BAB 1
PENDAHULUAN
1.1 Latar BelakangPerkembangan industri yang semakin pesat saat ini telah menciptakan iklim persaingan antar perusahaan yang semakin ketat ditambah lagi kenaikan BBM (Bahan Bakar Minyak) dan TDL (Tarif Dasar Listrik) tahun lalu menyebabkan perusahaan / industri berlomba-lomba meningkatkan penghematan dan efisiensi agar dapat tetap bertahan dari pesaing dan dunia industri.
Salah satu strategi yang paling umum ditempuh oleh perusahaan adalah dengan cara menaikkan harga jual produknya. Namun strategi ini kurang populer di mata pelanggan / konsumen karena konsumen juga terkena dampak dari kenaikan BBM dan TDL ini. Apabila perusahaan menaikkan harga jual produk maka konsumen / pelanggan akan beralih ke produk kompetitor yang lebih murah.
Bukan hanya itu, saat ini produk-produk dari Cina merupakan saingan berat bagi para pengusaha karena harga yang lebih murah dan volume produksi yang banyak. Kebanyakan perusahaan saat ini menguranggi biaya / cost dengan cara melakukan pengurangan kualitas dari bahan baku yang biasa dipakai untuk bersaing dengan produk-produk kompetitor dari Cina. Namun hal ini kurang tepat karena akan mengakibatkan berkurangnnya kepercayaan konsumen terhadap produk yang telah ada selama ini.
PT. Fajarindo Faliman Zipper adalah perusahaan terbesar kedua setelah YKK yang memproduksi berbagai macam produk terutama resleting dengan komposisi warna yang menjadi kelebihan dari perusahaan ini. Produk-produk yang lain seperti
magic tape, sliders, zipper, taylor chalk juga dapat di produksi di perusahaan ini.
Namun tahun-tahun belakangan ini, perusahaan ini terkena dampak dari banyak beredarnya produk-produk dari Cina yang sejenis dengan harganya lebih murah akibatnya orderan berkurang bulan demi bulan.
Banyak jalan yang dapat digunakan untuk meminimasi biaya / cost, dan kesemuanya ini berhubungan dengan produksi. Adapun faktor-faktor yang mempengaruhi efisiensi, efektifitas dan optimalisasi dalam produksi antara lain berhubungan dengan Material, Money, Machine, Man, Method dan Information yang dikenal dengan 5M. Dari kelima faktor-faktor apabila direncanakan dan dilakukan secara benar, baik dan disiplin hasilnya adalah efisiensi, efektifitas dan optimalisasi. Kesemua faktor-faktor ini sangat berpengaruh penting dalam dunia industri.
Material handling merupakan salah satu pendukung yang berhubungan
dengan bahan baku dan aliran bahan. Dalam buku Plant layout and material
handling karangan James M. Apple disebutkan ”Tidak peduli bagaimana gagahnya
sebuah gedung terlihat dari luar, tidak peduli bagaimana bersih dan fungsional nampaknya dari dalam, tidak peduli bagaimana lengkapnya dia dilengkapi perkakas, efisiensi produksi akan bergantung pada aliran bahan yang lancar sepanjang pabrik”.
Dengan kata lain aliran bahan dan material handling sangat menentukan
perduli bagaimana canggihnya perkakas dan mesin yang digunakan, apabila aliran bahannya berantakan, tidak teratur, sering terjadi pengulangan maka akan mengakibatkan meningkatnya biaya produksi yang akan berpengaruh terhadap harga produk di pasar nantinya.
Aliran bahan / material beserta penanganannya sangat bergantung dari perencanaan tata letak suatu ruang produksi. Semakin efektif dan tepat penempatan produksi maka akan semakin efisien pengeluaran biayanya. Dengan begitu harga dari produk dapat bersaing dengan kompetitor.
Minimasi aliran bahan dan penanganan material merupakan salah satu solusi yang akan dilakukan di dalam penelitian ini dimana tetap dapat mempertahankan kualitas produk tanpa meningkatkan harga jual produk bahkan ada kemungkinan untuk mengurangi harga jual sekaligus merupakan strategi yang akan digunakan untuk survive dari produk-produk negeri tirai bambu ini. Salah satu peneliti menemukan bahwa ”Biaya dari material handling diperkirakan mencapai 15% s/d 70% dari total biaya produksi. Jadi efisiensi yang dapat diperoleh apabila penyusunan tata letak dilakukan secara benar sekitar 10% sampai 30%.” (Perencanaan dan Perancangan Fasilitas: Hari Purnomo). Agar aliran bahan dapat diminimasi maka pengaturan tata letak beserta ruang produksi harus diatur sedemikian rupa agar jarak antar proses produksi seoptimal mungkin yang sesuai dengan mengunakan metode-metode yang telah ada.
1.2 Identifikasi dan Perumusan Masalah
PT. Fajarindo Faliman Zipper merupakan perusahaan yang bergerak dalam bidang industri garmen, dalam hal ini memproduksi berbagai macam produk salah satunya adalah magic tape. Perusahaan ini memproduksi sesuai dengan pesanan (make to order) dan menetapkan minimum stock (make to stock) yang harus tersedia dalam tiap bulannya. Untuk mendukung produksi magic tape letak / layout maka mesin-mesin produksinya disusun berdasarkan fungsi / proses (Process layout) dapat dilihat dari penempatan mesin-mesin yang dikelompokkan.
Walaupun penempatan berdasarkan fungsi / proses akan tetapi pola-pola lintasan aliran bahannya tidak efisien sehingga jarak tempuh material menjadi jauh. Salah satunya adalah memindahan barang setengah jadi dari departemen rajut ke departemen pencelupan. Selain itu penempatan fasilitas gudang yang kurang pengawasan dari kantor karena terhalang dinding kantor. Hal ini menyebabkan bahan baku atau bahan jadi sering hilang walaupun sebenarnya bahan baku dan bahan jadi tersebut masih ada hanya tidak terdata saja. Penanganan material juga kurang efisien dan efektif, dikarenakan untuk beberapa material-material berat masih dipindahkan secara manual sehingga frekuensi pemindahannya menjadi tinggi.
Dapat dilihat juga pada departemen-departemen produksi yang seharusnya saling berdekatan ternyata berjauhan satu sama lainnya. Selain itu, terlalu luasnya gedung menyebabkan banyaknya area yang tidak terpakai dan hanya digunakan untuk penempatan bahan baku dan komponen dari produk yang lain. Masalah-masalah pada lantai produksi magic tape inilah yang akan menjadi fokus penelitian kali ini.
Oleh karena itu, rumusan permasalahan yang dipilih untuk skripsi ini adalah bagaimana merancang tata letak (layout) yang optimal agar penanganan material beserta aliran bahan menjadi lebih efisien dan efektif sehingga dapat mengurangi biaya yang dikeluarkan serta menunjang proses produksi.
1.3 Ruang Lingkup
PT. Fajarindo Faliman Zipper memiliki tata letak yang sangat luas dimana terdapat 30 gedung produksi. Produk yang dihasilkan di dalam perusahaan ini antara lain: sliders, resleting, pita resleting, magic tape dan taylor chalk. Kesemua produk ini diproduksi pada gedung-gedung tertentu. Agar tujuan dari skripsi ini lebih terarah dan tidak menyimpang maka dalam penulisan skipsi akan dibatasi ruang lingkupnya sebagai berikut:
1. Perencanaan layout difokuskan pada pembuatan produk Magic Tape.
2. Data berat minimum stock yang digunakan adalah data minimum stock tahun 2006.
3. Jarak antar departemen yang dihitung merupakan jarak rectilinear dan aisle berdasasarkan titik pusat. Jadi tidak memperhatikan tempat penerimaan dan pengeluaran material antar departemen.
4. Layout yang diproses ditampilkan dalam block layout.
5. OPC yang dibuat tidak mencantumkan data waktu proses. OPC yang dibuat hanya menunjukkan komponen pembentuk dan proses pembuatan magic tape saja.
1.4 Tujuan dan Manfaat
Tujuan penelitian skripsi ini antara lain:
1. Mengusulkan tata letak sesuai dengan metode perencanaan tata letak pabrik 2. Menempatkan mesin produksi dan fasilitas-fasilitas secara tepat.
3. Menentukan jumlah mesin yang dibutuhkan untuk memenuhi minimum stock 4. Mempersingkat jarak yang ditempuh material
5. Mengusulkan penggunaan peralatan material yang tepat.
Manfaat skripsi ini antara lain:
1. Bagi penulis, penelitian ini akan memberikan wawasan dan pengalaman
bagaimana merencanakan dan menerapkan layout yang baik.
2. Bagi perusahaan, dapat menjadi referensi atau masukan terutama tentang
keadaan gedung produksi saat ini.
3. Bagi pihak yang lain, diharapkan dapat berguna sebagai bahan
1.5 Gambaran Umum Perusahaan 1.5.1 Profil Perusahaan
PT. Fajarindo Faliman Zipper adalah sebuah perusahaan resleting terbesar setelah YKK dengan luas tanah 10 hectar yang pertama kali didirikan oleh Alm. Bpk. Faliman. Perusahaan ini pertama kali bernama PT. Fajar Kemenangan dan telah bergerak hampir 20 tahun. Berawal pada tahun (1969-1979) dari sebuah Home Industri dengan teknologi yang masih sederhana untuk memproduksi komponen resleting dan kancing. Aktifitas produksi ini berada di sebuah ruko yang terletak di jalan Pinangsia Jakarta Barat hampir selama 10 tahun.
Dari perkembangan usahanya yang begitu pesat dan perkembangan permintaan yang begitu besar membuat ruko ini tidak mampu lagi untuk menahan laju perubahan tersebut, sehingga perusahaan ini mulai belajar, mengembangkan dan mencari tahu bagaimana untuk mengembangkan usahanya menjadi lebih besar. Akhirnya pada tahun 1979 PT. Fajar Kemenangan pindah dari Pinangsia ke daerah
Daan Mogot Km.19 Tanggerang yang saat itu luas lahannya hanya 5000 m2 sebagai
langkah awal untuk menjadi sebuah perusahaan besar (1980-sekarang). Dalam selang waktu selama 20 tahun, perusahaan ini mengalami kemajuan yang pesat dan mulai membeli lahan di sekitarnya secara bertahap yang sekarang total luas lahannya mencapai 10 hektar. Dan perusahaan ini pernah memperkerjakan pekerja sebanyak 1500 orang.
PT. Fajarindo Faliman Zipper menyadari kalau produk dan pelayanan dengan kualitas yang bagus merupakan faktor kunci terbesar untuk mendapatkan dukungan
dari pelanggan. Oleh sebab itu perusahaan ini memfokuskan diri pada proses manufakturing untuk menghasilkan produk yang berkualitas.
Produk-produk unggul dari PT. Fajarindo Faliman Zipper, tidak hanya pada sisi kekuatan dan keunikannya, tetapi juga pada kemampuannya untuk menerima pesanan khusus (Special Order) dari para pelanggannya. Oleh karena didukung oleh keahlian desain dan untuk komponen-komponen tertentu dapat dibuat sendiri tanpa melalui pemesanan kepada supplier. Hal-hal inilah yang membuat PT. Fajarindo Faliman Zipper dapat menanggani hampir seluruh permintaan dari pelanggannya. Produk-produk yang dihasilkan PT. Fajarindo Faliman Zipper antara lain: Sliders,
zippers, hook and Loop Fasteners, nylon ribbon, webbing tapes, tailor chalk, snap button.
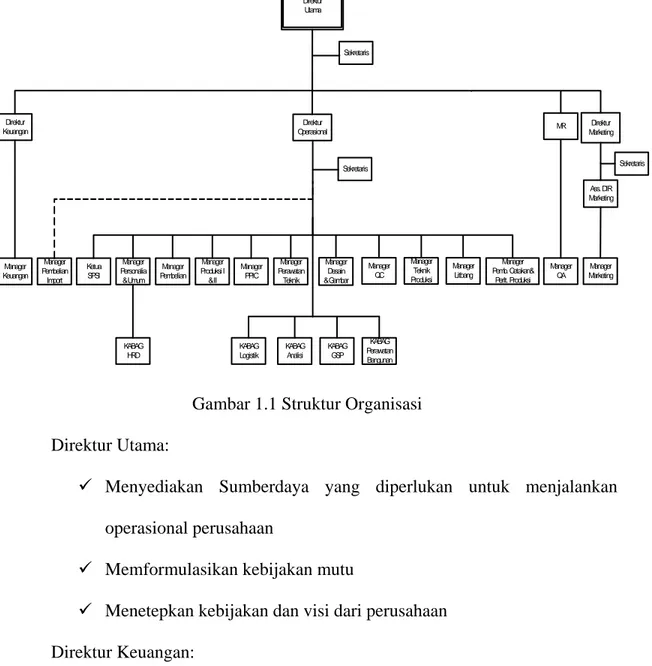
Direktur Keuangan MR Direktur Marketing Manager Keuangan Ketua SPSI Manager Produksi I & II Manager Pembelian Import Manager Pembelian Manager Personalia & Umum Manager Desain & Gambar Manager Perawatan Teknik Manager PPIC Manager QC Manager Teknik Produksi Manager Litbang Manager Pemb. Cetakan& Perlt. Produksi Manager QA Ass. DIR Marketing KABAG Analisi KABAG Logistik KABAG Perawatan Bangunan KABAG GSP Manager Marketing Direktur Operasional Direktur Utama Sekretaris Sekretaris KABAG HRD Sekretaris 1.5.2 Struktur Organisasi
Gambar 1.1 Struktur Organisasi Direktur Utama:
9 Menyediakan Sumberdaya yang diperlukan untuk menjalankan operasional perusahaan
9 Memformulasikan kebijakan mutu
9 Menetepkan kebijakan dan visi dari perusahaan Direktur Keuangan:
Direktur Operasional:
9 Mengkoordinasikan pelaksanaan operasional sehari-hari
9 Mengambil keputusan untuk menyelesaikan hal-hal yang berhubungan dengan operasional sehari-hari.
Manager QA:
9 Mengiplementasikan dan memelihara sistem mutu
9 Bertanggung jawab dalam mengkoordinir, memelihara serta mendokumentasikan sistem managemen mutu.
9 Bertanggung jawab untuk membentuk dan menetapkan tim audit mutu internal untuk melaksanakan audit sistem managemen mutu.
9 Bertanggung jawab mengkoordinasikan penerapan yang efektif dari audit mutu internal.
Manager Personalia dan Umum: 9 Melakukan pelaksanaan K3
9 Menangani masalah-masalah umum
9 Menerapkan dan pengawasan atau pelaksanaan KKB 9 Bertanggung jawab dan menangani masalah pengupahan Manager Pembelian:
9 Mengevaluasi dan menseleksi bahan yang dipasok termasuk supliernya
9 Melakukan pembelian atas bahan baku, dpendukung dan peralatan 9 Membuat proof purchase ordcr
9 Bertanggung jawab untuk ,emerbitkan purchase order untuk setiap pembelian
9 Melakukan kunjuangan kepada supplier bahan baku pada periode tertentu
Manager QC:
9 Menetapkan dan mengembangkan standar spesifikasi pelaksanaan pada bahan baku, barang setengah jadi dan produk jadi
9 Menangani produk yang tidak sesuai dengan hasil produksi
9 Mempunyai tanggung jawab kebebasan dalam melakukan inspeksi pada akhir prosses yang berhubungan dengan produk
9 Bertanggung jawab menyediakan spesifikasi produk yang berhubungan dengan standar mutu
9 Menjamin bahan baku yang diterima telah sesuai dengan persyaratan Manager Gambar dan Desain:
9 Bertanggung jawab terhadap pembuatan desain yang diorder dari pelanggan
9 Membuat pengembangan produk dalam bentuk gambar khususnya digambar slider
9 Mempersiapkan gambar untuk keperluan pembuatan mal dan mould 9 Bertanggung jawab meninjau kejelasan dan kelengkapan sample atau
Manager Teknik Produksi:
9 Bertanggung jawab terhadap penyediaan spare parts dari setiap unit 9 bertanggung jawab dalam memantau pemeliharaan mesin dengan
tujuan menjamin keinambungan proses prodiksi
9 Mengkoordinasi keluhan dan kerusakan mesin yang tidak dapat ditangani oleh kepala teknik di unit produksi
Manager Produksi :
9 Menerima surat perintah kerja (SPK) dari PPIC dan menentukan kepala unit
9 Mengkoordinasikan semua kegiatan dproduksi
9 Mengendalikan stock maksimum dari barang ½ jadi yang ada di unit-unit melalui penerbitan Order Produksi
9 Mengendalikan barang yang dipasok pelanggan dalam proses produksi untuk menghindari kerusakan, salah penggunaan dan kecukupan jumlah barang dengan kebutuhan
9 Bertanggung jawab menjamin produk yang sedang dalam proses identifikasi dengan jelas
9 Bertanggung jawab menjamin penanganan, penyimpanan dan perawatan barang pada setiap tahap proses produksi dikerjakan sesuai dpersyaratan
Kepala Unit Produksi:
9 Menjalankan proses produksi sesuai instruksi dari manager produksi 9 Memelihara peralatan produksi
9 Bertanggun jawab atas pengendalian proses termasuk didalamnya membuat dan menerapkan prosedur terdokumentasi
9 Bertanggun jawab menjaga dan menjamin semua personil yang menggunakan peralatan ukur yang telah dikaliberisasi adalah personil yang berkualifikasi dan telah dilatih
Kabag Gudang Bahan Jadi:
9 Memelihara dan menjaga barang jadi dengan melakukan pencegahan atas hal-hal yang berbahaya yang mempengaruhi mutu barang
9 Menjamin letak barang sesuai dengan pada tempatnya
9 Menjamin setiap barang yang ada digudang memiliki identitas
9 Mempersiapkan barang sesuai dengan petunjuk dari PPIC. Barang yang sudah siap diinformasikan kepada bagian pengiriman
Kabag Gudang Bahan Baku:
9 Memelihara dan menjaga bahan baku dengan melakukan pencegahan atas hal-hal yang berbahaya yang mempengaruhi mutu barang
9 Mengendalikan penerimaan dan pengeluaran bahan baku 9 Menjamin diletak barang adalah sesuai pada tempatnya
9 Menangani dan menyimpan barang yang dipasok oleh pelanggan sebelum barang tersebut digunakan dalam produksi
9 Menjamin bahan baku yang diterima telah diidentifikasi dengan jelas Kabag GSP:
9 Bertanggung jawab terhadap orderan spare part dan perlengkapan kerja
9 Bertanggun jawab dalam menyediakan spare part khususnya bagi unit-unit produksi
Kabag Perawatan dan bangunan:
9 Bertanggung jawab terhadap kegiatan perawatan seluruh gedung yang ada didalam perusahaan
9 Melakukan pelaksanaan dan renovasi pembangunan dilingkungan perusahaan sesuai order
Kabag QC:
9 Bertanggung jawab memberikan tindakan perbaikan dan pencegahan yang telah dilakukan dan mencatat didaftar status tundakan perbaikan dan pencegahan atas ketidaksesuaian
9 Bertanggung jawab untuk menajemen mutu produk terhadap setiap tahapan dalam akhir proses
9 Bertanggung jawab dalam melajsanakan inspeksi kedatangan bahan baku dan produk jadi
9 Bertanggung jawab atas hasil produk jadi sebelum diturunkan sesuai dengan standar atau spesifikasi produk
1.5.3 Proses Produksi
Proses untuk membuat 1 roll magic tape cukup banyak. Untuk membuat komponen-komponen magic tape antara lain hook dan loop dibutuhkan bahan baku (monofilament, benang-benang), mesin-mesin produksi, obat-obat kimia (untuk proses kanji dan pencelupan warna) serta tenaga kerja untuk memantau jalannya produksi. Untuk lebih jelas bagaimana proses pembuatan magic tape ini dapat dilihat pada gambar 1.2.
Berikut ini adalah kegiatan-kegiatan untuk memproduksi magic tape: Untuk komponen Loop:
• Gulung benang
Pada proses ini, dibuat benang dengan menggunakan bahan baku polyster. Dimana polyster-polyster ini kemudian digulung menjadi benang bulu dan benang dasar. Benang bulu membutuhkan 52 helai polyster sedangkan benang dasar membutuhkan 300 helai polyster.
• Rajut
Benang-benang yang telah selesai digulung kemudian dilanjutkan ke proses rajut. Proses ini membutuhkan benang dasar, benang halus, benang atas, benang
samping. Benang halus dan benang dasar didapat dari proses sebelumnya sedangkan benang atas dan benang samping diambil dari gudang bahan baku. • Steam / penguapan
Kegunaan dari steam / penguapan ini adalah untuk melembabkan loop agar bisa dilanjutkan proses selanjutnya
• Brush / pengosokan
Brush / pengosokan ini dimaksudkan agar benang-benang halus pada loop
yang semula rapi pada proses rajut dibuat kusut atau berantakan agar komponen
hook dapat menempel.
• Dyeing / pewarnaan
Pewarnaan dilakukan sesuai dengan pesanan yang diinginkan pelanggan. Untuk semua jenis warna dapat diproduksi di perusahaan ini. Warna-warna yang diinginkan diracik kemudian dituangkan dalam mesin pewarna.
• Pengeringan
Karena pewarnaan pita-pita loop dengan menggunakan air, pita-pita loop yang basah ini kemudian dikeringkan di mesin pengering. Cara kerjanya sama seperti pengering pada mesin cuci.
• Kanji
Proses kanji ini dimaksudkan agar loop menjadi kaku agar memungkinkan
loop untuk merekat pada hook. Pada proses ini terdapat juga proses untuk
pewarnaan dan pengeringan. Kemudian setelah selesai dikanji, pita-pita kemudian dikeringkan dengan cara dipress agar pita-pita menjadi kaku dan kemudian digulung menjadi roll.
• Belah pita
Pada 1 pita loop, total ukuran lebarnya berukuran 4 inci dimana terdapat 4 bagian pita loop yang masing-masing berukuran 1 inci. Pada proses ini dimaksudkan untuk membelah 4 bagian tadi menjadi pita-pita loop yang benar-benar terpisah.
• Penggulungan
Proses pengulungan ini mengulung pita-pita yang sudah jadi tadi menjadi roll yang telah siap untuk dikirim ke pelanggan. Panjang pita pada 1 roll set berukuran 20 meter.
• Sortir
Setelah penggulungan roll set kemudian diberi label dan dimasukaan ke dalam box kemudian dikirim ke GBB.
Untuk komponen Hook • Gulung Benang
Gulung benang pada proses hook sama dengan proses gulung benang loop. Hanya saja bedanya, perekat pada hook terbuat dari bahan baku monofilament.
helai benang monofilament untuk menjadi benang mono. Sedangkan untuk membentuk benang dasar dibutuhkan 300 helai benang polyster.
• Rajut
Proses ini membutuhkan benang mono, benang dasar, benang atas, dan benang samping. Untuk benang mono dan benang dasar diproses sendiri dengan mesin pada proses gulung benan sedangkan benang atas dan benang samping diambil dari gudang bahan baku.
• Dyeing / pewarnaan
Untuk proses pewarnaan sama dengan proses pembuatan loop dimana warna diracik sesuai dengan warna yang diinginkan oleh pelanggan setelah itu dimasukan kedalam mesin pewarna beserta hook.
• Pengeringan
Selesai melewati proses dyeing proses berikutnya adalah pengeringan hook yang basah akibat pencelupan warna dengan menggunakan mesin pengering. • Kanji
Proses kanji ini sama persis dengan proses kanji yang dilakukan untuk memproses loop. Hook yang telah dikeringkan digosok agar menjadi rapi kemudian dikanji untuk memperkeras pita hook setelah itu dipanaskan agar hook menjadi benar-benar keras dan kemudian digulung.
• Cutting Mono
Proses Cutting Mono ini hanya ada pada proses pembuatan hook. Tujuan dari proses ini adalah untuk memotong ujung polyster dari hook agar dapat menempel dengan loop.
• Belah pita
Proses belah pita ini sama persis dengan proses pada pembuatan loop. Pita-pita hook kemudian dipisah-pisah menjadi Pita-pita-Pita-pita sesuai dengan ukurannya. • Penggulungan
Proses pengulungan ini mengulung pita-pita yang sudah jadi tadi menjadi roll yang telah siap untuk dikirim ke pelanggan. Panjang pita pada 1 roll set berukuran 20 meter
• Sortir
Setelah penggulungan roll set kemudian diberi label dan dimasukan ke dalam box kemudian dikirim ke GBB.
1.5.4 Tata Letak Pabrik
Tata letak merupakan sesuatu yang penting karena tata letak akan dipakai dalam jangka waktu yang lama. Setiap kesalahan dalam memposisikan tata letak mengakibatkan pengeluaran biaya yang tinggi yang terus menerus. Oleh karena itu tata letak haruslah sedapat mungkin direncanakan saat akan mendirikan pabrik.
PT. Fajarindo Faliman Zipper pada awal pendiriannya kurang adanya perencanaan terlebih dahulu sehingga mengakibatkan fasilitas yang seharusnya berhubungan satu sama lain ternyata berjauhan. Meskipun demikian proses produksi dari PT. Fajarindo Faliman Zipper tetap stabil dan lancar serta tetap dapat memenuhi permintaan dari pelanggan.
1.5.4.1 Tata Letak Magic tape
Magic tape merupakan salah satu produk yang diproduksi PT. Fajarindo
Faliman Zipper. Perbedaannya jika dibandingkan dengan produk yang lain adalah magic tape memiliki gedung produksi tersendiri beda dengan produk yang lain dimana diproduksi dari gedung yang satu ke gedung yang lainnya.
Fasilitas dari gedung ini terdiri dari kantor, musholla, ruang obat, ruang kanji. Sedangkan untuk produksi mesin disusun secara fungsional dimana mesin-mesin yang sama dikelompokkan dalam satu departemen
1.5.4.2 Tata Letak Lantai Produksi
Mesin-mesin pada bagian magic tape ini disusun berdasarkan fungsi / proses. Dimana mesin-mesin yang sejenis dikelompokkan dalam satu departemen. Departemen / bagian-bagiannnya antara lain: bagian gulung benang, rajut, celup,