Rencana Perbaikan ……….. 137
4.5.2. Merencanakan Perbaikan ……… 142
4.5.2.1 Usulan Big Picture Mapping ... 145
4.5.2.2 Usulan Process Activity Mapping ……….. 147
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan ... 151
5.2. Saran ... 151
DAFTAR TABEL
Tabel 2.1. Pendeskripsian Produksi Lean ... 32
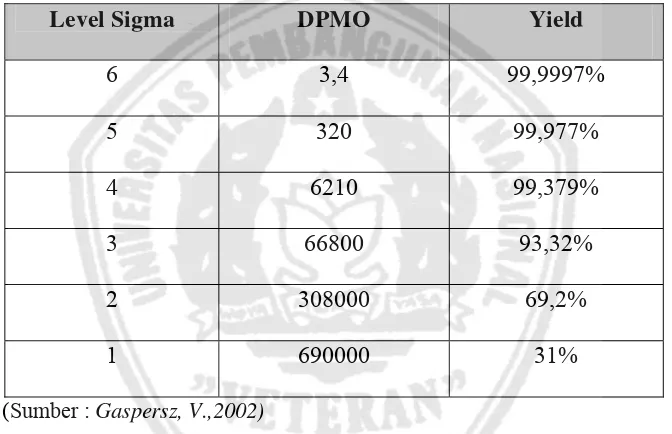
Tabel 2.2. Konversi Six Sigma Sederhana ... 35
Tabel 2.3. Nilai Severity ... 45
Tabel 2.4. Nilai Occurance …... 46
Tabel 2.5. Nilai Detection ... 46
Tabel 2.6. Perbandingan Metode Lean dan Six Sigma ... 54
Tabel 2.7. Value Stream Analysis Tools ……….. 57
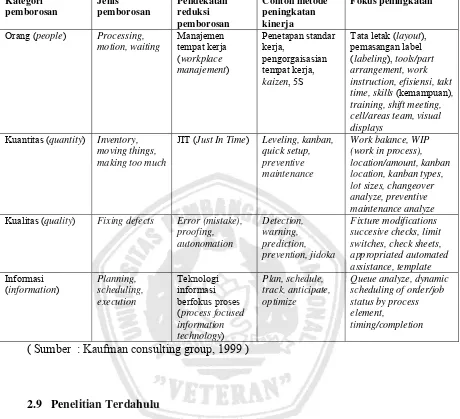
Tabel 2.8. Pendekatan Untuk Mereduksi Pemborosan ……… 71
Tabel 4.1. Jumlah Output Produksi DECIS 25 EC 50 ml ...……….. 89
Tabel 4.2. Jumlah Defect Proses Filling ...………..………… 90
Tabel 4.3. Jumlah Defect Proses Capping ...………..………… 90
Tabel 4.4. Jumlah Defect Proses Printing ...………..………… 90
Tabel 4.5. Data Defect DECIS 25 EC 50 ml ...………..………… 91
Tabel 4.6. Jenis Waste Pada Produksi DECIS 25 EC 50 ml ...……… 91
Tabel 4.7. Rekap hasil Kuisioner Waste ... 101
Tabel 4.8(a). Tujuh Pemetaan VALSAT...………..…………... 102
Tabel 4.8(b). Rekap Hasil Pemetaan VALSAT...………..…………... 102
Tabel 4.9. Proccess Activity Mapping ...………..…………. 106
Tabel 4.10. Data Produk Defect ...………..…………... 117
Tabel 4.11. Data Prosentase Kecacatan Produk...………..………….... 118
Tabel 4.12. Rekap Nilai Kapabilitas Produk ...………..……….. 121
Tabel 4.13. Jumlah Aktivitas ...,...………..……….. 124
Tabel 4.14. Jumlah Kebutuhan waktu Tiap Tipe Aktivitas...………… 125
Tabel 4.15. Hasil Analisis Kecacatan ...………..………… 132
Tabel 4.16. Identifikasi Akar Penyebab Pemborosan ...………... 136
Tabel 4.17. FMEA ...………..………... 140
Tabel 4.18. Usulan Prioritas Tindakan Perbaikan ....………..………... 142
DAFTAR GAMBAR
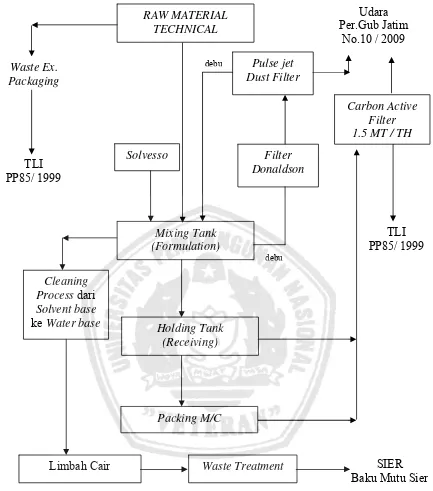
Gambar 2.1. Diagram Proses Produksi Pestisida Jenis Liquid ...……… 20
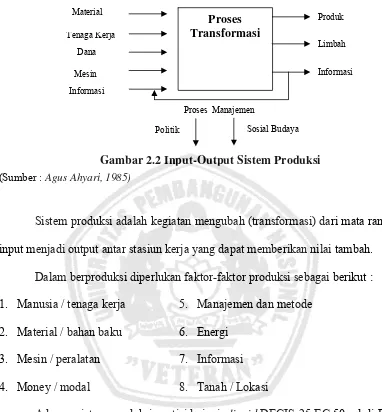
Gambar 2.2. Input – Output Sistem Produksi ………….….………... 22
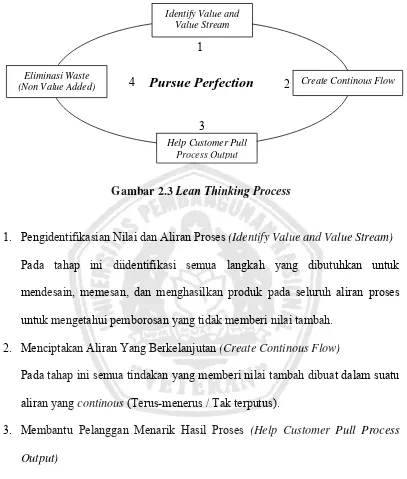
Gambar 2.3. Lean Thinking Proccess ………... 31
Gambar 2.4. Siklus DMAIC ...………...……… 39
Gambar 2.5. Bentuk Umum Diagram Pareto ………... ……….. 42
Gambar 2.6. Bentuk Umum Diagram Sebab Akibat ………... 43
Gambar 2.7. Simbol Komponen Big Picture Mapping ………. 55
Gambar 2.8. Sepuluh Area Waste ………... ………... 70
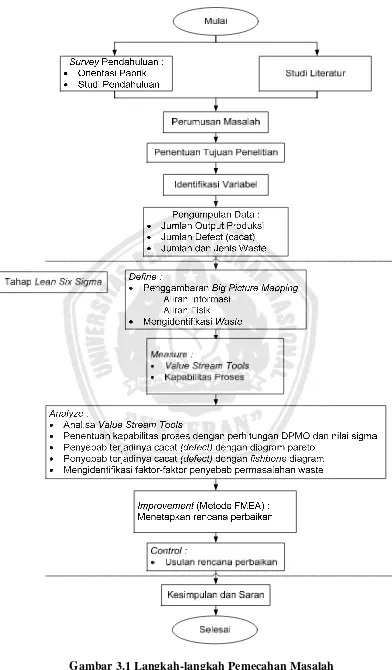
Gambar 3.1. Langkah - Langkah Pemecahan Masalah …….………. 79
Gambar 4.1. Big Picture Mapping DECIS 25 EC 50 ml ……… 93
Gambar 4.2. Quality Filter Mapping...………….………. 109
Gambar 4.3. Quality Control Procedure……….………... 113
Gambar 4.4. Histogram Kecacatan Produk ...…………... 118
Gambar 4.5. Prosentase Kecacatan Produk ...…………... 119
Gambar 4.6. Perbandingan Jumlah Tipe Aktivitas..….………. 125
Gambar 4.7. Perbandingan Jumlah Kebutuhan Waktu Tiap Tipe Aktivitas….. 126
Gambar 4.8. Grafik Prosentase Cacat Produk ...….……… 129
Gambar 4.9. Kapabilitas Sigma ...….……… 130
Gambar 4.10. Grafik Pola DPMO ...….………. 131
Gambar 4.11. Diagram Pareto ...….……….. 132
Gambar 4.12. Fishbone Diagram Cacat Berat Isi Kurang ...….. 133
Gambar 4.13. Fishbone Diagram Cacat Cap Tidak Sempurna …………...….. 134
Gambar 4.14. Fishbone Diagram Cacat Noda Bercak ... 134
Gambar 4.15. Fishbone Diagram Cacat Print Tidak Tepat ... 135
Gambar 4.16. Fishbone Diagram Cacat Leher Robek ... 135
DAFTAR LAMPIRAN
Lampiran A Gambaran Umum Perusahaan
Lampiran B Struktural PT. BAYER INDONESIA
Lampiran C Struktur Organisasi PT. BAYER INDONESIA-Bayer CropScience Surabaya
Lampiran D Layout PT. BAYER INDONESIA-Bayer CropScience Surabaya Lampiran E Alur Proses Produksi Secara Garis Besar
Lampiran F Proses Formulasi di EC/SL Formulation
Lampiran G Flowchart Prosedure Pengendalian Kualitas Lampiran H Quality Check Standard
Lampiran I Kuisioner
Lampiran J Perhitungan Waste Lampiran K VALSAT Matrix Lampiran L Prosentase Defect
Lampiran M Pehitungan DPO, DPMO dan Nilai Sigma
Lampiran N Pehitungan Tiap Tipe Aktivitas dan Waktu Aktivitas Lampiran O Perhitungan RPN
Analisa
Non Value Adding Activity
dan
Defect
dengan Pendekatan
Lean Six Sigma
di PT. BAYER INDONESIA – Bayer CropScience Surabaya
ABSTRAKSI
Oleh : Denny Setia Abadi
Pestisida DECIS 25 EC 50 ml adalah salah satu jenis produk yang dihasilkan oleh PT. BAYER INDONESIA – Bayer CropScience Surabaya dari berbagai macam produk yang ada. Pada kondisi proses produksi di perusahaan saat ini terindikasi terjadi pemborosan (waste). Hal ini tampak pada kegiatan proses produksi yang tidak optimal, ditandai oleh banyaknya cacat (defect) yang terjadi, lead time yang panjang dan waktu proses produksi yang sering mengalami penundaan akibat delay baik dari internal maupun eksternal perusahaan.
Tujuan utama penelitian adalah untuk mengurangi terjadinya inefisiensi
dengan mengurangi waste yang terjadi. Dengan konsep Lean Six Sigma yang
merupakan integrasi antara konsep Lean dengan fokus menghilangkan waste dan perampingan proses yang tidak perlu di dalam suatu proses dengan menitik
beratkan kecepatan proses dan konsep Six Sigma yang fokus utamanya adalah
untuk menekan seminimal mungkin variansi proses dan mencapai tingkat
kegagalan zero defect (0%) untuk tetap mencapai kepuasan pelanggan.
Tahap-tahap penelitian ini adalah define untuk mengidentifikasi masalah, measure untuk menentukan masalah yang berpengaruh di dalamnya menggunakan VALSAT untuk memilih tool yang sesuai dalam membantu menemukan critical to quality dari waste tersebut, analyze berisi tentang fishbone diagram untuk membantu
menemukan permasalahan utama penyebab terjadinya waste dan improve yaitu
tentang FMEA (Failure Mode and Effect Analysis) untuk membantu dalam
menentukan alternatif usulan perbaikan yang akan diberikan. Sehingga
perusahaan dapat meningkatkan kualitas dan mengurangi adanya pemborosan. Dari hasil penelitian didapat yaitu : pertama, nilai kapabilitas proses produk DECIS 25 EC 50 ml yaitu DPO sebesar 0,00023229 dan DPMO sebesar 232 dengan tingkat sigma sebesar 4,191σ; kedua, defect yang paling banyak terjadi adalah cacat karena berat isi kurang yaitu sebesar 30,20%. Dan selanjutnya
dibuat usulan perbaikan untuk mengurangi pemborosan (waste) dan
meminimalkan cacat (defect) pada proses produksi dengan menetapkan usulan perbaikan dan Action Plans, dimana didapatkan perbaikan dalam pengurangan pemborosan (non value adding activity), dimana pemborosan sebesar 51,19% berkurang menjadi 48,10%.
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi sekarang ini, persaingan antar perusahaan semakin ketat
baik di bidang jasa maupun bidang manufaktur. Tujuan yang diharapkan oleh
perusahaan adalah untuk mendapatkan profit yang sebesar besarnya dan
memberikan kepuasan kepada pelanggan. Dalam hal ini mutu atau kualitas produk
menjadi faktor penentu keputusan konsumen dalam menentukan pilihan pada
suatu produk.
Kualitas merupakan salah satu jaminan yang diberikan dan harus dipenuhi
oleh perusahaan kepada pelanggan. Termasuk pada kualitas produk, karena
kualitas suatu produk merupakan salah satu kriteria penting yang menjadi
pertimbangan pelanggan dalam memilih produk. Selain dimata pelanggan,
kualitas juga merupakan salah satu indikator penting bagi perusahaan untuk tetap
dapat eksis di tengah ketatnya persaingan dalam dunia industri. Oleh karena itu,
sangatlah diperlukan perbaikan dan peningkatan kualitas secara terus-menerus
dari perusahaan sesuai dengan spesifikasi dan kebutuhan pelanggan.
PT. BAYER INDONESIA – Bayer CropScience Surabaya adalah sebuah
perusahaan industri kimia yang memproduksi produk pestisida. Dimana dalam
proses produksinya menggunakan mesin-mesin semiotomatis dengan melibatkan
manusia sebagai operator. Produk pestisida yang diproduksi di PT. BAYER
2
powder (WP) dan pestisida jenis liquid (EC). Dari kedua jenis pestisida tersebut,
yang paling sering diproduksi adalah pestisida jenis liquid “DECIS 25 EC 50 ml”.
Sampai saat ini PT. BAYER INDONESIA – Bayer CropScience Surabaya
khususnya sebagai produsen penghasil produk-produk pestisida, masih belum
mencapai zero defect. Pada kenyataannya untuk memenuhi tingginya permintaan
konsumen terhadap produk pestisida jenis liquid DECIS 25 EC 50 ml, dalam
pembuatan produk tersebut masih rawan terjadi pemborosan (waste), yaitu
banyaknya produk reject (cacat) yang dikarenakan berat isi produk tidak stabil,
terdapat noda bercak produk pada botol (tin can), leher tin can robek, cap (tutup)
tidak sempurna, dan hasil cetak nomor produksi produk yang tidak tepat.
Sehingga terjadi penumpukan barang di gudang untuk pengerjaan ulang (rework).
Pemborosan ini sebagai sesuatu yang tidak memberikan nilai tambah.
Dalam memecahkan masalah tersebut, usaha yang dilakukan adalah
menganalisa alur dari aktivitas proses pengemasan produk (proses filling dan
proses caping), yaitu dengan pendekatan metode lean six sigma yang merupakan
suatu metode yang bertujuan untuk mengurangi jumlah defect dan mereduksi
aktivitas yang tidak bernilai tambah (non value added activity).
Dengan pendekatan metode lean six sigma diharapkan ditemukan solusi
yang tepat untuk mengetahui jenis dan akar penyebab dari produk reject (cacat)
dan aktivitas yang tidak bernilai tambah pada saat proses produksi, sehingga nilai
3
1.2 Rumusan Masalah
Berdasarkan kondisi yang terjadi pada perusahaan, permasalahan yang
akan diangkat dalam penelitian ini dapat dirumuskan sebagai berikut :
“Bagaimana upaya yang dapat dilakukan untuk meminimalkan prosentase cacat
(defect) dan mereduksi non value adding activity pada proses produksi pestisida
DECIS 25 EC 50 ml?”
1.3 Batasan Masalah
Adapun batasan-batasan yang dipergunakan dalam penelitian ini adalah
sebagai berikut :
1. Penelitian dilakukan dengan mengambil salah satu jenis produk yang sering
diproduksi dan rawan terjadinya cacat, yakni : DECIS 25 EC 50 ml.
2. Pemborosan yang akan diamati adalah pemborosan terhadap waktu proses
produksi dimana terjadi aktivitas yang tidak bernilai tambah (non value
adding activity) dan aktivitas yang tidak bernilai tambah tetapi dibutuhkan
(necessary non value adding activity).
3. Cacat (Defect) yang diamati adalah cacat yang terjadi disetiap akhir proses
produksi, antara lain :
a. Berat isi produk lebih / kurang
b. Terdapat noda bercak produk pada tin can
c. Leher tin can robek
d. Cap (tutup) tidak sempurna
4
4. Tahap improve sebagai usulan perbaikan bagi perusahaan dan tahap control
dilakukan oleh pihak perusahaan.
5. Penentuan kemampuan proses produksi pestisida DECIS 25 EC 50 ml didapat
dari perhitungan kapabilitas sigma.
1.4 Asumsi
Asumsi yang digunakan untuk penelitian ini adalah :
1. Aktivitas proses produksi pestisida berjalan dengan normal.
2. Kondisi mesin saat proses produksi dalam kondisi stabil dan baik.
3. Tidak ada perubahan bahan baku dan teknologi secara significant.
4. Kuesioner diberikan kepada para karyawan yang memahami dan berhubungan
langsung pada lantai produksi.
1.5 Tujuan Penelitian
Adapun tujuan dari pada penelitian ini adalah :
1. Mengetahui tingkat sigma pada produksi pestisida DECIS 25 EC 50 ml.
2. Mengetahui tingkat defect (cacat) produk yang paling banyak terjadi dan
penyebab terjadinya defect, serta mengurangi pemborosan (non value adding
5
1.6 Manfaat Penelitian
Adapun manfaat yang diperoleh dari penelitian ini adalah :
1. Bagi Perusahaan
Dengan adanya penerapan metode lean six sigma, pihak perusahaan dapat
mengetahui kemampuan proses dan sigma quality level serta melakukan
pengembangan lebih lanjut untuk perbaikan kualitas.
2. Bagi Penulis / Peneliti
Sebagai sumber pengetahuan dan bahan pustaka serta untuk mengetahui
sejauh mana mengaplikasikan teori-teori yang didapat di bangku kuliah
terutama mahasiswa jurusan teknik industri dengan kenyataan permasalahan
yang dihadapi di perusahaan.
3. Bagi Perguruan Tinggi
Sebagai literatur acuan yang berguna bagi pendidikan dan
penelitian-penelitian selanjutnya, dan hasil analisa ini dapat digunakan sebagai
pembedaharaan perpustakaan, agar dapat berguna bagi mahasiswa dan
menambah ilmu pengetahuan.
1.7 Sistematika Penulisan
Sistematika penulisan yang digunakan dalam penelitian ini adalah sebagai
berikut:
BAB I PENDAHULUAN
Bab ini berisi penjelasan mengenai latar belakang serta
6
tentang tujuan, manfaat penelitian, serta batasan dan asumsi yang
digunakan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi teori – teori dasar yang berkaitan Lean Six Sigma
yang dijadikan acuan atau pedoman dalam melakukan langkah –
langkah penelitian sehingga permasalahan yang ada dapat
terpecahkan.
BAB III METODE PENELITIAN
Bab ini berisi urutan langkah – langkah pemecahan masalah secara
sistematis mulai dari perumusan masalah dan tujuan yang ingin
dicapai, studi pustaka, pengumpulan data dan metode analisis data.
BAB IV ANALISA DAN PEMBAHASAN
Bab ini berisikan uraian tentang langkah-langkah pengumpulan
data, pengolahan data, dan penganalisaan data yang telah
dikumpulkan dan hasilnya diharapkan menjadikan sebagai bahan
pertimbangan akan kemungkinan penerapan metode tersebut.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan uraian tentang kesimpulan dan saran
penelitian lanjutan yang bisa dilakukan
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Pestisida
Pestisida yang meliputi insektisida, fungisida, herbisida, seolah – olah sudah
menjadi kebutuhan pokok para petani dalam mengamankan produksi
pertaniannya. Hampir – hampir tak ada tanaman yang belum pernah disemprot
obat – obatan ini. Memang diakui secara luas, bahan – bahan kimia ini mampu
menumpas hama dan penyakit tanaman secara telak. Namun sangat disayangkan,
pestisida membawa akibat ikutan yang merugikan. Antara lain menyebabkan
pencemaran lingkungan, mematikan binatang – binatang yang sebenarnya bukan
hama tanaman, bahkan mematikan manusia.
Yang penting untuk diingat adalah bahwa betapapun baiknya pestisida, ia
tetap racun yang mesti diperlakukan hati – hati. Ia hanya bermanfaat kalau dipakai
dalam jumlah yang tepat dan ditujukan kepada hama / penyakit yang memang
akan mati kalau terkena bahan racun yang dikandung obat itu.
2.1.1 Pengertian Pestisida
Dalam Peraturan Pemerintah No.7 tahun 1973 tentang Pengawasan atas
Peredaran, Penyimpanan dan Penggunaan Pestisida, disebutkan didalam pasal 1,
Pestisida adalah semua zat kimia dan bahan lain serta jasad renik dan virus yang
dipergunakan untuk:
a. Memberantas atau mencegah hama – hama dan penyakit – penyakit yang
b. Memberantas rerumputan.
c. Mematikan daun dan mencegah pertumbuhan yang tidak diinginkan.
d. Mengatur atau merangsang pertumbuhan tanaman atau bagian – bagian
tanaman tidak termasuk pupuk.
2.1.2 Macam – Macam Pestisida
Menurut jenis binatang maupun tanaman yang akan dilawan pestisida,
maka pestisida terdiri dari :
1. Bakterisida, yang mematikan bakteri atau virus penyebab penyakit tanaman.
2. Fungisida, yang mematikan jenis–jenis cendawan / jamur penyebab penyakit
tanaman.
3. Herbisida, yang mematikan tumbuha pengganggu, seperti rumput – rumputan,
eceng gondok, dan sebagainya.
4. Nematisida, yang mematikan bangsa nematoda (cacing) perusak tanaman.
5. Insektisida, yang mematikan bangsa insekta (serangga) hama tanaman. Di
antara bermacam–macam pestisida, maka insektisida menduduki tempat
paling penting dan banyak ragamnya.
6. Rodentisida, yang mematikan jenis binatang rodentia (tikus).
2.1.3 Bentuk Pestisida
Ditinjau dari wujudnya, pestisida dibedakan atas :
1. Bentuk padat, meliputi :
a. Tepung hembus (dust), yang penggunannya harus dihembuskan/ditiupkan
b. Butiran (granule), yang pemakaiannya cukup dengan menaburkannya ke
sawah, seperti menaburkan pupuk urea. Nanti setelah tercampur air, bahan
ini akan larut dan tersedot akar tanaman, sehingga tubuh tanaman akan
memiliki daya penolak hama.
2. Bentuk cairan, meliputi :
a. Bentuk tepung yang harus dibasahi air terlebih dahulu. Jenis ini ditandai
dengan kode WP (wettable powder).
b. Bentuk tepung yang harus dilarutkan dalam air sebelum disemprotkan.
Jenis ini ditandai dengan kode SP (soluble powder).
c. Bentuk cair yang harus dioplos dengan air sebelum dipakai. Jenis ini
ditandai dengan kode EC (emulsifiable concentrate).
3. Bentuk gas / asap (fumigant), yang pemakaiannya harus menggunakan alat
peniup asap. Pestisidanya sendiri biasanya berupa tepung, namun harus
dicampur air dan kemudian ditiupkan sehingga membentuk kabut / asap.
(Joko Prasojo B, 1984 : 3 - 8)
2.1.4 Formulasi Pestisida
Pestisida yang diperdagangkan tidak berada dan digunakan dalam bentuk
yang murninya melainkan harus diproses terlebih dulu oleh pabrik sebelum dapat
digunakan. Beberapa jenis formulasi pestisida yang umum digunakan adalah:
A. Emulsi Pekat (Emulsifiable Concentrate)
Bahan ini merupakan formulasi cairan yang bahan aktifnya dapat larut
dalam pelarut yang tidak larut dalam air, misalnya minyak. Oleh karena itu juka
mengurangi pembentukan emulsi, zat penahan emulsi dicampurkan ke dalam
formulasi oleh pabrik. Penambahan pencegah emulsi membuat larutan yang
homogen terbentuk dengan ukuran globul pelarut yang lebih kecil dari 10 um
ketika berada di dalam air. Selain dari penggunaan senyawa pencegah emulsi,
pencampuran pada dosis yang sesuai juga dapat mengurangi masalah
pembentukan emulsi. Formulasi emulsi pekat dapat diperoleh dalam dua jenis
yaitu cairan dengan kepekatan rendah (1 - 10% bahan aktif) dan cairan dengan
kepekatan tinggi (10 – 80 % bahan aktif). Cairan dengan kepekatan yang rendah
dapat digunakan untuk mengendalikan serangga yang terbang atau merayap,
sedangkan yang dalam bentuk cairan yang dengan kepekatan tinggi dapat
digunakan pada sayur – sayuran atau hewan ternak.
B. Serbuk Basah (Wettable Powder)
Serbuk basah merupakan formulasi pestisida yang kering dengan
kandungan bahan aktif yang cukup tinggi. Apabila formulasi ini dicampur dengan
air, akan terbentuk dua lapisan yang terpisah dengan serbuknya terapung di bagian
atas. Untuk menghindari hal ini, formulasi dicampur dengan bahan pembasah
(wetting agent), karena tanpa bahan ini serbuk tidak dapat bercampur dengan air.
C. Serbuk Larut Air (Water Solube Powder)
Seperti halnya formulasi serbuk basah, formulasi ini merupakan formulasi
kering. Perbedaannya dengan serbuk basah ialah formulasi ini dapat membentuk
larutan jika dicampur dengan air sedangkan serbuk basah hanya terjadi
pencampuran saja. Formulasi ini biasanya mengandung 50 % bahan aktif.
untuk menyemprot tanaman yang mempunyai permukaan batang / daun yang licin
atau berbulu.
D. Suspensi
Sudah dijelaskan bahwa terdapat jenis – jenis pestisida yang dapat larut
dalam air atau pelarut minyak. Di samping itu ada beberapa jenis pestisida yang
hanya larut pada jenis – jenis pelarut organik yang sulit untuk diperoleh sehingga
formulasinya sangat mahal dan sulit untuk diperdagangkan. Untuk mengatasi
masalah ini maka bahan murninya harus di campur dahulu dengan serbuk tertentu
dan sedikit air sehingga terbentuk campuran pestisida dengan serbuk halus yang
basah. Campuran ini dapat bercampur dengan rata jika dilarutkan dalam air
sebelum disemprotkan. Komposisi seperti ini dikenal sebagai suspensi.
E. Debu
Debu merupakan formulasi pestisida yang paling sederhana untuk
memudahkan pemakaianya dan juga merupakan formulasi kering yang
mengandung konsentrasi bahan aktif yang sangat rendah yaitu berkisar antara 1 –
10 %.
F. Butiran
Formulasi ini menyerupai debu tetapi dengan ukuran yang lebih besar dan
dapat digunakan langsung tanpa dicairkan atau dicampur dengan bahan pelarut.
Bentuk butiran biasanya digunakan ke tanah untuk membasmi jasad pengganggu
yang terdapat dipermukaan atau di dalam tanah.
G. Aerosol
Semua jenis insektisida hanya efektif terhadap serangga yang terbang atau
ini harus larut dan mudah menguap dengan ukuran butiran yang kurang dari 10
um sehingga mudah terhisap manusia sewaktu bernafas. Senyawa ini akan
menyerap ke dalam jaringan pernafasan di paru–paru. Oleh karena itu bernafas
sewaktu penyemprotan tidak dianjurkan.
H. Umpan
Umpan merupakan makanan atau bahan–bahan tertentu yang telah
dicampur racun. Bahan makanan ini menjadi daya tarik jasad pengganggu sasaran.
Umpan boleh digunakan dirumah-rumah, kantor, kebun, sawah untuk
mengendalikan tikus, lalat, lipas , burung , ataupun siput.
I. Gas
Fumigan merupakan formulai yang berada dalam bentuk gas atau cairan
yang mudah menguap. Gas ini dapat terisap atau diserap kulit. Fumigan sering
digunakan untuk mengendalikan hama – hama gudang, hama – hama, dan jamur
patogen yang berada di dalam tanah.
(S. Sastroutomo Soetikno. 1992)
2.1.5 Cara Kerja Pestisida
Yang dimaksud dengan cara kerja disini adalah proses peracunan pestisida
tersebut terhadap hewan atau tanaman yang terkena. Racun pestisida dibedakan
atas :
1. Racun perut (stomach poison), racunnya bekerja aktif didalam perut hewan
yang memakannya. Bisa karena memakan langsung (misalnya Klerat RM),
2. Racun kontak (contact poison), binatang akan mati bila tersentuh langsung
pada kulitnya. Racun ini meresap kedalam tubuh binatang lewat kulit luar.
3. Racun sistemik (systemic poison), pestisisda ini setelah dilarutkan dalam air
dan disemprotkan kepada tanaman, larutan itu terserap akar tanaman maupun
daun tanaman dan tertinggal di dalam tubuh tanaman selama jangka waktu
tertentu. Seandainya hama memakan daun tanaman yang sudah mengandung
racun ini, maka ia juga menelan racun dan mati tak lama kemudian.
4. Fumigant, setelah dicampur air dan disemprotkan dalam bentuk
uap/gas/kabut, akan mudah terhirup oleh alat–alat pernapasan hewan–hewan
hama tanaman.
5. Attracttant, pestisida yang mengeluarkan bau khas yang disenangi serangga
tertentu, sehingga serangga itu mendekat dan mudah dibunuh.
6. Repellent, pestisida yang baunya mampu mengusir pergi binatang – binatang
hama tanaman. (Joko Prasojo B, 1984 : 8 - 9)
2.1.6 Bahan Baku
Bahan baku yang dipergunakan dalam pembuatan Pestisida, terbagi dalam
2 jenis, yaitu:
A. Bahan Baku Utama
1. Bahan / Zat Aktif.
Zat aktif merupakan bahan baku utama dalam proses formulasi produksi
2. Bahan Pelarut / Pengencer
Bahan ini digunakan sebagai campuran dalam pembuatan pestisida yang
fungsinya sebagai pelarut / pengencer bahan atau zat aktif. Bahan pelarut yang
digunakan di PT. Bayer Indonesia - Bayer CropScience berupa Solvesso.
B. Bahan Baku Pembantu
Disamping bahan baku utama, proses pembuatan pestisida juga
membutuhkan bahan baku pembantu antara lain:
1. Bahan emulsi.
Merupakan cairan pekat yang dapat dicampur dengan air dan akan membentuk
emulsi.
2. Anti Oksidan.
Merupakan bahan yang digunakan sebagai pencegah terjadinya oksidasi.
3. Penyeimbang PH.
Bahan ini dipakai untuk menyeimbangkan PH dalam proses formulasi produk.
4. Pewarna.
Bahan yang digunakan sebagai pewarna dalam campuran pembuatan produk.
5. Pengental.
Merupakan bahan yang digunakan sebagai pengental pada tahap formulasi
2.1.7 Permesinan dan Peralatan
Permesinan dan peralatan yang digunakan dalam proses produksi pestisida
jenis liquid, antara lain:
1. Raw Material Tank
Merupakan tangki tempat pengisian atau memasukkan bahan baku produk
yang akan diproduksi.
2. Mixing Tank
Merupakan tangki yang digunakan untuk proses pencampuran (Mixing) dari
bahan baku produk.
3. Filter Donaldson
Merupakan suatu alat penyaring, dimana digunakan untuk menyaring
kotoran-kotoran sebelum produk hasil Mixing disalurkan ke Holding Tank.
4. Holding Tank
Merupakan tangki penyimpanan sementara produk setengah jadi (bulk).
5. Rotary Table
Meja bundar yang berputar, yang secara otomatis akan mengatur botol
kemasan untuk masuk ke jalur pengisian di Mewes Filler.
6. Mewes Filler
Mesin yang digunakan untuk pengisian produk ke dalam botol kemasan atau
tin can dari EC / SL Formulation yang telah dialirkan ke dalam mesin ini.
7. Mewes Capper
Merupakan mesin yang digunakan untuk memberi tutup yang dilengkapi segel
8. Capper and Seammer Mewes
Mesin ini hampir sama dengan Mewes Capper, yaitu digunakan untuk
memberi tutup yang dilengkapi segel pada botol kemasan yang telah melalui
proses filling, hanya saja mesin ini dapat sekaligus menyegel cap atau tutup
tersebut.
9. Hottinger Induction Seal
Digunakan untuk proses sealing, yaitu merekatkan segel pada leher botol
dengan sistem induksi frekuensi.
10. Pago (Pemberi Label)
Alat ini digunakan untuk pemberian label dan no.produksi produk.
11. Video Jet
Alat ini digunakan untuk pemberian nomor produksi produk pada bagian
bawah kemasan produk.
2.1.8 Proses Produksi
Proses produksi merupakan usaha-usaha pengolahan secara optimal
penggunaan sumber daya, diantaranya dalam proses transformasi bahan mentah
dan tenaga kerja menjadi berbagai produk atau jasa.
Menurut Sofyan Assauri (1998) memberikan pengertian proses produksi
sebagai cara, metode, dan teknik untuk menciptakan / menambah kegunaan suatu
barang / jasa dengan menggunakan sumber-sumber (tenaga kerja, mesin,
bahan-bahan dan dana) yang ada.
Sedang menurut Agus Ahyari (1985) mendefinisikan pengertian proses
faedah yang terdiri dari berbagai macam, misalnya: faedah bentuk, faedah waktu,
faedah tempat dan kombinasi faedah tersebut.
Berdasarkan pendapat diatas dapat disimpulkan bahwa proses produksi
adalah suatu cara teknik dan metode yang digunakan dalam suatu kegiatan untuk
menciptakan / menambah faedah / kegunaan / jasa dengan menggunakan
faktor-faktor produksi, baik secara manajerial maupun perubahan secara fisik dari mata
rantai antar alat atau komponen input menjadi output agar sesuai dengan tujuan.
Proses produksi yang berlangsung pada produksi pestisida DECIS 25 EC
50 ml yaitu proses produksi terus menerus (continues proccess production) yaitu
proses produksi dimana bahan dasar mengalir dengan berurutan melalui beberapa
tingkatan pengerjaan sampai menjadi barang jadi.
Untuk memproduksi pestisida jenis liquid (EC), setelah melalui proses
formulation (melalui Raw Material Tank, Mixing Tank, Filter Donaldson dan
Holding Tank) terdapat 3 (tiga) jalur produksi, adapun mata rantai antar alat
dengan komponen input (bahan baku) yang digunakan untuk produksi pestisida
DECIS 25 EC 50 ml, antara lain :
1) Jalur Mewes 01
1. Rotary Table
Meja bundar yang berputar, yang secara otomatis akan mengatur botol
kemasan untuk masuk ke jalur pengisian di Mewes Filler.
2. Mewes Filler
Mesin yang digunakan untuk pengisian produk ke dalam botol kemasan
dari EC / SL Formulation yang telah dialirkan ke dalam mesin ini. Proses
3. Capper Mewes
Digunakan untuk memberi tutup yang dilengkapi segel pada botol
kemasan yang telah melalui proses filling.
4. Hottinger Induction Seal
Digunakan untuk proses sealing,yaitu merekatkan segel pada leher botol
dengan sistem induksi frekuensi.
5. Pago (Pemberi Label)
Alat ini digunakan untuk pemberian label dan no.produksi produk.
2) Jalur Mewes 02
1. Rotary Table
Meja bundar yang berputar, yang secara otomatis akan mengatur botol
kemasan untuk masuk ke jalur pengisian di Mewes Filler.
2. Mewes Filler
Mesin yang digunakan untuk pengisian produk ke dalam botol kemasan
dari EC / SL Formulation yang telah dialirkan ke dalam mesin ini. Proses
Filling (pengisian) dilakukan per 6 botol kemasan.
3. Capper and Seammer Mewes
Digunakan untuk memberi tutup yang dilengkapi segel pada botol
kemasan yang telah melalui proses filling, sekaligus menyegel tutup
tersebut.
4. Video Jet
Digunakan untuk pemberian nomor produksi produk pada bagian bawah
3) Jalur Mewes 03
1. Rotary Table
Meja bundar yang berputar, yang secara otomatis akan mengatur botol
kemasan untuk masuk ke jalur pengisian di Mewes Filler.
2. Mewes Filler
Mesin yang digunakan untuk pengisian produk ke dalam botol kemasan
dari EC / SL Formulation yang telah dialirkan ke dalam mesin ini. Proses
pengisian dilakukan per 6 botol kemasan.
3. Capper and Seammer Mewes
Digunakan untuk memberi tutup yang dilengkapi segel pada botol
kemasan yang telah melalui proses filling, sekaligus menyegel tutup
tersebut.
4. Video Jet
Digunakan untuk pemberian nomor produksi produk pada bagian bawah
Gambar 2.1 Diagram proses produksi pestisida jenis liquid di EC/SL Plant
Hal pertama yang dilakukan sebelum proses produksi berlangsung adalah
mempersiapkan semua material / bahan baku yang diperlukan dalam proses
produksi. Selanjutnya material – material (bahan aktif) dimasukkan dalam tangki
formulasi dengan ditambahakan bahan lainnya seperti bahan pengencer atau
pelarut (Solvesso).
RAW MATERIAL TECHNICAL
Pulse jet Dust Filter
Filter Donaldson
Carbon Active Filter 1.5 MT / TH
Mixing Tank (Formulation)
Holding Tank (Receiving)
Packing M/C Cleaning
Process dari
Solvent base
ke Water base
Limbah Cair Waste Treatment SIER
Baku Mutu Sier
Waste Ex. Packaging
TLI PP85/ 1999
TLI PP85/ 1999 debu
debu
Udara Per.Gub Jatim
No.10 / 2009
Setelah proses formulasi selesai, selanjutnya diambil sampel dari hasil
formulasi tersebut untuk dilakukan pengujian di Laboratorium. Jika hasil uji
sudah sesuai dengan spesifikasi, maka dilanjutkan ke proses filling.
Botol pengemas diletakkan pada Rotary Table yang secara otomatis akan
mengatur posisi botol untuk masuk ke Mewes Filler untuk proses pengisian.
Sebelum masuk ke Mewes Filler, botol – botol tersebut akan melewati sensor
yang digunkan untuk mengatur jumlahnya botol yang masuk ke dalam Mewes
Filler. Botol – botol pengemas yang masuk dibagi jumlahnya, dalam setiap
pemasukan, botol yang dimasukkan sebanyak 6 buah. Kemudian di dalam Mewes
Filler ini botol diisi sesuai dengan yang diinginkan. Setelah itu botol yang sudah
berisi produk di pindahkan ke Capper Mewes dengan menggunakan conveyor, di
Capper Mewes masing – masing botol diberi tutup / cap. Setelah botol tertutup,
botol – botol tersebut akan dijalankan ke alat Hottinger untuk dipanaskan dan di
rekatkan tutup segelnya. Dan kemudian produk akan melalui sensor pengukur
bobot produk, setelah itu produk akan diberi nomor produksi produk. Pada tahap
akhir produk akan dikemas dalam pack kardus atau box.
2.1.9 Sistem Produksi
Untuk melaksanakan fungsi – fungsi produksi dengan baik, maka
diperlukan rangkaian kegiatan yang akan membentuk suatu sistem produksi.
Sistem produksi merupakan kumpulan dari subsistem - subsistem yang paling
berinteraksi dengan tujuan mentranformasi input produksi menjadi output
dan informasi sedangkan output produk merupakan produk yang dihasilkan
berikut hasil samplingannya seperti limbah, informasi dan sebagainya.
(Sumber : Agus Ahyari, 1985)
Sistem produksi adalah kegiatan mengubah (transformasi) dari mata rantai
input menjadi output antar stasiun kerja yang dapat memberikan nilai tambah.
Dalam berproduksi diperlukan faktor-faktor produksi sebagai berikut :
1. Manusia / tenaga kerja 5. Manajemen dan metode
2. Material / bahan baku 6. Energi
3. Mesin / peralatan 7. Informasi
4. Money / modal 8. Tanah / Lokasi
Adapun sistem produksi pestisida jenis liquid DECIS 25 EC 50 ml di PT.
BAYER INDONESIA – BAYER CropScience Surabaya adalah sebagai berikut :
a) Proses Formulation
Merupakan proses awal dalam sistem produksi pestisida jenis liquid
(DECIS 25 EC 50 ml). Dalam proses ini berbagai bahan baku yang digunakan
untuk memproduksi pestisida DECIS 25 EC 50 ml dimasukkan dalam Raw
Material Tank, yang kemudian dialirkan ke Mixing Tank untuk tahap
pencampuran bahan baku tersebut, disini kotoron-kotoran yang ada akan Gambar 2.2 Input-Output Sistem Produksi
Tenaga Kerja
Informasi
Proses Transformasi Material
Dana
Mesin Informasi
Limbah Produk
Proses Manajemen
disaring melalui Mahle Filter dan setelah proses Mixing selesai produk
pestisida yang setengah jadi (Bulk) akan dialirkan ke Holding Tank.
b) Proses Filling
Proses ini merupakan lanjutan setelah proses formulasi selesai, dimana
produk pestisida setengah jadi (Bulk) yang berada didalam Holding Tank akan
dialirkan menuju mesin Mewes Filler (sesuai jalur produksi). Mesin Mewes
Filler ini merupakan mesin yang digunakan untuk proses pengisian produk ke
dalam botol kemasan atau tin can dari EC / SL Formulation yang telah
dialirkan ke dalam mesin ini. Proses pengisian dilakukan per 6 botol kemasan
(tin can).
c) Proses Capping
Pada proses ini menggunakan mesin Mewes Capper, dimana mesin ini
digunakan untuk memberi tutup atau cap yang dilengkapi segel pada botol
kemasan (tin can) yang telah melalui proses pengisian (filling). Dan
selanjutnya untuk untuk proses sealing, yaitu merekatkan segel pada leher
botol (tin can) dilakukan dengan menggunakan Hottinger Induction Seal.
d) Proses Box Packing
Proses ini merupakan tahapan akhir untuk memproduksi produk pestisida,
dimana setelah produk pestisida diberi nomor batch produk dengan
menggunakan alat Pago atau Video Jet, maka selanjutnya produk akan
dikemas dalam box. Dan untuk pestisida jenis liquid DECIS 25 EC 50 ml,
2.2 Kualitas
Untuk menjaga konsistensi kualitas produk dan jasa yang dihasilkan dan
sesuai dengan tuntutan kebutuhan pasar, perlu dilakukan pengendalian kualitas
(quality control) atas aktivitas proses yang dijalani. Dari pengendalian kualitas
yang berdasarkan inspeksi dengan penerimaan produk yang memenuhi syarat dan
penolakan yang tidak memenuhi syarat, sehingga banyak bahan, tenaga, dan
waktu yang terbuang, muncul pemikiran untuk menciptakan sistem yang dapat
mencegah timbulnya masalah mengenai kualitas agar kesalahan yang pernah
terjadi tidak terulang lagi. Faktor utama yang menentukan kinerja suatu
perusahaan adalah kualitas barang dan jasa yang dihasilkan. Produk dan jasa yang
berkualitas adalah produk dan jasa yang sesuai dengan apa yang dinginkan
konsumen. Ada banyak sekali definisi dan pengertian kualitas, yang sebenarnya
definisi atau pengertian yang satu hampir sama dengan definisi atau pengertian
yang lain. Pengertian kualitas menurut Dorothea W.A (2002), beberapa ahli yang
banyak dikenal, antara lain :
a. Juran (1962) “kualitas adalah kesesuaian dengan tujuan atau manfaatnya”.
b. Crosby (1979) “kualitas adalah kesesuaian dengan kebutuhan yang meliputi
avaibility, delivery, reability, maintainability, dan cost effectiveness”.
c. Deming (1982) “kualitas harus bertujuan memenuhi kebutuhan pelanggan
sekarang dan di masa mendatang”.
d. Feigenbaum (1991) “kualitas merupakan keseluruhan karakteristik produk
dan jasa yang meliputi marketing, engineering, manufacture, dan
maintenance, di mana produk dan jasa tersebut dalam pemakaiannya akan
e. Scherkenbach (1991) “kualitas ditentukan oleh pelanggan; pelanggan
menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya
pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut”.
f. Elliot (1993) “kualitas adalah sesuatu yang berbeda untuk orang yang berbeda
dan tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan”.
g. Goetch dan Davis (1995) “kualitas adalah suatu kondisi dinamis yang
berkaitan dengan produk, pelayanan, orang, proses, dan lingkungan yang
memenuhi atau melebihi apa yang diharapkan”.
h. Perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia
(SNI 19-8402-1991), kualitas adalah keseluruhan ciri dan karakteristik produk
atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang
dinyatakan secara tegas maupun tersamar. Istilah kebutuhan diartikan sebagai
spesifikasi yang tercantum dalam kontrak maupun kriteria-kriteria yang harus
didefinisikan terlebih dahulu. (Montgomery,Douglas C,1998 ).
2.2.1 Konsep kualitas berdasarkan pandangan modern
Pengertian dari konsep kualitas pada masa sekarang adalah lebih luas dari
sekedar inspeksi yang mengandalkan pada strategi pendeteksian. Kegiatan
inspeksi ini dipandang dari perspektif sistem kualitas modern adalah sia-sia,
karena tidak memberikan kontribusi pada peningkatan kualitas (quality
improvement). Pengertian modern dari konsep kualitas adalah membangun sistem
kualitas modern. Pada dasarnya sistem kualitas modern mempunyai 5 (lima)
karakteristik sebagai berikut (Gaspersz, 2002) :
2) Adanya partisipasi aktif yang dipimpin oleh manajemen puncak (top
management).
3) Adanya pemahaman dari setiap orang terhadap tanggung jawab spesifik untuk
kualitas.
4) Adanya aktifitas yang berorientasi kepada tindakan pencegahan kerusakan
bukan berfokus pada upaya untuk mendeteksi kerusakan saja.
5) Adanya suatu filosofi yang menganggap bahwa kualitas merupakan “jalan
hidup” (way of life).
2.3. Pengendalian Kualitas
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen dimana
aktivitas itu kita ukur ciri-ciri kualitas produk, membandingkannya dengan
spesifikasi atau persyaratan dan mengansumsi, tindakan penyehatan yang sesuai
apabila ada perbedaan antara penampilan yang sebenarnya dan yang standar.
Dalam pemeriksaan atau pengujian kualitas kedalam suatu produk itu tidak
mungkin harus dibuat dengan benar sejak awal. Ini berarti proses produksi harus
stabil dan mampu beroperasi sedemikian hingga sebenarnya semua produk yang
dihasilkan sesuai dengan spesifikasi. Tiap produk mempunyai sejumlah unsur
yang bersama sama menggambarkan kecocokan penggunanya. Parameter
parameter ini biasanya dinamakan ciri-ciri kualitas yaitu :
a. Fisik, Panjang, berat, voltase, kekentalan.
b. Indera, rasa, penampilan, warna.
c. Orientasi Waktu, keandalan, dapatnya dipelihara, dirawat.
Pengendalian kualitas memiliki beberapa tujuan yaitu :
1. Pencapaian kebijaksanaan dan target perusahaan secara efisien.
2. Perbaikan hubungan manusia.
3. Peningkatan moral karyawan.
4. Pengembangan kemampuan tenaga kerja.
Dengan mengarahkan pada pencapaian tujuan diatas akan terjadi
peningkatan produktivitas dan profitabilitas usaha. Secara spesifik dapat
dikatakan bahwa tujuan pengendalian kualitas adalah :
1. Memperbaiki kualitas produk yang dihasilkan
2. Penurunan ongkos kualitas secara keseluruhan.
Untuk mencapai pengendalian mutu yang baik perlu dilakukan beberapa
tindakan, antara lain :
a) Pemeriksaan bahan baku
Harus ada pemeriksaan dan pengendalian bahan baku yang masuk untuk
memastikan bahwa bahan-bahan itu memenuhi standard yang telah ditetapkan
oleh pabrik atau perusahaan.
b) Pemeriksaan proses
Harus ada pemeriksaan dalam proses untuk memastikan bahwa produk yang
dibuat memenuhi standard serta mengatur dan mengganti peralatan proses
yang tidak layak pakai yang dapat mempengaruhi produk.
c) Pemeriksaan produk akhir
Harus ada pemeriksaan dan pengujian terhadap produk yang dihasilkan,
biasanya dilakukan di gudang sebagai tempat menyimpan produk sebelum
Kegiatan pengendalian kualitas sangat luas, karena pengaruh terhadap
kualitas harus dimasukkan dan diperhatikan. Menurut Assauri (1980) secara garis
besar pengendalian kualitas dibedakan atau dikelompokkan ke dalam 2 tingkatan,
yaitu :
1. Pengawasan selama pengolahan (proses)
Banyak cara-cara pengawasan kualitas yang berkenaan dengan proses yang
teratur. Contoh atau sampel dari hasil diambil pada jarak waktu yang sama,
dan dilanjutkan dengan pengecekan statistik untuk melihat apakah proses
dimulai dengan baik atau tidak. Apabila mulainya salah, maka keterangan
kesalahan ini dapat diteruskan pada pelaksana semula untuk penyesuaian
kembali. Pengawasan yang dilakukan hanya sebagian dari proses mungkin itu
tidak ada artinya bila tidak diikuti pengawasan pada bagian lain.
2. Pengawasan dari hasil yang telah diselesaikan
Walaupun telah diadakan pengawasan kualitas dalam tingkat-tingkat proses,
tetapi hal ini tidak dapat menjamin hasil proses semuanya baik. Untuk
menjaga agar barang-barang hasil yang cukup baik atau yang paling sedikit
rusaknya, tidak keluar atau lolos dari pabrik sampai ke konsumen, maka
diperlukan adanya pengawasan atas barang hasil akhir atau produk jadi. .
Dari pengertian di atas dapat disimpulkan bahwa pengendalian mutu
berkenaan dengan semua fungsi-fungsi dan aktivitas yang harus dilaksanakan
untuk memenuhi sasaran-sasaran mutu perusahaan. Di beberapa perusahaan
fungsi-fungsi ini sangat luas dan mencakup banyak karyawan, sedangkan di
perusahaan lain fungsi ini hanya terbatas pada pemeriksaan dan karyawan yang
2.4 Lean Thinking
Konsep dasar Lean adalah suatu upaya terus-menerus untuk
menghilangkan pemborosan dan meningkatkan nilai tambah (value added) produk
(barang/jasa) agar memberikan nilai kepada pelanggan (customer value). APICS
Dictionary (2005) dalam Gaspersz (2008) mendefinisikan Lean sebagai suatu
filosofi bisnis yang berlandaskan pada meminimasi penggunaan sumber-sumber
daya (termasuk waktu) dalam berbagai aktivitas perusahaan. Lean berfokus pada
identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah dalam desain,
produksi (untuk bidang manufaktur) atau operasi (untuk bidang jasa), dan supply
chain management, yang berkaitan langsung dengan pelanggan. Lean dapat
didefinisikan sebagai suatu pendekatan sistemik dan sistematik untuk
mengidentifikasi dan menghilangkan pemborosan atau aktivitas-aktivitas yang
tidak bernilai tambah melalui peningkatan terus-menerus secara radikal (radical
continuous improvement) dengan cara mengalirkan produk (material,
work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari
pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan.
Pemikiran dasar yang mendasari kumpulan dan penggunaan dari tool-tool
yang sesuai ini adalah untuk membantu para peneliti atau para praktisi untuk
mengidentifikasi pemborosan pada aliran proses (Value Stream) dan penemuan
rute penghilangan yang tepat, atau setidaknya pereduksian dari pemborosan
tersebut. Fungsi dari penghilangan pemborosan ini untuk mendorong persaingan
yang bermanfaat didalam organisasi yang dipelopori oleh Chief Engineer Toyota,
Taiichi Onho dan sensi Shigeo Shingo dan pada dasarnya diorientasikan pada
ke perampingan (Lean) operasi yang dapat membantu untuk mengetahui lebih
jauh pemborosan) dan masalah dalam hal kualitas didalam system. Demikian
halnya pemecahan secara sistematik pada pemborosan juga merupakan
pemecahan secara sistematik pada faktor-faktor yang mendasari kualitas yang
buruk (Poor Quality) dan sebagai dasar Management Problems atau masalah
manajemen.
Menurut Ramsey (2002), proses manufaktur yang bersifat ramping (Lean
Manufacturing) merupakan suatu sistem produksi menggunakan energi dan
pemborosan yang sangat sedikit untuk memenuhi apa yang menjadi keinginan
konsumen. Tujuan dari manajemen Lean adalah mengeliminasi pemborosan atau
aktifitas yang tidak bernilai tambah dari suatu proses sehingga aktifitas-aktifitas
sepanjang aliran proses mampu menghasilkan Value (nilai).
Melalui eliminasi pemborosan ini, Lean menunjukkan kemampuannya
yang dapat diaplikasikan dalam sebuah usaha baru tanpa menambah orang, dan
peralatan modal, tanpa mempengaruhi usaha yang ada dan tanpa mempekerjakan
sumber daya yang ada melebihi kapasitas jumlahnya.
Lean Management juga digunakan dalam kegiatan yang bersifat tambahan
dan tidak langsung pada proses produksi, sebagai contoh seorang manajer
pembelian mendapatkan penghargaan karena mampu memotong biaya komponen
yang mampu memenuhi kualitas yang ditekankan pada Pengendalian Kualitas Nol
atau Zero Quality Control (ZQC). Sistem pengendalian kualitas nol meliputi
penyebab kesalahan, sumber pemeriksaan secara otomatis, penghentian operasi
Create Continous Flow Identify Value and
Value Stream
Eliminasi Waste (Non Value Added)
Help Customer Pull Process Output
1
2
3 4
tahap proses pemikiran secara ramping menurut Ramsey (2002) adalah sebagai
berikut :
Pursue Perfection
Gambar 2.3 Lean Thinking Process
1. Pengidentifikasian Nilai dan Aliran Proses (Identify Value and Value Stream)
Pada tahap ini diidentifikasi semua langkah yang dibutuhkan untuk
mendesain, memesan, dan menghasilkan produk pada seluruh aliran proses
untuk mengetahui pemborosan yang tidak memberi nilai tambah.
2. Menciptakan Aliran Yang Berkelanjutan (Create Continous Flow)
Pada tahap ini semua tindakan yang memberi nilai tambah dibuat dalam suatu
aliran yang continous (Terus-menerus / Tak terputus).
3. Membantu Pelanggan Menarik Hasil Proses (Help Customer Pull Process
Output)
Pada tahap ini bertujuan untuk mengetahui aktifitas-aktifitas penting yang
digunakan untuk membuat atau memenuhi keinginan pelanggan.
4. Mengeliminasi Pemborosan (Eliminasi Waste)
5. Menuju Penyempurnaan (Pursue Perfection)
Perbaikan yang telah dilakukan sebaiknya dilakukan secara terus-menerus
sehingga pemborosan yang terjadi dapat dihilangkan secara total dari proses
yang ada. (Gaspersz, 2002)
Lean menurut peneliti IMVP (The MIT International Motor Vehicle
Programme) Jonh Krafcik, dikatakan “Lean” atau ramping karena penggunaan
segala sesuatu yang lebih sedikit jika dibandingkan dengan Produksi Massa. Cara
terbaik untuk mendeskripsikan Lean Production adalah dengan
membandingkannya dengan Produksi Spesialis (Craft Production) dan Produksi
Massa (Mass Production).
Tabel 2.1. Pendeskripsian Produksi Lean
PRODUKSI SPESIALIS PRODUKSI MASSA PRODUKSI LEAN Tenaga Kerja
Memiliki skill tinggi
dalam mendwsain,
operasi mesin dan
fitting, tenaga ahli
Tenaga kerja dibagi
dalam divisi-divisi,
peningkatan
tanggung jawab
Tim kerja yang fleksibel
terhadap proses,
peningkatan tanggung
jawab pada semua tenaga
kerja dalam organisasi
Organisasi Terdesentralisasi tetap,
terpusat, parts didesain
dan dibuat oleh mesin
shop kecil, dikoordinasi
oleh pemilik
Integrasi vertical,
organisasi terpusat,
teknik desain dan
produksi pada 1
tempat
Jaringan kerja antara
supplier dengan teknik
desain, perbaikan sepanjang
rangkaian penyediaan
Alat-alat Peralatan atau mesin
dengan tujuan umum
Mesin Khusus Peralatan atau mesin
dengan tujuan umum
Produk Produksi dengan
volume sangat rendah –
1000 atau lebih rendah
per tahunnya
Produksi dengan
volume tinggi, Siklus
hidup produk panjang
Siklus hidup produk
mengalami penurunan
cenderung pendek
Metode ramping (Lean) dirintis di Jepang oleh Taichii Onho dan sensei
Shigeo Shingo dari Toyota dengan tujuan untuk meminimasi tujuh akfitas
pemborosan, yaitu: kelebihan produksi, cacat produk, kelebihan persediaan,
proses produksi yang tidak tepat, banyaknya kegiatan transportasi material, delay
atau penggunaan waktu yang tidak efisien dan gerakan yang kurang perlu guna
mencapai target perusahaan yaitu dengan meningkatkan pelayanan terhadap
konsumen dan meminimasi biaya logistic. (Gaspersz, 2002)
2.5 Six Sigma
Six Sigma merupakan sebuah sistem yang komprehensif dan fleksibel
untuk mencapai, mempertahankan, dan memaksimalkan sukses bisnis. Six Sigma
secara unik dikendalikan oleh pemahaman yang kuat terhadap kebutuhan
pelanggan, pemakaian yang disiplin terhadap fakta, data, dan analisa statistik, dan
perhatian yang cermat untuk mengelola, memperbaiki dan menanamkan kembali
proses bisnis (Pande. et al.,2000)
Six Sigma merupakan suatu alat atau metode yang sistematis yang
digunakan untuk perbaikan proses dan pengembangan produk baru yang
berdasarkan pada metode statistik dan metode ilmiah untuk mengurangi jumlah
cacat yang telah didefinisikan oleh konsumen. Pada dasarnya pelanggan akan
puas apabila mereka menerima nilai sebagaimana yang mereka harapkan. Apabila
produk (barang/jasa) diproses pada tingkat kualitas Six Sigma, perusahaan boleh
mengharapkan 3,4 kegagalan per sejuta kesempatan atau Defect Per Million
Opportunity (DPMO) atau mengharapakan bahwa 99,99966% dari apa yang
dapat dijadikan ukuran target kinerja sistem industri tentang bagaimana baiknya
suatu proses transaksi produk antara pemasok (industri) dan pelanggan (pasar).
Semakin tinggi target sigma yang dicapai, kinerja sistem industri akan semakin
baik.
Konsep dasar dari Six Sigma adalah meningkatkan kualitas menuju tingkat
kegagalan nol. Dengan kata lain, Six Sigma bertujuan untuk mengurangi
terjadinya cacat dalam suatu proses produksi dengan tujuan akhir adalah
menciptakan kondisi cacat mendekati nol (Zero Defect). Cacat (Defect) sendiri
didefinisikan sebagai penyimpangan terhadap spesifikasi yang telah ditentukan
sebelumnya. Apabila konsep Six Sigma diterapkan dalam bidang manufaktur,
menurut Gaspersz (2002) terdapat 6 aspek yang harus diperhatikan, yaitu :
1. Identifikasi karaketristik produk yang akan memuaskan pelanggan
2. Mengklasifikasikan semua karakteristik kualitas tersebut sabagai Critical To
Quality (CTQ)
3. Menetukan apakah setiap Critical To Quality (CTQ) tersebut dapat
dikendalikan melalui pengendalian material, mesin, proses-proses kerja dan
lain-lain
4. Menentukan batas maksimum toleransi nilai Batas Spesifikasi Atas dan Batas
Spesifikasi Bawah (Upper Specification Limit/USL dan Lower Specification
Limit/lSL) untuk setiap Critical To Quality (CTQ) sesuai yang diinginkan
pelanggan.
6. Mengubah desain produk dan atau proses sedemikian rupa agar mampu
mencapai nilai target Six Sigma, yang berarti memiliki indeks kemampuan
proses Cpm minimum sama dengan 2 (Cpm ≥ 2).
Dengan menghitung defect yang terjadi pada suatu proses, maka secara
tidak langsung dapat pula dihitung “hasil” dari proses tersebut. Sehingga akan
dapat diketahui level sigma dari kinerja yang dihasilkan oleh perusahaan. Hal ini
sering diekspresikan dalam DPMO , seperti ditunjukkan pada tabel 2.2.
Tabel 2.2 Konversi Six Sigma Sederhana (Gaspersz, V.,2002)
Level Sigma DPMO Yield
6 3,4 99,9997%
5 320 99,977%
4 6210 99,379%
3 66800 93,32%
2 308000 69,2%
1 690000 31%
(Sumber : Gaspersz, V.,2002)
Untuk mendapatkan “Defect Per Million Opportunities” (DPMO) terlebih
dahulu harus mengetahui “Defect Per Opportunity” (DPO). “Defect Per
Opportunity” (DPO) adalah suatu ukuran kegagalan yang dihitung dalam program
peningkatan kualitas Six Sigma yang menunjukkan banyaknya cacat atau
kegagalan per satu juta kesempatan. Dihitung dengan menggunakan formula :
banyaknya cacat yang ditemukan DPO =
Besarnya DPO ini, apabila dikalikan dengan konstanta 1.000.000, akan
menjadi ukuran Defect Per Million Opportunities (DPMO). DPMO adalah ukuran
kegagalan dalam program peningkatan kualitas Six Sigma yang menunjukkan
kegagalan per sejuta kesempatan. Target dari pengendalian kualitas Six Sigma
yang dijalankan oleh Motorola sebesar 3,4 DPMO seharusnya tidak
diinterpretasikan sebagai 3,4 unit output yang cacat dari sejuta unit output yang
diproduksi, tetapi diinterpretasikan sebagai dalam satu unit produk tunggal
terdapat rata-rata kesempatan untuk gagal dari suatu karakteristik CTQ (Critical
To Quality) adalah 3,4 kegagalan per satu juta kesempatan (DPMO). DPMO dapat
dihitung dengan formula sebagai berikut :
(Sumber : Gaspersz 2002)
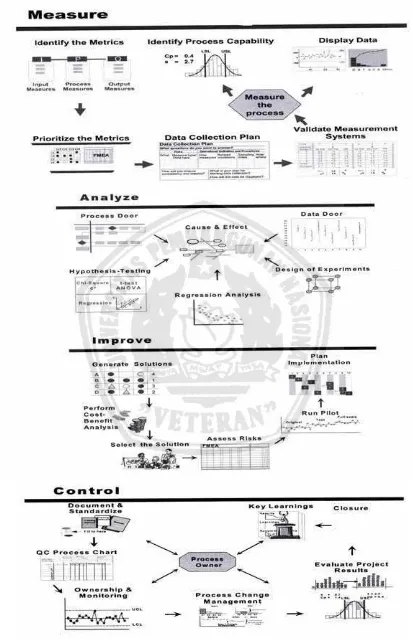
2.5.1Proses Perbaikan DMAIC (define, measure, analyze, improve, control)
Proses perbaikan dalam Six Sigma dikenal dengan Define, Measure,
Analyze, Improve, Control (DMAIC). Siklus DMAIC merupakan proses kunci
dalam six sigma dalam melakukan peningkatan secara continous dengan
menghilangkan proses yang tidak produktif dan berfokus pada
pengukuran-pengukuran dalam menerapkan perbaikan untuk peningkatan kualitas menuju
target six sigma. Tahapan DMAIC menurut Gaspersz (2002) adalah sebagai
berikut :
1. Define
Dalam fase Define dilakukan identifikasi proyek yang potensial,
menjelaskan apa yang menjadi tujuan dan memperbaiki pemahaman terhadap
nilai potensial dari proyek. Ini biasanya dicapai melalui proses identifikasi
kesempatan, penaksiran dan prioritas yang terkait dengan hal-hal :
a) Kriteria pemilihan proyek six sigma
b) Peran dan orang-orang yang terlibat dalam proyek six sigma
c) Proses-proses kunci dalam proyek six sigma beserta pelanggannya
d) Kebutuhan spesifik pelanggan
e) Penetapan tujuan proyek six sigma.
2. Measure
Tujuan dari Measure adalah untuk mengumpulkan data yang
menggambarkan kondisi dan tingkat masalah yang dihadapi. Dari data yang
dikumpulkan tersebut, pertama akan digunakan pada fase ini, dengan sub data
yang dikumpulkan digunakan untuk menegaskan perbaikan pada fase selanjutnya.
Selain itu Measure merupakan langkah operasional kedua dalam program
peningkatan kualitas six sigma. Terdapat tiga hal pokok dalam tahap measure
antara lain :
a) Memilih atau Menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik pelanggan.
b) Mengembangkan suatu rencana pengumpulan data melalui pengukuran yang
dapat dilakukan pada tingkat proses, output (hasil), dan/atau outcome
(pendapatan).
c) Mengukur kinerja sekarang (Current Performance) pada tingkat proses,
sebagai Baseline kinerja (Performance Baseline) atau tingkat kinerja dasar
pada awal proyek six sigma.
3. Analyze
Tujuan dari Analyze adalah untuk membuat suatu pengertian dari
informasi yang didapat, untuk kemudian dapat dibuat suatu hubungan sebab
akibat dari informasi tersebut, sehingga dapat dihasilkan target dari cacat (defect),
penundaan proses dan lain-lain. Pada tahap ini kita perlu melakukan beberapa hal
sebagai berikut :
a) Menentukan stabilitas (stability) dan kapabilitas / kemampuan (capability)
dari proses.
b) Menetapkan target-target kinerja dari karakteristik kualitas kunci (CTQ) yang
akan ditingkatkan dalam proyek Six Sigma
c) Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan.
d) Mengkonversikan banyak kegagalan kedalam biaya kegagalan kualitas (Cost
Of Poor Quality)
4. Improve
Bertujuan untuk menerapkan dan mengimplementasikan rencana tindakan
perbaikan yang ada dalam setiap proyek Six Sigma untuk menghilangkan
akar-akar penyebab dan mencegah agar penyebab-penyebab tersebut tidak terulang
lagi.
5. Control
Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan
proses distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan
dan dijadikan pedoman kerja standar, serta kepemilikan atau tanggung jawab
ditransfer dari tim Six Sigma kepada pemilik atau penanggung jawab proses, yang
berarti proyek Six Sigma berakhir pada tahap ini. (Gaspersz, 2002)
Berikut adalah pendekatan siklus DMAIC dalam Six Sigma menurut
Gambar diatas menggambarkan langkah-langkah pendekatan pada siklus
DMAIC dalam Six Sigma. Tahap pertama yaitu tahap Define, tahap ini merupakan
langkah operasional pertama dalam program peningkatan kualitas Six Sigma. Pada
tahap ini langkah-langkah yang harus dilakukan adalah : (1) mengidentifikasi
kesempatan, (2) membentuk team dan lingkup atau tujuan proyek. Pada tahap
kedua adalah Measure. Tahap ini merupakan langkah operasional kedua dalam
program peningkatan kualitas Six Sigma. Langkah yang diharuskan pada tahap ini
adalah (3) menganalisa proses yang berjalan, (4) menentukan hasil yang
dinginkan. Tahap yang ketiga yaitu Analyze, tahap ini merupakan langkah
operasional ketiga dalam program peningkatan kualitas Six Sigma, langkah yang
harus dilakukan adalah (5) mengidentifikasi penyebab utama dan solusi yang
ditetapkan. Setelah mengidentifikasi penyebab utama maka yang harus dilakukan
adalah (6) mengutamakan rencana dan solusi yang ditetapkan dan (7)
memperbaiki serta menerapkan solusi tersebut. Kedua langkah tersebut dilakukan
pada tahap Improve. Ta