PERANCANGAN STANDARD OPERATING PROSEDURES (SOP)
KEGIATAN GENERAL CLEANING DAN SET UP MESIN PADA
BAGIAN PENGEMASAN DI PT. BAYER INDONESIA
IID FELIX AGUSTONY DAN HARI MOEKTIWIBOWO
Program Studi Teknik Industri, Universitas Suryadarma, Jakarta.
E-mail:
[email protected]
ABSTRAK
PT. Bayer Indonesia Cimanggis Plant adalah perusahaan multinasional yang bergerak di bidang obat-obatan dan vitamin. Dalam proses pengemasan terdapat satu kegiatan yaitu General Cleaning dan Set-up mesin(pembersihan dan pencucian mesin saat ganti produk). Kendala yang dihadapi PT. Bayer Indonesia Cimanggis Plant adalah seringnya keterlambatan dalam menyelesaikan kegiatan General Cleaning dan Set-up mesin sehingga tidak sesuai dengan jadwal yang telah direncanakan yang mengakibatkan banyak waktu terbuang. Langkah-langkah kerja yang tidak benar dan tidak sama mengakibatkan keterlambatan penyelesaian. Dengan adanya permasalahan tersebut PT. Bayer Indonesia Cimanggis Plant perlu membuat standar kegiatan yang jelas.
Metode yang digunakan dalam pengukuran waktu menggunakan metode pengamatan langsung dengan peralatan jam henti, lembaran-lembaran pengamatan, pena atau pensil dan papan pengamatan. Metode penyusunan Standard Operating Prosedures (SOP) menggunakan metode bagan arus yang akan menjelaskan secara rinci tentang langkah-langkah kegiatan dengan simbol-simbol bagan arus, mengurutkan langkah-langkah-langkah-langkah kegiatan serta penjelasannya dan disertai dengan waktu baku penyelesaian.
Hasil pengolahan data menunjukkan bahwa urutan kegiatan dari ketiga mesin dimulai dengan kegiatan persiapan dan diakhiri dengan kegiatan menyimpan peralatan pendukung. Waktu baku kegiatan General Cleaning dan Set-up mesin dari ketiga mesin sebelum penyusunan SOP adalah sebesar 289,88 menit untuk mesin cetak tablet bagian hopper. 251,60 menit untuk mesin cetak tablet bagian punch . 271,99 menit untuk mesin wrapping tablet. 274,42 menit untuk mesin filling tube. Sesudah penyusunan SOP menjadi 273,63 menit untuk mesin cetak bagian hopper, 240,13 menit untuk mesin cetak bagian punch, 246,17 menit untuk mesin Wrapping tablet, 268,68 menit untuk mesin filling tube. SOP dari masing-masing mesin menunjukkan urutan kegiatan disertai dengan keterangan simbol-simbol dan petunjuk pelaksanaannya.
Kata kunci : Standard Operating Prosedures (SOP), Urutan kegiatan, Waktu baku
PENDAHULUAN
PT. Bayer Indonesia-Cimanggis Plant adalah perusahaan farmasi yang memproduksi berbagai produk obat-obatan dan vitamin. Produk yang diproduksi diantaranya adalah untuk effervescent seperti CDR, Redoxon,
Meningkatnya permintaaan produk baik dalam negeri atau negara-negara kawasan Asia-Pasifik menunjukkan bahwa PT. Bayer Indonesia-Cimanggis Plant sampai saat ini berkembang pesat. PT. Bayer Indonesia berupaya meningkatkan produktivitasnya dengan melakukan perbaikan-perbaikan kerja dalam kegiatan produksi pada bagian pengemasan yaitu
pencucian mesin pada saat ganti produk) dan set-up mesin.
Masalah yang sedang dihadapi PT. Bayer Indonesia-Cimanggis Plant pada bagian proses pengemasan effervescent line adalah seringnya keterlambatan dalam menyelesaikan pekerjaan khususnya pada kegiatan General Cleaning dan set-up mesin saat pergantian produk sehingga tidak sesuai dengan jadwal yang direncanakan dan mengakibatkan banyak waktu terbuang. Dari berbagai studi dan pengamatan yang telah penulis lakukan, di antara penyebabnya adalah lamanya waktu kegiatan General Cleaning dan set-up mesin disebabkan tidak adanya standar kegiatan yang jelas, urutan kegiatan yang berulang dan lain sebagainya. PT. Bayer Indonesia perlu merancang standar kegiatan yang jelas dan sama untuk mengatasi permasalahan tersebut. Untuk mendapatkan standar kegiatan yang jelas dapat dilakukan dengan merancang SOP (Standard Operating Procedures) kegiatan General Cleaning dan set-up mesin pada bagian pengemasan di PT. Bayer Indonesia.
Berdasarkan masalah yang telah dirumuskan, tujuan penelitian yaitu :
a. Mengetahui urutan kegiatan General Cleaning dan Set-up yang jelas dan benar.
b. Mendapatkan waktu standar kegiatan General Cleaning dan Set-up mesin. c. Mendapatkan SOP (Standard
Operating Procedures) kegiatan General Cleaning dan set-up mesin.
METODE
SOP (Standard Operating Prosedures) pada dasarnya adalah pedoman yang berisi prosedur-prosedur operasional standar yang ada di dalam suatu organisasi yang digunakan untuk memastikan bahwa setiap keputusan, langkah, atau tindakan, dan penggunaan fasilitas pemrosesan yang dilaksanakan oleh orang-orang di dalam suatu
organisasi, telah berjalan secara efektif, konsisten, standar, dan sistematis (Rudi M Tambunan, 2013).
Ada beberapa metode penulisan yang dapat digunakan untuk menulis prosedur, yaitu :
a. Metode prosedur enam bagian (six part procedure).
b. Metode prosedur bagan alir (flow chart procedure).
c. Kombinasi prosedur enam bagian dan prosedur bagan alir.
Peta-peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui peta-peta kerja ini kita bisa mendapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metode kerja. Contoh informasi-informasi yang diperlukan untuk memperbaiki suatu metode kerja terutama dalam suatu proses produksi ialah sebagai berikut : jumlah benda kerja yang harus dibuat, waktu operasi mesin, kapasitas mesin, bahan-bahan khusus yang harus disediakan, alat-alat khusus yang harus disediakan dan sebagainya. (Sutalaksana, 2006)
Bagan arus merupakan format yang biasa digunakan jika dalam SOP tersebut diperlukan pengambilan keputusan yang banyak (kompleks) dan membutuhkan jawaban YA atau TIDAK yang akan mempengaruhi sub langkah berikutnya. Berikut ini adalah simbol-simbol SOP/ Flowchart (gambar 1):
Gambar 1. Simbol-Simbol SOP
Metodologi Penelitian
Metode yang digunakan dalam penelitian dilakukan dengan pengamatan langsung ke lapangan, mengamati dan mencatat waktu kegiatan General
Cleaning dan set-up mesin serta langkah-langkah kerjanya.
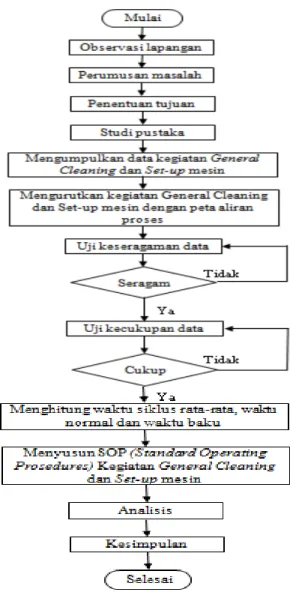
Adapun urutan tahapan dalam penelitian ini akan ditunjukkan dalam gambar 2 di bawah ini :
Melambangkan Proses Operasi
Melambangkan Pemeriksaan
Melambangkan pengambilan keputusan
Melambangkan arah prosedur
Melambangkan transportasi
Gambar 2. Diagram Alir Metodologi Penelitian
HASIL DAN PEMBAHASAN
Hasil dan pembahasan dari pengumpulan data, pengolahan data serta hasil penelitian. Analisis dan pembahasannya sebagai berikut :
Pada saat proses pengemasan terdapat kegiatan yang termasuk dalam kegiatan pemeliharaan mesin yaitu kegiatan General Cleaning dan Set-up
mesin. Kegiatan ini dilakukan pada saat pergantian produk.
Contoh prosesnya sebagai berikut Saat proses pengemasan produk CDR Fortos selesai selanjutnya dilakukan kegiatan General Cleaning dan Set-up mesin, setelah kegiatan GC dan Set-up mesin selesai dilanjutkan dengan proses pengemasan Redoxon. Kegiatan GC dan Set-up dilaksanakan saat pergantian produk yang berbeda. Berdasarkan
pengamatan yang telah dilakukan maka didapatkan data yang kemudian akan
dipetakan untuk diurutkan kegiatannya.
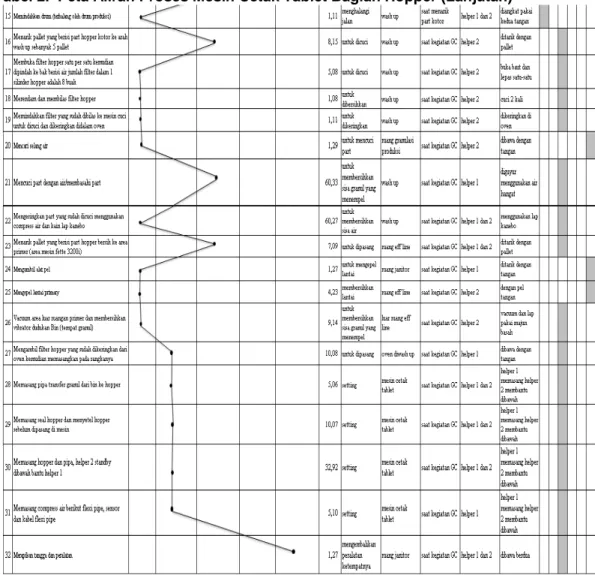
Tabel 2. Peta Aliran Proses Mesin Cetak Tablet Bagian Hopper (Lanjutan)
Sumber : Data primer yang telah diolah
Tabel 1 dan 2 menunjukkan terdapat kegiatan-kegiatan yang harus dihilangkan, diubah urutannya dan diperbaiki. Berdasarkan peta proses operasi tersebut
diperoleh urutan kegiatan di mesin cetak tablet bagian hopper seperti ditunjukkan pada tabel 3.
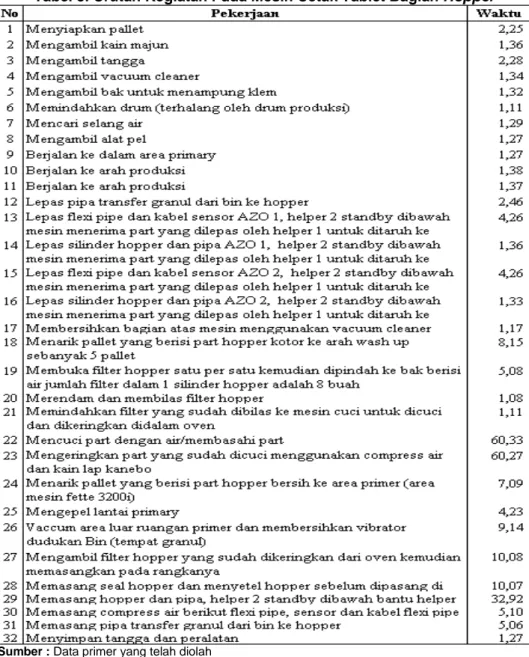
Tabel 3. Urutan Kegiatan Pada Mesin Cetak Tablet Bagian Hopper
Sumber : Data primer yang telah diolah
Tabel 3 menunjukkan urutan kegiatan dimulai dari kegiatan persiapan, terdapat 8 kegiatan persiapan dan 3 kegiatan yang dihilangkan kemudian diakhiri dengan kegiatan menyimpan tangga dan peralatan. Urutan kegiatan-kegiatan persiapan bisa dilakukan sebelum mesin berhenti sehingga bisa mengurangi total waktu penyelesaian
kegiatan. Setelah mendapatkan urutan kegiatan selanjutnya dilakukan uji keseragaman data. Uji keseragaman data diperlukan agar data yang diperoleh seragam. Data yang seragam adalah data yang berada dalam batas kontrol atas (BKA) dan batas kontrol bawah (BKB).
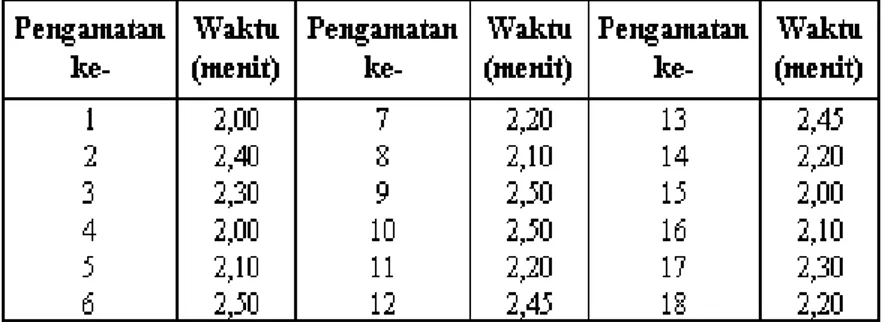
Tabel 4. Data Waktu Proses Pada Mesin Cetak Tablet Bagian Hopper
Sumber : Data primer yang telah diolah
Berdasarkan contoh perhitungan di atas tidak ada data waktu proses yang keluar dari BKA dan BKB, sehingga disimpulkan bahwa data tersebut seragam.
Selanjutnya dilakukan uji kecukupan data. Uji kecukupan data terhadap data waktu operasi dari setiap mesin dilakukan untuk mengetahui apakah data awal yang diambil sudah mencukupi atau belum. Jika Nꞌ melebihi jumlah pengambilan data awal maka perlu dilakukan pengambilan data kembali. Berikut ini adalah contoh perhitungan uji kecukupan data waktu proses pada mesin cetak tablet bagian hopper :
Tabel 5. Data Waktu Proses Pada Mesin Cetak Tablet Bagian Hopper
Pada perhitungan ini asumsi yang digunakan ialah tingkat kepercayaan 95% dan tingkat ketelitian 5%. Berdasarkan hasil perhitungan di atas jumlah data pengambilan sampel awal sudah mencukupi.
Setelah melakukan uji kecukupan dan keseragaman data, Kemudian dilakukan perhitungan waktu siklus dari masing-masing proses operasi. Contoh perhitungan waktu siklus adalah sebagai berikut :
Setelah mendapatkan total waktu siklus pada masing-masing mesin langkah selanjutnya adalah menghitung waktu normal dan waktu baku. Perhitungannya adalah sebagai berikut :
Setelah mendapatkan waktu normal selanjutnya menghitung waktu baku, perhitungannya waktu baku sebagai berikut :
Kelonggaran yang diberikan adalah 12,5%. Nilai kelonggaran tersebut diperoleh dari faktor-faktor sebagai berikut :
Tabel 6. Faktor Kelonggaran di Mesin Cetak Tablet Bagian Punch
Langkah selanjutnya yaitu menyusun SOP (Standard Operating Prosedures). Metode yang akan dipakai dalam penyusunan SOP (Standard Operating Prosedures) adalah metode bagan arus. Penulis menyimpulkan terdapat 2 kategori pada urutan kegiatan
persiapan dan kategori kegiatan inti serta kegiatan yang bisa dihilangkan.
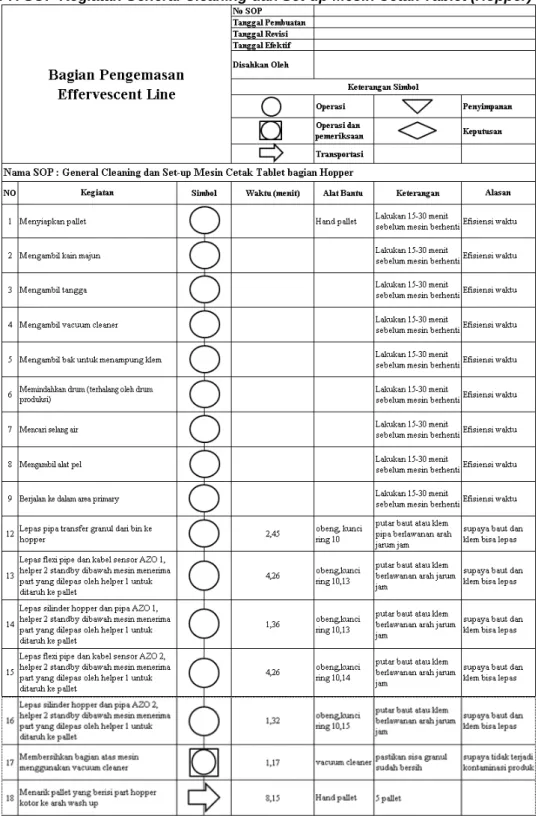
SOP kegiatan general cleaning dan set-up mesin ditunjukkan pada tabel berikut ini :
Tabel 8. SOP Kegiatan General Cleaning dan Set-up Mesin Cetak Tablet (Hopper) Lanjutan
KESIMPULAN
Berdasarkan analisis dan pembahasan dapat diambil kesimpulan sebagai berikut : a. Urutan kegiatan pada mesin cetak tablet bagian hopper, mesin cetak tablet bagian punch, mesin wrapping tablet dan mesin filling tube dimulai dari kegiatan persiapan dan diakhiri dengan kegiatan menyimpan peralatan.
b. Waktu baku kegiatan General Cleaning dan Set-up mesin dari masing-masing mesin yaitu mesin cetak tablet bagian hopper 273,63 menit, mesin cetak tablet bagian punch 240,13 menit, mesin wrapping tablet 246,17 menit dan mesin filling tube 268,68 menit.
c. SOP (Standard Operating Prosedures) terbagi menjadi 4 bagian yaitu mesin cetak tablet bagian hopper, mesin cetak tablet bagian punch, mesin wrapping tablet dan mesin filling tube. Pelaksanaan kegiatan dimulai dari kegiatan persiapan 15-30 menit sebelum mesin berhenti dengan menyiapkan alat-alat pendukung seperti pallet, wadah baut, kain majun, alkohol dan lain-lain. Dan kegiatan inti pada saat mesin sudah berhenti seperti pembongkaran part, pencucian part, pengeringan dan pemasangan part. Dilengkapi dengan keterangan kenap dilakukan dan apa akibatnya.
DAFTAR PUSTAKA
Chatab, N. 1996. Panduan Penerapan dan Sertifikasi Sistem Manajemen Mutu ISO 9000. PT Alex Media Komputindo, Jakarta. Liker, Jeffrey K. The Toyota Way.
Original edition copyright © 2004 by McGraw-Hill. Indonesian edition copyright © 2006 by Penerbit Erlangga,
Jakarta.
Sutalaksana, IZ, Ruhana A, J.H. Tjakraatmaja. 2006. Teknik Perancangan Sistem Kerja. Jurusan Teknik Industri ITB, Bandung.
Tambunan, Rudi M. 2013. Pedoman Penyusunan Standard Operating Prosedures (SOP). Maiestas Publishing, Jakarta.
Wignjosoebroto, Sritomo. 2000. Ergonomi, Studi Gerak dan Waktu. Guna widya, Surabaya.