ANALISA KUALITAS PRODUK
SEPEDA PHOENIX DENGAN METODE SIX SIGMA
UNTUK MEMINIMUMKAN KECACATAN PRODUK
DI PT RODA LANCAR ABADI - SIDOARJO
SKRIPSI
Oleh :
EVI MARINA P
0832010023
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Alhamdulillah berkat rahmat Tuhan YME yang telah memberikan Rahmat
dan Hidayah-Nya sehingga Laporan Penelitian Tugas Akhir (Skripsi) dengan
judul “Analisa Kualitas Produk Sepeda Phoenix Dengan Metode Six Sigma
Untuk Meminimumkan Kecacatan Produk di PT. Roda Lancar Abadi -
Sidoarjo” dapat terselesaikan tepat pada waktunya.
Penulisan skripsi ini dilaksanakan untuk memenuhi persyaratan kelulusan
Program Sarjana Strata - 1 (S-1) di Jurusan Teknik Industri Fakultas Teknologi
Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
Terselesaikannya Laporan Tugas Akhir (Skripsi) ini tentunya tak lepas dari
bantuan banyak pihak. Untuk itu dalam kesempatan ini kami ingin mengucapkan
banyak terima kasih kepada :
1. Allah SWT karena atas ijin-NYA lah laporan Tugas Akhir (Skripsi) ini bisa
terselesaikan tepat pada waktunya.
2. Orang Tua saya yang selalu memberikan dukungan dan doa kepada saya.
3. Bapak Prof. Dr. Ir. Teguh Sudarto,MP. Selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
4. Bapak Ir. Sutiyono, MT. Selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Bapak Dr. Ir. Minto Waluyo, MM. Selaku ketua jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
6. Bapak Ir. Moch Tutuk Safirin, MT. Selaku Dosen Pembimbing I
7. Bapak Drs Pailan, Mpd. Selaku Dosen Pembimbing II
8. Dosen penguji Seminar 1 & 2 maupun Dosen Penguji Skripsi saya.
9. Ibu Khusnul Kamila selaku pembimbing lapangan di PT. Roda Lancar
Abadi – Sidoarjo dan Seluruh karyawan PT. Roda Lancar Abadi – Sidoarjo
yang telah meluangkan waktunya terhadap penelitian saya.
10.Teman - teman dan Semua pihak yang telah membantu dalam penyelesaian
Skripsi saya.
11.Seluruh Assisten Laboratorium Pemrograman Komputer dan SSI Teknik
Dalam penulisan Laporan Tugas Akhir (Skripsi) ini tentunya masih dapat di
katakan jauh dari sempurna dan saya mohon maaf jika penulisan Laporan Tugas
Akhir (Skripsi) ini terdapat kesalahan. Dan semoga Laporan Tugas Akhir
(Skripsi) ini dapat bermanfaat bagi banyak pihak.
Surabaya, 25 November 2011
Hormat kami
DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR LAMPIRAN ... vi
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... ix
ABSTRAKSI ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Peruumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Asumsi ... 4
1.5 Tujuan Penelitian ... 4
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA 2.1 Pengendalian kualitas ... 7
2.2 Six Sigma ... 10
2.3 DMAIC (define, measure, analyze, improve, control) ... 13
2.3.1 Define……….………. 13
2.3.2 Measure ……….……….…... 15
2.3.4 Improve... 18
2.3.5 Control... 19
2.4 CTQ (critical to quality)………. ... 20
2.5 DPMO (defects per million opportunities) ... 20
2.6 Kapabilitas Proses (process capability)... 22
2.6.1 Penentuan Kapabilitas Proses Untuk Data Atribut ... 23
2.7 Pareto ... 24
2.8 Diagram SIPOC (supplier, input, process, output, costumer)….. 27
2.9 Diagram Sebab - Akibat………. ... ..28
2.10 Failure Mode and Effect Analyze (FMEA)... ..30
2.11 Brainstorming ... ..33
2.12 Sepeda………. ... ..35
2.12.1 Bahan Baku Sepeda ... ..35
2.12.2 Proses Produksi Sepeda ... ..36
2.13 Penelitian Pendahulu………. ………37
BAB III METODE PENELITIAN 3.1 Lokasi dan Waktu Penelitian... 39
3.2. Identifikasi dan Definisi Operasional Variabel ... 39
3.2.1 Identifikasi Variabel……….. 39
3.2.2 Definisi Operasional Variabel………40
3.3 Metode Pengumpulan Data ... 41
3.4 Metode Pengolahan Data ... 41
BAB IV HASIL DAN PEMBAHASAN
4.1 Define ... .47
4.1.1 Identifikasi Obyek Penelitian………..47
4.1.2 Penyusunan Diagram SIPOC……… 49
4.2. Measure ... 50
4.2.1 Menentukan CTQ………. 50
4.2.2 Mengukur Baseline Kinerja……… .58
4.3 Analyze... 67
4.3.1 Analisis Hasil Pengukuran……….………. 67
4.3.2 Menentukan Akar Penyebab……….…………..…... 68
4.4 Improve ... 78
4.5 Control. ... 81
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan... 82
5.2. Saran... 83
DAFTAR PUSTAKA LAMPIRAN
DAFTAR GAMBAR
2.1 Konsep Six Sigma Motorola Dengan Distribusi Normal ... 10
2.2 Proses DMAIC... 13
2.3 Contoh Pareto... 26
2.4 Contoh Diagram SIPOC ... 28
2.5 Contoh Fish Bone Chart... 30
3.1 Langkah – Langkah Penelitian ... 43
4.1 Diagram SIPOC Produk Sepeda Phoenix ... 49
4.2 Diagram Pareto Bulan Januari 2011 ... 51
4.3 Diagram Pareto Bulan Februari 2011 ... 52
4.4 Diagram Pareto Bulan Maret 2011 ... 53
4.5 Diagram Pareto Bulan April 2011 ... 54
4.6 Diagram Pareto Bulan Mei 2011 ... 55
4.7 Diagram Pareto Bulan Juni 2011 ... 56
4.8 Diagram Pareto Bulan Januari _ Juni 2011... 57
4.9 Diagram Sebab Akibat hasil las tidak presisi ... 69
4.10 Diagram Sebab Akibat pengecatan yang tidak sempurna... 71
4.11 Diagram Sebab Akibat pemotongan pipa yang tidak rata... 73
4.12 Diagram Sebab Akibat pipa pecah dalam mesin penekuk pipa ... 74
DAFTAR TABEL
1.1 Data defect CTQ ... 2
2.1 Tabel Konversi Sigma Motorola... 21
2.2 Severity... 31
2.3 Occurrence... 32
2.4 Detection... 32
2.5 Contoh Penggunaan Nilai Risk Priority Number (RPN) ... 33
4.1 Data Pemeriksaan Pada Bulan Januari 2011- Juli 2011... 48
4.2 Data Defect CTQ ... 49
4.3 Data Persentasa Defect Bulan Januari 2011... 51
4.4 Data Persentasa Defect Bulan Februari 2011... 52
4.5 Data Persentasa Defect Bulan Maret 2011 ... 53
4.6 Data Persentasa Defect Bulan April 2011... 54
4.7 Data Persentasa Defect Bulan Mei 2011... 55
4.8 Data Persentasa Defect Bulan Juni 2011 ... 56
4.9 Data Persentasa Defect Bulan Januari _ Juni 2011 ... 57
4.10 Nilai DPMO dan Sigma Bulan Januari 2011 ... 59
4.11 Nilai DPMO dan Sigma Bulan Februari 2011 ... 60
4.12 Nilai DPMO dan Sigma Bulan Maret 2011 ... 62
4.13 Nilai DPMO dan Sigma Bulan April 2011 ... 63
4.14 Nilai DPMO dan Sigma Bulan Mei 2011 ... 64
4.15 Nilai DPMO dan Sigma Bulan Juni 2011... 66
DAFTAR LAMPIRAN
Sejarah Perusahaan PT. Roda Lancar Abadi ... A1
Proses Produksi Sepeda di PT. Roda Lancar Abadi ... A2
Tabel Acuan ... B
Tabel Pengumpulan Data ... C1
Perhitungan Data Persentase Defect... C2
Perhitungan Nilai Sigma Menggunakan Kalkulator Sigma... C3
Perhitungan RPN Pada FMEA... C4
ABSTRAKSI
PT. Roda Lancar Abadi yang berlokasi di Jl. Raya Sadang no 14 Kletek,
Sukodono - Sidoarjo adalah salah satu industri besar di Indonesia yang bergerak
dalam bidang produksi sepeda. PT. Roda Lancar Abadi berusaha melakukan
pembenahan dalam hal produksi, hal ini di karenakan masih adanya defect dari
setiap hasil produksi. Pembenahan ini di harapkan dapat menekan biaya produksi,
yaitu dengan semakin kacilnya kecacatan dari hasil produksi.
Tujuan dari penelitian ini adalah untuk mengetahui baseline kinerja dan
faktor –faktor yang mempengaruhi kualitas dan menentukan tindakan perbaikan
untuk memperbaiki kualitas produk sepeda. Metode yang digunakan untuk
menganalisis kualitas produk sepeda ini (pada hal ini hanya di khususkan untuk
sepeda dengan merk Phoenix) adalah siklus perbaikan terus-menerus DMAIC.
Dengan metode ini nantinya akan diperoleh tingkat DPMO dan level sigma dari
kualitas produk yang mereka buat.
Hasil penelitian menunjukkan bahwa kinerja proses selama bulan Januari
– Juni 2011 menghasilkan tingkat DPMO = 207 dan level sigma = 5 dengan
pemeriksaan sebanyak 56000 dan defect sebanyak 58. Faktor – faktor yang
mempengaruhi hasil tersebut adalah karena tidak dilakukan perawatan yang rutin
pada mesin, operator yang kurang teliti, serta lingkungan kerja yang kurang
nyaman, dan untuk memperbaikinya harus dilakukan pembenahan pada faktor –
faktor tersebut.
ABSTRAKSI
PT. Roda Lancar Abadi located on Jl. Sadang Raya No.14 Kletek,
Sukodono – Sidoarjo is one of the major industries in Indonesia are engaged in the
production of bicycles. PT. Roda Lancar Abadi tried to reform in terms of
production, it is in because of the persistence of the defect of each production.
This reform is expected to reduce production costs, namely by increasing small
disability of the output.
The purpose of this study was to determine baseline performance and the
factors that affect the quality and determine corrective actions to improve product
quality bicycles. The method used to analyze the quality of this bike product (in
this case only on bikes with brands specialize to Phoenix) is a cycle of continuous
improvement DMAIC. By this method will be obtained and the level DPMO
sigma levels of quality products they make.
The results showed that the performance of the process during January –
June 2011 yielding a level DPMO = 207 and sigma = 5 with the examination of as
many as 56000 and 58 defects. Factors – factors affecting these results is because
they do not do regular maintenance on the machine, the less scrupulous operators,
as well as less comfortable working environment, and to fix it must be done
revamping the factors – these factors.
BAB I PENDAHULUAN
1.1 Latar Belakang
Adanya persaingan antar produk yang semakin ketat dewasa ini menuntut
setiap perusahaan memberikan yang terbaik bagi konsumennya. Kualitas
merupakan salah satu jaminan yang harus diberikan dan dipenuhi oleh perusahaan
kepada pelanggan. Termasuk pada kualitas produk. Karena kualitas suatu produk
merupakan salah satu kriteria penting yang menjadi pertimbangan pelanggan
dalam memilih produk. Oleh karena itu, diperlukan perbaikan dan peningkatan
kualitas secara terus – menerus dari perusahaan sesuai dengan spesifikasi dan
kebutuhan pelanggan.
PT. Roda Lancar Abadi yang berlokasi di Jl. Raya Sadang no 14 Kletek,
Sukodono - Sidoarjo merupakan salah satu industri besar di Indonesia yang
bergerak dalam bidang manufaktur yang mengolah dari bahan baku berupa pipa
panjang dari berbagai jenis ukuran menjadi sepeda dengan berbagai jenis dan
ukuran. PT Roda Lancar Abadi berusaha melakukan pembenahan baik dalam hal
produksi maupun manajemen. Pembenahan di harapkan dapat menekan biaya
produksi, yaitu semakin kecilnya kecacatan dari hasil produksi. Sejalan dengan
meningkatnya kualitas produk di harapkan agar lebih bisa bersaing dengan pasar
baik dalam maupun luar negeri.
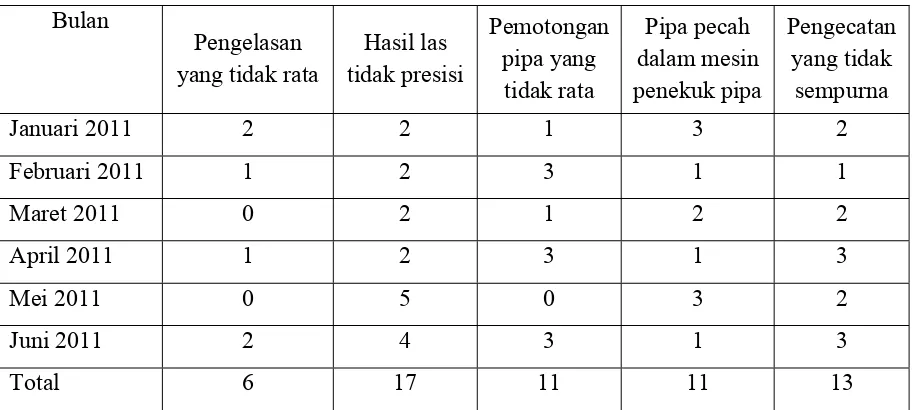
Saat ini kualitas produk sepeda di PT. Roda Lancar Abadi dapat dikatakan
belum maksimal, hal ini ditunjukkan oleh adanya defect pada hasil produksi yang
Tabel 1.1 Data Defect CTQ
Bulan Total pemeriksaan (unit) Total defect (unit) Persen (%)
Januari 2011 5000 10 0.2%
Februari 2011 7500 8 0.11%
Maret 2011 10000 7 0.07%
April 2011 11000 10 0.1%
Mei 2011 11500 10 0.09%
Juni 2011 11000 13 0.11%
Jumlah 56000 58 0.1%
Sumber : data internal perusahaan
Dari tabel 1.1 menunjukkan defect terendah terdapat pada bulan Maret
dengan defect sebanyak 7 unit dengan total pemeriksaan sebanyak 10000 unit dan
persentase sebesar 0.07%.Dan defett tertinggi terdapat pada bulan Juni dengan
defect sebanyak 13 unit dengan total pemeriksaan sebanyak 11000 unit dan
persentase sebesar 0.11%.Dan untuk defect keseluruhan pada bulan Januari – Juni
dengan total defect sebanyak 58 dengan total pemeriksaan sebanyak 56000
dengan persentase sebesar 0.1%.
Untuk itu Six sigma paling tepat didefinisikan sebagai metode peningkatan
proses bisnis yang bertujuan untuk menemukan dan mengurangi faktor-faktor
penyebab kecacatan dan kesalahan, mengurangi waktu siklus dan biaya operasi,
meningkatkan produktifitas, memenuhi kebutuhan pelanggan dengan lebih baik,
serta mencapai tingkat pendayagunaan asset yang lebih tinggi,
Penggunaan metode DMAIC untuk menganalisis kualitas akan dapat
mengetahui pokok karakteristik kualitas apa saja yang diinginkan oleh pelanggan
Sigma, tingkat kegagalannya adalah 3.4 kegagalan per satu juta kesempatan.
Metode ini disusun berdasarkan sebuah metodologi penyelesaian yang sederhana
– DMAIC, yang merupakan singkatan dari define (merumuskan), measure
(mengukur), analyze (menganalisa), improve (meningkatkan/memperbaiki), dan
control (mengendalikan) yang menggabungkan bermacam-macam perangkat
statistic serta pendekatan perbaikan proses lainnya.
Dengan demikian diharapkan penelitian menggunakan metode DMAIC ini
mampu meningkatkan kualitas produk dan menekan jumlah cacat produk
seminimal mungkin.
1.2 Perumusan Masalah
Berdasarkan latar belakang diatas, permasalahan yang diangkat dalam
penelitian ini dapat dirumuskan sebagai berikut :
“ Berapa tingkat kualitas dari produk sepeda Phoenix di PT. Roda
Lancar Abadi pada kondisi saat ini?”
1.3 Batasan Masalah
Adapun batasan masalah yang diberikan pada penelitian ini adalah sebagai
berikut :
1. Penelitian dilakukan hanya pada produk sepeda Phoenix
2. Pengambilan data dilakukan pada bulan juli 2011
3. Peneliti hanya menerapkan satu siklus DMAIC
4. Tahap Improve hanya sebatas usulan pada pihak perusahaan
1.4 Asumsi
Adapun asumsi-asumsi dari penelitian ini adalah sebagai berikut :
1. Tidak ada perubahan kebijakan manajemen selama penelitian berlangsung.
2. Proses produksi berjalan stabil dan tidak ada perubahan yang berarti.
3. Tim brainstorming pihak perusahaan dianggap sudah mampu mengetahui permasalahan yang ada.
1.5 Tujuan Penelitian
Tujuan yang ingin dicapai pada penelitian tugas akhir ini adalah sebagai
berikut :
Mengukur tingkat kualitas (level sigma) di PT. Roda Lancar Abadi saat ini.
1.6 Manfaat Penelitian
Adapun manfaat yang diperoleh dari penelitian tugas akhir ini adalah :
1. Manfaat Bagi Perusahaan :
- Dengan adanya penerapan metode six sigma, pihak perusahaan dapat
memperbaiki kualitas produknya.
- Dapat menambah pengetahuan mengenai prioritas tindakan perbaikan dan
2. Bagi Peneliti :
- Menambah pengetahuan mengenai proses produksi pembuatan sepeda
Phoenix.
- Menambah pengetahuan mengenai analisis kualitas produk dengan
pendekatan six sigma.
3. Manfaat bagi Universitas
- Menambah bahan masukan/referensi mengenai kebenaran teori Six
Sigma.
1.7 Sistematika Penulisan
Sistematika penulisan yang digunakan dalam pelaksanaan penelitian ini
adalah :
BAB I PENDAHULUAN
Pada bab ini berisi tentang latar belakang masalah, perumusan
masalah, tujuan penelitian, manfaat, asumsi, dan sistematika
penulisan.
BAB II TINJAUAN PUSTAKA
Pada bab ini berisi tentang landasan teori-teori yang digunakan
dalam pelaksanaan penelitian sebagai penunjang untuk mengolah
dan menganalisa data-data yang diperoleh secara langsung maupun
tidak langsung yaitu teori tentang six sigma.
BAB III METODE PENELITIAN
Pada bab ini berisi tentang langkah-langkah dalam melakukan
data, identifikasi variabel, dan metode pengolahan data, yang
dilakukan untuk mencapai tujuan dari penelitian selama
pelaksanaan penelitian.
BAB IV HASIL DAN PEMBAHASAN
Pada bab ini berisi tentang data-data yang telah terkumpul,
kemudian diolah dengan menggunakan metode yang digunakan
untuk menyelesaikan masalah yang ada.
BAB V KESIMPULAN DAN SARAN
Pada bab ini merupakan penutup tulisan yang berisi kesimpulan
dan saran mengenai analisa yang telah dilakukan sehingga dapat
memberikan suatu rekomendasi sebagai masukan ataupun
perbaikan bagi pihak perusahaan.
BAB II
TINJAUAN PUSTAKA
2.1 Pengendalian Kualitas
Ada dua segi umum tentang kualitas yaitu kualitas rancangan dan kualitas
kecocokan. Semua barang dan jasa dihasilkan dalam berbagai tingkat kualitas.
Kualitas rancangan adalah istilah teknik terkait dengan perbedaan dalam variasi
tingkat kualitas yang memang disengaja meliputi jenis bahan, daya tahan,
keandalan, misalnya semua mobil mempunyai tujuan dasar memberikan angkutan
yang aman bagi konsumen, tetapi mobil–mobil berbeda dalam ukuran, penentuan,
rupa, dan penampilan. Perbedaan–perbedaan ini adalah hasil perbedaan rancangan
yang disengaja antara jenis–jenis mobil itu, jenis bahan yang digunakan dalam
pembuatan, daya tahan dalam proses pembuatan, keandalan yang diperoleh
melalui pengembangan teknik mesin dan bagian–bagian penggerak, dan
perlengkapan atau alat-alat yang lain. (Montgomery, 1998).
Kualitas kecocokan adalah seberapa baik produk yang sesuai dengan
spesifikasi dan kelonggaran yang diisyaratkan oleh rancangan. Kualitas
kecocokan dipengaruhi oleh banyak faktor, termasuk pemilihan proses
pembuatan, latihan dan pengawasan angkatan kerja, jenis sistem jaminan kualitas
(pengendalian proses, uji, aktivitas pemeriksaan) yang digunakan, seberapa jauh
prosedur jaminan kualitas ini diikuti, dan motivasi angkatan kerja untuk mencapai
kualitas. (Montgomery, 1998).
Pengendalian kualitas didefinisikan sebagai suatu sistem yang terdiri dari
dengan memanfaatkan kombinasi seluruh peralatan dan teknik-teknik, guna
mengendalikan kualitas produk dengan ongkos minimal (Montgomery, 1998).
Dalam istilah “Kendali Kualitas”, mengandung pengertian bahwa “Kualitas”
bukan berarti terbaik di dunia industri kata itu berarti “terbaik dalam memuaskan
kebutuhan pelanggan tertentu” (Montgomery, 1998).
Montgomery mengemukakan 2 hal penting dari kebutuhan konsumen
yaitu fungsi dan harga produk, dua syarat ini tercemin dalam beberapa
kondisi-kondisi produk, diantaranya :
1. Kondisi Spesifikasi dimensi dan karakteristik
2. Umur produk dan keandalan
3. Standar yang relevan
4. Biaya rekayasa, pembuatan dan mutu
5. Pembuatan (persyaratan produksi)
6. Fungsi, pemeliharaan dan pemasangan di lapangan
7. Biaya-biaya operasi dan pemakaian konsumen
Berdasarkan hal diatas jelaslah kualitas tidak hanya berkaitan dengan mutu
teknis produk, tetapi juga nilai ekonomisnya, sehingga kualitas menjadi faktor
dasar keputusan konsumen dalam produk dan jasa.
Tujuan pelaksanaan pengendalian kualitas adalah :
1 Pencapaian kebijaksanaan dan target perusahaan secara effesien
2 Perbaikan hubungan manusia
3 Peningkatan moral karyawan
Dengan mengarahkan pada pencapaian tujuan-tujuan diatas akan terjadi
peningkatan produktivitas dan probabilitas usaha. Secara khusus dapat pula
diungkapkan bahwa tujuan pengendalian kualitas adalah :
1. Memperbaiki kualitas produk yang dihasilkan
2. Penurunan ongkos kualitas secara keseluruhan (Lindsay, 2007)
Kegiatan pengendalian kualitas pada dasarnya terdiri dari 4 langkah yaitu :
1. Menetapkan standar, yaitu standar kualitas biaya, standar kualitas prestasi
kerja, standar kualitas keamanan dan standar kualitas keandalan yang
diperlukan untuk suatu produk
2. Menilai kesesuaian antara produk yang dibuat dengan standar
3. Mengambil tindakan bila diperlukan, yaitu mencari penyebab timbulnya
masalah dan mencari pemecahan masalah
4. Perencanaan peningkatan, berupa pengembangan usaha-usaha yang
continue untuk memperbaiki standar-standar biaya, prestasi keamanan dan keandalan.
Kegiatan pengendalian kualitas yang menunjang tercapainya standar
kualitas tertentu tersebut, melibatkan unsur–unsur manusia, mesin, peralatan,
spesifikasi dan metode pengujian.
Dengan adanya pengendalian diharapkan penyimpangan-penyimpangan
yang muncul dapat dikurangi dan proses dapat diarahkan pada tujuan yang
dicapai. Oleh karena itu fungsi pengendalaian kualitas ini harus dilaksanakan
2.2 Six Sigma
Six Sigma, pertama kali dikembangkan oleh Bill Smith, Vice President Motorola Inc.. (Harry, Mikel J., 1988). Six Sigma, yang dikenal luas sebagai teknik yang memungkinkan suatu perusahaan mencapai kesempurnaan dalam
mutu produk yang dihasilkan, pertama kali dikembangkan sebagai desain praktis
untuk peningkatan proses manufaktur dan mengeliminasi kerusakan (defect),
namun akhirnya diaplikasikan secara luas dalam berbagai tipe perusahaan. Dalam
Six Sigma, defect diartikan sebagai segala keluaran dari proses yang tidak memenuhi spesifikasi pelanggan atau segala hal yang dapat mengakibatkan
keluaran (produk) yang tidak sesuai dengan spesifikasi yang diharapkan.
T
- 1,5 sigma +1,5 sigma
mean
LSL USL
- 6sigma - 3sigma - 2sigma - 1sigma + 1sigma + 2sigma + 3sigma + 6 sigma
Gambar 2.1 Konsep Six sigma Motorola dengan Distribusi Normal bergeser 1,5–Sigma.
Doktrin utama dari Six Sigma, adalah :
Usaha yang terus-menerus untuk mencapai hasil proses yang secara stabil dan
terprediksi (yaitu pengurangan variasi dalam proses) merupakan hal terpenting
dalam kesuksesan bisnis
Manufaktur (proses produksi) dan proses bisnis harus memiliki karakteristik
yang dapat diukur, dianalisis, ditingkatkan dan dikontrol
Pencapaian peningkatan kualitas yang berkelanjutan membutuhkan komitmen
dari seluruh organisasi, utamanya dari Top Manajemen.
Dalam Six Sigma dikenal istilah DPMO (Defect Per Million Opportunities),
yaitu besarnya kemungkinan terjadinya kerusakan (defect) dalam setiap sejuta
kesempatan. Jadi, misalnya suatu perusahaan, seperti Motorola Inc., telah
mencapai level 3,4 DPMO maka dalam setiap 1 juta proses/produk kemungkinan
terjadi 3,4 proses/produk yang cacat. Sehingga jika dibuat rejection rate-nya
sebesar 0,00034% (bandingkan dengan rejection rate industri farmasi rata-rata 5 –
10%). Motorola Inc., mengklaim bahwa dengan melaksakan jurus ini, mereka bisa
menghemat lebih dari US$ 17 juta (About Motorola University.
http://motorola.com/content).
Six Sigma , terbagi menjadi 2 metode, yaitu DMAIC dan DMADV. DMAIC digunakan untuk proyek-proyek yang ditujukan untuk peningkatan pada
perusahaan yang telah exist, dan DMADV digunakan untuk produk baru atau
proses desain.
Define, yaitu penetapan masalah yang juga bisa merupakan keluhan dari
pelanggan, tujuan dari suatu proyek, atau spesifikasi yang diinginkan
Measure, yaitu pengukuran aspek-aspek kunci dari proses yang ada saat ini
dan proses pengumpulan data-data yang relevan
Analysis, yaitu melakukan analisa terhadap data-data yang telah dikumpulkan
untuk dilakukan penyelidikan dan memverifikasi hubungan sebab-akibat (akar
permasalahan).
Improve, yaitu perbaikan atau optimalisasi dari proses yang ada saat ini
berdasarkan analisis data menggunakan teknik-teknik misalnya design
experiment, poka yoke atau pembuktian kesalahan yang selanjutnya menciptakan atau menetapkan standar baru
Control, yaitu pengendalian atau pemantauan terhadap proses atau standar
baru yang telah ditetapkan untuk memastikan bahwa setiap penyimpangan
harus telah dikoreksi sebelum terjadi defect (kerusakan).
Sedangkan DMADV (juga dikenal dengan nama DFSS – Define For Six Sigma)
adalah singkatan dari:
Define, yaitu pemastian bahwa hasil akhir dari desain akan konsisten dengan
keinginan/kebutuhan pelanggan dan strategi perusahaan
Measure, yaitu ukur dan identifikasi hal-hal kritis yang berpengaruh terhadap
kualitas, kapabilitas produk, kapabilitas proses produksi dan resiko
Analysis, yaitu Analisis untuk pengembangan dan desain alternatif, ciptakan
desain dengan level yang tinggi dan evaluasi kapabilitas desain untuk
Design, yaitu detail dari desain, optimasi dan rencanakan verifikasi dari
desain.
Verify, yaitu pemastian desain, set-up, implementasi dari proses produksi dan
sampaikan rancangan tersebut kepada pemilik proses.( Pande, 02)
2.3 DMAIC (Define, measure, analyze, improve, control)
DMAIC merupakan proses untuk peningkatan terus–menerus menuju
target Six Sigma. DMAIC dilakukan secara sistematik, berdasarkan ilmu
pengetahuan dan fakta. Proses ini menghilangkan langkah–langkah proses yang
tidak produktif, sering berfokus pada pengukuran–pengukuran baru, dan
menetapkan teknologi untuk peningkatan kualitas menuju target Six Sigma. (
Gaspersz, 2002).
2.3.1 Define
Define merupakan langkah operasional pertama dalam program
peningkatan kualitas Six Sigma. Pada tahap ini, yang paling penting untuk
dilakukan adalah identifikasi produk dan/atau proses yang akan diperbaiki. Kita
peningkatan kualitas mana yang akan ditangani terlebih dahulu. Pemilihan proyek
terbaik adalah berdasarkan pada identifikasi proyek yang sesuai dengan
kebutuhan, kapabilitas dan tujuan organisasi. Langkah kedua yaitu pernyataan
tujuan proyek harus ditetapkan untuk setiap proyek Six Sigma yang terpilih.
Pernyataan tujuan yang benar adalah apabila mengikuti prinsip SMART sebagai
berikut :
Specific Tujuan proyek peningkatan kualitas Six Sigma harus bersifat spesifik yang dinyatakan dengan tegas. Tim peningkatan
kualitas Six Sigma harus menghindari pernyataan-pernyataan
tujuan yang bersifat umum dan tidak spesifik. Pernyataan tujuan
seyogianya menggunakan kata kerja, seperti : menaikkan,
menurunkan, menghilangkan, dll.
Measurable Tujuan proyek peningkatan kualitas Six Sigma harus dapat diukur menggunakan indikator pengukuran yang tepat guna
mengevaluasi keberhasilan, peninjauan-ulang, dan tindakan
perbaikan diwaktu mendatang. Pengukuran harus mampu
memunculkan fakta-fakta yang di-nyatakan secara kuantitatif
menggunakan angka-angka.
Achievable Tujuan program peningkatan kualitas Six Sigma harus dapat
dicapai melalui usaha-usaha yang menantang
(challenging effort).
Result-oriented Tujuan program peningkatan kualitas Six Sigma harus berfokus pada hasil-hasil berupa pencapaian target-target kualitas yang
per million opportunities), peningkatan kapabilitas proses (cpm;cpmk), dll.
Time-bound Tujuan program peningkatan kualitas Six Sigma harus menetapkan batas waktu pencapaian tujuan itu dan harus dicapai
secara tepat waktu. (Pande,2002)
2.3.2 Measure
Tahap ini merupakan langkah operasional kedua dalam program
peningkatan kualitas Six Sigma. Terdapat 3 hal pokok yang harus dilakukan dalam
tahap Measure, yaitu :
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan.
2. Melakukan pengumpulan data melalui pengukuran yang dapat dilakukan pada
tingkat proses, output dan outcome.
Sebelum melakukan pengukuran, terlebih dahulu kita harus membedakan
apakah data yang diukur itu merupakan data variabel atau data atribut. Data
variabel merupakan data kuantitatif yang diukur menggunakan alat
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel
bersifat continue. Contoh data variabel karakteristik kualitas adalah : diameter
pipa, ketebalan produk kayu lapis, berat semen dalam kantong, konsentrasi
elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi,
diameter, volume.Data atribut merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
adalah : ketiadaan label pada kemasan produk, kesalahan proses administrasi
buku tabungan nasabah, banyaknya jenis cacat pada produk, banyaknya
produk kayu lapis yang cacat karena corelap, dan lain-lain.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses, output,
dan outcome untuk ditetapkan sebagai baseline kinerja (performance baseline)
pada awal proyek Six Sigma. Baseline kinerja dalam proyek Six Sigma
biasanya diterapkan menggunakan satuan pengukuran DPMO dan tingkat
kapabilitas sigma (sigma level). Sesuai dengan konsep pengukuran yang
biasanya diterapkan pada tingkat proses, output dan outcome, maka baseline
kinerja juga dapat ditetapkan pada tingkat proses, output dan outcome.
Pengukuran biasanya dimaksudkan untuk mengetahui sejauh mana output dari
proses dapat memenuhi kebutuhan pelanggan. (Pzydek, 2002)
2.3.3 Analyze
Tahap ini merupakan langkah operasional ketiga dalam program
peningkatan kualitas Six Sigma. Pada tahap ini yang perlu diperhatikan adalah
beberapa hal sebagai berikut :
1. Menentukan kapabilitas/kemampuan dari proses.
Process capability merupakan suatu ukuran kinerja kritis yang menunjukkan proses mampu menghasilkan sesuai dengan spesifikasi
produk yang telah ditetapkan oleh manajemen berdasarkan kebutuhan dan
ekspektasi pelanggan.
Keberhasilan implementasi program peningkatan kualitas Six Sigma
produk menuju tingkat kegagalan nol. Kemampuan proses didefinisikan
sebagai “ukuran statistik dari variansi yang inheren pada suatu peristiwa
tertentu dalam proses yang stabil.”
Cpm =
Dimana : Cpm = indeks kapabilitas proses (Process Capability Indeks)
USL = batas spesifikasi atas (Upper Specification Limit)
LSL = batas spesifikasi bawah (Lower Specification Limit)
T = target
s = standart deviasi
x = arithmetic mean
Kriteria penilaian indeks kapabilitas proses sebagai berikut :
Cpm > 2,00 : maka proses dianggap mampu (capable)
Cpm = 1,00 – 1,99 : maka proses dianggap mampu namun perlu upaya
upaya giat untuk peningkatan kualitas menuju
target perusahaan berkelas dunia.
Cpm < 1,00 : maka proses dianggap tidak mampu (not capable)
Semakin tinggi Cpm menunjukkan bahwa output proses itu semakin
mendekati nilai spesifikasi target kualitas yang diinginkan pelanggan.
Menurut (Gasperz, 2002) bahwa analisis kapabilitas proses Cpm dan
Cpk tidak dapat diterapkan pada data atribut karena data tersebut
mengikuti pola distribusi binomium. Data atribut sering berbentuk kategori
2. Mengidentifikasi sumber–sumber dan akar penyebab kecacatan atau
kegagalan. Untuk mengidentifikasi sumber-sumber penyebab kegagalan,
dapat menggunakan Fishbone diagram (cause andeffect diagram). Dengan
analisa cause and effect, manajemen dapat memulai dengan akibat sebuah
masalah, atau dalam beberapa kasus, merupakan akibat atau hasil yang
diinginkan dan membuat daftar terstruktur dari penyebab potensial.
Setelah akar-akar penyebab dari masalah yang ditemukan, dimasukkan ke
dalam cause and effect diagram yang telah mengkategorikan
sumber-sumber penyebab berdasarkan prinsip 7M, yaitu :
1) Manpower ( tenaga kerja ). 2) Machines ( mesin-mesin ). 3) Methods ( metode kerja ).
4) Material ( bahan baku dan bahan penolong ).
5) Media (surat kabar). 6) Motivation ( motivasi ). 7) Money ( keuangan ).
( Pzydek, 2002 )
2.3.4 Improve
Tahap Improve merupakan langkah operasional keempat dalam program
peningkatan kualitas Six Sigma. Langkah ini dilakukan setelah sumber–sumber
dan akar penyebab dari masalah kualitas teridentifikasi. Pada tahap ini ditetapkan
Sigma. Tool yang digunakan untuk tahap improve ini adalah FMEA (Failure Mode and Effect Analysis).
Pada tahap ini tim peningkatan kualitas Six Sigma harus memutuskan apa
yang harus dicapai serta alasan kegunaan rencana tindakan itu harus dilakukan,
dimana rencana tindakan itu akan dilakukan, bilamana rencana tindakan itu akan
dilakukan, siapa yang akan menjadi penanggung jawab dari rencana tindakan itu,
bagaimana melaksanakan, dan berapa besar biaya untuk melaksanakan serta
manfaat positif yang diterima dari implementasi rencana tindakan itu.(Gasper,
2002)
2.3.5 Control
Tahap ini merupakan langkah operasional kelima dalam program
peningkatan kualitas Six Sigma. Pada tahap ini hasil–hasil peningkatan kualitas di
dokumentasikan dan disebarluaskan, praktek–praktek terbaik yang sukses dalam
peningkatan proses standardisasikan dan disebarluaskan, prosedur–prosedur
didokumentasikan dan dijadikan pedoman kerja standard, serta kepemilikan atau
tanggung jawab ditransfer dari tim Six Sigma kepada pemilik atau penanggung
jawab, yang berarti proyek Six Sigma berakhir pada tahap ini.
Tujuan dari standardisasi adalah menstandardisasikan sistem kualitas
Six Sigma yang telah terbukti menjadi terbaik dalam bisnis kelas dunia.
Hasil–hasil yang memuaskan dari proyek peningkatan kualitas Six Sigma harus
distandardisasikan, dan selanjutnya dilakukan peningkatan terus–menerus pada
jenis masalah yang lain melalui proyek–proyek Six Sigma yang lain mengikuti
2.4 CTQ (critical to quality)
CTQ merupakan karakteristik kualitas yang mempengaruhi kepuasan
pelanggan terhadap suatu produk. CTQ dapat diklasifikasi kedalam tiga kategori,
seperti yang disarankan oleh professor dari jepang, Noriaki Kano:
1. Penyebab ketidak puasan : sesuatu yang diharapkan didalam suatu produk atau
jasa. Pada sebuah mobil, radio, pemanas, dan fitur-fitur keselamatan yang
penting merupakan beberapa contoh yang tidak diminta langsung oleh
pelanggan tetapi diharapkan ada di dalam produk tersebut. Jika fitur-fitur ini
tidak ada, maka pelanggan akan merasa tidak puas.
2. Penyebab kepuasan : sesuatu yang diinginkan oleh pelanggan. Banyak
pembeli mobil menginginkan atap mobil, jendela otomatis, atau rem antikunci.
Meskipun kebutuhan-kebutuhan ini tidak diminta oleh pelanggan. Memenuhi
kebutuhan ini akan menciptakan kepuasan.
3. Pembuat senang : fitur baru atau otomatis yang tidak diharapkan pelanggan.
Adanya fitur yang tidak diharapkan, seperti tombol prakiraan cuaca di radio
atau kontrol audio khusus di kursi belakang yang terpisah yang memberi
kesempatan pada anak-anak untuk mendengarkan music yang berbeda dari
orang tua mereka, menghasilkan persepsi kualitas yang lebih tinggi. (Pzydek,
2002).
Defect adalah kegagalan untuk memberikan apa yang diinginkan oleh
pelanggan. Sedangkan Defects per Opportunity (DPO) merupakan ukuran
kegagalan yang dihitung dalam program peningkatan kualitas Six Sigma, yang
menunjukkan banyaknya cacat atau kegagalan per satu kesempatan. Dihitung
menggunakan formula DPO = banyaknya cacat atau kegagalan yang ditemukan
dibagi dengan (banyaknya unit yang diperiksa dikalikan banyaknya CTQ
potensial yang menyebabkan cacat atau kegagalan itu). Besaran DPO ini, apabila
dikalikan dengan konstanta 1.000.000, akan menjadi ukuran Defect Per Million
Opportunities (DPMO).
Defects Per Million Opportunities (DPMO) merupakan ukuran kegagalan
dalam program peningkatan Six Sigma , yang menunjukkan kegagalan per satu
juta kesempatan. Target dari pengendalian kualitas Six Sigma Motorola, sebesar
3,4 DPMO seharusnya tidak diinterpretasikan sebagai 3,4 unit output yang cacat
dari sejuta unit output yang diproduksi, tetapi diinterpretasikan sebagai dalam satu
unit produk tunggal terdapat rata–rata kesempatan untuk gagal dari suatu
karakteristik CTQ adalah hanya 3,4 kegagalan per satu juta kesempatan.
Saat ini pihak Motorola telah membuat gambaran kapabilitas sebuah proses dalam
perbandingan antara sigma dan DPMO yang ditunjukkan di tabel 2.1
Tabel 2.1 Tabel konversi Sigma Motorola
Presentase yang
memenuhi spesifikasi DPMO Sigma
99,98 %
(Sumber : Gasperz, V., 2002)
Keterangan :
- Pada nilai DPMO sebesar 690.000 unit maka level sigmanya dikategorikan
berada pada 1 sigma dengan prosentase sebesar 30,9 %
- Pada nilai DPMO sebesar 308.000 unit maka level sigmanya dikategorikan
berada pada 2 sigma dengan prosentase sebesar 69,2 %
- Pada nilai DPMO sebesar 66.800 unit maka level sigmanya dikategorikan
berada pada 3 sigma dengan prosentase sebesar 93,3 %
- Pada nilai DPMO sebesar 6.210 unit maka level sigmanya dikategorikan
berada pada 4 sigma dengan prosentase sebesar 99,4 %
- Pada nilai DPMO sebesar 320 unit maka level sigmanya dikategorikan
berada pada 5 sigma dengan prosentase sebesar 99,98 %
- Pada nilai DPMO sebesar 3,4 unit maka level sigmanya dikategorikan
berada pada 6 sigma dengan prosentase sebesar 99,9997 %
2.6 Kapabilitas Proses (Process Capability)
Kapabilitas proses adalah kemampuan proses untuk memproduksi atau
menyerahkan output sesuai dengan ekspektasi dan kebutuhan pelanggan.
Keberhasilan implementasi program peningkatan kualitas Six Sigma ditunjukkan
melalui peningkatan kapabilitas proses dalam menghasilkan produk menuju
kapabilitas proses menjadi sangat penting untuk dipahami dalam implementasi
program Six Sigma.
Dalam konteks pengendalian proses statistikal dikenal dua jenis data, yaitu :
1 Data Attribut (Attributes Data) merupakan data kualitatif yang dihitung
menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan
analisis. Data attribut bersifat diskrit. Contoh data attribut karakteristik
kualitas adalah : ketiadaan label pada kemasan produk, kesalahan proses
administrasi buku tabungan nasabah, banyaknya jenis cacat karena corelap,
dana lain-lain. Data attribut biasanya diperoleh dalam bentuk unit-unit
nonkonformans/ketidaksesuaian atau cacat/kegagalan terhadap spesifikasi
kualitas yang ditetapkan.
2 Data Variabel (Variables Data) merupakan data kuantitatif yang diukur
menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan
analisis. Data variabel bersifat kontinyu. Contoh data variabel karakteristik
kualitas adalah ; diameter pipa, ketebalan produk kayu lapis, berat semen
dalam kantong, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat,
panjang, lebar, tinggi, diameter, volume merupakan data variabel. (Pzydek,
2002).
2.6.1 Penentuan Kapabilitas Proses Untuk Data Attribut
Berikut ini akan dibahas tentang teknik memperkirakan kapabilitas proses
melalui perhitungan-bukan pengukuran langsung). Pada umumnya data atribut
hanya memiliki dua nilai yang berkaitan dengan YA atau TIDAK.
Menurut (Gaspersz, 2002) Langkah-langkahnya :
1. Proses apa yang ingin anda tahu ?
2. Berapa banyak unit yang dikerjakan melalui proses?
3. Berapa banyak unit transaksi yang gagal
4. Hitung tingkat cacat berdasarkan langkah 3
(langkah 3) / (langkah 2)
5. Tentukan banyaknya CTQ potensial yang dapat mengakibatkan cacat
Banyaknya karakteristik CTQ
6. Hitung peluang tingkat cacat per karakteristik CTQ
(langkah 4) / (langkah 5)
7. Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
(langkah 6) x 1.000.000
8. Konversi DPMO (langkah 7) ke dalam nilai sigma
9. Buat kesimpulan
DPO = Banyaknya cacat atau kegagalan yang ditemukan
(Banyaknya unit yang diperiksa x banyaknya kegagalan)
DPMO = DPO x 1.000.000
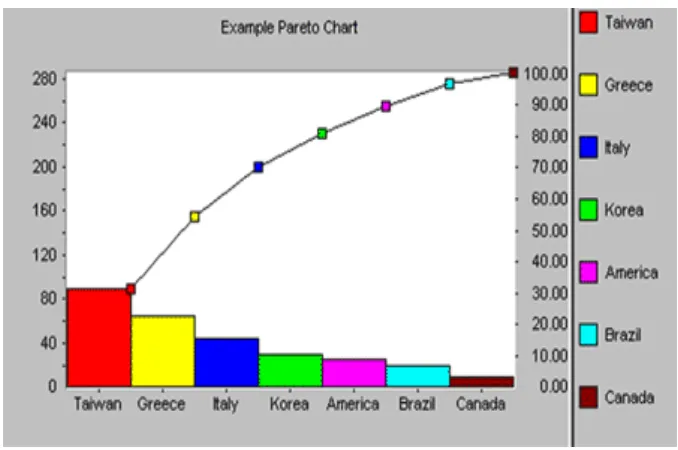
Analisis pareto adalah proses dalam mempersingkat kesempatan untuk
menentukan yang mana dari kesempatan potensial yang banyak harus dikejar
lebih dahulu. Ini juga dikenal sebagai “memisahkan sedikit yang penting dari
banyak yang sepele”. Dengan bentuknya yang seperti batang, diagram pareto
dapat membantu untuk mengidentifikasikan kejadian-kejadian atau penyebab
masalah yang paling umum. Diagram pareto hanya digunakan pada data yang
bersifat diskrit, tujuannya adalah mempermudah pihak perbaikan kualitas untuk
menentukan jenis-jenis kesalahan manakah yang harus menjadi prioritas utama
perbaikan dalam upaya untuk peningkatan kualitas.
Analisis pareto harus digunakan pada berbagai tahap dalam suatu program
peningkatan kualitas untuk menentukan langkah mana yang diambil berikutnya.
Analisis pareto digunakan untuk menjawab pertanyaan seperti”departemen apa
yang harus memiliki tim SPC berikutnya?” atau “pada jenis kerusakan apa kita
seharusnya mengkonsentrasikan usaha kita?” (pyzdek, 2002)
Sedangkan menurut (Gaspersz, 2002) pareto adalah grafik batang yang
menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang
paling banyak terjadi ditunjukkan oleh grafik batang pertama yang tertinggi serta
ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah yang paling
sedikit terjadi ditunjukkan oleh grafik batang terakhir yang terendah serta
ditempatkan pada sisi paling kanan.
Pada dasarnya diagram pareto dapat dipergunakan sebagai alat interpretasi
untuk :
Menentukan frekuensi relative dan urutan pentingnya masalah-masalah atau
Memfokuskan perhatian pada isu-isu kritis dan penting melalui membuat
rangking terhadap masalah-masalah atau penyebab dari masalah itu dalam
bentuk yang signifikan.
Gambar 2.3 Contoh Pareto
(Sumber : www.google.com)
Langkah-langkah pembuatannya :
1. Menentukan masalah apa yang akan diteliti.
2. Membuat suatu ringkasan daftar atau table yang mencatat frekuensi kejadian
dari masalah yang telah diteliti dengan lembar periksa.
3. Membuat daftar masalah secara berurut berdasarkan frekuensi kejadian dari
yang tertinggi ke yang terendah.
4. Menggambar 2 buah garis vertikal dan garis horizontal.
7. Memutuskan untuk mengambil tindakan peningkatan atas penyebab utama
dari masalah yang sedang terjadi.
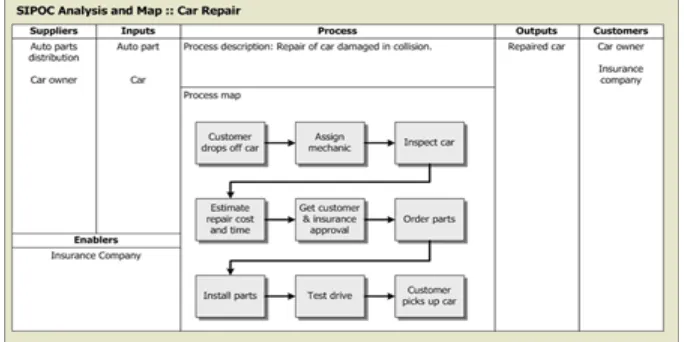
2.8 Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
SIPOC (Supplier, Input, Process, Output, Costumer) digunakan untuk
menunjukkan aktivitas mayor, atau subproses dalam sebuah proses bisnis,
bersama-sama dengan kerangka kerja dari proses, yang disajikan dalam Supplier,
Input, Process, Output, Costumer. Dalam mendefinisikan proses-proses kunci beserta pelanggan yang terlibat dalam suatu proses yang dievaluasi dapat didekati
dengan model SIPOC (supplier-Inputs- Process- Output-Costumer). Model
SIPOC adalah paling banyak digunakan manajemen dalam peningkatan proses.
Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas,
yaitu: (Gasperz,2002)
Suppliers adalah orang atau kelompok orang yang memberikan informasi
kunci, material, atau sumber daya lain kepada proses. Jika suatu proses terdiri
dari beberapa sub proses, maka sub proses sebelumnya dapat dianggap sebgai
petunjuk pemasok internal (internal suppliers).
Inputs adalah segala sesuatu yang diberikan oleh pemasok (suppliers) kepada
proses.
Process adalah sekumpulan langkah yang mentransformasi-dan secara ideal
menambah nilai kepada inputs (proses trnasformasi nilai tambah kepada
Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri
manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi
(final product). Termasuk kedalam outputs adalah informasi-informasi kunci dari proses.
Customers adalah orang atau kelompok orang, atau sub proses yang menerima
outputs. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses
sesudahnya dapat dianggap sebagai pelanggan internal (internal customers).
Gambar 2.4 Contoh Diagram SIPOC
(Sumber : www.google.com)
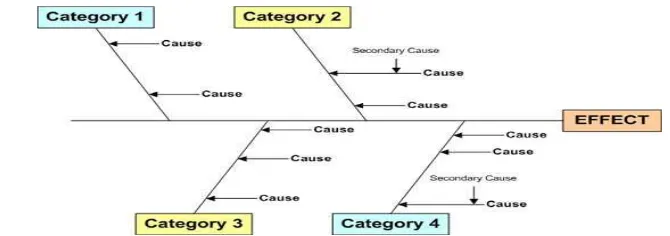
2.9 Diagram Sebab-Akibat
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan
antara sebab dan akibat. Berkaitan dengan pengendalian proses statistikal,
diagram sebab-akibat dipergunakan untuk menunjukkan factor-faktor penyebab
(sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor
penyebab itu. Diagram sebab-akibat ini sering juga disebut diagram tulang ikan
ishikawa (ishikawa’s diagram) karena pertama kali diperkenalkan oleh prof.
Kaoru Ishikawa dari Universitas Tokyo pada tahun 1943.(gaspersz,2002)
Pada dasarnya diagram sebab-akibat dapat dipergunakan untuk kebutuhan
berikut:
Membantu mengidentifikasi akar penyebab dari suatu masalah
Membantu membangkitkan ide-ide untuk solusi suatu masalah
Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Langkah-langkah dalam pembuatan diagram sebab-akibat dapat
dikemukakan sebagai berikut :
Mulai dengan pernyataan masalah-masalah utama yang penting dan mendesak
untuk diselesaikan.
Tuliskan pernyataan masalah itu pada kepala ikan, yang merupakan akibat
(effect). Tuliskan pada sisi sebelah kanan dari kertas , kemudian gambarkan tulang belakang dari kiri ke kanan dan tempatkan pernyataan masalah itu
dalam kotak.
Tuliskan faktor-faktor penyebab utama yang mempengaruhi masalah kualitas
sebagai tulang besar, juga ditempatkan dalam kotak. Faktor-faktor penyebab
atau kategori-kategori utama dapat dikembangkan melalui stratifikasi ke
dalam pengelompokan dari faktor-faktor; manusia, mesin, peralatan, material,
metode, lingkungan, dll, atau stratifikasi melalui langkah-langkah actual
dalam proses. Faktor-faktor penyebab atau kategori-kategori dapat
Tuliskan penyebab sekunder yang mempengaruhi
penyebab-penyebab utama, serta penyebab-penyebab-penyebab-penyebab sekunder itu dinyatakan sebagai
tulang berukuran sedang.
Tuliskan penyebab-penyebab tersier yang mempengaruhi penyebab-penyebab
sekunder, serta penyebab-penyebab tersier itu dinyatakan sebagai tulang
berukuran kecil.
Tentukan item-item yang penting dari setiap faktor dan tandailah faktor-faktor
penting tertentu yang kelihatannya memiliki pengaruh nyata terhadap
karakteristik kualitas.
Catatlah informasi yang perlu di dalam diagram sebab-akibat itu.
Gambar 2.5 Contoh Fish bone chart
(Sumber : www.google.com)
2.10 Failure Mode and Effect Analyze (FMEA)
FMEA adalah sekumpulan petunjuk, sebuah proses, dan form untuk
mengidentifikasi dan mendahulukan masalah-masalah potensial (kegagalan).
Dengan mendasarkan aktifitas pada FMEA, seorang manajer, tim perbaikan, atau
pemilik proses dapat memfokuskan enerji dan sumber daya pada pencegahan,
monitoring, dan rencana-rencana tanggapan yang paling mungkin untuk
Langkah – langkah proses implementasi FMEA adalah sebagai berikut :
Tetapkan dan gambarkan proses yang akan dianalisa (tahapan define dari
DMAIC)
Tetapkan keseriusan nilai (dengan Brainstorming) untuk :
1. Keseriusan (severity) akibat kesalahan terhadap proses lokal, proses
lanjutan dan konsumen
2. Tingkat keseringan terjadinya suatu kesalahan (occurance) karena
penyebab potensial
3. Cara mendeteksi kesalahan akibat penyebab potensial muncul (detection)
(tahapan measure dari DMAIC)
Brainstorming kesalahan dari tiap tahapan proses, potensial causes dan
alat deteksi kesalahan yang ada (tahapan Analyze dari DMAIC)
Masukan kriteria nilai yang sesuai untuk masing – masing akibat atau
efek kesalahan, penyebab potensial dan alat kontrol
Dapatkan RPN (Risk Potensial Number) dengan menganalisa S.O.D
(Severity, Occurance, Detection)
Rumus RPN = Severity x Occurance x Detection
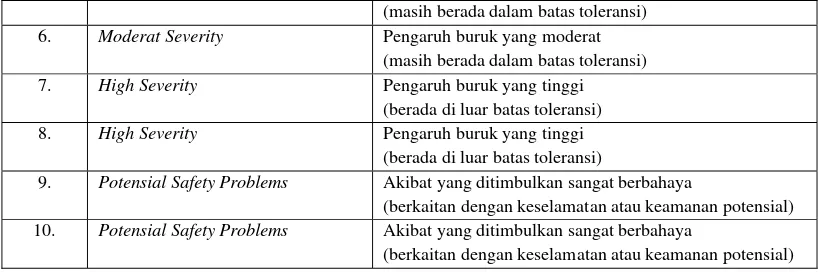
Severity menunjukkan nilai keseriusan masalah yang timbul pada proses
setempat, proses selanjutnya dan end user. Adapun nilai – nilai yang
menggambarkan severity bisa diinterpretasikan seperti pada tabel 2.2
Tabel 2.2 Severity
Rating Kriteria Deskripsi
1. Negligigible Severity Pengaruh buruk yang dapat diabaikan
2. Mild Severity Pengaruh buruk yang ringan atau sedikit
3. Mild Severity Pengaruh buruk yang ringan atau sedikit
4. Moderat Severity Pengaruh buruk yang moderat
(masih berada dalam batas toleransi)
(masih berada dalam batas toleransi)
6. Moderat Severity Pengaruh buruk yang moderat
(masih berada dalam batas toleransi)
7. High Severity Pengaruh buruk yang tinggi
(berada di luar batas toleransi)
8. High Severity Pengaruh buruk yang tinggi
(berada di luar batas toleransi)
9. Potensial Safety Problems Akibat yang ditimbulkan sangat berbahaya
(berkaitan dengan keselamatan atau keamanan potensial)
10. Potensial Safety Problems Akibat yang ditimbulkan sangat berbahaya
(berkaitan dengan keselamatan atau keamanan potensial)
Occurrence menunjukkan nilai keseringan suatu masalah yang terjadi karena
potential cause. Adapun nilai – niali yang menggambarkan occurrence bisa diinterpretasikan seperti pada tabel 2.3
Tabel 2.3 Occurrence
Rating Tingkat kegagalan Deskripsi
1. 1 dalam 1.000.000 Tidak mungkin bahwa penyebab ini yang
mengekibatkan mode kegagalan
2. 1 dalam 20.000 Kegagalan akan jarang terjadi
3. 1 dalam 4.000 Kegagalan akan jarang terjadi
4. 1 dalam 1.000 Kegagalan agak mungkin terjadi
5. 1 dalam 400 Kegagalan agak mungkin terjadi
6. 1 dalam 80 Kegagalan agak mungkin terjadi
7. 1 dalam 40 Kegagalan adalah sangat mungkin terjadi
8. 1 dalam 20 Kegagalan adalah sangat mungkin terjadi
9. 1 dalam 8 Hampir dapat dipastikan bahwa kegagalan akan terjadi
10. 1 dalam 2 Hampir dapat dipastikan bahwa kegagalan akan terjadi
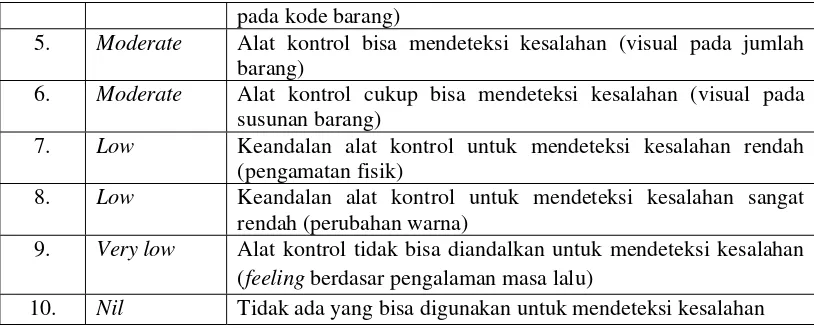
Detection merupakan alat kontrol yang digunakan untuk mendeteksi potential cause. Adapun nilai – nilai yang menggambarkan detection bisa diinterpretasikan seperti pada tabel 2.4
Tabel 2.4 Detection
Rating Degree Deskripsi
1. Very high Secara otomatis proses bisa mendeteksi kesalahan yang terjadi
2. Very high Hampir semua kesalahan bisa dideteksi oleh alat kontrol (visual
pada bentuk barang dan ada doublechecking)
3. High Alat kontrol cukup awal untuk mendeteksi kesalahan (visual
pada kode barang)
5. Moderate Alat kontrol bisa mendeteksi kesalahan (visual pada jumlah
barang)
6. Moderate Alat kontrol cukup bisa mendeteksi kesalahan (visual pada
susunan barang)
7. Low Keandalan alat kontrol untuk mendeteksi kesalahan rendah
(pengamatan fisik)
8. Low Keandalan alat kontrol untuk mendeteksi kesalahan sangat
rendah (perubahan warna)
9. Very low Alat kontrol tidak bisa diandalkan untuk mendeteksi kesalahan
(feeling berdasar pengalaman masa lalu)
10. Nil Tidak ada yang bisa digunakan untuk mendeteksi kesalahan
Pusatkan perhatian pada RPN yang tertinggi dan lakukan perbaikan pada
potential cause-nya atau alat kontrolnya atau bahkan pada efeknya. (tahapan
improve pada DMAIC)
Tetapkan implementasi action plan (tahapan improve pada DMAIC)
Ukur perubahan RPN yang terjadi (tahapan control pada DMAIC)
Jika RPN-nya (baru) masih lebih besar RPN tertinggi terdahulu, maka kembali
ke tahapan Brainstorming hingga nilai RPN-nya turun.
Pada tabel 2.5 diberikan contoh penggunaan nilai RPN.
Tabel 2.5Contoh penggunaan nilai Risk Priority Number (RPN)
S O D RPN Artinya
8 8 1 64 Sering terjadi dan cukup serius akibatnya meskipun ada
alat control otomatis untuk memberitahukan kesalahan proses yang terjadi
8 1 9 72 Jarang terjadi dan cukup serius akibatnya dan alat control
yang ada belum bisa diandalkan untuk memberitahukan kesalahan proses yang terjadi
1 8 9 72 Sering terjadi dan akibat yang ditimbulkan tidak serius dan
alat control yang ada belum bisa diandalkan untuk memberitahukan kesalahan proses yang terjadi
Brainstorming membantu membangkitkan ide-ide alternative dan persepsi
dalam suatu tim kerja sama (teamwork) yang bersifat terbuka dan bebas (tidak
malu-malu). Brainstorming dapat digunakan berkaitan dengan hal-hal berikut:
(gaspersz,2002)
Menentukan penyebab yang mungkin dari masalah-masalah dalam proses atau
solusi terhadap masalah masalah itu.
Memutuskan masalah apa (atau kesempatan peningkatan apa) yang perlu
diselesaikan.
Anggota tim merasa bebas untuk berbicara dan menyumbangkan ide-ide
kreatif mereka.
Menginginkan untuk menjaring sejumlah besar persepsi alternatif
Kreatifitas merupakan outcome yang diinginkan.
Fasilitator dapat secara efektif mengelola tim kerja sama itu.
( Gasper, 2001)
Untuk dapat melaksanakan brainstorming, dapat mengikuti langkah-langkah
berikut :
Menyatakan pertanyaan masalah secara jelas
Semua anggota dari kelompok harus berpikir dan membuat catatan-catatan.
Setiap ide atau respon yang diberikan oleh anggota kelompok tidak boleh
dikritik atau diberi komentar.
Setiap ide atau respon dari anggota kelompok dicatat tanpa memberikan
komentar.
Setiap anggota kelompok diminta memberikan ide atau respon, tidak boleh
Setiap anggota kelompok menyiapkan suatu rangking dari ide-ide atau respon
yang diterima itu.
Rangking individual terhadap ide-ide atau respon tersebut kemudian
diperbandingkan.
Memperioritaskan untuk memilih ide-ide terbaik dari berbagai ide atau respon
yang dikemukakan itu.
2.12 Sepeda
Sepeda adalah kendaraan roda dua paling sederhana, murah, mudah di
operasikan dan ramah lingkungan karena sepeda di gerakkan oleh tenaga manusia
dengan mengayuhkan kaki pada pedal. Ada beberapa macam jenis sepeda yaitu
mountain bike, kids bike, road bike dll. Jenis-jenis sepeda tersebut dapat dikembangkan lagi, sehingga dari satu sepeda akan memiliki beberapa macam
model, misalkan sepeda gunung.
Sepeda gunung (MTB) mempunyai banyak tipe dan tipe-tipe tersebut tidak
sama antar merek. Sepeda MTB digolongkan menjadi 2 tipe yakni hard tail (ht)
dan full suspension (fs).
1. Hard tail
Disebut hard tail karena memang ekornya keras dan tanpa adanya shock dan
pada umumnya hard tail di pergunakan untuk dirtjump (melompat-lompat
melewati rintangan) dan free ride.
2. Full suspension
Sepeda full suspension memiliki rear shock sehingga bisa terasa lembut dan
2.12.1 Bahan Baku Sepeda
Bahan baku yang di gunakan dalm proses produksi sepeda adalah berupa
pipa dan plat yang nantinya akan di proses lebih lanjut menjadi komponen
komponen sepeda dan kemudian komponen tersebut akan di rakit menjadi sebuah
sepeda.
Bahan baku yang di gunakan oleh PT. Roda Lancar Abadi masih
menggunakan produk dalam negeri, sehingga harga bahan baku 40% lebih mahal
dari pada harga bahan baku yang di keluarkan oleh Negara RRC, yang berakibat
harga jual sepeda buatan Indonesia menjadi lebih mahal.
2.12.2 Proses Produksi Sepeda
Menurut PT. Roda Lancar Abadi menggunakan 3 proses untuk membuat
geometri (bentuk dan ukuran) dari suatu bahan menjadi sepeda yang di
kelompokkan menjadi beberapa dasar proses pembuatan (proses manufaktur),
yaitu :
1. Proses permesinan
Proses pemotongan logam disebut sebagai proses permesinan karena proses
pembuatannya dengan cara membuang material yang tidak diinginkan pada
benda kerja, sehingga di peroleh produk akhir dengan bentuk, ukuran yang
diinginkan.
2. Proses pembentukan logam
Proses pembentukan logam adalah proses melakukan perubahan bentuk pada
benda kerja dengan cara memberikan gaya luar sehingga terjadi deformasi
3. Proses pengelasan
Proses pengelasan adalah proses dimana melakukan penyambungan dua
bagian logam dengan cara pencairan dan pembekuan pada daerah yang akan di
sambung.
Setelah proses pembentukan geometri, proses selanjutnya adalah
4. Proses pengecatan dan pengeringan
5. Proses perakitan
6. Proses pengepakan
2.13 Penelitian Pendahulu
Sebagai komparasi untuk penelitian yang terkait maka dicantumkan pula
judul, pembahasan, dan kesimpulan dari penelitian pendahulu
Judul : ANALISIS PENINGKATAN KUALITAS DENGAN METODE
DMAIC (DEFINE, MEASURE, ANALYZE, IMPROVE, AND
CONTROL) TERHADAP PROSESPERAKITAN SEPEDA MOTOR
Oleh : FIRMAN VERDI SANTOSO
http://library.gunadarma.ac.id/abstraction_30499334-skripsi_fti.pdf
Asbtrak : Peningkatan yang signifikan terjadi tidak hanya dalam hal teknologi
yang digunakan tetapi juga dari sisi kualitas produk atau jasa yang dihasilkan.
Akibatnya, setiap perusahaan baik yang bergerak dibidang manufaktur
maupun yang bergerak dibidang non-manufaktur saling bersaing untuk
menjadi yang terbaik dimata para pelanggan (customer). Penulisan ini
membahas usulan peningkatan kualitas dengan menggunakan Metode
tipe �xyz� pada PT. XYZ sebagai proses yang berpengaruh terhadap adanya
ketidakpuasan konsumen akan produk dari PT. XYZ. Berdasarkan tabel
konversi Six Sigma, nilai DPMO = 225086 berada pada tingkat 2,255 sigma
dengan kapabilitas proses sebesar 0,0997 untuk periode Juli-Agustus 2003.
Tahap perbaikan (improve) difokuskan kepada rear fender miring sebagai
cacat terbesar dengan prosentase 34% dari seluruh jenis cacat dengan terlebih
dahulu dianalisis dengan menggunakan diagram tulang ikan (fishbone) pada
tahap analisis. Dan Tahap pengendalian difokuskan pada faktor metode, faktor
BAB III
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di PT Roda Lancar Abadi yang beralamatkan
di Jalan Raya Sadang no-14 Kletek Sukodono Sidoarjo. Waktu pengambilan data
dilakukan pada bulan juli 2011 s/d data yang dibutuhkan terpenuhi.
3.2 Identifikasi dan Definisi Operasional Variabel 3.2.1 Identifikasi Variabel
Identifikasi variabel berada di tahap Define, tahap ini merupakan awal dari
siklus DMAIC pada pola berpikir Six Sigma. Dimana variabel yang ditentukan
adalah sebagai berikut:
1. Variabel Bebas
Variabel yang mempengaruhi variabel lain dalam penelitian (variabel terikat).
Dalam penelitian ini variabel yang dimaksud antara lain:
Pengelasan yang tidak rata sehingga menimbulkan benjolan di luar
Hasil las tidak presisi dan tidak center
Pemotongan pipa yang tidak rata
Pipa pecah dalam mesin penekuk pipa
Pengecatan yang tidak sempurna
2. Variabel Terikat
Variabel yang nilainya tergantung dari variasi perubahan variabel bebas.
Nilai DPMO dan level Sigma
3.2.2 Definisi Operasional Variabel
1. Variabel Bebas
Pengelasan yang tidak rata sehingga menimbulkan benjolan di luar
Yaitu proses punyambungan dua logam disertai dengan busur nyala
api,yang dimana hal ini disebabkan karena kondisi benda kerja yang
kurang bersih dan kurangnya keahlian yang dimiliki pegawai.
Hasil las tidak presisi dan tidak center
Yaitu hasil penyambungan dua logam yang disertai dengan busur nyala
api,yang dimana produk yang dihasilkan tidak sesuai dengan tingkat
kemiringan yang sudah di tentukan.
Pemotongan pipa yang tidak rata
Yaitu pemotongan pipa yang tidak rata pada ujung-ujungnya sehingga
sering menimbulkan hasil pemotongan yang serong
Pipa pecah dalam mesin penekuk pipa
Yaitu proses pembentukan pipa dengan menggunakan mesin penekuk
pipa, akibat dari penekanan yang berlebihan oleh operator.Sehingga pipa
yang di bentuk pecah.
Pengecatan yang tidak sempurna
Yaitu proses pewarnaan pada pipa yang tidak rata sehingga masih terjadi
pipa yang tidak terselimuti oleh cat yang dapat mengakibatkan korosi
pada pipa.
2. Variabel Terikat
Yaitu Nilai yang dicapai dalam perhitungan defect (cacat) dalam satu juta
produk yang kemudian akan dikonversikan dengan ukuran-ukuran Six
sigma dimana nilai itu berada.
3.3 Metode Pengumpulan Data
Metode pengumpulan data yang digunakan untuk bahan penelitian ialah
menggunakan data sekunder yaitu :
Data yang diperoleh dari data bagian produksi yang sudah berbentuk arsip
di PT.Roda Lancar Abadi. Yaitu data hasil produksi, data kecacatan produk.
Teknik-teknik yang digunakan dalam pengumpulan data dilapangan adalah :
1. Observasi
Pengumpulan data yang dilakukan secara pengamatan langsung di lapangan.
2. Interview
Pengumpulan data dilakukan dengan melakukan tanya jawab pada karyawan
bagian produksi, data yang terkumpul kemudian diolah berdasarkan
teori-teori yang mempunyai maksud dan tujuan seperti yang telah ditetapkan.
3.4 Metode Pengolahan Data
Metode pengolahan data yang dilakukan adalah berdasarkan siklus
DMAIC (define, measure, analyze, improve, control) yang dijelaskan sebagai
berikut:
1. Define
Menentukan obyek penelitian dan membuat Diagram SIPOC (supplier,
2. Measure
Menentukan CTQ dari obyek yang telah ditentukan dan mengukur
baseline kinerja dalam DPMO dan level Sigma.
DPO =
DPMO = DPO x 1.000.000
Untuk level sigma dapat dilihat pada tabel konversi sigma
3. Analyze
Menganalisa hasil dari DPMO dan Nilai sigma.Menganalisa penyebab
terjadinya cacat terbesar dengan brainstorming untuk menentukan fishbone
diagram
4. Improve
Memberikan usulan perbaikan dari potensial cacat sekaligus prioritas
perbaikan dengan menggunakan FMEA (Failure Mode and Effect Analyze).
5. Control
Memantau dan menjaga hasil dari perbaikan yang telah dilakukan, tapi
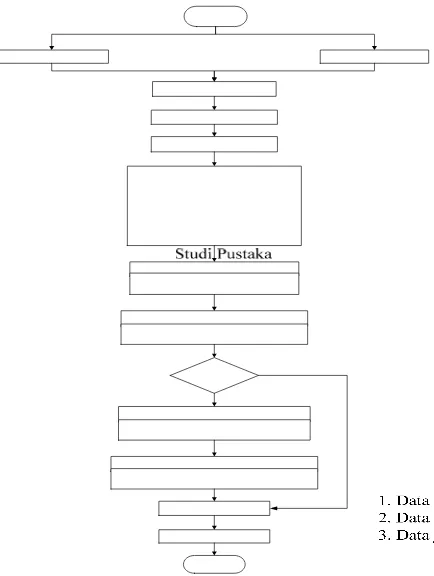
3.5 Langkah-Langkah Pemecahan Masalah
Langkah-langkah pemecahan masalah ada pada gambar 3.1 berikut ini:
Penjelasan langkah-langkah Pemecahan Masalah :
1. Mulai
Penelitian mulai dilakukan.
2. Studi Pustaka
Studi pustaka merupakan tahap penelusuran referensi, yang bersumber dari
buku, jurnal, maupun penelitian yang telah ada sebelumnya.
3. Studi Lapangan
Studi lapangan merupakan tahap penelusuran informasi awal dari PT. Roda
Lancar Abadi
4. Perumusan masalah
Yaitu langkah penggabungan informasi dari studi lapangan dan studi pustaka
untuk merumuskan masalah.
5. Tujuan penelitian
Yaitu perencanaan hasil yang ingin diketahui.
6. Identifikasi variable
Yaitu menentukan variable yang akan dipakai.
7. Pengumpulan Data
Yaitu tahap untuk mengumpulkan data-data yang akan diolah dalam
penelitian. Metode pengumpulan data yang digunakan untuk bahan penelitian
ialah menggunakan dua macam data yaitu :
1. Data Primer
Dimana data yang diperoleh dengan mengajukan beberapa pertanyaan
2. Data Sekunder
Data yang diperoleh dari data bagian produksi yang sudah berbentuk arsip
di PT.Roda Lancar Abadi
Teknik-teknik yang digunakan dalam pengumpulan data dilapangan adalah :
1. Observasi
Pengumpulan data yang dilakukan secara pengamatan langsung di
lapangan.
2. Interview
Pengumpulan data dilakukan dengan melakukan tanya jawab pada
karyawan bagian produksi, data yang terkumpul kemudian diolah
berdasarkan teori-teori yang mempunyai maksud dan tujuan seperti yang
telah ditetapkan.
8. Define
Menentukan obyek penelitian dan mengidentifikasi CTQ
9. Measure
Menentukan CTQ dari obyek yang telah ditentukan dan mengukur baseline
kinerja dalam DPMO dan level Sigma.
DPO =
DPMO = DPO x 1.000.000
Untuk level sigma dapat dilihat pada tabel konversi sigma
10. Analyze
Menganalisa hasil dari DPMO dan Nilai sigma
Menganalisa penyebab terjadinya cacat terbesar dengan alat brainstorming
11. Improve
Memberikan usulan perbaikan dari potensial cacat sekaligus prioritas
perbaikan dengan menggunakan metode FMEA.
12. Kesimpulan dan Saran
Menjawab dari tujuan dan memberikan saran-saran yang dapat digunakan
untuk perbaikan dan pengembangan selanjutnya
13. Selesai