16
BAB III
LANDASAN TEORI
3.1 Pengendalian Kualitas 3.1.1 Pengertian produk
Produk merupakan titik pusat dari kegiatan pemasaran karena produk merupakan hasil dari suatu perusahaan yang dapat ditawarkan ke pasar untuk di konsumsi dan merupakan alat dari suatu perusahaan untuk mencapai tujuan dari perusahaannya. Suatu produk harus memiliki keunggulan dari produk-produk yang lain baik dari segi kualitas, desain, bentuk, ukuran, kemasan, pelayanan, garansi, dan rasa agar dapat menarik minat konsumen untuk mencoba dan membeli produk tersebut.
Menurut Fandy Tjiptono ( 1997) “ Produk merupakan segala sesuatu yang dapat ditawarkan produsen untuk diperhatikan, diminta, dicari, dibeli, digunakan, atau dikonsumsi pasar sebagai pemenuhan kebutuhan atau keinginan pasar yang bersangkutan.
Pengertian (product) menurut Kotler (2009) adalah segala sesuatu yang dapat ditawarkan kepasar untuk mendapatkan perhatian, dibeli, digunakan, atau dikonsumsi yang dapat memuaskan keinginan atau kebutuhan. Secara konseptual produk adalah pemahaman subyektif dari produsen atas sesuatu yang bisa ditawarkan sebagai usaha untuk mencapai tujuan organisasi melalui pemenuhan kebutuhan dan kegiatan konsumen, sesuai dengan kompetensi dan kapasitas organisasi serta daya beli pasar.
Berdasarkan beberapa definisi diatas, produk didefinisikan sebagai kumpulan dari atribut-atribut yang nyata maupun tidak nyata, termasuk di dalamnya kemasan, warna, harga, kualitas dan merek ditambah dengan jasa dan reputasi penjualannya.
17 3.1.2 Definisi Kualitas
Kualiatas secara umum dapat diartikan sebagai sesuatu yang berhubungan dengan satu atau lebih karakteristik yang terdapat didalam suatu barang atau jasa tertentu (Christina,2004).
Kualitas merupakan hal utama yang mempengaruhi pertimbangan konsumen dalam membeli suatu produk. Singkatnya kualitas merupakan faktor kunci dalam menentukan pertumbuhan, perkembangan dan kelangsungan hidup suatu perusahaan, khususnya pada era sekarang ini.
Dalam kenyataannya kualitas adalah konsep yang cukup sulit untuk dipahami dan disepakati. Dewasa ini kata kualitas mempunyai beragam interpretasi, tidak dapat didefinisikan secara tunggal, dan sangat tergantung pada konteksnya. Beberapa definisi kualitas berdasarkan konteksnya perlu dibedakan atas dasar: organisasi, kejadian, produk, pelayanan, proses, orang, hasil, kegiatan, dan komunikasi (Dale, 2003).
Tidak ada yang menyangkal bahwa kualitas menjadi karakteristik utama dalam organisasi atau perusahaan agar tetap survive. Ada berbagai cara untuk mewujudkannya, dimana salah satunya adalah menggunakan Statistical Quality Control (SQC) dan Statistical Process Control (SPC).
Definisi kualitas sangat bervariatif, banyak ahli yang mendefinisikan kualitas secara garis besar adalah kepuasan pelanggan yang merupakan tujuan suatu perusahaan atau organisasi. Berikut ini adalah pendapat beberapa ahli mengenai kualitas :
• Menurut Deming, Kualitas adalah mempertemukan kebutuhan dan harapan konsumen secara berkelanjutan atas harga yang telah mereka bayarkan.
18 • Menurut Kotler, Kualitas didefinisikan sebagai keseluruhanserta sifat barang dan jasa yang berpengaruh pada kemampuan memenuhi kebutuhan yang dinyatakan maupun yang tersirat.
• Dan menurut Gilmore, Kualitas adalah suatu kondisi dimana suatu produk sesuai dengan desain atau spesifikasi tertentu.
Berdasarkan definisi-definisi diatas, maka dapat disimpulkan bahwa kualitas merupakan suatu produk dan jasa yang melalui beberapa tahapan proses dengan memperhitungkan nilai suatu produk dan jasa tanpa adanya kekurangan sedikitpun nilai suatu produk dan jasa, dan menghasilkan produk dan jasa sesuai harapan tinggi dari pelanggan.
Untuk mencapai kualitas produk yang diinginkan maka diperlukan suatu standar kualitas. Cara ini dilakukan untuk menjaga agar produk yang dihasilkan memenuhi standar yang telah ditetapkan sehingga konsumen tidak akan kehilangan kepercayaan terhadap produk yang dihasilkan. Produsen yang tidak memperhatikan kualitas produk yang ditawarkan akan kehilangan kepercayaan konsumen sehingga penjualan produknya pun akan cenderung menurun. Jika pemasar memperhatikan kualitas, bahkan diperkuat dengan periklanan dan harga yang wajar maka konsumen tidak akan berpikir panjang untuk melakukan pembelian terhadap produk (Kotler dan Amstrong, 2008).
3.1.3 Pengertian Pengendalian Kualitas
Pengendalian kualitas (Quality Control) menentukan komponen-komponen mana yang rusak dan menjaga agar bahan-bahan untuk produksi mendatang jangan sampai rusak. Pengendalian kualitas merupakan alat bagi manajemen untuk memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas yang sudah tinggi dan mengurangi jumlah bahan yang rusak (Reksohadiprojo, 1995).
19 Dewasa ini semakin disadari akan pentingnya kualitas yangbaik untuk menjaga keseimbangan kegiatan produksi dan pemasaransuatu produk. Hal ini timbul dari sikap konsumen yang menginginkanbarang dengan kualitas yang terjamin dan semakin ketatnyapersaingan antara perusahaan yang sejenis. Oleh karena itu pihak perusahaan perlu mengambil kebijaksanaan untuk menjaga kualitasproduknya agar diterima konsumen dan dapat bersaing dengan produk sejenis dari perusahaan lain serta dalam rangka menunjang program jangka panjang perusahaan yaitu mempertahankan pasar yang telahada atau menambah pasar perusahaan. Adapun hal tersebut dapatdilakukan melalui pengendalian kualitas.
Pengendalian kualitas di bagi menjadi empat tahapan yaitu : 1. Penetapan standar kualitas dan biaya.
2. Konfirmasi hasil produksi, yaitu membandingkan hasil produksi dengan standar tersebut.
3. Mengadakan koreksi jika hasil produksi tidak sesuai dengan standar.
4. Melakukan usaha-usaha perbaikan terhadap standar yang telah ada, prosesnya, bahan bakunya, atau lingkungan tempat kerja yang bisa menjadikan produktifitas naik.
Berdasarkan waktu pelaksanaan pengendalian, dikenal tiga macam pengendalian :
1. Preventive control, yaitu pengendalian yang dilakukan sebelum proses produksi dilakukan. Pengendalian ini dimaksudkan agar proses produksi berjalan lancar sesuai dengan rencana produksi dan biaya yang telah ditetapkan dan mencegah atau menghindari produksi cacat atau pengulangan proses. Jadi sifatnya adalah pencegahan kesalahan proses dan menghindari produk cacat.
20 2. Monitoring control, yaitu pengendalian yang dilakukan pada waktu proses produksi berlangsung. Tujuannya untuk mengendalikan agar hasil akhir sesuai dengan rencana. Jika terjadi penyimpangan terhadap standar harus segera dilakukan koreksi. Koreksi mungkin dilakukan pada mesin, proses, tenaga kerja, bahan baku dan lain-lain. Jadi sifatnya memonitor atau memantau setiap proses berjalan untuk menghindari penyimpangan proses.
3. Repressive control, yaitu pengendalian yang dilakukan setelah semua proses selesai. Repressive control tidak dapat mencegah penyimpangan yang terjadi tetapi sebagai evaluasi untuk mencegah terjadinya kesalahan yang sama pada waktu yang akan datang.
3.1.4 Tujuan pengendalian Kualitas
Dari pengendalian kualitas yang berdasarkan inspeksi dengan penerimaan produk yang memenuhi syarat dan penolakan yang tidak memenuhi syarat sehinnga banyak bahan, tenaga dan waktu yang terbuang, muncul pemikiran untuk menciptakan sistem yang dapat mencegah timbulnya masalah mengenai kualitas agar kesalahan yang pernah terjadi tidak terulang lagi.
Standar kualitas dari suatu produk tidak hanya ditentukan oleh perusahaan yang bersangkutan, namun konsumen juga ikut berperan untuk menentukan kualitas dari produk, sehingga perusahaan harus mengikuti standar. Sehingga dapat disimpulkan bahwa tujuan pengendalian kualitas adalah sebagai berikut:
1. Untuk mendapatkan kualitas output yang konsisten dengan spesifikasi produk yang diinginkan dan memenuhi syarat – syarat yang ditentukan oleh konsumen sehingga akan meningkatkan kepercayaan dan kepuasan konsumen.
21 2. Untuk membimbing perusahaan mendapatkan keuntungan yang lebih besar melalui prosedur kerja yang baik, pengurangan produk cacat, penekanan biaya dan peningkatan order yang menguntungkan .
3. Usaha menyidik dengan cepat apabila terjadi pergeseran proses produksi yang menyebabkan penurunan kualitas, sehingga dapat diambil tindakan pencegahan. 4. Untuk membantu karyawan dalam memperbaiki kesalahan dan meningkatkan
kemampuannya sehingga tujuan dan sasaran perusahaan dapat dicapai.
3.1.5 Dimensi Kualitas Produk
Bagian dari kualitas produk adalah perihal kualitas produk. Kualitas suatu produk perlu ditentukan melalui dimensi-dimensinya. Menurut David Garvin yang dikutip Vincent Gasperz, untuk menentukan dimensi kualitas barang, dapat melalui delapan dimensi seperti yang dipaparkan berikut ini:
1. Performance (kinerja)
Karakterisrik dasar dari sebuah produk. 2. Durability (daya tahan)
Lamanya sebuah produk bertahan sebelum produk tersebut harus diganti. Semakin besar frekuensi pemakaian konsumen terhadap produk, maka semakin besar pula daya tahan produk.
3. Conformance (kesesuaian)
22 4. Perceived quality (mutu/kualitas yang diterima)
Mutu/kualitas yang diterima dan dirasakan oleh konsumen. 5. Features (fitur)
Karakteristik produk yang dirancang untuk menyempurnakan fungsi produk atau menambah ketertarikan konsumen terhadap produk.
6. Aesthetics (estetika)
Penampilan produk yang bisa dilihat dari tampak, rasa, bau, dan bentuk dari produk. 7. Reliability (reliabilitas)
Probabilitas bahwa produk akan bekerja dengan memuaskan atau tidak dalam periode waktu tertentu. Semakin kecil kemungkinnan terjadinya kerusakan, maka produk tersebut dapat diandalkan.
8. Serviceability (kemudahan perbaikan)
Kemudahan servis atau perbaikan produk ketika dibutuhkan.
3.2 Statistical Process Control (SPC)
Statistical Process Control (SPC) adalah suatu alat yang dapat membantu dalam memonitor atau mengawasi kinerja suatu proses. Salah satu alat SPC yaitu "control chart" berfungsi membantu merekam data dan memberikan informasi dan signal kinerja proses yang tidak normal, misalnya signal yang terlalu rendah atau yang terlalu tinggi bila dibandingkan dengan kinerja proses yang normal. Selain itu, alat SPC yang lain yang dikenal sebagai "process capability & performance" dapat mengetahui kapabilitas dan kinerja proses dalam menghasilkan suatu produk.
23 Perusahaan yang menggunakan pengendalian kualitas statistik (statistical quality control) merupakan perusahaan yang masih mentolerir adanya cacat produk dalam batas-batas tetentu. Pengendalian kualitas statistik ini dapat dibagi ke dalam pengendalian kualitas proses, yaitu pengendalian kualitas produk selama masih dalam proses dan pengendalian produk jadi. Untuk itu pengendalian kualitas proses dapat digunakan alat pengendali yang disebut dengan Peta Pengendali Proses (Process Control Chart) atau sering disebut control chart.
Secara umum, peta kendali dalam SPC selalu terdiri dari tiga garis horisontal, yaitu:
• Garis pusat (center line), garis yang menunjukkan nilai tengah (mean) atau nilai rata-rata dari karakteristik kualitas yang di-plot pada peta kendali SPC.
• Upper control limit (UCL), garis di atas garis pusat yang menunjukkan batas kendali atas.
• Lower control limit (LCL), garis di bawah garis pusat yang menunjukkan batas kendali bawah.
Dalam pengendalian proses statistik dikenal adanya ”seveen tools”. Seveen tools dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk menyelesaukan masalah. Seveen tools tersebut adalah :
1. Lembar pengamatan (check sheet)
Check sheet (lembar pemeriksaan) merupakan table-tabel yang berisi semua jenis item penting untuk mempermudah, mencatat, megumpulkan, atau memperjelas pemeriksaan data-data.
2. Pareto Chart
Diagram pareto merupakan grafik balok menurun yang dikombinasilan dengan grafik yang menunjukan kumulatif dari grafik balok tersebut.
24 3. Histogram
Histogram merupakan diagram berupa grafik balok yang dibentuk dari distribusi frekuensi untuk menggambarkan penyebaran / distribusi data yang ada, selain itu dapat juga untuk memperkirakan kemampuan proses.
4. Scatter Diagram
Merupakan diagram yang menggambarkan korelasi atau hubungan antara 2 variabel (sumbu x dan y). Dimana x sebagai independent variable, dan y sebagai dependent variable.
5. Fish Bone (Cause and Effect diagram )
Merupakan suatu alat untuk menemukan semua kemungkinan penyebab dari akibat-akibat secara spesifik
6. Control Chart
Peta kontrol adalah metode statistik yang membedakan adanya variasi atau penyimpangan karena sebab umum dan sebab khusus. Pada proses pengendalian peta kontrol mendeteksi adanya sebab khusus dalam ketidaksesuaian yang terjadi. Dan menjelaskan tentang kondisi data proses dan mendapatkan informasi yang diperlukan. Grafik ini dibuat untuk mengendalikan proses secara efisien sesuai data-data yang ada.
7. Flow Chart
Tools yang menggambarkan suatu proses barang atau jasa secara detail sehingga kita bisa menganalisis bagian dari proses.
3.2.1 Data dalam SPC
25
•
Data Atribut, yaitu data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah :ketiadaan label pada kemasan produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karana corelap, dll. Data atribut biasanya diperoleh dalam bentuk unit-unit nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
• Data Variabel, merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel kuantitas adalah : diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume, biasanya merupakan data variabel.
3.3 Peningkatan Kualitas
Peningkatan kualitas merupakan aktifitas teknik dan manajemen. Melalui pengukuran karakteristik kualitas dari produk maupun jasa, kemudian membandingkan hasil pengukuran ini dengan spesifikasi produk yang diinginkan pelanggan, serta mengambil tindakan peningkatan yang tepat apa bila ditemukan perbedaan hasil antara kinerja aktual dengan standar yang ada.
dapat disimpulkan bahwa peningkatan kualitas merupakan suatu metodologi pengumpulan dan analisis data kualitas serta meneruskan dan menginterpretasikan pengukuran-pengukuran yang menjelaskan tentang proses dalam suatu sistem industri, untuk
26 meningkatkan kualitas produk guna memenuhi kebutuhan dan ekspektasi pelanggan (Gaspersz,2001).
3.4 Mana jemen Kualitas
Manajemen kualitas adalah aspek-aspek dari fungsi manajemen keseluruhan yang menetapkan dan menjalankan kebijakan mutu suatu perusahaan/organisasi. Dalam rangka mencukupkan kebutuhan pelanggan dan ketepatan waktu dengan anggaran yang hemat dan ekonomis, seorang manager proyek harus memasukkan dan mengadakan pelatihan management kualitas
Menurut Gazpers (1997), manajemen kualitas dapat dikatakan sebagai semua aktivitas dari fungsi manajemen secara keseluruhan yang menentukan kebijaksanaan kualitas, tujuan dan tanggung jawab serta mengimplementasikannya melalui alat-alat manajemen kualitas, seperti perencanaan kualitas, pengendalian kualitas, penjaminan kualitas, dan peningkatan kualitas.
Adapun prinsip-prinsip manajemen kualitas produk dapat dijelaskan berikut ini (Gaspersz,2001) :
1. Fokus pada pelanggan
Organisasi tergantung pada pelanggannya, oleh karena itu hendaknya perusahaan memahami kebutuhan kini dan mendatang dari pelanggannya (current and future customer needs) dan hendaknya memenuhi dan melampaui harapan pelanggan (customer Expectations)
2. Kepemimpinan
Pemimpin menetapkan kesatuan tujuan arah organisasi. Mereka hendaknya menciptakan dan memelihara lingkungan internal tempat karyawan dapat
27 melibatkan dirinya secara penuh dalam pencapaian sasaran organisasi (organization’s Objective).
3. Keterlibatan orang
Karyawan pada seluruh tingkatan organisasi adalah inti sebuah organisasi, dan keterlibatan penuh, memungkinkan kemampuannya dipakai untuk manfaat organisasi.
4. Pendekatan proses
Hasil yang dikehendaki bisa tercapai lebih efisien bila kegiatan dan sumber daya yang terkait dikelola sebagai suatu proses.
5. Pendekatan sistem terhadap manajemen
Mengetahui, mengenal, memahami dan mengelola suatu proses yang saling terkait sebagai sistem memberi sumbangan pada keefektifan dan efisiensi organisasi dalam mencapai sasarannya.
6. Perbaikan terus menerus
Perbaikan yang bekesinambungan pada suatu organisasi secara menyeluruh hendaknya dijadikan sasaran tetap organisasi.
7. Pengambilan faktual dalam pengambilan keputusan.
Keputusan yang efektif didasarkan pada data dan informasi yang tepat. 8. Hubungan dengan rekanan yang saling menguntungkan.
3.5 Peta Kendali
Dalam pelaksanaan proses produksi untuk menghasilkan sejenis output sulit menghindari terjadinya variasi pada proses. Gaspersz (1998) mendefinisikan variasi sebagai kecenderungan
28 dalam sistem produksi atau operasional sehingga perbedaan dalam kualitas pada output (barang dan jasa yang dihasilkan).
Grafik pengendali terkadang disebut dengan Shewhart Control Charts karena grafik ini pertama kali dibuat oleh Walter A. Shewhart. Nilai dari karakteristik kualitas yang dimonitor, digambarkan sepanjang sumbu Y, sedangkan sumbu X menggambarkan sampel atau subgrup dari karakteristik kualitas tersebut. Sebagai contoh karakteristik kualitas adalah panjang rata-rata, diameter rata-rata-rata, dan waktu pelayanan rata-rata. Semua karakteristik tersebut dinamakan variabel dimana nilai numeriknya dapat diketahui. Sedangkan atribut adalah karakteristik kualitas yang ditunjukkan dengan jumlah produk cacat, jumlah ketidaksesuaian dalam satu unit, serta jumlah cacat per unit.
3.6 Penggunaan Peta Peta Kendali
Peta kendali merupakan alat SPC paling penting yang digunakan untuk mendeteksi ketika proses dalam keadaan tidak terkendali( out of control). Pada dasarnya, semua proses menampilkan variasi, namun proses produksi harus dikendalikan dengan cara menghilangkan penyebab variasi khusus proses tersebut,sehingga variasi yang ada pada proses hanya disebkan oleh variasi penyebab umum.Peta kendali adalah gambar sederhana dengan tiga garis tengah
(center line ), garis batas atas / UCL (upper Control limit ) dan garis batas bawah /LCL (Lower Control Limit). Peta kendali merupakan suatu alat dalam mengendalikan proses, yang bertujuan untuk menentukan suatu proses berada dalam pengendalian statistic, memantau proses terus – menerus sepanjang waktu agar proses teatp stabil secara statistic dan hanya mengandung variasi penyebab umum, serta menentukan kemampuan proses ( Proses capability).
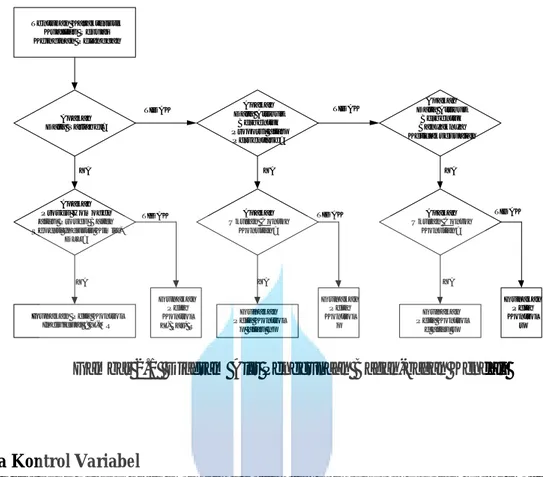
Berbagai peta-peta kontrol dapat digunakan sesuai dengan kebutuhan seperti ditunjukkan melalui diagram alir penggunaan peta-peta kontrol dalam gambar berikut :
29 Tentukan Karakteristik Kualitas Sesuai Keinginan Pelanggan Apakah Data Variabel? Apakah Proses Homogen atau Proses Batch Seperti Industri Kimia,
DLL? Apakah Data Atribut Berbentuk Proporsi atau Persentase? Apakah Data Atribut Berbentuk Banyaknya Ketidaksesuaian Apakah Ukuran Contoh Konstan? Apakah Ukuran Contoh Konstan?
Gunakan Peta Kontrol Individual : X-MR Gunakan Peta Kontrol X-Bar, R Gunakan Peta Kontrol p atau np Gunakan Peta Kontrol p Gunakan Peta Kontrol c atau u Gunakan Peta Kontrol u TIDAK TIDAK YA YA YA
TIDAK TIDAK TIDAK
YA YA YA
Gambar 2.1 Diagram Alir Penggunaan Bagan-bagan Kendali
3.6.1 Peta Kontrol Variabel
Data variabel adalah data mengenai ketepatan pengukuran produk yang masih berada dalam proses dengan standar yang telah ditetapkan. Penyimpangan dari pengukuran yang diharapkan tetapi masih ada dibawah batas atas (UCL) atau diatas batas bawah (LCL) masih dianggap sebagai produk yang baik. Bila data berada diluar batas atas dan batas bawah maka perlu diadakan revisi terhadap peta kendali tersebut sehingga data pengukuran akan berada dalam batas pengendalian.
Data variabel (variables data) merupakan data kuantutatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume biasanya merupakan data variabel.
30 Peta control yang sering digunakan untuk data yang berupa variable adalah sebagi berikut:
• Peta X –Bar dan R
Peta kontrol X–Bar (rata-rata) dan R (range) digunakan untuk memantau proses yang menpunyai karakteristik berdimensi kontinu, sehingga peta kontrol X-Bar dan R sering disebut sebagai peta kontrol untuk data variabel. Peta kontrol X-Bar menjelaskan kepada kita tentang apakah perubahan-perubahan telah terjadi dalam ukuran titik pusat (central tendency) atau rata-rata dari proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti, peralatan yang dipakai, peningkatan temperatur secara gradual, perbedaan metode yang digunakan dalam shift yang kedua, material baru, tenaga kerja baru yang belum dilatih, dan lain-lain. Sedangkan peta kontrol R (range) menjelaskan tentang apakah perubahan-perubahan telah terjadi dalam ukuran variasi, dengan demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan melalui suatu proses. Hal ini mungkin disebabkan oleh fakor-faktor seperti, bagian peralatan yang hilang, minyak pelumas yang tidak mengalir dengan baik, kelelahan pekerja, dan lain-lain.
• Peta X-MR
Peta pengendali ini digunakan apabila dari hasil observasi data tampak bahwa antara data yang satu dengan yang lain hanya menampakan perbedaan yang sangat sedikit.
31 3.6.2 Peta Kontrol Atribut
Pata Atribut (Attributes Data), merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dll. Data atribut biasanya diperoleh dalam bentuk unit-unit non-conforms atau ketidaksesuaian dengan spesifikasi atribut yang ditetapkan.
Apabila kondisi perusahaan berada diluar batas pengendalian, maka harus dilihat apakah penyebab kesalahan ini merupakan sebab umum (common cause atau change cause) yang tidak dapat dihindari atau sebab khusus (assignable cause) yang seharusnya dapat dihindari. Bila merupakan sebab umum maka data tersebut dianggap in control sehingga tidak perlu dilakukan revisi, namun bila merupakan sebab khusus maka data dianggap sebagai out of control sehingga harus direvisi.
Peta control yang sering digunakan untuk data yang berupa atribut adalah sebagi berikut: • Peta kendali P (p-chart) dan peta kendali NP (np-chart)
Perbandingan antara banyaknya cacat dengan semua pengamatan, yaitu setiap produk yang diklasifikasikan sebagai “diterima” atau “ditolak” (yang diperhatikan banyaknya produk cacat).
• Peta kendali C (c-chart)
Suatu produk dikatakan cacat (defective) jika produk tersebut tidak memenuhi suatu syarat atau lebih. Setiap kekurangan disebut defec. Setiap produk yang cacat bias saja terdapat lebih dari satu cacat (yang diperhatikan banyaknya cacat)
32 Peta kendali u relatif sama dengan peta kendali c. Perbedaanya hanya terdapat pada peta kendali u spesifikasi tempat dan waktu yang dipergunakan idak harus selalu sama, yang membedakan dengan peta kendai c adalah besarnya unit inspeksi perlu diidentifikasikan,
3.7 Peta Kendali P
Peta kendali P adalah suatu peta yang menunjukkan cacat pecahan (P) atau kendali bagian yang ditolak untuk satu atau lebih karakteristik mutu yang tidak memenuhi spesifikasi. Untuk ukuran sampel yang beragam dapat digunakan peta kandali P :
Langkah-langkah pembuatan peta kendali kendali P akan diuraikan sebagai berikut :
1. Mengumpulkan data, mengambil sebanyak mungkin yang menggambarkan jumlah yang diperiksa (n) dengan jumlah produk cacatnya (pn).
2. Bagilah data ke dalam sub-grup, biasanya akan dikelompokkan berdasarkan tanggal, bulan atau lot. Ukuran sub-grup harus lebih dari 50 dari nilai rata-rata cacat untuk setiap sub-grup harus berkisar antara 3 sampai 4.
3. Hitung bagian cacat untuk setiap sub-grup dan masukkan ke dalam lembaran data. Untuk mencari bagian cacat gunakan rumus berikut :
P = rup UkuranSubG t JumlahCaca = n pn
4. Carilah rata-rata bagian cacat CLP. ksaTotal YangdiPeri CacatTotal p= = n pn Σ Σ
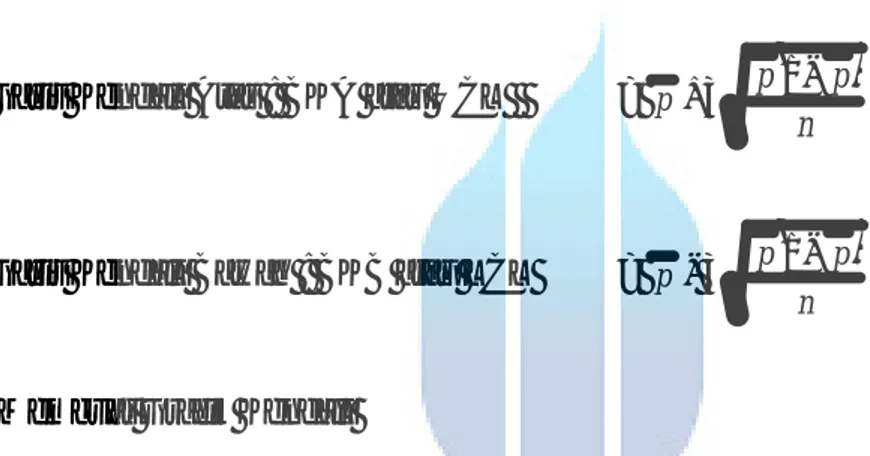
33 5. Menentukan batas-batas kendali
Besar standar deviasi ditentukan oleh besarnya tingkat keyakinan.
Untuk tingkat keyakinan 67% menggunakan standar deviasi 1, sedangkan untuk tingkat keyakinan 95% menggunakan standar deviasi 2 dan untuk tingkat keyakinan 99% menggunakan standar deviasi 3.
Garis Pusat : CL = p
Garis Kendali Atas : BKA atau UCL = p +3
( )
n p p1−
Garis Kendali Bawah : BKB atau LCL = p - 3
( )
n p p1−
5. Membuat Grafik Kendali
Batas kendali yang banyak digunakan ialah batas kendali shewart diagram berbentuk sederhana seperti di bawah ini :
Gambar 2.1. Contoh Peta Kendali
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 1 2 3 4 5 6 7 8 9 10 A xis T itle UCL LCL CL
34 3.8 Bentuk – Bentuk Keterkendalian Proses
Setelah peta kendali P diimplementasikan dalam proses akan dapat diperoleh informasi tentang hubungan antara perubahan proses dengan pergeseran titik pada peta kendali, yaitu :
1. Suatu proses dalam keadaan terkendali
Apabila suatu proses dalam kadaan terkendali, maka peta kendali P akan memberikan indikasi :
• Seluruh titik selalu dalam batas-batas UCL dan LCL
• Titik-titik yang mengelompokkan tidak menunjukkan bentuk-bentuk khusus 2. Suatu proses dalam keadaan tak terkendali
Apabila suatu proses dalam keadaan tidak terkendali, maka peta kendali P akan memberikan indikasi :
• Beberapa titik ke luar dari batas-batas UCL dan LCL.
• Titik-titik yang mengelompokkan menunjukkan bentuk-bentk khusus meskipun dalam batas-batas pengawasan.
3.9 Diagram Kualitas 3.9.1 Pareto Diagram
Diagram pareto diperkenalkan oleh seorang ahli yaitu Alfredo Pareto (1848-1923). Diagram pareto ini merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut ukuran rangking tertinggi hingga terendah.
35 Analisa pareto digunakan untuk mengidentifikasi dan mengevaluasi tipe-tipe yang tidak sesuai. Diagram pareto adalah suatu grafik batang yang menunjukan masalah berdasakan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditampilkan oleh grafik batang yang pertama dan yang tertinggi serta ditempatkan pada sisi yang paling kiri, dan seterusnya sampai masalah yang paling pendek ditempatkan pada sisi paling kanan.
Diagram pareto sangat tepat digunakan jika kita mengiginkan hal-hal berikut ini: 1. Menentukan prioritas karena keterbatasan sumberdaya
2. Menggunakan kearifan tim secara kolektif 3. Menghasilkan konsensus atas keputusan akhir 4. Menempatkan keputusan pada data kuantitatif
Diagram pareto adalah suatu metode untuk mengidentifikasi hal-hal atau kejadian-kejadian penting, maka pada dasarnya diagram pareto terdiri dari 2 (dua) jenis yaitu:
1. Diagram pareto mengenai fenomena. Diagram ini berkaitan dengan hasil-hasil termasuk yang tidak diinginkan dan digunakan untuk mengetahui masalah apa yang paling utama. 2. Diagram pareto mengenai penyebab. Diagram ini berkaitan dengan penyebab dalam
proses dan dipergunakan untuk mengetahui apa saja penyebab masalah yang paling utama.
Langkah-langkah yang digunakan dalam proses penyusunan diagram pareto terdiri dari enam langkah, menurut Mitra (1993) dan Besterfield (1998) adalah:
36 1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah,
penyebab, jenis ketidaksesuaian, dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik-karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yang terbesar hingga yang terkecil.
5. Menghitung frekuensi komulatif atau persentase komulatif yang digunakan.
6. Menggambar diagram batang, menunjukan kepentingan relatif masing-masing masalah. Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
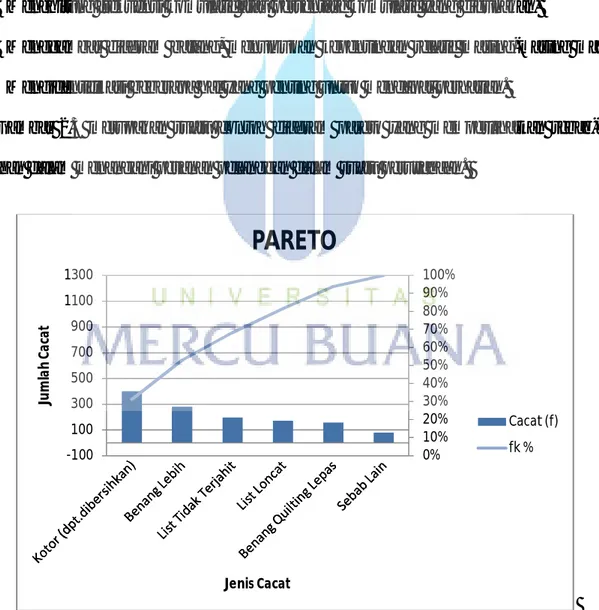
Gambar 2.3 merupakan suatu contoh diagram pareto yang memperlihatkan sebab-sebab kesalahan dalam menangani pesanan pelanggan dalam suatu perusahaan.
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% -100 100 300 500 700 900 1100 1300 Ju ml a h C a ca t Jenis Cacat
PARETO
Cacat (f) fk %37 Gambar 2.3. Contoh Diagram Pareto
3.9.2 Fishbone (Ishikawa) Diagram
Instrumen dasar dalam peningkatan kualitas yang lain adalah diagram Ishikawa. Dinamakan Ishikawa sesuai dengan nama penemunya yang berasal dari negara jepang yang bernama Kaaru Ishikawa pada tahun 1943. Diagram Ishikawa juga dikenal sebagai diagram sebab akibat atau Fishbone. Fungsi dasarnya adalah untuk mengidentifikasi dan mengorganisasi penyebab-penyebab yang mungkin timbul dari suatu efek spesifik dan kemudian memisahkan akar penyebabnya.
Diagram Fishbone terdiri dari 2 macam yaitu:
1. Standar Fishbone: mengidentifikasi penyebab-penyebab yang mungkin dari suatu masalah yang tidak diinginkan dan bersifat spesifik.
2. Diagram fishbone terbalik: mengidentifikasi tindakan yang harus dilakukan untuk menghasilkan efek atau hasil yang diinginkan.
Langkah-langkah dalam pembuatan diagram sebab akibat atau fishbone adalah sebagai berikut:
1. Definisikan masalah yang ada, langkah ini dapat menggunakan dari hasil diagram pareto. 2. Gambarkan kotak masalah (kepala ikan) dan panah utama serta garis-garis samping (tulang
ikan)
3. Tuliskan pernyataan masalah tersebut pada kepala ikan yang merupakan akibat.
4. Spesifikasi kategori utama yang merupakan sumber-sumber penyebab timbulnya masalah dan tuliskan pada tulang ikan.
38 5. Identifikasi penyebab-penyebeb sekunder yang mempengaruhi penyebab utama dan tuliskan
pada tulang ikan yang lebih kecil.
6. Analisis sebab-sebab timbulnya permasalahan dan kemudian diambil tindakan korektifnya untuk perbaikan.
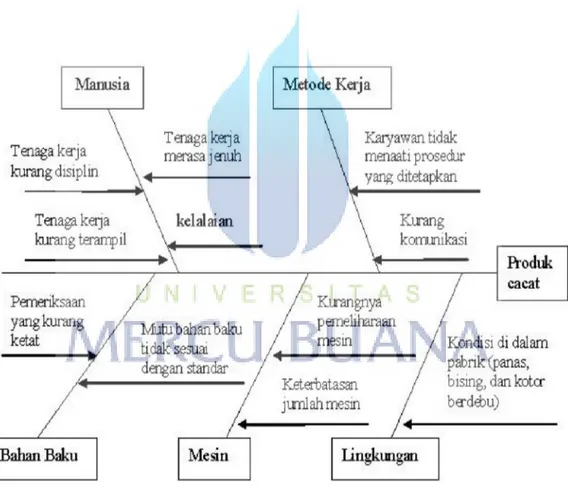
Gambar 2.4. Contoh Diagram Fishbone Berikut ini manfaat fishbone diagram:
39 1. Merupakan alat yang luar biasa untuk mengumpulkan ide dan input-input kelompok,
merupakan metode dasar dari brainstorming terstruktur.
2. Dengan mengelompokan penyebab-penyebab yang mungkin, maka kelompok dapat memikirkan banyak kemungkinan ketimbang hanya memfokuskan pada beberapa area tipikal.
3. Membantu dimulainya fase analyze. Dengan menggunakan fishbond diagram, maka dapat digunakan untuk mengidentifikasi beberapa penyebab dengan lebih fokus untuk memulai analisis proses dan data. Fishbone diagram juga membawa kita kembali ke isu variasi. Kita perhatikan bahwa sebuah proses memiliki dua tipe variasi.
Upstream dari pelanggan (pada input atau proses) yang disebut faktor-faktor variasi “X”. Tipe lainnya, down stream atau variasi output yang merupakan hasil perubahan dalam X yang disebut “Y”. Kita dapat menerapkan prinsip X dan Y tersebut kedalam model fishbone diagram. Masalah adalah Y dan akar masalah yang mungkin adalah X yang disimpan di tulang-tulang diagram tersebut (Pande, P.S., 2002:281). Selanjutnya akar-akar penyebab masalah yang ditemukan dimasukan ke dalam fishbond diagram yang telah mengkategorikan sumber-sumber penyebab berdasarkan prinsip 7M, yaitu:
1. Manpower (tenaga kerja), yaitu berkaitan dengan kekurangan dalam pengetahuan, kekurangan dalam keterampilan dasar yang berkaitan dengan mental dan fisik, kelelahan, stress, ketidakpedulian dan lain-lain.
2. Machines (mesin-mesin) dan peralatan, yaitu berkaitan dengan tidak ada sistem perawatan preventif terhadap mesin-mesin produksi, termasuk fasilitas dan peralatan lain, tidak sesuai dengan spesifikasi tugas, tidak dikalibrasi dan lain-lain.
40 3. Methods (Metode kerja), yaitu berkaitan dengan tidak ada prosedur dan metode kerja yang benar, tidak jelas, tidak diketahui, tidak terstandarisasi, tidak cocok dan lain-lain.
4. Materials (bahan baku dan bahan pendukung), yaitu berkaitan dengan ketiadaan spesifikasi kualitas dari bahan baku dan bahan pendukung yang digunakan, ketiadaan penanganan yang efektif terhadap bahan baku dan bahan pendukung tersebut dan lain-lain.
5. Media, yaitu berkaitan dengan tempat dan waktu kerja yang tidak memperhatikan aspek-aspek kebersihan, kesehatan, keselamatan kerja, kekurangan lampu penerangan, ventilasi yang buruk, dan lain-lain.
6. Motivation (motivasi), yaitu berkaitan dengan ketiadaan sikap kerja yang benar dan professional, yang dalam hal ini disebabkan sistem balas jasa dan penghargaan yang tidak adil kepada tenaga kerja.
7. Money (keuangan), yaitu berkaitan dengan ketiadaan dukungan financial (keuangan) yang cukup guna memperlancar proses pembuatan produk yang berkualitas (Gaspersz, 2002:241).
Ketika melangkah lebih jauh kedalam analisis akar masalah, kita akan menyelidiki semua penyebab potensial dari variasi untuk mentargetkan apa yang disebut penyebab fital atau kritis, yang memiliki kontribusi paling besar terhadap masalah.
3.9.3 Pengujian Kecukupan Data
Uji kecukupan data bertujuan untuk menguji apakah jumlah sampel yang diambil, jumlahnya mencukupi terhadap jumlah populasi yang ada. Uji kecukupan data dipengaruhi oleh
41 tingkat kepercayaan yang biasanya selain diasumsikan dengan 95% dan tingkat ketelitian 5% dan dirumuskan sebagai berikut:
′= ∑ − (∑ )
∑
Keterangan:
Z = Hasil transformasi dari 1 – α/2
Dimana: α = 1 – tingkat kepercayaan yang diasumsikan Karena tingkat kepercayaan 95%, maka Z = 1,65
S = Tingkat Ketelitian =10% S = 10% = 10/100 = 1/10
Z/s = 1,65: 1/10 = 1,65x 10 = 16,5
N = Jumlah data atau pengamatan aktual
N’ = Jumlah data atau pengamatan secara teoritis
Apabila N’ < N, maka jumlah data dianggap cukup karena jumlah data atau pengamatan yang teoritis sudah dilampaui oleh jumlah data yang sebenarnya atau aktual.