1
Bab I
Pendahuluan
I.1 Latar Belakang
Industri tekstil dan produk tekstil Indonesia memiliki daya saing yang relatif baik di pasar internasional. Industri spinning di Indonesia belum bisa mencapai pertumbuhan yang optimal, tetapi dalam kurun waktu dua tahun terakhir ini mengalami perkembangan yang cukup berarti. Hal ini terlihat dari tingkat produksi yang mengalami peningkatan dari 1.872 ribu ton pada 2006 menjadi 2.199 ribu ton pada 2008. Sementara tingkat utilisasi industri spinning juga meningkat menjadi 80,9% pada 2008 dari sebelumnya 78,1% pada 2006. Indotextiles mencatat, share penjualan ekspor dari total produksi rayon nasional terus naik dari 29,7 persen pada tahun 2007 menjadi 38,7 persen tahun 2008, lalu 43,9 persen tahun 2009 hingga 45,8 persen di 2010. (www.portaljakarta.com, Januari 2012)
PT. XYZ merupakan industri hulu yang menghasilkan benang polyster. Produk yang dihasilkan oleh PT. XYZ berupa gulungan benang – benang polyster yang kemudian didistribusikan ke industri – industri tekstil nasional ( contohnya : PT. Textil Jabar) dan internasional seperti Timur Tengah dengan rata – rata permintaan per harinya mencapai 14 ton.
Proses pembuatan benang polyster yang terdapat pada PT. XYZ terdiri dari tiga bagian . Bagian pertama adalah lantai produksi Purified Terepthalis Acid (PTA) yang menghasilkan ouput berupa chip yang akan digunakan sebagai input pada bagian lantai produksi Pre Oriented Yarn (POY). Output yang dihasilkan dari proses polimerisasi di bagian POY merupakan bahan baku berupa benang setengah jadi yang akan digunakan sebagai input dalam proses produksi barang jadi berupa benang Draw Twistered Yarn (DTY). Manajer Produksi PT. XYZ menyatakan bahwa dari ketiga bagian tersebut yang memiliki peranan paling penting adalah bagian produksi benang jadi atau benang Draw Twistered Yarn
2
(DTY). Akan tetapi, lantai produksi DTY ini merupakan bagian yang masih bermasalah dan menghasilkan waste cukup tinggi.
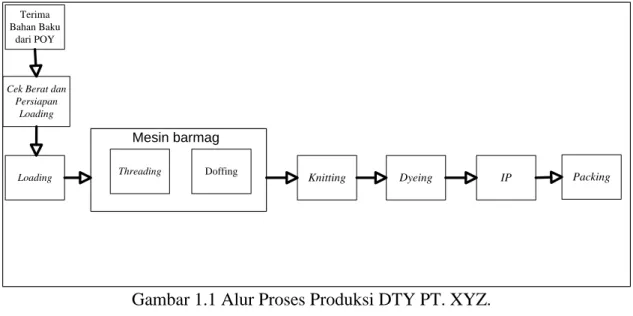
Gambar 1.1 memperlihatkan alur atau urutan proses dalam produksi DTY di PT. XYZ. Terima Bahan Baku dari POY Dyeing Knitting Doffing Threading Loading Cek Berat dan
Persiapan Loading
IP Packing
Mesin barmag
Gambar 1.1 Alur Proses Produksi DTY PT. XYZ. (Sumber : Bagian DTY PT. XYZ, 2011)
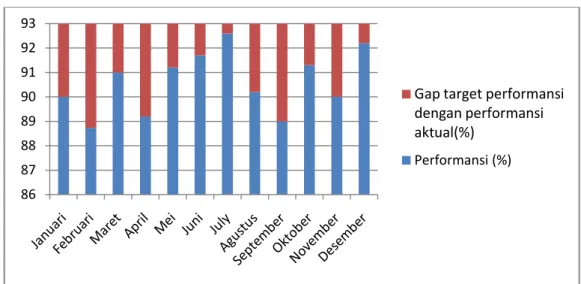
Berdasarkan wawancara yang dilakukan pada tanggal 13 Januari 2012, Kepala Bagian Produksi DTY mengungkapkan bahwa diantara keseluruhan proses produksi benang DTY yang meliputi produksi DTY di mesin 301 - 308, proses produksi benang dengan lot ZW 2747 dan standar AR3 pada mesin 307 memiliki performansi selalu berada di bawah standar yang ditetapkan oleh perusahaan yaitu sebesar 93%. Performansi merupakan gambaran kinerja proses secara keseluruhan dalam upaya memenuhi seluruh produksi sesuai dengan target. Gambar 1.2 memperlihatkan data performansi produksi benang DTY ZW 2747 periode Januari – Desember 2011.
3
Gambar 1.2 Data Performansi DTY ZW 2747 Periode Januari – Desember 2011 (Sumber : Bagian DTY PT. XYZ, 2011)
Berdasarkan Gambar 1.2 Gap yang terjadi antara target performansi perusahaan yaitu 93% dengan kondisi performansi aktual pada bulan Januari sebesar 3%, pada bulan Februari 4,27 %, Maret 2%, April 3,8%, Mei 1,8%, Juni 1,3%, Juli 0,4%, Agustus 2,8% , September 4%, Oktober1,7%, November 3%, dan Desember sebesar 0,8%.
Rendahnya tingkat performansi ini menurut Kepala Produksi bisa disebabkan oleh beberapa kemungkinan antara lain :
1. Sering terjadinya kasus benang menyilang, putus, atau berbulu ketika berada di posisi gulungan pada proses threading dan doffing di mesin Barmag 307 yang menyebabkan defect karena berat benang di bawah standar 5,5 kg. Keseluruhan benang hasi doffing akan tetap diproses (no rework) dan untuk berat yang tidak sesuai dengan standar akan dimasukan ke dalam grade benang X (tidak normal). Kondisi ini terjadi karena adanya sparepart dari mesin yang mengalami kerusakan seperti kotor , cacat , atau aus. Hal ini tentu saja akan menyebabkan kerugian secara finansial bagi perusahaan dan keterlambatan dalam upaya pemenuhan pesanan kepada pelanggan.
2. Kurang terampilnya operator dalam menangani kondisi benang yang bermasalah pada 216 posisi gulungan yang terbagi menjadi 18 section, sehingga menyebabkan hasil proses doffing tidak merata. Keadaan ini terjadi
86 87 88 89 90 91 92 93
Gap target performansi dengan performansi aktual(%)
4
karena operator tidak memiliki kemampuan dalam merawat mesin yang menjadi tanggung jawabnya seperti pembersihan alat atau sparepart, pengencangan sparepart, pelumasan, dan pemeriksaan sederhana.
Upaya yang telah dilakukan oleh perusahaan untuk meminimasi terjadinya
waste defect pada mesin 307 adalah :
- Mengganti sparepart yang rusak setiap 6 bulan sekali
- Melakukan perawatan rutin dan pengecekan terhadap mesin barmag setiap 1 bulan sekali
- Mengganti pelumas pada sparepart setiap 1 minggu sekali
- Pelatihan kepada operator. Pelatihan yang dilakukan berupa on the job
training (OJT), yaitu suatu proses yang terorganisasi untuk meningkatkan
keterampilan, pengetahuan, kebiasaan kerja dan sikap karyawan. Dalam melakukan OJT ini operator baru melakukan pengamatan terhadap kerja operator senior dan kemudian mengobservasi perilakunya sehingga operator tersebut benar-benar mengetahui cara melakukan pekerjaannya dengan baik dan benar. OJT untuk operator baru ini dilakukan selama 1 minggu. Sedangkan untuk operator lama, jika ada software atau sistem baru yang akan diterapkan barulah diadakan OJT.
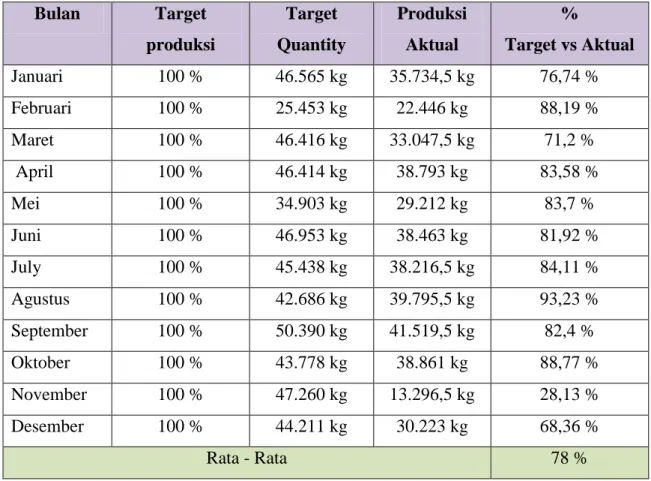
Dalam usaha peningkatan produktivitas dan efisiensi, perusahaan harus mengetahui setiap kegiatan yang dapat meningkatkan nilai tambah (value added) produk dan menghilangkan waste . Hambatan yang menjadi sorotan bagi pihak PT. XYZ ini adalah terjadinya inefisiensi dalam alur produksi, yaitu terjadinya ketidaksesuaian berat antara output yang dihasilkan dalam proses dengan output akhir di bagian packing. Tabel 1.1 memperlihatkan ketidaksesuaian antara target produksi perusahaan dengan hasil akhir di bagian packing (produksi aktual) per Januari – Desember 2011.
5
Tabel 1.1 Target Produksi vs Produk si Aktual DTY ZW 2747 Grade AR3 di Mesin 307 PT. XYZ
(Sumber: Bagian DTY PT. XYZ ,2011)
Bulan Target produksi Target Quantity Produksi Aktual % Target vs Aktual Januari 100 % 46.565 kg 35.734,5 kg 76,74 % Februari 100 % 25.453 kg 22.446 kg 88,19 % Maret 100 % 46.416 kg 33.047,5 kg 71,2 % April 100 % 46.414 kg 38.793 kg 83,58 % Mei 100 % 34.903 kg 29.212 kg 83,7 % Juni 100 % 46.953 kg 38.463 kg 81,92 % July 100 % 45.438 kg 38.216,5 kg 84,11 % Agustus 100 % 42.686 kg 39.795,5 kg 93,23 % September 100 % 50.390 kg 41.519,5 kg 82,4 % Oktober 100 % 43.778 kg 38.861 kg 88,77 % November 100 % 47.260 kg 13.296,5 kg 28,13 % Desember 100 % 44.211 kg 30.223 kg 68,36 % Rata - Rata 78 %
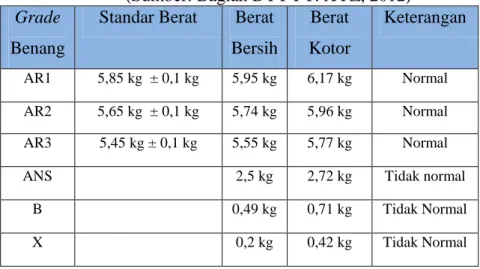
Akibat ketidaksesuaian output ini perusahaan mengalami kerugian cukup besar yakni sebesar 22% dari total target yang seharusnya mencapai 100% pada tahun 2011. Hal ini disebabkan karena output DTY yang dihasilkan tidak sesuai dengan standar Lot yang sudah ditentukan yakni seberat 5,5 kg, sehingga menyebabkan
grade benang DTY mengalami downgrade. Tabel 1.2 menunjukkan grade benang
6
Tabel 1.2 Grade benang DTY PT. XYZ (Sumber: Bagian DTY PT. XYZ, 2012)
Grade
Benang
Standar Berat Berat Bersih Berat Kotor Keterangan AR1 5,85 kg ± 0,1 kg 5,95 kg 6,17 kg Normal AR2 5,65 kg ± 0,1 kg 5,74 kg 5,96 kg Normal AR3 5,45 kg ± 0,1 kg 5,55 kg 5,77 kg Normal ANS 2,5 kg 2,72 kg Tidak normal
B 0,49 kg 0,71 kg Tidak Normal X 0,2 kg 0,42 kg Tidak Normal
PT. XYZ juga melakukan pengembangan secara bertahap dan terus – menerus dalam rangka mencapai target perusahaan, yakni menekan waste maksimal sebesar 1 %. Langkah yang sudah dilakukan oleh PT. XYZ untuk meminimasi terjadinya waste di dalam proses produksi benang DTY secara keseluruhan adalah dengan menerapkan 5S (seiri, seiton,seiso,seiketsu,shitsuke). Akan tetapi langkah tersebut ternyata belum efektif dilakukan dalam usaha perusahaan meminimasi
waste yang terjadi.
Oleh karena itu dibutuhkan penelitian yang dapat meningkatkan nilai tambah dari produk DTY yang dihasilkan, dan untuk mencari akar permasalahan yang terjadi dapat dilakukan dengan cara mengumpulkan semua informasi mengenai aktivitas - aktivitas (value added dan non value added) yang diperlukan untuk menghasilkan suatu produk melalui aliran, dimulai dari bahan baku mentah sampai ke tangan pelanggan. Tujuan dari pemetaan seluruh aktivitas tersebut adalah untuk mengetahui semua jenis waste yang terjadi dan untuk menghilangkan aspek yang tidak berguna dalam perusahaan sehingga berdampak pada peningkatan produktivitas dan performansi perusahaan.
Dari permasalahan yang ada, akan dikembangkan suatu usulan rancangan strategi perbaikan pada bagian DTY ZW 2747 di mesin 307 dengan memusatkan perhatian untuk memfleksibelkan jalur produksi dengan cara mengurangi waste pada aktivitas, memperlancar aliran material, menyingkapkan antara non-value
7
added dan value-added, dan membuat value-added mengalir lancar sepanjang alur
proses produksi.
I.2 Perumusan Masalah
Perumusan masalah pada penelitian ini adalah :
1. Bagaimana mengetahui penyebab terjadinya waste pada alur produksi DTY Lot ZW 2747 grade AR3 di mesin 307 pada PT. XYZ?
2. Bagaimana mengidentifikasi akar penyebab terjadinya waste pada alur produksi DTY Lot ZW 2747 grade AR3 di mesin 307 pada PT. XYZ?
3. Bagaimana memberikan usulan perbaikan untuk meningkatkan performansi dengan mengeliminasi waste pada produksi DTY Lot ZW 2747 grade AR3 di mesin 307 pada PT. XYZ ?
I.3 Tujuan Penelitian Tujuan dari penelitian adalah :
1. Mengetahui penyebab terjadinya waste pada alur produksi DTY Lot ZW 2747
grade AR3 di mesin 307 pada PT. XYZ
2. Dapat mengidentifikasi akar penyebab terjadinya waste pada alur produksi DTY Lot ZW 2747 grade AR3 di mesin 307 pada PT. XYZ
3. Memberikan usulan perbaikan untuk meningkatkan performansi dengan mengeliminasi pemborosan (waste) pada proses produksi DTY Lot ZW 2747 pada PT. XYZ
I.4 Batasan Penelitian Batasan penelitian ini adalah :
1. Waktu dan proses operasi bersifat deterministik dan konstan. 2. Penelitian hanya dilakukan pada lantai produksi DTY
3. Alur produksi yang diamati hanya dari proses loading sampai proses packing, tidak meliputi lantai produksi bahan baku dan end customer.
4. Data historis yang digunakan adalah data bulan Januari - Desember tahun 2011
8
5. Tahapan yang dilakukan hanya sampai dengan perancangan usulan perbaikan yang nantinya akan direkomendasikan kepada perusahaan PT. XYZ, tahapan implementasi tidak dilakukan dalam penelitian ini.
6. Penelitian tidak dilakukan terhadap hal – hal yang berhubungan dengan modal dan cost perusahaan.
I.5 Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Mengetahui dan mengeliminasi waste yang terjadi pada produksi ZW 2747 dengan grade AR3 di mesin 307
2. Membantu perusahaan dalam mengoptimalkan proses produksi benang terutama pada bagian DTY ZW 2747 di mesin 307 .
3. Perusahaan akan mendapatkan proses produksi yang optimal karena mereduksi waste dan aktivitas non- value added.
I.6 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut: Bab I Pendahuluan
Pada bab ini diuraikan latar belakang dalam permasalahan pendekatan lean manufacturing yang dibahas. Hal yang terpenting adalah dinyatakannya permasalahan dimulai dari area masalah yang luas hingga menuju pertanyaan yang diajukan pada penilitian. Selain itu terdapat perumusan masalah, tujuan penelitian, batasan penelitian, manfaat dan sistematika dalam penelitian
Bab II Landasan Teori
Pada bab ini, terdapat dasar teori yang berhubungan dengan penelitian lean manufacturing yang akan dibahas. Tujuan dari bab ini adalah membentuk pola pikir dan landasan teori yang digunakan dalam pelaksanaan penilitian dan perancangan hasil akhir. Dasar teori yang dibahas meliputi pengetahuan mengenai lean
manufacturing dan metode – metode serta teori lain yang
9 Bab III Bab IV Bab V Bab VI Metodologi Penelitian
Pada bab ini dijelaskan langkah-langkah penelitian secara rinci meliputi: tahap merumuskan masalah penelitian, merumuskan hipotesis, dan mengembangkan model penelitian, mengidentifikasi dan melakukan operasionalisasi variabel penelitian, menyusun kuesioner penelitian, merancang pengumpulan dan pengolahan data, melakukan uji instrumen, merancang analisis pengolahan data. Pengumpulan dan Pengolahan Data
Pada bab ini akan ditampilkan data umum perusahaan dan data lainnya yang dikumpulkan melalui berbagai proses seperti wawancara, diskusi, observasi, dan data historis perusahaan. Pengolahan data selanjutnya dilakukan dengan metodologi pada Bab III dan dianalisis untuk usulan perancangan perbaikan yang akan dilakukan.
Perancangan Usulan Perbaikan
Pada bab ini akan ditampilkan apakah tujuan tercapai atau tidak dalam penelitian ini. Selain itu juga akan dipaparkan usulan terhadap strategi perbaikan yang dapat dilakukan dan membandingkanya dengan literature. Hasil perbaikan dan solusi tersebut diperoleh berdasarkan hasil analisis dan pengolahan data dengan metode lean manufacturing yang sebelumnya telah diolah Kesimpulan dan Saran
Pada bab ini akan diberikan suatu kesimpulan dari hasil penelitian yang telah dilakukan dan saran bagi perusahaan dan penelitian selanjutnya sebagai masukan untuk perbaikan di masa yang akan datang.