5
58855/Akred/P2MI-LIPI/09/2014
Majalah Ilmiah
Pengkajian Industri
Volume 9 Nomor 3 : Desember 2015
Topik
Industri Teknologi Hankam dan Material
Diterbitkan oleh :
Deputi Teknologi Industri Rancang Bangun & Rekayasa
Badan Pengkajian dan Penerapan Teknologi
Jakarta
5
58855/Akred/P2MI-LIPI/09/2014
Majalah Ilmiah
Pengkajian Industri
Volume 9 Nomor 3 : Desember 2015
Topik
Industri Teknologi Hankam dan Material
Diterbitkan oleh :
Deputi Teknologi Industri Rancang Bangun & Rekayasa
Badan Pengkajian dan Penerapan Teknologi
Jakarta
M
M
a
a
j
j
a
a
l
l
a
a
h
h
I
I
l
l
m
m
i
i
a
a
h
h
P
P
e
e
n
n
g
g
k
k
a
a
j
j
i
i
a
a
n
n
I
I
n
n
d
d
u
u
s
s
t
t
r
r
i
i
Volume 9 Nomor 3 : Desember 2015
Majalah Ilmiah Pengkajian Industri adalah wadah informasi bidang Pengkajian Industri berupa hasil penelitian, studi kepustakaan maupun tulisan ilmiah terkait dalam bidang industri. Terbit pertama kali pada tahun 1996 frekuensi terbit tiga kali setahun bulan April, Agustus dan Desember
Pembina :
Deputi Kepala BPPT Bidang Teknologi Industri rancang Bangun dan rekayasa Penanggung Jawab :
Direktur Pusat Teknologi Industri Proses (PTIP) Direktur Pusat Teknologi Industri Manufaktur (PTIM) Direktur Pusat Teknologi Industri dan Sistem Transportasi (PTIST) Direktur Pusat Teknologi Industri Pertahanan dan Keamanan (PTIPK)
Kepala Unit Pelaksana Teknis Balai Pengkajian Dan Penelitian Hidrodinamika (BPPH) Kepala Unit Pelaksana Teknis Laboratorium Aero Gas Dinamika Dan Getaran (LAGG)
Kepala Balai Mesin Perkakas, Teknik Produksi Dan Otomasi MEPPO) Kepala Balai Thermodinamika, Motor Dan Propulsi (BTMP)
Kepala Balai Besar Teknologi Kekuatan Struktur (B2TKS) Kepala Balai Pengkajian Dinamika Pantai (BPDP)
Ketua Dewan Redaksi :
Prof. Riset. Ir. Wimpie Agoeng Noegroho Aspar, MSCE, Ph.D. (Tek. Sipil, Bid. Prasarana Transportasi) (PTIST)
Anggota :
Ir. Joko Purwono, MSc. (Teknik Mesin, Bid. Industri Hankam),(PTIPK) Dr. Ir. Abdul Ghofar, M.Eng, (Teknik Kimia Bid. Industri Petrokimia) (PTIP) Dr. Machfud Alhuda, M.Eng. (Teknik Produksi, Bid. Industri Permesinan) (MEPPO) Dr. Ir. Buana Ma’ruf, M.Sc., (Teknik Perkapalan, Bid. Sarana Transportasi) (PTIST) Dr. Fariduzzaman, MSc., MT., APU (Teknik Aerodinamika, Bid. Industrial Aerodynamics) (LAGG) Dr. Cuk Supriyadi Ali N., MEng., (Tek. Elektro, Bid. Sis. Stabilitas Ketenagaan dan kendali) (PTIM)
Dr. Widjo Kongko, M.Eng. (Teknik Rekayasa Pantai, Bid. Industri Transportasi) (PTIST) Dr. Ir. Rusmadi Suyuti, MEng. (Teknik Sipil, Bid. Sistem Transportasi) (PTIST)
Dr. Hari Setiapraja (Teknik Mesin, Bid. Industri Otomotif) (BTMP) Dr. Ir. Amin Suhadi (Teknik Material, Bid. Industri) (B2TKS)
Dr. Hens Saputra, M.Eng., (Teknologi Proses) (PTIP) MITRA BESTARI :
Dr. Ing.Ir,. H. Agus Suhartono Bidang Material BPPT Dr. Ir. I Nyoman Jujur, M.Eng. Bidang Teknik Mesin BPPT Dr, Ir. Myrna Ariati,MS Bidang Metalurgi dan Material, FT-UI Dr.Ir. Pariatmono, MSc. DIC Bidang Teknik Sipil Konstruksi Ristek Prof. Dr.Ir. Sulistijono, DEA Bidang Teknik Desain Material FTI-ITS
Dr. Maizirwan Mel, MSc. Bidang Bio Process Engineering IIUM Gombak-Kuala Lumpur
Alamat Redaksi/Penerbit :
Deputi Bidang Teknologi Industri Rancang Bangun dan Rekayasa
Gedung Teknologi II (251) Lantai 3, PUSPIPTEK Serpong, Tangerang Selatan (15314) Telepon : (021)75875944, ext. 1112, Fax.(021)75875938
UCAPAN TERIMA KASIH
Ucapan terima kasih dan penghargaan disampaikan kepada para pakar yang telah diundang sebagai Mitra Bestari/Penelaah oleh Majalah Pengkajian Industri dalam Volume 9, No. 3, Tahun 2015. Berikut ini daftar nama pakar yang berpartisipasi :
Nama Alamat / Instansi
Derajat, Drs.
(Bid.Flight Test Engineering)
Gedung Flight Test Center, PT.Dirgantara Indonesia Jl.Pajajaran No. 154 Bandung
Sulistijono, Prof.Dr.Ir. DEA (Bid.Teknik Material Desain)
Rektor Institut Teknologi Kaltim
Jamasri, Prof. Ir., Ph.D.
(Bid.Teknik Material) Guru Besar pada Fakultas Teknik Universitas Gajah Mada. Kampus UGM , jl.Grafika No.2, Bulak Sumur Yogyakarta
I Nyoman Jujur, Dr., MEng., Ir.
(Bid.Teknik Mesin) Pusat Teknologi Material, BPPT, Ged.2 BPPT Lt.22 , Jl.M.H.Thamrin No 8, Jakarta 10340 Myrna Ariati MS, Dr.Ir
(Bid.Metalurgi dan Material)
Departemen Metalurgi dan Material, FTUI,Kampus Baru UI Depok.
SUSUNAN REDAKTUR PELAKSANA
Ketua Pelaksana : Ir. Endro Wahju Tjahjono
Wakil Ketua : Iwan Setiadi,MT
Sekretaris 1 : Dyah Kusuma Dewi, MT
Sekretaris 2 : Ihwan Haryono, Msi.
Bendahara : Era Restu Finalis,ST
Kopi Editor 1 : Dr. Eko Syamsuddin H.,M.Eng
Kopi Editor 2 : Ir. Soegeng Hardjono,MSc.
Seksi Percetakan 1 : Drs. Agus Krisnowo,MT
Seksi Percetakan 2 : Eka Febriyanti,ST
Seksi Distribusi 1 : Ir. Sayuti Syamsuar,MT
Seksi Distribusi 2 : Siti Yubaidah,MT
Seksi Korespondensi 1 : Linda Nuryanti,Skom
Kata Pengantar
Industri Teknologi Hankam dan Material merupakan dua kelompok besar industri yang berbasis teknologi yaitu industri Teknologi Hankam dan Industri material logam dan industri material non logam yang meliputi semua komponen yang terkait dengan pertahanan dan keamanan baik materialnya maupun komponen lainnya seperti keramik, polimer, dan komposit. Teknologi pada industri Hankam dan material selama ini terus dikembangkan melalui berbagai kegiatan penelitian dan perekayasaan. Banyak penelitian, kajian dan perekayasaan yang dilakukan oleh berbagai pihak, baik berupa lembaga maupun perorangan yang bertujuan untuk memperluas dan meningkatkan kemampuan material untuk dapat diaplikasikan dalam berbagai keperluan.
Terbitan Majalah Ilmiah Pengkajian Industri volume. 9 no. 3 Desember 2015 kali ini, ditampilkan publikasi beberapa penelitian, kajian dan perekayasaan diantaranya tentang Kerusakan pada Material Baut Pin Akibat Patah Lelah, Pengaruh Penghilangan Kekasaran Permukaan Terhadap Kekuatan Fatik, Perhitungan Jarak Jangkau Maksimum Pesawat Udara Nir Awak BPPT untuk Misi Strategisnya, Prediksi Umur Kelelahan Struktur Badan Tekan Kapal Selam Karena Pengulangan Perubahan Beban Hidrostatik
Pada terbitan ini juga ditampilkan topik terkait beberapa pengembangan dan analisis permasalahan pada industri material, seperti Uji Tarik Dinamis Batang Sampel Aluminium 6061T8 dengan Metoda Fotografis, Perbaikan Mutu Ball Clay untuk bahan Baku Keramik Halus dengan Proses Pengendapan, Pengembangan Pengecoran Berbahan Baku Paduan Manganese Bronze untuk Propeller Kapal yang Berbasis Bahan Scrap dan Analisa Mampu Bentuk Bahan Baku Selongsong Munisi Cu-Zn 70/30 Setelah Deformasi pada Suhu 500ºC.
Redaksi selalu berusaha melakukan perbaikan-perbaikan dalam rangka meningkatkan mutu Majalah Ilmiah Pengkajian Industri. Selanjutnya Redaksi berencana menerbitkan Vol. 10 No.1, bulan April 2016 dengan Topik ”Indutri Proses, Rekayasa dan Manufaktur”.Redaksi sangat menghargai kritik dan saran yang membangun.
Redaksi
Majalah Pengkajian Industri
Kerusakan pada Material Baut Pin Akibat Patah Lelah, M.N.Setia Nusa 105 - 114 Pengaruh Penghilangan Kekasaran Permukaan Terhadap Kekuatan Fatik,
H.Agus Suhartono
115 – 120
Perhitungan Jarak Jangkau Maksimum Pesawat Udara Nir Awak BPPT untuk Misi Strategisnya, J. Muliadi, E.A. Prayitno & H.T. Muryanto
121 – 130 Prediksi Umur Kelelahan Struktur Badan Tekan Kapal Selam Karena
Pengulangan Perubahan Beban Hidrostatik, Wibowo H Nugroho, Ahmad S Mujahid
131 – 138
Uji Tarik Dinamis Batang Sampel Aluminium 6061T8 dengan Metoda Fotografis, Sahlan
139 – 146 Perbaikan Mutu Ball Clay untuk bahan Baku Keramik Halus dengan
Proses Pengendapan, Wahyu Garinas
147 – 156
Pengembangan Pengecoran Berbahan Baku Paduan Manganese Bronze
untuk Propeller Kapal yang Berbasis Bahan Scrap, Iwan Setiadi
157 – 166 Analisa Mampu Bentuk Bahan Baku Selongsong Munisi Cu-Zn 70/30
Setelah Deformasi pada Suhu 500ºC, Eka Febriyanti, Amin Suhadi, Dedi Priadi, Rini Riastuti
KERUSAKAN PADA MATERIAL BAUT PIN AKIBAT PATAH
LELAH
M. N. Setia Nusa Abstrak
Baut Pin atas pada klem sebagai koneksi ketiga kaki anjungan, yang berada didalam air laut mengalami kerusakan, patah dan terdapat korosi. Dilakukan penelitian untuk mengetahui penyebab terjadinya kerusakan baut tersebut dan mencari solusi agar kejadian tidak terulang pada masa yang akan datang. Untuk itu dilakukan pemeriksaan secara visual, fraktografi, metalografi, uji kekerasan dan uji komposisi kimia dan pemeriksaan SEM-EDS. Dari hasil pemeriksaan didapatkan struktur mikro baut pin berupa martensit temper dengan pengotor sulfit arah memanjang serta temuan kerusakan dengan ciri-ciri patah lelah yang ditandai dengan adanya beach marck dan radial fanlike. Beban yang diterima pada patah lelah I adalah reversed bending, dan pada
patah lelah II menerima beban geser-geser dan reversed bending. Dengan
demikian penyebab kerusakan baut pin adalah patah lelah oleh beban bending dan beban geser.
Kata kunci : Baut pin, Bending, Beban geser, Fatik, Patah.
PENGARUH PENGHILANGAN KEKASARAN
PERMUKAAN TERHADAP KEKUATAN FATIK
H. Agus Suhartono Abstrak
Tujuan penelitian ini adalah untuk menyelidiki dan membuktikan bahwa kegagalan kelelahan baja dimulai dari permukaan. Oleh karena itu tindakan pencegahan dengan memperhalus permukaan sangat penting untuk mencegah beban kelelahan baja. Spesimen dari AISI 1045 Steel dimuat dengan cara uji kelelahan lentur putar. Kelelahan pemuatan akan disela sebagai umur kelelahan mencapai 50% dari umur kelelahan dan 75% dari umur kelelahan. Selama gangguan lainnya yang spesimen akan digiling dan dipoles, sebelum diuji benar-benar sampai patah akibat kelelahan yang terjadi. Umur kelelahan dari setiap kelompok specimen diuji berdasarkan beban akan dibandingkan dengan spesimen oleh kelelahan bongkar tanpa aturan.The Miner rule digunakan untuk mengevaluasi hasil tes. Pengaruh
gangguan lainnya dan perlakuan permukaan dievaluasi dan dianalisis. Kata kunci : Fatik, kurva S-N, Kualitas permukaan
PERHITUNGAN JARAK JANGKAU MAKSIMUM PESAWAT
UDARA NIR AWAK BPPT UNTUK MISI STRATEGIS
Jemie Muliadi, Endarmadi A. Prayitno, Heri T. Muryanto Abstrak
Badan Pengkajian dan Penerapan Teknologi telah mengembangkan Pesawat Udara Nir Awak untuk berbagai misi. Selain misi yang terkait dengan aplikasi pertahanan dan keamanan, PUNA BPPT dikembangkan pula untuk misi-misi non militer. Sebagai validasi kemampuan PUNA BPPT dalam memenuhi misi terebut, maka perlu diketahui ukuran-ukuran performa yang relevan. Ukuran-ukuran tersebut meliputi,jarak jangkauan terbang maksimun, ketinggian terbang maksimum, ketahanan lama terbang, dan sejenisnya.
Jarak jangkauan terbang (range) merupakan parameter yang krusial dalam Operasional Pesawat Udara Nir Awak. Makalah ini menyajikan perhitungan jangkauan terbang maksimum PUNA BPPT. Data hasil uji terbang PUNA BPPT diolah untuk menghasilkan parameter aerodinamika yang akan menjadi masukan dalam perhitungan jarak jangkauan terbang PUNA. Jarak jangkau maksimum ini akan mencapai nilai optimum pada suatu nilai kecepatan jelajah optimum. Maka, variasi kecepatan jelajah akan dianalisa dan efeknya akan disimpulkan terhadap Jangkauan Terbang PUNA BPPT.
Kata kunci : Jangkauan Terbang, PUNA BPPT, Maximum Range
PREDIKSI UMUR KELELAHAN STRUKTUR BADAN TEKAN
KAPAL SELAM KARENA PENGULANGAN PERUBAHAN
BEBAN HIDROSTATIK
Wibowo H Nugroho, Ahmad S Mujahid
Abstrak,
Kajian teknis ini untuk memprediksi kelelahan dari struktur badan tekan kapal selam berbahan material HY – 80. Karena beban operasional utama yang terjadi pada kapal selam yang bekerja adalah beban hidrostatik akibat sifat operasinya. Beban hidrostatik ini mengakibatkan tegangan utama (principal stress) dimana terjadi saat kapal selam masih dipermukaan dan masuk pada
kedalaman operasional dimulai dengan kedalaman Sarat (T) 5,5m ke 50m dan 100m. Peristiwa penyelaman dari permukaan laut sampai kedalaman operasional dan kembali ke permukaan lagi, menyebabkan kapal selam mengalami perubahan beban yang berulang (repeated load) hal ini
berkonstribusi cukup besar terhadap kelelahan material struktur tersebut. Perhitungan prediksi kelelahan ini dimulai dengan pemodelan metode elemen hingga (MEH) pada badan tekan yang diasumsikan dengan bentuk yang serupa kapal selam type U-209 dengan bentuk silinder berongga bergading besar (web framed cylindrical hollow structure). Perhitungan kelelahan
dilakukan dengan mengaplikasikan aturan akumulasi kerusakan Palgrem – Miner pada S – N curve material HY – 80 berdasarkan data tegangan utama yang diperoleh dari MEH dan faktor keamanan 2,5. Asumsi yang dipakai adalah bahwa kapal selam memiliki 120 hari layar dalam setahun. Hasil studi ini menunjukkan bahwa umur kelelahan struktur badan tekan kapal selam berkisar 29 tahun
UJI TARIK DINAMIS BATANG SAMPEL ALUMINUM 6061T8
DENGAN METODA FOTOGRAFIS
Sahlan Abstrak
Sistem pemodelan fotografis yang menggunakan iluminator LED (Light Emiting Dioda) dan kamera film 35 mm di coba untuk digunakan mendiagnosis uji tarik dinamis batang uji. Pengulangan pada uji fotografis pada beberapa bentuk sampel uji tarik aluminum 6061T8 dengan kecepatan sampai dengan 50 kHz , yang mana material ini relatif memiliki karakteristik yang sangat bagus dan relatif lebih tahan terhadap kekuatan regangan rata-ratamya dan tingkat kekerasan yang tinggi. Pencahayaan LED pada saat yang tepat dapat terkoreksi hasilnya dengan pencatatan pengukuran batang sampel uji konvensional. Pemakaian ini dapat dipergunakan lebih luas untuk pengukuran kurva tegangan-regangan terhadap deformasi plastis yang labil. Kata Kunci : Uji Tarik, Fotografis, Illuminator LED
PERBAIKAN MUTU
BALL CLAY
UNTUK BAHAN BAKU
KERAMIK HALUS DENGAN PROSES PENGENDAPAN
Wahyu Garinas Abstrak
Mutu ballclay yang terdapat di dalam negeri sangat beragam dan umumnya agak sulit mendapatkan bahan baku yang sesuai dengan kebutuhan. Pada penelitian ini digunakan ball clay yang berasal dari daerah Kalimantan Barat,
Jawa Barat dan Jawa Timur. Ball clay merupakan salah satu bahan baku penting untuk pembuatan keramik halus. Untuk mendapatkan bahan baku ball clay sesuai dengan standar maka perlu dilakukan pengolahan bahan baku.
Pengolahan ball clay dalam penelitian ini dilakukan dengan cara
pengendapan dan penyaringan magnet. Pengujian terhadap bahan mentah
ball clay meliputi : uji komposisi kimia dengan metode basah (SNI. 15-0449-1989) dan pengujian besar butir (SNI.15-0578-1996). Ball clay yang sudah
diolah nantinya akan diuji dengan metode SNI yang sama. Hasil uji sebelum dan terolah akan dibandingkan dengan standar mutu ball clay untuk bahan
keramik halus. Hasil uji dari komposisi kimia dan besar butir ball clay bahan mentah menunjukan bahwa sampel dari Kalbar memenuhi syarat untuk bahan keramik halus dan sampel dari daerah lainnya ternyata tidak memenuhi standar (SNI, NGK. India).
Kata Kunci : ball clay, uji kimia 0449-1989), besar butir (SNI.15-0578-1996), proses pengendapan, mutu ball clay
PENGEMBANGAN PENGECORAN BERBAHAN BAKU PADUAN
MANGANESE BRONZE
UNTUK
PROPELLER
KAPAL YANG
BERBASIS BAHAN
SCRAP
Iwan Setyadi Abstrak
Banyak upaya dilakukan untuk meningkatkan kualitas komponen kapal, khususnya baling-baling kapal yang dibuat melalui IKM pengecoran guna mengurangi ketergantungan impor dan dalam upaya peningkatan TKDN untuk industri kapal nasional. Salah satu upaya yang dilakukan adalah merancang neraca bahan paduan manganese bronze untuk diaplikasikan pada pengecoran
baling-baling kapal dengan memanfaatkan bahan scrap. Dalam penelitian ini yang diatur adalah kadar prosentasi mangan dalam paduan. Pencapaian hasil penelitian yang optimal terjadi pada kandungan 3,27% Mn, dimana diperoleh peningkatan kekerasan menjadi 180,4 BHN atau naik 11,9 % dari kondisi awal dengan kandungan Mn 0,42%. Sedangkan ukuran butirnya mencapai 130,78 μm, atau lebih kecil 30,6 % dibanding saat kandungan 0,42% Mn.
Kata kunci : neraca bahan, prosentase mangan, pengecoran, manganese bronze, baling-baling kapal.
ANALISIS MAMPU BENTUK BAHAN BAKU SELONGSONG
MUNISI Cu-Zn 70/30
SETELAH
DEFORMASI
PADA SUHU 500ºC
Eka Febriyantia,b, Amin Suhadib, Dedi Priadia, Rini Riastutia
Abstrak
Deformasi dan perlakuan panas selalu menyertai proses pembuatan selongsong peluru karena kedua proses tersebutlah yang mampu mengatur bahan baku menjadi bentuk dan dimensi yang diinginkan serta sesuai dengan karakteristik yang dikehendaki. Padaun Cu-Zn 70/30 adalah bahan baku yang digunakan untuk pembuatan selongsong peluru, namun mampu bentuk paduan ini akibat deformasi dan perlakuan panas belum banyak diketahui. Oleh karena itu pada penelitian ini bertujuan untuk mempelajari pengaruh deformasi yang dilakukan pada suhu hangat terhadap mampu bentuk dingin dengan metode
thermomechanical controlled processed menggunakan teknologi canai hangat.
Teknologi canai hangat dilakukan dengan metode double pass reversible
sebanyak 25% x 2, 30% x 2, dan 35% x 2 pada suhu 500oC. Pengamatan mampu bentuk dilakukan dengan pengujian tarik hanya sampai perpanjangan 20% serta uji tarik sampai putus. Hasil dari penelitian menunjukkan bahwasifat mampu bentuk terbaik diperoleh pada benda uji yang dideformasi canai hangat di temperatur 500oC dengan derajat deformasi aktual sebesar 38.7%. Apabila dilihat dari sifat mampu bentuknya maka benda uji yang dideformasi canai hangat pada kondisi parameter penelitian ini memiliki nilai elongasi sebesar 10 % dengan nilai koefisien pengerasan regang yang tinggi sebesar 0.00228, nilai anisotropi normal rata-rata sebesar 0.5452, dan nilai anisotropi planar yaitu Δr<1 sebesar -0.42.
_________________________________________________________________________________________________
ANALISIS MAMPU BENTUK BAHAN BAKU SELONGSONG
MUNISI Cu-Zn 70/30 SETELAH DEFORMASI PADA SUHU 500ºC
ANALYSIS FORMABILITY OF RAW MATERIALS CU - ZN
MUNITIONS CASINGS 70/30 AFTER DEFORMATION AT
TEMPERATURE 500ºC
Eka Febriyantia,b, Amin Suhadib, Dedi Priadia, Rini Riastutia
aDepartemen Teknik Metalurgi dan Material, Universitas Indonesia, Depok, 16424
bBalai Besar Teknologi Kekuatan Struktur, BPPT, Puspiptek Serpong, 15314
E-mail : a,b[email protected] atau [email protected]
b [email protected] atau [email protected]
a[email protected], a[email protected]
Abstrak
Deformasi dan perlakuan panas selalu menyertai proses pembuatan selongsong peluru karena kedua proses tersebutlah yang mampu mengatur bahan baku menjadi bentuk dan dimensi yang diinginkan serta sesuai dengan karakteristik yang dikehendaki. Padaun Cu-Zn 70/30 adalah bahan baku yang digunakan untuk pembuatan selongsong peluru, namun mampu bentuk paduan ini akibat deformasi dan perlakuan panas belum banyak diketahui. Oleh karena itu pada penelitian ini bertujuan untuk mempelajari pengaruh deformasi yang dilakukan pada suhu hangat terhadap mampu bentuk dingin dengan metode thermomechanical controlled processed menggunakan teknologi canai hangat.
Teknologi canai hangat dilakukan dengan metode double pass reversible
sebanyak 25% x 2, 30% x 2, dan 35% x 2 pada suhu 500oC. Pengamatan mampu
bentuk dilakukan dengan pengujian tarik hanya sampai perpanjangan 20% serta
uji tarik sampai putus. Hasil dari penelitian menunjukkan bahwa sifat mampu
bentuk terbaik diperoleh pada benda uji yang dideformasi canai hangat di temperatur 500oC dengan derajat deformasi aktual sebesar 38.7%. Apabila dilihat
dari sifat mampu bentuknya maka benda uji yang dideformasi canai hangat pada kondisi parameter penelitian ini memiliki nilai elongasi sebesar 10 % dengan nilai koefisien pengerasan regang yang tinggi sebesar 0.00228, nilai anisotropi normal rata-rata sebesar 0.5452, dan nilai anisotropi planar yaitu Δr<1 sebesar -0.42.
Kata Kunci : Cu-Zn70/30, mampu bentuk, deformasi, perlakuan panas
Abstract
Deformation and heat treatment are always done in manufacturing of munition casing because both processes have important role to derive raw material into the required form, dimensions and characteristics. Cu-Zn 70/30 alloy is raw material which normally used as munition casing however, its formability after deformation and heat treatment is not widely known. Therefore, this research has an objective to study the effect of deformation at warm temperature on cold formability by introducing thermomechanical controlled processed in warm rolling. Warm rolling have been conducted by double pass reversible method on 25% x 2, 30% x 2, and 35% x 2 at temperature 500oC. Evaluation of formability have been done by
limited tensile test up to 20% elongation and full tensile test until rupture. The result of this research indicates that the best formability of Cu-Zn 70/30 is obtained on specimen which are deformed by warm rolling at actual degree of deformation 38.7%. Formability testing result for his specimen under designated warm rolling parameter has an elongation 10 % with strain hardening coefficient 0.00228, average normal anisotropy value 0.5452, and plannar anisotropy value
Keywords : Cu-Zn 70/30, formability, deformation, heat treatment
Diterima (recieved) : 13 Oktober 2015, Direvisi (Revised) : 16 Oktober 2015, Disetujui (Accepted) : 26 November 2015
PENDAHULUAN
Pada proses pembuatan selongsong munisi, baik yang kaliber kecil maupun kaliber besar selalu mengalami proses pemanasan dan proses deformasi atau pengubahan bentuk (metal forming) dalam salah satu tahapan proses pembuatannya. Misalnya proses annealing, hot rolling, cold rolling, deep drawing, flow forming serta proses ironing. Proses proses tersebut memberi energi panas, mekanis atau energi panas dan mekanis secara bersamaan kepada atom atom pada material tersebut. Sehingga
secara mikroskopis struktur mikronya
berubah dan perubahan struktur mikro ini berdampak pada perubahan sifat mekanis dari material. Paduan Cu-Zn70/30 adalah material yang banyak digunakan untuk bahan
baku selongsong peluru. Namun
permasalahannya pengaruh suhu dan
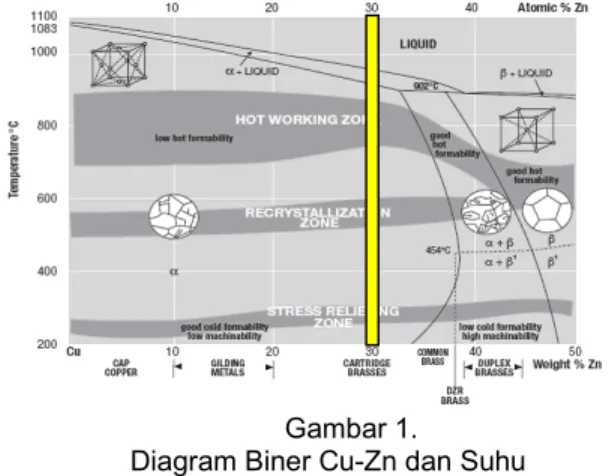
deformasi terhadap karakteristik mekanis termasuk mampu bentuk dari material Cu-Zn 70/30 ini belum banyak diketahui. Karena itu pada penelitian ini dilakukan analisa mampu bentuk material Cu-Zn 70/30 setelah mengalami berbagai derajat deformasi pada suhu 500ºC. Dipilihnya suhu 500ºC karena pada suhu tersebut material Cu-Zn 70/30 mulai mengalami rekristalisasi (Gambar 1) sehingga fenomena persaingan antara perbaikan struktur mikro karena adanya energi panas dengan perusakan struktur
mikro akibat energi mekanis sangat
menentukan karakteristik bahan baku
selongsong munisi yang akan diproses lebih lanjut.
Gambar 1.
Diagram Biner Cu-Zn dan Suhu Rekristalisasi1-2)
Penelitian ini bertujuan untuk menganalisa serta mendalami bagaimana pengaruh persaingan antara perbaikan struktur mikro dan perusakan struktur mikro tersebut terhadap mampu bentuk dari material Cu-Zn 70/30. Khusus sifat mampu bentuk yang
diamati karena proses pembuatan
selongsong peluru baik munisi kaliber kecil maupun munisi kaliber besar didominasi oleh proses perubahan bentuk. Berhasil tidaknya proses pengubahan bentuk tersebut sangat dipengaruhi oleh mampu bentuk dari material. Disamping itu produk akhir juga harus mempunyai sifat mekanis yang sesuai dengan spesifikasi standar dari selongsong peluru. Walaupun mampu bentuknya baik dan hasil proses pengubahan bentuknya tanpa cacat, namun jika sifat mekanis lain seperti kekuatan tarik tidak memenuhi spesifikasi standar dari selongsong peluru berarti rangkaian proses dari material tersebut kurang tepat, sebaliknya jika kekuatan tarik terpenuhi tapi materialnya sulit
dilakukan pengubahan bentuk atau
produknya robek, maka rangkaian proses tersebut juga belum sempurna (Gambar 2). Karena itu perlu dicari kondisi optimum dari
material agar berhasil dalam proses
pengubahan bentuk tetapi juga produk akhirnya mempunyai sifat mekanis yang sesuai dengan standar spesifikasi dari selongsong munisi.
Gambar 2.
Contoh Hasil Proses Deep Drawing pada Berbagai Suhu3)
_________________________________________________________________________________________________
Pada proses pembuatan selongsong munisi terutama munisi kaliber besar banyak memanfaatkan teknologi metal forming antara lain adalah proses deep drawing atau yang serupa dengan itu yaitu proses ironing yang biasanya dilakukan pada suhu kamar dimana tidak ada energi panas yang berperan.
Karena itu keberhasilan proses ironing
tergantung dari mampu bentuk dingin material Cu-Zn 70/30 yang digunakan tersebut. Pada
penelitian ini dilakukan thermomechanical
controlled processed pada paduan Cu-Zn
70/30 dengan menggunakan metode
teknologi canai hangat pada suhu 500ºC dengan berbagai derajat deformasi. Hasil dari proses tersebut kemudian dilakukan pengujian dan pengamatan antara lain pengujian tarik dan pengamatan dengan FESEM. Pengujian tarik merupakan salah satu pengujian yang digunakan untuk menentukan sifat mampu bentuk dan mampu alir material secara intrinsic (non-simulatif). Sedangkan pengamatan FESEM digunakan untuk mengamati tekstur permukaan patahan hasil uji tarik.
Apabila lembaran logam akan digunakan
sebagai bahan baku untuk proses ironing,
diharapkan memiliki ketahanan yang tinggi terhadap penipisan (anisotropi di arah normal/tegak lurus) yang dinotasikan dengan ‘r’, sedangkan aliran plastis di bidang lembaran terjadi dengan mudah di semua arah (anisotropi bidang) dinotasikan dengan ‘r’, oleh sebab itu kombinasi nilai ‘r’ tinggi
dan ‘r’ rendah, nantinya akan menghasilkan
kemampuan drawability yang optimal. Masih
ada satu lagi indikator yang menunjukan kemampuan bentuk pelat yaitu koefisien pengerasan regangan, dinotasikan dengan ‘n’ yang ditentukan oleh hubungan tegangan yield pada tingkat regangan tertentu, sehingga material dengan nilai ‘n’ tinggi menunjukan indikasi mampu bentuk pelat yang baik[6M].
BAHAN DAN METODE
Benda uji yang digunakan adalah paduan
Cu-Zn70/30 dengan komposisi yang
ditampilkan pada Tabel 1.
Tabel 1.
Komposisi Benda Uji Paduan Cu-Zn70/30
Unsur Penelitian (wt%) Target* (wt%) Cu 69.5 69.5-72 Zn 30.7 sisa Fe 0.026 ~ max. 0.05 Sn 0.0062 ~ max. 0.03 Al < 0.002 ~ max. 0.03 Ni - ~ max. 0.2 As < 0.001 ~ max. 0.02 Pb < 0.005 ~ max. 0.05 Si < 0.005 ~ max. 0.01 Mn 0.0052 ~ max. 0.04 P < 0.003 ~ max. 0.05 Sb - ~ max. 0.01 Bi - ~ max. 0.04
* Target : standard PINDAD
Pengujian komposisi material paduan Cu-Zn 70/30 dilakukan dengan menggunakan Optical Emission Spectroscopy (OES) pada
DTMM FTUI.
Ukuran benda uji yang digunakan dalam penelitian ini adalah pelat berdimensi 100 mm x 100 mm x 3,1 mm seperti yang ditampilkan pada Gambar 3, lalu dihubungkan dengan kawat termokopel tipe K berdiameter 2 mm. Pengukuran temperatur menggunakan data acquisition system yang dihubungkan dengan perangkat komputer.
Gambar 3.
ContohRangkaian Pengujian Canai Hangat
Proses deformasi canai hangat didahului dengan pemanasan sampel pada dapur
karbolit dengan temperature 700oC selama 90
menit, yang kemudian dilanjutkan proses canai pada mesin OnoRoll kapasitas 20 tonF
dengan parameter deformasi canai double
pass reverse, secara bolak-balik sebanyak 32.25%, 35.48%, dan 38.7% yang dilanjutkan dengan pendinginan udara.
Penelitian ini diawali dengan pemanasan awal benda uji dari suhu ruang ke suhu
700oC selama 30 menit lalu ditahan selama
90 menit untuk proses homogenisasi yang bertujuan untuk menghasilkan ukuran butir yang lebih seragam, kemudian dilanjutkan
dengan pendinginan dalam oven ke suhu ruang seperti yang terlihat pada Gambar 4. Selanjutnya dilakukan pemanasan ke suhu
500oC dengan waktu 15 menit dan ditahan
selama 15 menit lalu dilakukan canai hangat secara double pass reversible dengan derajat deformasi 32.25%, 35.48%, dan 38.7% kemudian dilanjutkan dengan pendinginan di udara, tahapan proses ditunjukkan pada Gambar 5.
Gambar 4.
Diagram Tahapan Homogenisasi di Suhu
700oC selama 90 Menit
Gambar 5.
Diagram Tahapan Canai Hangat pada Suhu
500oC dengan Metode Double Pass
Reversible
Proses canai hangat dilanjutkan dengan pengujian tarik. Pengujian tarik dilakukan untuk mengetahui kekuatan tarik dan nilai keuletan. Sampel uji tarik mengacu pada
standard ASTM E84) dengan menggunakan
mesin uji tarik Servopulser Shimadzu dan
peralatan tambahan seperti jangka sorong dial indicator, dan perlengkapannya.
Sedangkan benda uji untuk pengujian tarik seperti yang terlihat pada Gambar 6.
Gambar 6.
Sampel Uji Tarik dimana L = minimal 100 mm, G = 25 mm, dan C = 10 mm
Untuk menghitung nilai UTS (ultimate tensile strength), YS (yield strength), dan Ɛ (elongasi) dari material paduan Cu-Zn 70/30 menggunakan persamaan sebagai berikut :
dimana : σUTS = Tegangan tarik maksimum; Fmax = Gaya tarik maksimum; Ao = Luas penampang sampel awal; ε = Pertambahan panjang/elongasi; lmax = Panjang sampel ketika kuat tarik maksimum; lo = Panjang sampel awal
Sedangkan beberapa sifat mekanis yang menunjukkan mampu bentuk (formability) material yaitu :
1. Koefisien pengerasan regang/Strain
hardening coefficient (n)
2. Anisotropi normal/Strain plastic ratio
(R )
3. Anisotropi planar (ΔR)
Pada pengujian tarik uniaksial untuk mendapatkan nilai kuat tarik maksimum, elongasi dan ‘n’ (koefisien pengerasan regang) benda uji dilakukan pengujian tarik sampai mengalami perpatahan, sedangkan dalam pengujian tarik untuk mencari nilai ‘r’ (anisotropi normal), pengujian tarik yang dilakukan pada sampel hanya sampai
mengalami perpanjangan 10-20% dari
panjang awal, dalam penelitian ini sampel ditarik hingga mengalami perpajangan 20% dari panjang awal. Sedangkan untuk nilai n
berdasarkan standard E6465) menggunakan
rumus sebagai berikut:
dimana :σ = Tegangan plastis; k = koefisien kekuatan; n = koefisien pengerasan regang.
Untuk mendapatkan nilai r dan Δr maka pengujian tarik uniaksial dilakukan sampai material benda uji mengalami perpanjangan sebesar 10-20% dari perpanjangan awal dan perhitungannya berdasarkan standard ASTM
E5176) adalah sebagai berikut :
(1) (2) σUTS = Fmax/Ao
ε = (lmax-lo)/lo
σ = k x εn log σt = log k + n.log εt
n = log σt/log εt n = (n0 + n45 + n90)/4 (3) (4) (5) (6)
_________________________________________________________________________________________________
dimana :
r = Anisotropi normal; to = Tebal awal; εw :
True Strain arah lebar; ti = Tebal akhir; εt =
True Strain arah tebal; wo = Lebar awal;
wi = Lebar akhir
Setelah dilakukan pengujian tarik
selanjutnya dilakukan pengamatan FE-SEM (Field Emission-Scanning Electron Microscope). Pengamatan FE-SEM bertujuan untuk mengamati tekstur permukaan patahan, sifat patahan, dan lebar dimple setelah pengujian tarik akibat pengaruh deformasi dari proses canai hangat pada benda uji paduan Cu-Zn 70/30.
HASIL DAN PEMBAHASAN
Setelah dilakukan proses canai hangat maka dilakukan pengukuran tingkat deformasi melalui persamaan sebagai berikut :
dimana : % deformasi = derajat deformasi, Ho = tebal awal benda uji (mm), Hf = tebal akhir benda uji (mm)
Sedangkan untuk menghitung besar
regangan yang terjadi saat pencanaian hangat maka dapat digunakan rumus sebagai-berikut7):
Pengujian Tarik
Untuk data derajat deformasi (%) dan regangan canai hangat dapat dilihat pada Tabel 2.
Tabel 2.
Hasil Pengukuran Dimensi Benda Uji dan Regangan setelah Canai Hangat
Ho (mm) Hf (mm) Derajat Deformasi (%) Regangan Canai Hangat 3.1 2.1 32.25 0.449832 3.1 2 35.48 0.506184 3.1 1.9 38.7 0.565428 Gambar 7.
Hubungan antara Derajat Deformasi (%) dengan Regangan Canai Hangat Gambar 7 menunjukkan bahwa dengan semakin meningkatnya derajat deformasi hingga mencapai 38.7% menunjukkan tren positif
terhadap peningkatan regangan hingga
0.565423.
Tabel 3.
Data Hasil Uji Tarik Paduan Cu-Zn70/30 setelah Diproses Canai Hangat
Regangan Canai Hangat
UTS
(MPa) YS[11] (MPa) Ɛ (%)
0 308.58 174.53 68
0.449832 505.18 402.04 21
0.506184 502.29 437.50 6
0.565428 533.05 435.26 10
Dari hasil uji tarik diperoleh data seperti batas kekuatan tarik (UTS), perpanjangan hingga putus (% Elongasi), dan kekuatan luluh
(YS)8) dari paduan Cu-Zn 70/30. Data hasil uji
tarik pelat Cu-Zn 70/30 yang telah diproses canai hangat seperti yang dapat dilihat pada Gambar 8 yaitu grafik hubungan regangan canai hangat terhadap kekuatan tarik UTS dan kekuatan tarik YS dan Gambar 9 yaitu grafik hubungan regangan canai hangat terhadap persentase elongasi.
Gambar 8.
Hubungan antara Regangan Canai Hangat dengan Kekuatan Tarik (MPa) r = εw/εt = ln (wo/wi)/ln (to/ti) ra = (r0 + 2r45 + r90)/4 Δr = (ro-2r45+r90)/2 (7) (8) (9) (10) (11)
SIMPULAN
Berdasarkan analisa dan pemeriksaan
Gambar 9.
Hubungan antara Regangan Canai Hangat dengan % Elongasi
Hasil Pengamatan FESEM Penampang Putus Uji Tarik
Gambar 10.
Foto SEM Penampang Patahan Benda Uji Tarik Pelat Cu-Zn70/30 setelah
Homogenisasi pada Temperatur 700oC
selama 90 Menit
Gambar 10 menunjukkan permukaan
patahan pelat Cu-Zn 70/30 setelah
homogenisasi 700oC selama 90 menit tanpa
proses canai hangat. Kedua foto tersebut menunjukkan bahwa patahan yang terjadi adalah patah ulet. Selain itu kedua foto tersebut juga memperlihatkan dimple-dimple yang berukuran besar (lingkaran).
Sedangkan untuk paduan Cu-Zn 70/30
yang telah diproses canai hangat
menunjukkan ukuran dimple yang relatif makin kecil dengan semakin meningkatnya regangan canai hangat. Namun, tetap menunjukkan patah ulet pada batas butir seperti yang terlihat pada 11.
Gambar 11.
Pengamatan Patahan Hasil Uji Tarik untuk Benda Uji Canai Hangat dengan FE-SEM
(a-b) Deformasi Aktual 38.7% Tabel 4.
Pengukuran Lebar Dimple (Μm) Penampang Putus Benda Uji Tarik
Derajat Deformasi (%) Regangan Canai Hangat Lebar Dimple (µm) 0 - 2.54±0.87 32.25 0.449832 1.13±0.31 35.48 0.506184 1.005±0.10 38.7 0.565428 0.82±0.23 Gambar 12
Hubungan antara Regangan Canai Hangat dengan Lebar Dimple pada Benda Uji Paduan
Cu-Zn70/30 a
_________________________________________________________________________________________________
Peningkatan derajat deformasi aktual berbanding lurus dengan penambahan regangan canai hangat seperti yang terlihat pada Gambar 7 dimana dengan semakin meningkatnya derajat deformasi aktual hingga mencapai 38.7% menunjukkan tren
positif terhadap peningkatan regangan
mencapai 0.565428 yang menyebabkan lebar dimple semakin kecil seiring dengan bertambahnya regangan canai hangat seperti yang ditunjukkan pada Gambar 12. Hal tersebut juga sesuai dengan beberapa penelitian yang dilakukan terhadap logam Cu-Zn dan tembaga murni juga menunjukkan kecenderungan yang sama dimana dengan semakin besar regangan maka ukuran/lebar dimple semakin kecil.
Menurut Beata Mallakova9) melaporkan
bahwa fraktografi penampang putus dari
tembaga murni yang diproses dengan Equal
Channel Angular Rolling (ECAR) sampai 33 pass menunjukkan bahwa tembaga yang
diproses ECAR adalah transcrystalline ductile
dengan morfologi dimple yang disertai dengan deformasi yang cukup besar.
Hasil uji tarik sampel paduan Cu-Zn yang telah diproses ARB sampai 6 pass yang
dilakukan S.Pasebani dkk10) menunjukkan
patahan dimple yang lebih dangkal. Hal ini menunjukkan paduan Cu-Zn telah menerima regangan yang lebih besar terlihat lebih getas dengan dimple yang lebih halus.
Sedangkan menurut J.M Cobos11)
menunjukkan penampang putus hasil uji tarik
yang diproses cryogenic DSD dengan
regangan 1.6 terlihat lebih ulet dengan lembah yang lebih dalam.
Pengujian Mampu Bentuk
Hasil Perhitungan Koefisien Pengerasan Regang (n)
Koefisien pengerasan regang (n)
merupakan kemampuan pelat untuk
diregangkan dalam keadaan tarik dua sumbu terhadap profil permukaan berbentuk pelat. Nilai n atau koefisien pengerasan regang ditentukan oleh ketergantungan dari tegangan alir (luluh) pada tingkat tegangan tertentu. Material dengan nilai n tinggi, tegangan alir
meningkat cepat dengan regangan12)..
Tabel 5.
Pengukuran Nilai Koefisien Pengerasan Regang Derajat Deformasi (%) Regangan Canai Hangat Nilai n 0 - 0.00059 32.25 0.449832 0.00043 35.48 0.506184 0.00011 38.7 0.565428 0.00228 Gambar 13.
Hubungan antara Regangan Canai Hangat dengan Koefisien Pengerasan Regang (nilai
n) pada Benda Uji Paduan Cu-Zn70/30
Nilai n pada Gambar 13 menunjukkan tren yang positif dimana dengan semakin meningkatnya regangan mencapai 0.5654 maka nilai koefisien pengerasan regang (n) semakin tinggi. Jadi, dengan semakin meningkatnya koefisien pengerasan regang maka regangan maksimum yang tercapai
untuk proses deep drawing dan stretching
semakin tinggi.
Hasil Perhitungan Anisotropi
Normal/Anisotropi Platis (ra) dan
Anisotropi Planar (Δr)
Anisotropi normal ialah sifat ketahanan bahan terhadap penipisan. Semakin besar nilai ra suatu bahan berarti ketahanan terhadap penipisan arah penebalannya juga besar.
Tabel 6.
Pengukuran Nilai Anisotropi Normal (r) dan Anisotropi Planar (Δr) Derajat Deformasi (%) Regangan Canai Hangat Nilai r Nilai
Δr
0 - 0.38 0.19 32.25 0.449832 1.277 0.286 35.48 0.506184 1.003 0.280 38.7 0.565428 0.916 -0.21Dari hasil perhitungan menggunakan
persamaan (7‐9)6) pada Tabel 6 menunjukkan
bahwa nilai r tertinggi terdapat pada benda uji yang dilakukan canai hangat dengan regangan canai hangat mencapai 0.45.
Sedangkan nilai Δr yang lebih besar dari 0
menunjukkan cacat earing yang terbentuk
semakin tinggi terutama pada arah canai 0o
dan 90o pada produk hasil tarik dalam. Dari
Tabel 6 didapatkan data bahwa Δr terendah terdapat pada benda uji yang diberi perlakuan
canai hangat 500oC dengan regangan canai
hangat mencapai 0.57
Oleh karena itu, dari hasil pengujian secara intrinsic (non-simulasi) hasil perlakuan yang memenuhi persyaratan untuk mampu tarik dalam adalah benda uji yang memiliki nilai n dan r tertinggi. Namun, karena produk
hasil ironing diharuskan memiliki cacat
pengupingan yang rendah maka nilai Δr harus di bawah nol sehingga benda uji yang sesuai untuk persyaratan aplikasi mampu tarik dalam adalah yang diberi perlakuan
canai hangat di temperatur 500oC dengan
regangan canai hangat mencapai 0.57.
SIMPULAN
Dari penelitian yang telah dilakukan pada pelat paduan Cu-Zn70/30 di atas diperoleh kesimpulan bahwa, dari semua parameter yang digunakan dalam penelitian ini, maka yang menghasilkan mampu bentuk dingin terbaik dari paduan Cu-Zn70/30 yaitu proses deformasi canai hangat yang dilakukan dengan derajat deformasi aktual 38.7% dan regangan canai hangat 0.565428.
Dengan peningkatan regangan canai hangat menghasilkan penurunan persentase elongasi mencapai 6% di regangan 0.51 lalu
meningkat sebesar 10% di regangan 0.57.
Pada regangan canai hangat 0.57
menghasilkan nilai koefisien pengerasan regang (n) tertinggi sebesar 0.00228.
Pada regangan canai hangat 0.57
menghasilkan nilai anisotropi
normal/.anisotropi plastis (ra) yang tinggi sebesar 0.916, dan Pada regangan canai hangat 0.57 menghasilkan nilai anisotropi planar di bawah nol sebesar -0.21 yang berarti menurunkan terbentuknya cacat pengupingan pada produk pelat paduan Cu-Zn70/30
UCAPAN TERIMA KASIH
Ucapan terima kasih kami ucapkan kepada seluruh karyawan B2TKS khususnya dan kegiatan MKB (Munisi Kaliber Besar), sebagai
tempat dilakukannya penelitian ini sehingga dapat terlaksana dengan lancar.
DAFTAR PUSTAKA
1. Zhiming Li, Liming Fu, Bin Fu, Aidang San, Effect Annealing on Microstructure and Mechanical Properties of Nano-grained Titanium Produced by Combination Aysmemetric and Symmetric Rolling, Material Science and Engineering An 568, 2012, pp.309-318
2. William D.Callister Jr., An Introduction :
Material Science and Engineering, John Wiley & Son, Inc., 2007, pp.373
3. K.Hajizadeh, et.al., Study of Texture,
Anisotropy, and Formability of Cartridge Brass Sheets, Journal of Alloys and Compounds, vol.588, 2014, pp.690-696
4. ASTM E8, Standard Test Methods for
Tension Testing of Metallic Materials, 2003
5. ASTM E646, Standard Test Methods for
Tensile Strain Hardening Exponents, 2003
6. ASTM E517, Standard Test Methods for
Plastic Strain Ratio r for Sheet Metal, 2003.
7. Guy and Hren, Elements of Physical
Metallurgy, Addison Wesley, 1974
8. M.Aghaie-Khafri, A.Mohebati-Jouibari,
Thermomechanical Treatment of 70/30 Brass Containing Iron Impurity, Journal of Material Science,vol. 41, 2006, pp.7585-7589
9. Beata Mallakova,et.al, Fracture Analysis
and Local Mechanical Properties of Copper Processed by ECAR, Acta Metall-Slovaca Conference, vol.3, 2013, pp.259-263
10. Pasebani, Somayeh, Toroghinejad
M.Reza,M. Hosseini, Jerzy Szpunarc, Textural Evolution Nano-grained 70/30 Brass Produced by Accumulative
Roll-Bonding, Material Science and
Engineering A, vol.527, 2010,
pp.2050-2056
11. Cobos-Higuera, J.M.Cabrera, Mechanical , Microstructural and Electrical Evolution of Commercially Pure Copper Produced by ECAP, Material Science and Engineering A, vol. 571, 2013, pp.103-114
12. Strain Hardening and Formability, Technical Tidbits,vol. 6, no.5, November-Desember 2005