BAB I
PENDAHULUAN
1.1. Latar Belakang
1
Menurut I Made Aryantha (2008) tata letak fasilitas yang baik dan sesuai
dengan keadaan perusahaan merupakan salah satu faktor utama untuk
mengoptimalkan waktu dan biaya produksi. Perencanaan fasilitas mempunyai
pengaruh yang sangat besar dalam proses operasi perusahaan. Masalah utama
dalam produksi ditinjau dari segi kegiatan / proses produksi adalah bergeraknya
material dari satu departemen ke departemen lain, sampai material tersebut
menjadi barang jadi. Hal ini terlihat sejak material diambil dari gudang bahan
baku dan dibawa ke beberapa departemen di bagian produksi untuk diproses
sampai akhirnya dibawa ke gudang barang jadi.
Tata letak fasilitas adalah perencanaan dan integrasi dari aliran
komponen-komponen suatu produk untuk mendapatkan interelasi yang paling
efektif dan ekonomis antara pekerja, peralatan dan pemindahan bahan, mulai dari
bagian penerimaan, produksi sampai ke pengiriman produk. Tata letak pabrik
merupakan landasan utama dalam pengaturan tata letak produksi dan area kerja
yang memanfaatkan luas kerja untuk menempatkan mesin-mesin atau fasilitas
penunjang produksi lainnya serta memperlancar gerakan perpindahan material
sehingga diperoleh suatu aliran bahan dan kondisi kerja yang teratur, aman dan
nyaman sehingga mampu menunjang upaya pencapaian tujuan pokok perusahaan.
1
PT. Darmasindo Inti Karet merupakan salah satu perusahaan yang
melakukan pengolahan getah karet menjadi crumb rubber. Perusahaan ini sudah
berdiri sejak tahun 1955. Pada awalnya perusahaan ini hanya berproduksi dalam
skala kecil namun kemudian meningkatkan kapasitas produksinya secara berkala.
Tujuan dilakukannya peningkatan kapasitas produksi yaitu untuk memenuhi
permintaan pasar dari dalam dan luar negeri. Namun dalam prakteknya PT.
Darmasindo tidak dapat memenuhi target produksinya.
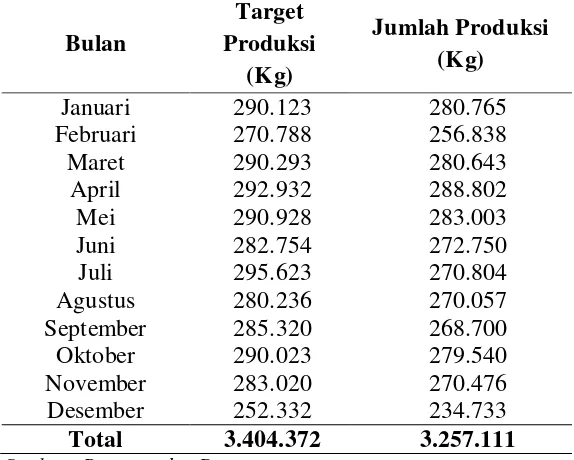
Pada Tabel 1.1 dapat dilihat perbandingan antara jumlah dan target
produksi pada existing layout di PT. Darmasindo Inti Karet.
Tabel 1.1. Jumlah Produksi CrumbRubber Tahun 2016
Bulan
Januari 290.123 280.765
Februari 270.788 256.838
Maret 290.293 280.643
April 292.932 288.802
Mei 290.928 283.003
Juni 282.754 272.750
Juli 295.623 270.804
Agustus 280.236 270.057
September 285.320 268.700
Oktober 290.023 279.540
November 283.020 270.476
Desember 252.332 234.733
Total 3.404.372 3.257.111
Sumber : Pengumpulan Data
Pada Tabel 1.1. dapat dilihat bahwa perusahaan gagal dalam mencapai
target produksi. Kegagalan dalam pencapaian target produksi dapat disebabkan
efisien. Menurut Lukas (2014) layout yang tidak efisien akan menyebabkan jarak
tempuh aliran bahan menjadi semakin panjang.
Layout yang tidak efisien pada PT. Darmasindo Inti Karet disebabkan
karena adanya penambahan dan perluasan departemen. Penambahan dan
perluasan departemen ini dilakukan secara berkala namun tidak didukung dengan
pertimbangan aliran material, peralatan dan operator antara departemen.
Departemen yang ditambah antara lain Laboratorium, Pos Timbang, Kolam IPAL
dan Mess Karyawan. Departemen yang mengalami perluasan antara lain Gudang
Lapangan Bokar, Dek Penjemuran, Bagian Produksi, Gudang Proses Packing,
Gudang Pallet dan Gudang Produk.
Penambahan dan perluasan departemen yang tidak memperhatikan aliran
bahan, peralatan dan operator menimbulkan back tracking dan cross movement.
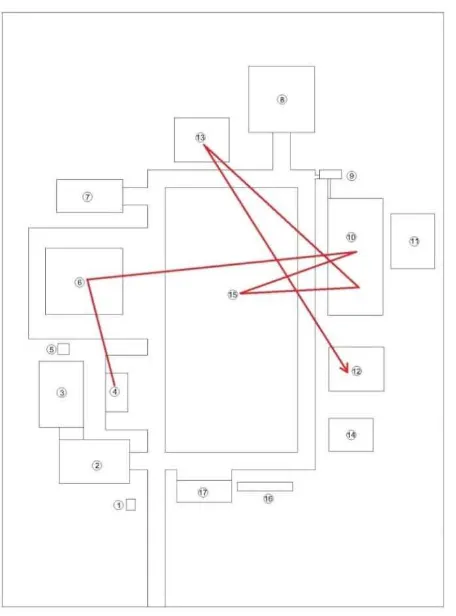
Gambar 1.1. Layout PT. Darmasindo Inti Karet
Berdasarkan gambar diatas dapat dilihat adanya back tracking dan cross
movement pada aliran tersebut. Back tracking terjadi diantara Bagian Produksi
dengan Dek Penjemuran. Cross movement terjadi diantara Bagian Produksi, Dek
Penjemuran, Gudang Packing dan Lapangan Bokar. Menurut Lukas (2014) Back
tracking dan cross movement menyebabkan jarak tempuh aliran bahan menjadi
lebih panjang sehingga aliran bahan menjadi tidak efisien.
Nilai efisiensi aliran bahan dari suatu existing layout dapat dihitung
dengan membandingkan nilai jarak aktual dengan jarak terpendek / jarak
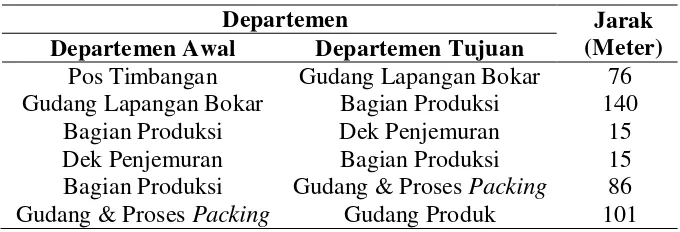
Euclidian (Wulansari, Artika. 2010). Berikut adalah tabel jarak aktual antar
departemen.
Tabel 1.1. Tabel Jarak Antar Departemen Pada LayoutExisting
Departemen Jarak
(Meter) Departemen Awal Departemen Tujuan
Pos Timbangan Gudang Lapangan Bokar 76
Gudang Lapangan Bokar Bagian Produksi 140
Bagian Produksi Dek Penjemuran 15
Dek Penjemuran Bagian Produksi 15
Bagian Produksi Gudang & Proses Packing 86
Gudang & Proses Packing Gudang Produk 101
Sumber : Pengumpulan Data
Jarak aktual dihitung dengan menggunakan metode Aisle dan jarak
terpendek dihitung dengan menggunakan metode Euclidian. Perbandingan
tersebut dapat dilihat pada tabel dibawah ini.
Tabel 1.2. Tabel Jarak Aktual dan Terpendek LayoutExisting
Jarak Aktual (Aisle) Jarak Terpendek (Euclidian)
433 meter 276 meter
Sumber : Pengumpulan Data
Dari hasil perhitungan diatas maka diperoleh bahwa nilai efisiensi dari
alirantersebut sebesar 43,2%. Batas ambang nilai efisiensi aliran yang baik yaitu
diatas 75% dari jarak terpendek aliran tersebut (Sundaresh, 1997). Efisiensi aliran
perlu ditingkatkan agar target produksi dapat tercapai. Menurut Vaidya (2013)
layout yang efisien dapat memberikan kontribusi untuk mengurangi waktu siklus
produksi, waktu menganggur, waktu penanganan material dan dapat
meningkatkan output produksi.
Selain aliran bahan yang tidak efisien, pada saat pengamatan juga
diperoleh bahwa pemanfaatan ruang yang terpakai di area produksi pengolahan
crumb rubber PT. Darmasindo Inti Karet juga belum maksimal. Ruangan yang
terpakai untuk keseluruhan departemen dan fasilitas penunjang lainnya pada saat
ini hanya sebesar 43,33% yaitu 21.419 m2 dari total area yang tersedia sebesar 49.400 m2
Menurut Apple (1990), aliran barang yang direncanakan dengan baik dan
cermat mempunyai beberapa keuntungan, antara lain meningkatkan efisiensi dan
produktivitas, pemanfaatan ruangan pabrik yang lebih efisien, mengurangi waktu
dalam proses serta meminimumkan gerakan balik dan silang (backtracking dan
crossmovement).
2
Berdasarkan permasalahan tersebut maka diperlukan perancangan ulang
tata letak fasilitas pada PT. Darmasindo Inti Karet.
Penelitian mengenai peningkatan efisiensi waktu, total momen
perpindahan dan biaya terhadap perubahan layout pernah dilakukan di perusahaan
manufaktur yang mengolah logam. Hasil pengamatan yang dilakukan adalah
besarnya jarak yang terdapat antar departemen menyebabkan tingginya waktu,
total pergerakan, dan biaya yang dibutuhkan untuk kegiatan material handling.
Hasil penelitian menunjukkan bahwa perancangan ulang tata letak menghasilkan
tingkat efisiensi biaya material handling menjadi meningkat sebesar 30%, tingkat
efisiensi total momen perpindahan meningkat sebesar 5%, dan tingkat efisiensi
total waktu pergerakan meningkat sebesar 8% dari layout awal.
3
Dalam perancangan tata letak fasilitas perlu memperhatikan tingkat
hubungan antar aktivitas (Activity Relationship Chart). Pembuatan ARC mewakili
rating setiap departemen berdasarkan keambiguan faktor kualitatif atau faktor
kuantitatif. Dweiri (1999) melakukan penelitian untuk menghasilkan Crisp
Activity Relationship Charts menggunakan teori Fuzzy dan perbandingan
berpasangan AHP yang dapat memastikan tingkat konsistensi perancang dengan Perancangan fasilitas akan
menentukan bagaimana aktivitas-aktivitas dari fasilitas-fasilitas produksi pabrik
diatur sedemikian rupa sehingga mampu menunjang upaya pencapaian tujuan
pokok secara efektif dan efisien.
2
Hesti Maheswari, Evaluasi Tata Letak Fasilitas Produksi Untuk Meningkatkan Efisiensi Kerja Pada PT. Nusa Multilaksana, Jurnal Ilmiah Manajemen dan Bisnis Volume 1, Nomor 2, November 2015.
3
mempertimbangkan tingkat kepentingan antar faktor yang satu dengan yang
lainnya serta mendapatkan bobot tiap faktor.
4
Bilangan Fuzzy dapat diproses secara matematik Fuzzy sesuai dengan
metode representasi. Defuzzifikasi merupakan suatu proses pengembalian output
Fuzzy ke output yang bernilai tunggal (Crisp). Hasil ini akan menentukan
kedekatan antar departemen yang digambarkan dalam Activity Relationship Chart.
Hasil dari ARC ini akan menjadi input untuk mengerjakan algoritma BLOCPLAN
dan CORELAP.
5
Algoritma BLOCPLAN adalah algoritma yang dikembangkan oleh
Donaghey dan Pire pada tahun 1990 dalam penyusunan tata letak sesuai
dengan lokasi yang tersedia. Input dari BLOCPLAN adalah Activity
Relationship Chart (peta keterkaitan). Algoritma BLOCPLAN akan melakukan
pertukaran secara terus menerus hingga tercapai layout terbaik. Biaya aliran tiap
layout dapat dihitung melalui nilai dari distance-base objective atau adjacency
-basedobjective.
6
4
Dweiri, Fikri, Fuzzy Development of Crisp Activity Relationship Charts for Facilities Layout. Journal of Computers and Industrial Engineering, 1999.
5
James A. Tompkins, Facilities Planning, John Wileym & Sons Inc., 1996, h. 340
6
.Popy Yuliarty, Perancangan Ulang Tata Letak Lantai Produksi Menggunakan Metode Systematic Layout Planning dengan Software BLOCPLAN Pada PT. PINDAD, Jakarta, Jurnal Ilmiah Teknik Industri, 2014.
Penerapan perancangan tata letak pabrik menggunakan algoritma
BLOCPLAN pernah dilakukan di PT. Pindad (Persero) yang bergerak dalam
pembuatan produk militer dan komersil di Indonesia. Perancangan tata letak
bahan baku sampai stasiun kerja gudang produk jadi. Dalam penelitian ini dipilih
satu layout usulan dengan hasil R–score tertinggi.
7
Algoritma CORELAP (Computerized Relationship Layout Planning)
adalah algoritma yang mengkonversikan data kualitatif menjadi data kuantitatif
dan data ini digunakan untuk memperoleh departemen apa yang akan menjadi
departemen awal pada layout. Selanjutnya satu per satu departemen lain akan
disusun sesuai dengan tingkat interaksi departemen tersebut dengan
departemen-departemen yang telah ada sebelumnya.
8
Berdasarkan penelitian diatas, dapat dilihat bahwa perancangan ulang tata
letak pabrik dapat menggunakan metode Fuzzy AHP, BLOCPLAN, dan
CORELAP. Penelitian yang dilakukan pada PT. Darmasindo Inti Karet akan
menggabungkan ketiga metode tersebut. Data yang diperoleh dari penyebaran Penerapan perancangan tata letak pabrik menggunakan algoritma
CORELAP pernah dilakukan di salah satu perusahaan farmasi di Indonesia. Area
produksi terdiri dari dua bagian, yaitu Black Area dan Grey Location untuk
pengolahan dan pengemasan. Penelitian ini bertujuan untuk mendesain ulang tata
letak dengan metode CORELAP (Computerized Relationship Layout Planning).
Data seperti nama proses, urutan proses, dan hubungan antara proses ke dalam
Activity Relationship Chart (ARC) selanjutnya diproses untuk mendapatkan nilai
Total Closeness Rating (TCR) untuk setiap proses iterasi dengan metode
CORELAP.
8
kuisoner akan diolah menggunakan metode Fuzzy AHP yang kemudian akan
menjadi input pada ARC. Kemudian, ARC akan menjadi input pada software
BLOCPLAN dan algoritma CORELAP. Hasil dari kedua metode dan layout awal
akan dibandingkan dengan melihat nilai Total Closeness Rating (TCR) yang
terbaik. Hasil ini akan diperoleh rancangan tata letak terbaik yang memiliki nilai
TotalClosenessRating (TCR) paling kecil.
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan tersebut, maka permasalahan
yang akan dipecahkan dalam penelitian ini adalah rendahnya efisiensi dari layout
aktual sehingga mengakibatkan tidak tercapainya target produksi di PT.
Darmasindo Inti Karet. Oleh karena itu, diperlukan suatu rancangan ulang tata
letak yang lebih efisien dengan mempertimbangkan faktor derajat kedekatan antar
departemen, aliran pemindahan bahan, aliran tenaga kerja dan peralatan agar
dapat mencapai target produksi yang ditetapkan.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian adalah untuk merancang ulang tata letak
fasilitas dengan menggunakan metode Fuzzy Analytical Hierarchy Process,
software BLOCPLAN dan algoritma CORELAP (Computerized Relationship
LayoutPlanning)
Tujuan khusus dari penelitian ini adalah untuk:
2. Menyusun ARC dengan menggunakan metode Fuzzy AHP
3. Merancang layout usulan menggunakan software BLOCPLAN dan algoritma
CORELAP
4. Menghitung nilai efisiensi tiap layoutdan memilih layout yang memiliki total
nilai efisiensi terbesar.
1.4. Batasan dan Asumsi Penelitian
Adapun batasan dalam penelitian ini adalah :
1. Perancangan ulang tata letak dilakukan pada PT. Darmasindo Inti Karet
2. Metode yang digunakan untuk ARC adalah Fuzzy Analytical Hierarchy
Process, sedangkan metode yang digunakan untuk perancangan tata letak
adalah BLOCPLAN dan CORELAP.
3. Layout terbaik dipilih berdasarkan nilai efisiensi terkecil
4. Penelitian tidak membahas biaya akibat perubahan layout seperti yang
direncanakan.
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah :
1. Tidak terjadi perubahan proses produksi dan penambahan produk baru selama
penelitian berlangsung.
2. Tidak ada penambahan ataupun pengurangan mesin dan peralatan selama
penelitian berlangsung.
3. Tidak ada penambahan ataupun perluasan departemen selama penelitian
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
1. Bagi Peneliti
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah untuk memecahkan masalah yang terdapat di
lapangan kerja dan menambah keterampilan serta pengalaman dalam
memahami dunia kerja.
2. Bagi Perusahaan
Sebagai masukan bagi pihak perusahaan untuk perbaikan tata letak pabrik.
3. Bagi Departemen Teknik Industri USU
Untuk mempererat hubungan kerja sama antara perusahaan dengan
Departemen Teknik Industri USU dan untuk menambah referensi
perpustakaan Teknik Industri USU.
1.6. Sistematika Penulisan Tugas Akhir
Untuk memudahkan penulisan, pembahasan dan penelitian Tugas Akhir
ini maka dalam pembuatannya akan dibagi dalam 7 bab dengan sistematika yang
terdiri atas bab pendahuluan, gambaran umum pabrik, landasan teori, metodologi
penelitian, pengumpulan dan pengolahan data, analisis pembahasan, dan
kesimpulan saran.
Pada bab pendahuluan dijelaskan mengenai latar belakang masalah yang
manfaat penelitian, batasan dan asumsi yang digunakan, serta sistematika
penulisan Tugas Akhir.
Pada bab gambaran umum perusahaan dijelaskan secara ringkas dan padat
berbagai atribut dari perusahaan yang menjadi objek studi seperti struktur
organisasi dan manajemen perusahaan, jenis produk dan uraian mengenai bahan
baku, bahan tambahan dan bahan penolong, proses produksi serta mesin dan
peralatan yang digunakan dalam menunjang proses produksi.
Pada bab landasan teori akan diuraikan mengenai tinjauan-tinjauan
kepustakaan yang berisi tentang teori-teori dan pemikiran-pemikiran yang
digunakan sebagai landasan dalam pembahasan serta pemesahan permasalahan.
Landasan teori yang digunakan adaah bertujuan untuk menguatkan metode yang
digunakan dalam memecahkan persoalan perusahaan.
Pada bab metodologi penelitian akan dijelaskan mengenai metodologi
yang digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan
penelitian dan penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
Pada bab pengumpulan dan pengolahan data akan dijelaskan tentang
jenis-jenis data, baik data primer maupun data sekunder yang perlu dikumpulkan,
lokasi data dan metode pengumpulan data. Data primer pada umumnya
dikumpulkan melalui observasi dan wawancara. Data sekunder dikumpulkan
dengan mencatat data dari laporan yang ada.
Pada bab analisis dan pembahasan akan dijelaskan mengenai analisa
metode pendekatan serta teori-teori yang dijadikan landasan dalam pemecahan
masalah.
Pada bab kesimpulan dan saran dimuat mengenai kesimpulan dan saran
dari penelitian. Pada bagian kesimpulan berisikan butir-butir penting dari
masing-masing bab, mulai dari rumusan masalah hingga hasil-hasil analisa dan diskusi
secara ringkas dan padat. Pada bagian saran berisikan saran-saran yang