Pra Rencana Pabrik Karbon Aktif Dari Tempurung Kelapa
Teks penuh
Gambar



Dokumen terkait
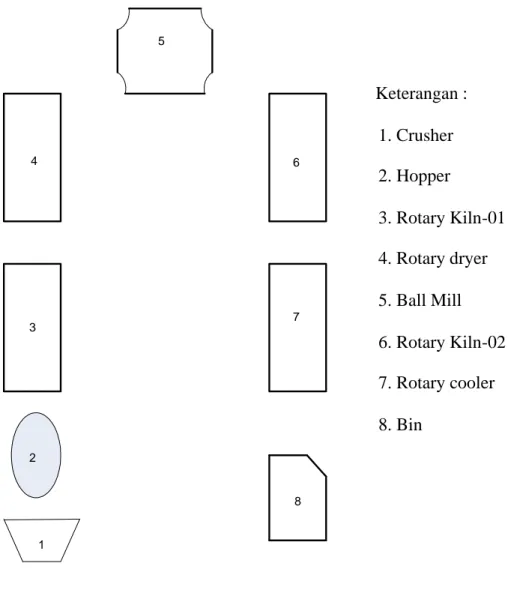
Pembuatan briket arang dari tempurung kelapa dilakukan dengan pengkarbonasian bahan baku menjadi arang, kemudian digerus, dicampur perekat kanji, dicetak dan
Pabrik Karbon Disulfida dari Arang Tempurung Kelapa dan Belerang ini. direncanakan akan berproduksi dengan kapasitas 15000 ton/tahun
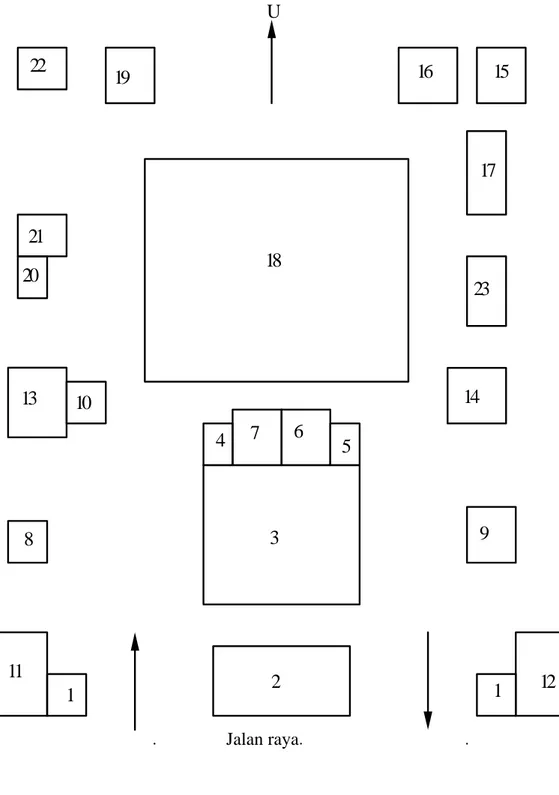
Adapun pemilihan lokasi di Sulawesi Utara karena dekat dengan sumber bahan baku, dekat dengan pelabuhan dan merupakan. daerah lalu lintas perdagangan, baik dalam maupun
Tujuan rancangan pabrik pembuatan karbon disulfida dari arang tempurungkelapa dan belerang ini adalah untuk mengaplikasikan disiplin ilmu teknik kimia yang meliputi neraca
Tujuan rancangan pabrik pembuatan karbon disulfida dari arang tempurung kelapa dan belerang ini adalah untuk mengaplikasikan disiplin ilmu teknik kimia yang meliputi neraca
bahan baku industri pupuk diammonium phosphate (DAP) yang berfungsi sebagai.. sumber makanan
Dalam penelitian ini bertujuan untuk menghasilkan karbon aktif super dengan luas permukaan lebih besar dari 3000 m 2 /gram dengan bahan baku batubara bitumenous
Kemudian dilakukan penelitian penggunaan karbon aktif dari gambut untuk mengadsorpsi warna air sungai tersebut.[10] Karena banyak industri yang membutuhkan karbon aktif sebagai bahan
