134
ANALISA NILA KEKUATAN TARIK DAN METALOGRAPHY PADA PELAT BAJA KARBON HASIL PENGELASAN ASETELIN
DI PT. GROWTH SUMATERA INDUSTRY ENZO W. B. SIAHAAN
DOSEN FAKULTAS TEKNIK, UNIVERSITAS DARMA AGUNG MEDAN ABSTRACT
Given that welding is an integral part of the growth of industrial growth, as it plays a major role in the engineering and reparation of metal production. So it takes a research and scientific work oriented to the realization of improved quality of welded joints, high efficiency, low cost, energy savings and energy savings as possible. Test results of the chemical composition average percentage of carbon is below 0.3%, while the percentage value of the content of carbon steel plate tested is 0.04151%, for the results of microstructure test results obtained is a structure of ferrite and pearlite. The result of the tensile strength test on the welding of the carbon steel plate of acetylin welding showed that: Strength Pull the carbon steel plate which did not experience welding connection is 422,88 (N / mm2), after having the welding of Acetaminin Strength Tariknya become 308,47 (N / mm2) , There was a decrease of 27.1%, the carbon steel plate uncoated load that did not experience welding connection was 47987.51 (N), after welding of acetylene welding burden to 35620.30 (N), there was a decrease of 25.8% Maximum carbon steel plate that did not experience welding connection was 52860,30 (N), after having Maximum Asset welding load become 38558,25 (N), there was a decrease of 27,1%.
Keywords: Tensile Strength, Metallography, Carbon Steel Plates, Acetelin Welding.
PENDAHULUAN
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan peningkatan industri karena memegang peranan utama dalam rekayasa dan reparasi produksi logam. Hampir tidak mungkin pembangunan suatu pabrik tanpa melibatkan unsur pengelasan.
Pada era industrialisasi dewasa ini teknik pengelasan telah banyak dipergunakan secara luas pada penyambungan batang-batang pada konstruksi bangunan baja dan konstruksi mesin. Luasnya pengguanaan teknologi ini disebabkan karena bangunan dan mesin yang dibuat dengan teknik penyambungan menjadi ringan dan lebih sederhana dalam proses pembuatannya.
Lingkup penggunaan teknik pengelasan dalam bidang konstruksi sangat luas, meliputi perkapalan, jembatan, rangka baja, pipa saluran dan lain sebagainya. Di samping itu proses las dapat juga dipergunakan untuk reparasi misalnya untuk mengisi lubang-lubang pada coran, membuat lapisan keras pada perkakas, mempertebal bagian-bagian yang sudah aus dan lain-lain. Pengelasan bukan tujuan utama dari konstruksi, tetapi merupakan sarana untuk mencapai pembuatan yang lebih baik. Karena itu rancangan las harus betul-betul memperhatikan kesesuaian antara sifat-sifat las yaitu kekuatan dari sambungan dan memperhatikan sambungan yang akan dilas, sehingga hasil dari pengelasan sesuai dengan yang diharapkan.
Mutu dari hasil pengelasan di samping tergantung dari pengerjaan lasnya sendiri dan juga sangat tergantung dari persiapan sebelum pelaksanaan pengelasan, karena pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas. Pada penelitian ini pengelasan yang digunakan adalah las asetelin. Hal ini sangat erat hubungannya dengan panas, ketangguhan, cacat las, serta retak yang pada umumnya mempunyai pengaruh yang fatal terhadap keamanan dari konstruksi yang dilas. Maka dari itu untuk mengusahakan hasil pengelasan yang baik dan berkualitas maka perlu memperhatikan sifat – sifat bahan yang akan dilas. Untuk itu penelitian tentang pengelasan sangat mendukung dalam rangka memperoleh hasil pengelasan yang baik. Untuk dapat mengetahui pengaruh hasil pengelasan las asetelin pada pelat baja terhadap uji tarik dari pengelasan maka perlu dilakukan pengujian terhadap benda uji hasil dari pengelasan.
135
LANDASAN TEORITIS Pengertian Las
Definisi pengelasan ialah suatu proses penyambungan logam dimana logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya-tarik menarik antara atom. Sebelum atom-atom tersebut membentuk ikatan, permukaan yang menjadi satu perlu bebas dari gas yang terserap atau oksida-oksida. Bila dua permukaan yang rata dan bersih ditekan, beberapa kristal akan tertekan dan bersinggungan. Bila tekanan diperbesar, daerah singgung ini bertambah luas. Lapisan oksida yang rapuh, pecah logam mengalami deformasi plastik. Batas antara dua permukaan kristal dapat menjadi satu dan terjadilah sambungan, proses ini disebut pengelasan dingin.
Las asetelin
Las asetelin adalah proses pengelasan secara manual, dimana permukaan yang akan disambung mengalami pemanasan sampai mencair oleh nyala (flame) gas asetelin (yaitu pembakaran C2H2 dengan O2), dengan atau tanpa logam pengisi, dimana proses penyambungan tanpa penekanan. Disamping untuk keperluan pengelasan (penyambungan) las gas dapat juga dipergunakan sebagai : preheating, brazing, cutting dan hard facing.
Penggunaan untuk produksi (production welding), pekerjaan lapangan (field work), dan reparasi (repair & maintenance). Dalam aplikasi hasilnya sangat memuaskan untuk pengelasan baja karbon, terutama lembaran logam (sheet metal) dan pipa-pipa berdinding tipis.
Gambar 1. Las Asetelin
Baja Paduan Rendah
Baja paduan rendah adalah baja paduan yang mempunyai kadar karbon sama dengan baja lunak, tetapi ditambah dengan sedikit unsur-unsur paduan.
Penambahan unsur ini dapat meningkatkan kekuatan baja tanpa mengurangi keuletanya. Baja paduan banyak digunakan untuk kapal, jembatan, roda kreta api, ketel uap, tangki-tangki dan dalam permesinan.
Metalografi Daerah Las-lasan
Daerah las-lasan terdiri dari tiga bagian yaitu: daerah logam las, daerah pengaruh panas atau heat affected zone disingkat menjadi HAZ dan logam induk yang tak terpengaruhi panas.
1) Daerah logam las
Daerah logam las adalah bagian dari logam yang pada waktu pengelasan mencair dan kemudian membeku. Komposisi logam las terdiri dari komponen logam induk dan bahan tambah dari elektroda. 2) Daerah pengaruh panas atau heat affected zone (HAZ)
Daerah pengaruh panas atau heat affected zone ( HAZ ) adalah logam dasar yang bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat sehingga daerah ini paling kritis dari sambungan las. Secara visual daerah yang dekat denga garis lebur las maka susunan struktur logamnya semakin kasar.
3) Logam induk
Logam induk adalah bagian logam dasar dimana panas dan suhu pengelasan tidk menyebabkan terjadinya perubahan-perubahan struktur dan sifat. Disamping ketiga pembagian utama tersebut masih ada satu daerah pengaruh panas, yang disebut batas las.
136
Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk mengetahui apakah kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih tinggi dari kelompok raw materials.
Pengujian tarik untuk kualitas kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatanya dan dimanakah letak putusnya suatu sambungan las. Pembebanan tarik adalah pembebanan yang diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada salah satu ujung benda.
Penarikan gaya terhadap beban akan mengakibatkan terjadinya perubahan bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi pada bahan uji adalah proses pergeseran butiran kristal logam yang mengakibatkan melemahnya gaya elektromagnetik setiap atom logam hingga terlepas ikatan tersebut oleh penarikan gaya maksimum.
METODE PENELITIAN Metode Penelitian
Penelitian ini menggunakan metode eksperimen, yaitu suatu cara untuk mencari hubungan sebab akibat antara dua faktor yang berpengaruh.
Eksperimen dilaksanakan dilaboratorium dengan kondisi dan peralatan yang diselesaikan guna memperoleh data tentang pengaruh arus pengelasan terhadap kekuatan tarik dan metalografi pada plat baja hasil pengelasan las asetelin.
Tempat Penelitian
Penelitian dilakukan di Laboratorium PT. Growth Sumatra Industry dan Laboratorium Metalography Universitas Darma Agung.
Variabel Penelitian
Variabel penelitian dalam penelitian yang dilakukan adalah sebagai berikut : 1) Variabel bebas
Variabel bebas atau indipendent variable adalah variabel yang diduga sebagai penyebab timbulnya variabel lain. Dalam penelitian ini yang menjadi variabel bebas adalah proses pengelasan asitelin. 2) Variabel terikat
Dalam penelitian ini variabel terikatnya adalah komposisi kimia, kekuatan tarik dan metalography.
Instrumen Penelitian
1) Bahan Penelitian
Bahan yang menjadi objek dalam pengujiam ini adalah: a. Bahan yang digunakan adalah plat baja karbon. b. Ketebalan plat 5 mm.
c. Jumlah bahan yang digunakan dalam penilitian ini ialah 6 spesimen, 3 spesimen untuk uji pengelasan asetelin dan 1 spesimen tanpa di las, dengan ukuran 200 mm x 50 mm x 5 mm. d. Kawat baja dengan diameter 2 mm
e. Posisi pengelasan dengan menggunakan posisi bawah tangan.
f. Bentuk spesimen benda uji mengacu pada standar SNI 07-0371-1998 batang uji tarik bahan logam.
2) Alat
a. Mesin Spectrometer ARL 3460 Metals Analizer
b. Peralatan Pengelasan c. Las Asetelin
d. Penggaris
e. Mesin Gerinda Potong f. Mesin Gerinda Tangan g. Mesin Uji Foto Struktur Mikro
137
i. Mesin Pemotong Plat Baja (Cutting Torch) j. Kikir
3) Prosedur Penelitian
a. Prosedur Pembuatan Spesimen
1) Mengacu standar SNI 07-0371-1998 untuk pengujian kualitas kekuatan tarik bahan. Setelah proses pengelasan selesai maka dilanjutkan pembuatan spesimen sesuai SNI 07-0371-1998, yang nantinya akan diuji tarik, langkah-langkahnya sebagai berikut:
a. Meratakan alur hasil pengelasan.
b. Bahan dipotong-potong dengan ukuran panjang 200 mm dan lebar 50 mm.
c. Membuat gambar pada kertas yang agak tebal atau mal mengacu ukuran standar SNI 07-0371-1998.
d. Gambar atau mal ditempel pada bahan, selanjutnya dilakukan pemotongan sesuai dengan bentuk gambar.
e. Bahan yang sudah terbentuk tersebut dirapikan permukaannya dengan kikir yang halus. 2) Mengacu standar SNI 07-0371-1998 untuk pengujian kekuatan lasan.
Setelah proses pengelasan selesai maka dilanjutkan pembuatan spesimen sesuai SNI 07-0371-1998, yang nantinya akan diuji tarik untuk kekuatan las, langkalangkahnya sebagai berikut: a. Meratakan alur hasil pengelasan.
b. Bahan dipotong-potong dengan ukuran panjang 200 mm x 50 mm.
c. Membuat gambar pada kertas yang agak tebal atau mal mengacu sesuai dengan ukuran standar SNI 07-0371-1998.
d. Gambar atau mal ditempel pada bahan, selanjutnya dilakukan pemotongan sesuai dengan bentuk gambar.
e. Bahan yang sudah terbentuk tersebut dirapikan permukaannya dengan kikir yang halus. b. Prosedur Pengujian Komposisi Kimia.
Langkah – langkah pengujian tarik sebagai berikut : 1. Permukaan material dibersikan dengan menggerinda, 2. Melakukan kalibrasi peralatan.
3. Sampel ditempatkan apda dudukan dan divakumkan.
4. Spectrometer dijalankan sampai terjadi busur listrik yang mengakibatkan terbakarnya sampel, sehingga memancarkan cahaya dan panjang gelombang serta intensitas tertentu.
5. Cahaya yang timbul akibat pembakaran diubah menjadi cahaya monokromatik yang kemudian dilewatkan pada kaca prisma, sehingga terdifraksi menjadi cahaya dengan panjang gelombang dan intensitas tertentu pula, dan akan dideteksi oleh detector unsure, sehingga dapat diketahui unsur yang terdapat pada material tersebut. Panjang gelombang yang terjadi menunjukan unsur dan intensitas, sehingga dapat diketahui persentase kandungan unsur kimia yang ada pada plat baja.
c. Prosedur Pengujian Tarik
Langkah – langkah pengujian tarik sebagai berikut :
1. Menyiapkan kertas milimeter block dan letakkan kertas tersebut pada plotter.
2. Benda uji mulai mendapat beban tarik dengan menggunakan tenaga hidrolik diawali 0 kg hingga benda putus pada beban maksimum yang dapat ditahan benda tersebut.
3. Benda uji yang sudah putus lalu diukur berapa besar penampang dan panjang benda uji setelah putus.
4. Gaya atau beban yang maksimum ditandai dengan putusnya benda uji terdapat pada layar digital dan dicatat sebagai data.
5. Hasil diagram terdapat pada kertas milimeter block yang ada pada meja plotter.
6. Hal terakhir yaitu menghitung kekuatan tarik, kekuatan luluh, perpanjangan, reduksi penampang dari data yang telah didapat dengan menggunakan persamaan yang ada.
138
d. Prosedur Pengujian Strutur Mikro
Langkah – langkah pengujian struktur mikro sebagai berikut :
1. Spesimen dibersihkan menggunakan kain, karena spesimen lebih besar dari tempat etsa maka pengetsaan menggunakan kapas yang dibasahi cairan etsa kemudian dioleskan pada permukaan yang dikehendaki. Setelah selesai dioles dengan cairan etsa kemudian dibilas dengan alkohol. 2. Letakkan spesimen pada landasan mikroskop optik, aktifkan mesin, dekatkan lensa pembesar untuk
melihat permukaan spesimen. Pengambilan foto struktur mikro dengan perbesaran 100 x. Lihatlah struktur mikro apabila kurang jelas atau kabur, fokuskan lensa agar terlihat dengan jelas.
3. Sebelum gambar diambil, film dipasang pada kamera yang telah disetel sedemikian rupa dengan menggunakan film asa 100. Usahakan pada saat pengambilan foto tidak ada hal apapun yang membuat mikroskop optik bergerak, karena apabila mikroskop optik bergerak akan mempengaruhi hasilnya.
HASIL DAN PEMBAHASAN Pengujian Komposisi Kimia
Pengujian komposisi kimia dilakukan untuk mengetahui komposisi kimia yang terkandung dalam bahan yang digunakan. Proses pengujian komposisi kimia adalah untuk mengetahui seberapa besar unsur pembentukan bahan, misalnya C,Si,Mn,P,S, dan unsur-unsur lainya.
Dibawah ini adalah laporan hasil dari test uji komposisi kimia yang telah dilakukan :
Tabel 1. Komposisi kimia material dalam % C Si Mn P S
0.04151 0.00585 0.19653 0.01151 0.01384
Baja paduan rendah adalah sekolompok baja paduan yang mempunyai kadar karbon sama dengan baja lunak, tetapi ditambah dengan sedikit unsur-unsur paduan. Hasil pengujian komposisi kimia material diatas menunjukkan kadar karbonya adalah 0,04151% , dan terdapat unsur-unsur paduan dengan % berat yang rendah, maka baja ini diklasifikasikan menjadi baja paduan rendah (low alloy steel).
Pengujian Kekuatan Tarik
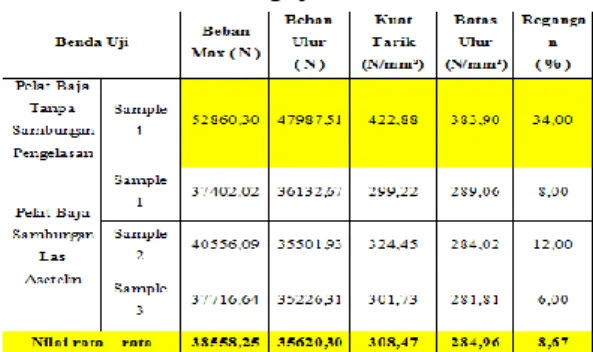
Tabel 2. Hasil Pengujian Kekuatan Tarik
Data dari Tabel 2 menunjukkan bahwasanya data perbandingan sifat mekanis anatara pelat baja karbon tanpa mengalami sambungan pengelasan memiliki Beban Maksimum 52860,30 (N) , Beban Ulur 47987,51(N) , Kuat tarik 422,88 (N/mm2), Batas Ulur 383,90 (N/mm2) dan regangan 34 % mengalami penurunan setelah pelat baja karbon mengalami pengelasan asetelin dengan nilai rata – rata Beban Maksimum 38558,25 (N) , Beban Ulur 35620,30 (N) , Kuat tarik 308,47 (N/mm2), Batas Ulur 284,96 (N/mm2) dan regangan 8,67 %.
Dari data perubahan sifat mekanis, didapat persentase perubahan yang terjadi dari setiap metode pengelasan antara lain :
1) Penurunan Sifat Mekanis Pelat Baja Karbon Setelah Pengelasan Las Asetelin Beban Maximum =
139 100% - [ ] x 100 % = 27,1 % Beban Ulur = 100% - [ ] x 100 % = 25,8 % Kuat Tarik = 100% - [ ] x 100 % = 27,1 % Batas Ulur = 100% - [ ] x 100 % = 25,8 % Regangan = 100% - [ ] x 100 % = 74,5 %
Pengujian Struktur Mikro
Gambar 2. Struktur Mikro Baja Karbon Rendah Sebelum Pengelasan Asetelin
Gambar 3. Struktur Mikro Baja Karbon Rendah Setelah Pengelasan Asetelin
Pengamatan struktur mikro pada 3 (tiga) benda uji yaitu pelat baja karbon tanpa sambungan pengelasan, pelat baja karbon dengan sambungan pengelasan las asetelin dilakukan dengan menggunakan metallurgy microscope dengan pembesaran 100 x. Pengamatan ini bertujuan untuk melihat mikro struktur material benda uji tersebut.
Berdasarkan gambar dari hasil pengamatan mikro struktur material dari ke tiga benda uji dapat diketahui bahwa fasa ferrit yang berwarna putih (terang) cenderung lebih halus dan lebih mendominasi dibandingkan dengan fasa perlit (berwarna gelap) yang sedikit lebih kasar, hal ini menunjukkan bahwa pelat baja yang menjadi benda uji adalah kelas baja karbon rendah yang juga telah dibuktikan dengan pengujian komposisi kimia yakni diperoleh kadar karbon (C) 0,041 %.
Dari gambar hasil pengamatan mikro struktur dapat juga diketahui bahwa pelat baja karbon dengan sambungan pengelasan las asetelin memiliki sifat mekanis yang lebih getas karena mikro struktur fasa perlit pada titik sambungan pengelasan tidak lebih merata.
KESIMPULAN DAN SARAN Kesimpulan
Hasil pengujian terhadap sifat mekanis (Kuat Tarik, Beban Ulur dan Beban Maksimum) pada pengelasan pelat baja karbon hasil pengelasan listrik dan pengelasan asetelin menunjukan bahwa :
140
1. Kuat Tarik pelat baja karbon (base metal) yang tidak mengalami sambungan pengelasan adalah 422,88 (N/mm2), setelah mengalami pengelasan asetelin Kuat Tariknya menjadi 308,47 (N/mm2), terdapat penurunan sebesar 27,1 %.
2. Beban Ulur pelat baja karbon ( base metal ) yang tidak mengalami sambungan pengelasan adalah 47987,51 (N), setelah mengalami pengelasan asetelin Beban Ulurnya menjadi 35620,30 (N), terdapat penurunan sebesar 25,8 %.
3. Beban Maksimum pelat baja karbon ( base metal ) yang tidak mengalami sambungan pengelasan adalah 52860,30 (N), setelah mengalami pengelasan asetelin Beban Maksimumnya menjadi 38558,25 (N), terdapat penurunan sebesar 27,1 %.
4. Metallurgy (struktur mikro) pada titik sambungan pengelasan las asetelin memiliki fasa perlit yang tidak merata.
Saran
Untuk lebih mendapatkan hasil yang lebih akurat, penguji menyarankan hal – hal sebagai berikut : 1. Pengujian dengan merusak (destruktif test), akan lebih baik bila diikuti dengan pengujian tidak merusak
(non destruktif test), karna hal ini akan menentukan apakah sambungan las telah memenuhi syarat atau tidak, sebelum pada akhirnya dilakukan pengujian tarik.
2. Diharapkan tukang las (welder) yang melakukan pengelasan memiliki sertifikasi (standar pengelasan) yang dapat menjamin hasil pengelasan yang akan dilakukan pengujian.
Saran selanjutnya untuk mengefesiensikan suatu perencanaan pembuatan kontruksi pelat baja karbon hendaknya menghitung jumlah beban yang akan ditumpu pada kontruksi tersebut sehingga dapat menentukan proses pengelasan yang tepat.
DAFTAR PUSTAKA
E Dieter, Gorge, Mechanical Metallurgy, Kosaido Printing, Japan, 1976. Daryanto, Proses Pengolahan Besi dan Baja, Satu Nusa, Bandung, 2010. Surdia, Tata, Ir, Teknik Pengecoran Logam, Pradnya Paramitha, Bandung, 1975. Muhib Zainuri, Ach, ST. Kekuatan Bahan, Penerbit Andi, Yogyakarta, 2008. Bintoro, A. G.,2005, Dasar-dasar Pekerjaan Las, Kanisius,Yogyakarta. Suharto, 1991, Teknologi Pengelasan Logam, Rineka Cipta, Jakarta. Sriati Djaprie,1985, Teknologi Mekanik, Erlangga, Jakarta.
Widharto, S,. 2001, Petunjuk Kerja Las, Pradnya Paramitha, Jakarta.
Sonawan, H., Suratman, R., 2004, Pengantar untuk Memahami Pengelasan Logam, Alfa Beta, Bandung.
SNI 07-0408-1989, Cara Uji Tarik Logam, Badan Standardisasi Nasional.