SISTEM KERJA
BAB 2
LANDASAN TEORI
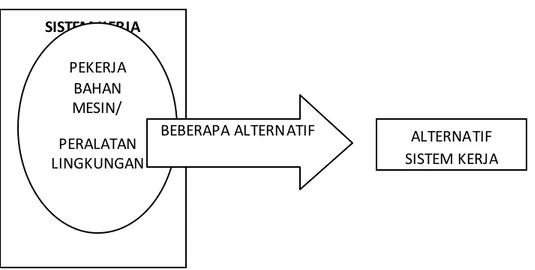
2.1 Perancangan sistem kerjaSuatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancanganterbaik dari system kerja yang bersangkutan. Teknik-teknik dan prinsip-teknik ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifat dan kemampuannya, peralatan kerja,bahan serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efektifitas dan efisiensi yang tinggi bagi perusahaan serta aman,sehat dan nyaman bagi pekerja.
PERANCANGAN SISTEM KERJA
Gambar 2.1: Bagan gambaran perancangan sistem kerja.
PEKERJA BAHAN MESIN/ PERALATAN LINGKUNGAN BEBERAPA ALTERNATIF ALTERNATIF SISTEM KERJA
Telah dikemukakan tadi bahwa perancangan sistem merupakan hasil perpaduan antara teknik-teknik pengukuran waktu dan prinsip-prinsip studi gerakan sebagaimana dikembangkan oleh para pemulanya,yaitu :
1. F.W. Taylor dengan pengukuran waktunya
Taylor sampai saat ini dipandang seorang yang mempunyai saham besar dalam dunia ilmu pengetahuan khususnya manajemen dengan teknik industri. Ia bekerja di pabrik baja di Amerika di tahun 1991 sebagai seorang pengawas. Disana ia melihat para pekerja tidak berprestasi semestinya, yaitu dalam pandangannya Taylor berpendapat bahwa pekerja-pekerja tersebut menghasilkan dibawah yang sebenarnya dapat dihasilkan. Dari hasil pengamatan ia mempunyai dugaan kuat bahwa yang menjadi penyebab terjadinya hal tersebut adalah pengaturan jam kerja yang tidak baik.
2. F.B Gilbreth dengan studi geraknya
Dari penelitian-penelitian Gilbreth mendapatkan suatu prosedur untuk menganalisa gerakan kerja dan perbaikannya, prosedur itu adalah membagi gerakan-gerakan kerja menjadi elemen-elemen gerakan dasar yang merupakan bagian dari suatu gerakan, misalnya gerakan tangan mengambil sebuah gelas diurai menjadi elemen-elemen menjangkau, memegang an mengangkat. Elemen-elemen gerakan yang dikembangkan Gilbreth berjumlah 17 buah dan dengan elemen-elemen inilah perbaikan-perbaikan gerakan dilakukan. Hal ini
dimaksudkan untuk mendapatkan suatu sistem kerja yang terancang baik sehingga memudahkan dan meyamankan gerakan-gerakan kerja untuk sejauh mumgkin menghindarkan atau melambatkan datangnya kelemahan.
2.2 Peta-peta kerja
Ada 5 langkah sistematis untuk memecahkan suatu masalah, yaitu
1. Pendefinisian masalah
M erupakan langkah pertama, dimana tujuan yang akan dicapai dinyatakan secara umum, artinya ditentikan dahulu criteria-kriterianya, hasil yang dinginkan, waktu yang tersedia dan lain-lain.
2. Penganalisaan masalah
Berdasarkan fakta-fakta yang ada, dibuat spesifikasi dan batasan-batasannya, menyajikan fakta-fakta secara sistematis, melakukan pengujian kembali atas persoalan dan kriteria-kriterianya.
3. Pencarian alternatif-alternatif
Berdasarkan kriteria-kriteria dan batasan-batasan yang telah ditentukan, disusun berbagai alternatif pemecahan persoalan yang masih harus dipilih. 4. M engevaluasi alternatif-alternatif
Alternatif-alternatif yang diperoleh pada langkah ke-3, dipilih yang paling baik dengan menggunakan prinsip-prinsip dan teknik-teknik yangdapat dipertanggungjawabkan secara ilmiah.
5. Pengambilan keputusan
Satu alternatif yang dipilih dari berbagai alternatif yang ada, merupakan keputusan yang harus dilaksanakan.
2.2.1 Definisi Peta kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas (biasanya kerja produksi). Lewat peta-peta ini kita dapat melihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik, kemudian menggambarkan semua langkah yg dialaminya seperti : transportasi, operasi mesin, pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap atau merupakan bagian dari suatu produk lengkap.
2.2.2 Lambang-lambang yang digunakan OPERASI
Suatau kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi, mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk operasi.
PEM ERIKSAAN
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambing ini digunakan jika kita melakukan pemeriksaan terhadap suatu objek atau membandingkan objek tertentu dengan suatu standar.
TRANSPORTASI
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerjaan atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi. Suatu gerakan yang merupakan bagian dari operasi atau disebabkan oleh petugas tempat bekerja sewaktu operasi atau pemeriksaan berlangsung.
PENYIM PANAN/M ENUNGGU
Suatu kegiatan penyimpanan/menunggu benda kerja setelah mengalami suatu proses operasi atau menunggu proses operasi selanjutnya.
AKTIVITAS GABUNGAN
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
2.2.3 Macam-macam peta kerja
Pada dasarnya peta-peta kerja yang ada sekarang bisa dibagi dalam dua kelompok besar berdasarkan kegiatannya yaitu :
1. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja keseluruhan. Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Yang termasuk kelompok kegiatan kerja keseluruhan :
a. Peta Proses Operasi b. Peta Aliran Proses
c. Peta Proses Kelompok Kerja d. Diagram Aliran
2. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat. Suatu kegiatan disebut kegiatan kerja setempat, apabila kegiatan tersebut terjadi dalam suatu stasiun kerja yang biasanya
hanya melibatkan orang dan fasilitas dalam jumlah terbatas. Yang termasuk kelompok kegiatan kerja setempat :
a. Peta Kerja dan M esin
b. Peta Tangan Kiri dan Tangan Kanan
2.3 Perancangan Tata letak
Dapat didefinisikan sebagai tata cara pengturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan tersebut akan coba memanfaatkan luas area untuk penempatan mesin atau fasilitas penunjang produksi lainnya, kelancaran gerakan perpindahan material, penyimpanan material, baik yang bersifat temporer maupun permanen, personalpekerja dan sebagainya. Dalam tata letak pabrik ada dua hal yang diatur letaknya yaitu pengaturan mesin dan pengaturan departemen yang ada dari pabrik.
Secara garis besar tujuan utama dari tata letak pabrik adalah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi aman, dan nyaman sehingga akan dapat menaikkan moral kerja dan performance dari operator.
2.4 Lini Produksi
Penempatan-penempatan area kerja dimana operasi-operasi diatur secara berurutan dan material bergerak secara continue melalui operasi yang
terangkai seimbang. M enurut karakteristik proses produksinya lini produksi dibagi dua :
a. Lini fabrikasi, meupakan lintasan produksi yang terdiri atas sejumlah operasi pekerjaan yang bersifat membentuk atau mengubah bentuk benda kerja.
b. Lini perakitan, merupakan lintasan produksi yang terdiri atas sejumlah operasi perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi benda assembly atau subassembly.
Beberapa keuntungan yang dapat diperoleh dari perencanaan ini produksi yang baik adalah sebagai berikut :
Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan tempat kerja :
1. Aliran benda kerja (material), mencakup gerakan dari benda kerja yang
continue, aliran di ukur dengan kecepatan produksi dan bukan jumlah
spesifik.
2. Pembagian tugas terbagi secara merata yang disesuaikan dengan keahlian masing-masing pekerja sehingga pemanfaatan tenaga kerja yang lebih efisien.
3. Pengerjaan operasi yang serentak (simultan) yaitu setiap operasi dikerjakan pada saat yang sama diseluruh lintasan produksi.
4. Operasi unit, lintasan di maksudkan sebagai penghasil unit tunggal, satu seri operasi atau grup pekerja ditugaskan untuk suatu produk. Seluruh lintasan merupakan satu unit produksi.
5. Gerakan benda kerja tetap sesuai dengan set up dari lintasan dan bersifat tetap.
6. Proses memerlukan waktu yang minimum. 2.5 Tipe-tipe pola aliran bahan
2.5.1 Straight Line
Pola aliran berdasarkan garis lurus atau straight line umum dipakai bila mana proses produksi berlangsung singkat, relative sederhana dan umum terdiri dari beberapa komponen-komponen atau beberapa macam production equipment.
Gambar 2.2: Pola aliran straight line
2.5.2 Serpentine
Pola aliran berdasarkan garis-garis patah ini sangat baik diterpkan bilamana aliran proses produksi lebih panjang dibandingkan dengan luasan area yang tersedia. Untuk itu aliran bahan akan dibelokan untuk menambah panjangnya garis aliran yang ada dan secara ekonomis hal
ini akan mengatasi segala keterbatasan dari area, dan ukuran dari bangunan pabrik yang ada.
Gambar 2.3: Pola aliran serpentine atau zig-zag
2.5.3 U-Shaped
Pola aliran menurut U-shaped ini akan dipakai bilamana dikehendaki bahwa akhir dari proses produksi akan berada pada lokas i yang sama dengan awal proses produksinya. Hal ini akan mempermudah pemanfaatan fasilitas transportasi dan juga sangat mempermudah pengawasan untuk keluar masuknya material dari dan menuju pabrik.
Gambar 2.4: Pola aliran U-Shaped
2.5.4 Circular
Pola aliran berdasarkan bentuk lingkaran (circular) sangat baik dipergunakan bilamana dikehendaki untuk mengembalikan material atau produk pada titik awal aliran produksi berlangsung. Hal ini baik
1 3 5 6 1 6 2 5 3 4 4 2
digunakan apabila departemen penerimaan dan pengiriman material atau produk jadi direncanakan untuk berada pada lokasi yang sama dalam pabrik yang bersangkutan.
Gambar 2.5: Pola aliran Circular
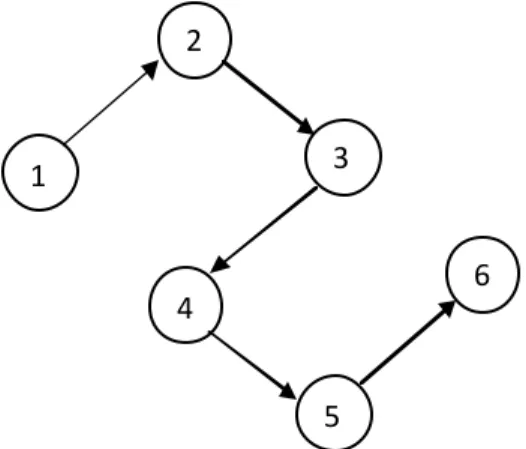
2.5.5 Odd Angle
Pola aliran ini baik digunakan untuk kondisi-kondisi seperti :
1. Bilamana tujuan utamanya adalah untuk memperoleh garis aliran yang produk diantara suatu kelompok kerja dari area yang saling berkaitan.
2. Bilamana proses handling dilaksanakan secara mekanis.
3. Bilamana keterbatasan ruangan menyebabkan pola aliran yang lain terpaksa tidak dapat diterapkan.
4. Bilamana dikehendaki adanya pola aliran yang tetap dari fasilitas-fasilitas produksi yang ada.
1 6 2 5 3 4
Gambar 2.6: Pola aliran Odd-Angle
2.6 Keseimbangan Lintasan Produksi ( Line Balancing )
Salah satu aplikasi atau pemanfaatan dari diketemukannya waktu baku/standard adalah guna menyeimbangkan lintasan produksi ( the balancing
of production lines ). Proses keseimbangan lintasan pada dasarnya merupakan
satu hal yang tidak pernah mencapai kesempurnaan. Disini sedikit waktu lebih ( extra time ) yang lebih dikenal dengan istilah “ balancing delay” tetap harus ditambahkan pada hampir semua stasiun kerja. Hal ini tentu saja akan menambah besarnya waktu baku yang telah dihitung atau ditetapkan. Kondisi inilah yang merupakan satu hal yang merugikan dan yang dijumpai dalam sistem lintasan perakitan ( assembly line ). M eskipun merugikan disamping kerugian dalam hal ini pertambahan besarnya waktu standard, ada juga kerugian dalam aspek-aspek sosial psikologis aplikasi dari konsep lintasan perakitan tetap saja dijalankan dilingkungan produksi, karena di sisi lain bisa dijumpai beberapa keuntungan-keuntungan seperti pengurangan aktivitas
1 5 2 6 3 4
material handling, pembagian tugas secara merata sehingga kongesti ( kemacetan ) bisa dihindari, serta memacu operator untuk selalu bekerja dengan target-target tertentu yang harus dicapai, dan lain-lain.
Untuk menggambarkan hal-hal tersebut diatas, ambillah secara sedrhana sebuah model lintasan produksi tunggal (tanpa buffer storage) dengan notasi-notasi sebagai berikut :
N = Jumlah stasiun kerja Tc = Waktu siklus (cycle time)
Tei = Waktu elemen kerja, dimana I = 1, 2, 3 ….., m
Tsj = Jumlah elemen waktu yang dialokasikan untuk setiap stasiun kerja (waktu stasiun kerja)
Waktu siklus (Tc) biasanya diatur atau dipengaruhi oleh output (Q) yang dikehendaki selama periode waktu produksi (P) dengan formulasi :
Output dalam hal ini harus juga memperhitungkan kelonggaran yang diantisipasikan terhadap adanya produk cacat yang harus ditolak. Demikian juga untuk periode waktu produksi P juga sudah memperhitungkan adanya “downtime” misalnya alat pemindah material handling (conveyor) suatu saat tidak berfungsi (macet) sehingga katakanlah bisa diambil estimasi bahwa P
P Q Tc =
sebesar 85% dari waktu normal. A gar bisa diperoleh kesempatan yang memungkinkan yang menyeimbangkan lintasan dengan cukup beralasan, maka waktu elemen Tei seharusnya lebih kecil dibandingkan dengan siklus waktu Tc, dalam hal ini jumlah minimal dari stasiun kerja dapat dihitung dengan rumus : m