BAB III
TINJAUAN PUSTAKA
3.1 PEMELIHARAAN (MAINTENANCE) 3.1.1 Definisi Pemeliharaan
Secara umum pengertian (maintenance) dapat diartikan sebagai kegiatan untuk memelihara atau menjaga fasilitas/peralatan pabrik dan mengadakan kegiatan pemeliharaan, perbaikan, penyesuaian, maupun penggantian peralatan yang diperlukan agar mesin, peralatan/fasilitas berada pada kondisi yang diharapkan dan selalu dalam kondisi siap pakai.
3.1.2 Tujuan Utama Fungsi Pemeliharaan
Peranan kegiatan pemeliharaan dirasakan sangat besar pengaruhnya terhadap kelancaran produksi. Tujuan dilakukannya pemeliharaan, antara lain:
1. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produksi itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang di luar batas dan menjaga modal yang diinvestasikan dalam perusahaaan selama waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut.
4. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan melaksanakan kegiatan maintenance secara efektif dan efisien keseluruhannya. 5. Menghindari kegiatan maintenance yang dapat membahayakan keselamatan
para pekerja.
6. Mengadakan suatu kerja sama erat dengan fungsi-fungsi utama lainnya dari suatu per-usahaan dalam rangka untuk mencapai tujuan utama perusahaan, yaitu
tingkat keuntungan atau return of invesment yang sebaik mungkin dan total biaya terendah (Assauri, 2004, P. 95).
3.2 JENIS PEMELIHARAAN
Kegiatan pemeliharaan dibagi dalam tiga bentuk, yaitu:
- Pemeliharaan tidak terencana (unscheduled maintenance) - Pemeliharaan terencana (scheduled maintenance)
- Pemeliharaan mandiri (autonomous maintenance)
3.2.1 Pemeliharaan Tidak Terencana (Unscheduled Maintenance)
Pemeliharaan tak rencana adalah jenis pemeliharaan yang dilakukan secara tiba-tiba karena suatu alat atau peralatan akan segera digunakan. Seringkali terjadi bahwa peralatan baru digunakan sampai rusak tanpa ada perawatan yang berarti, baru kemudian dilakukan perbaikan apabila aka digunakan. Dalam manajemen sistem pemeliharaan, cara tersebut dikenal dengan pemeliharaan tak terencana atau darurat (emergency maintenance).
Pada umumnya metode yang digunakan dalam penerapan pemeliharaan adalah metode darurat dan tak terencana. Metode tersebut membiarkan kerusakan alat yang terjadi tanpa atau dengan sengaja sehingga untuk menggunakan kembali peralatan tersebut harus dilakukan perbaikan atau reparasi. Pemeliharaan tak terencana jelas akan mengganggu proses produksi dan biasanya biaya yang dikeluarkan untuk perbaikan jauh lebih banyak dibanding dengan pemeliharaan rutin.
Keuntungan pemeliharaan jenis ini hanya satu yaitu mudah dilaksanakan dan tidak perlu melakukan perencanaan pemeliharaan.
Kelemahan:
Karena tidak bisa diketahui kapan akan terjadi breakdown, maka jika waktu breakdown adalah pada saat-saat periode produksi maksimal, maka akan mengakibatkan tidak tercapainya target produksi pada periode ini.
Jika suku cadang untuk perbaikan ternyata sukar untuk dipenuhi berati dibutuhkan waktu tambahan untuk membeli atau memperoleh dengan cara lain suku cadang tersebut.
Karena kegiatan ini sifatnya mendadak, dalam tugasnya bagian pemeliharaan bekerja dibawah tekanan bagian produksi yang akan berakibat:
- Rendahnya efisiensi dan efektifitas pekerja
- Tidak optimalnya mutu hasil pekerjaan perbaikan/pemeliharaan - Biaya relatif lebih besar
3.2.2 Pemeliharaan Terencana (Scheduled Maintenance)
Pemeliharan terencana adalah proses pemeliharaan yang diatur dan diorganisasikan untuk mengantisipasi perubahan yang terjadi terhadap peralatan diwaktu yang akan datang. Dalam pemeliharaan terencana terdapat unsur pengendalian dan unsur pencacatan sesuai dengan rencana yang telah ditentukan sebelumnya. Pemeliharaan terencana merupakan bagian dari sistem manajemen pemeliharaan yang terdiri atas pemeliharaan preventif, pemeliharaan predictive, dan pemeliharaan corrective.
Pemeliharaan Terencana terdiri dari Pemeliharaan Pencegahan (Preventive Maintenance), Pemeliharaan Korektif (Corrective Maintenance) dan Predictive Maintenance.
Preventive Maintenance
Preventive maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menentukan kondisi atau keadaan yang menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi. Preventive maintenance ini sangat efektif digunakan dalam menghadapi fasilitas produksi yang termasuk dalam critical unit. Sebuah fasilitas atau peralatan produksi termasuk dalam critical unit apabila kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja, mempengaruhi kualitas produk yang dihasilkan, menyebabkan kemacetan pada seluruh produksi, dan modal yang ditanamkan dalam fasilitas tersebut cukup besar atau harganya mahal.
Dalam prakteknya, preventive maintenance yang dilakukan oleh suatu pabrik dapat dibedakan menjadi routine maintenance dan periodic
maintenance. Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin, misalnya setiap hari, sedangkan periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya satu minggu sekali, setiap bulan sekali, ataupun setiap tahun sekali. Selain itu kegiatan periodic maintenance juga dapat dilakukan berdasarkan lamanya jam kerja mesin sebagai jadwal kegiatan, misalnya seratus jam sekali, dan seterusnya. Kegiatan periodic maintenance ini jauh lebih berat dari routine maintenance (Assauri, 2004, P. 95-96).
Keuntungan Preventive Maintenance:
- Preventive Maintenance adalah anticipative maintenance. Dengan demikian bagian produksi dan pemeliharaan dapat mengerjakan pekerjaan pembuatan peramalan (forecasting) dan pembuatan schedule pemeliharaan yang lebih baik
- Preventive Maintenance akan meminimalisasi waktu yang mengganggu produksi
- Preventive Maintenance memperbaiki kontrol atas komponen-komponen mesin
- Preventive Maintenance memotong/mengurangi pekerjaan emergency Kerugian Preventive Maintenance:
- Preventive Maintenance menghilangkan sisa umur komponen ketika komponen tersebut harus diganti sebelum rusak total
- Banyak melibatkan tenaga kerja
Biaya pemeliharaan relatif lebih tinggi dibandingkan metode predictive maintenance.
Corrective Maintenance
Pemeliharaan koreksi dalah perawatan yang dilaksanakan karena adanya hasil produk (setengah jadi maupun barang jadi) tidak sesuai dengan rencana, baik mutu, biaya, maupun ketepatan waktunya. misalnya: terjadi kekeliruan dalam
mutu/bentuk barang maka perlu diamati tahap kegiatan proses produksi yang perlu diperbaiki (Prawirosentono, 2007, P. 330).
Predictive Maintenance
Tipe pemeliharan jenis ini lebih maju dibanding dengan dua tipe sebelumnya. Ditandai dengan menggunakan teknik-teknik mutakhir (advance scientific techniques) termasuk statistik probabilitas untuk memaksimalkan waktu operasi dan menghilangkan pekerjaan-pekerjaan yang tidak perlu. Predictive Maintenance dipakai hanya pada sistem-sistem yang akan menimbulkan masalah-masalah serius jika terjadi kerusakan pada mesin atau pada proses-proses yang berbahaya.
3.2.3 Pemeliharaan Mandiri (Autonomous Maintenance)
Autonomous Maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatkan produktivitas dan efisiensi mesin/peralatan melalui kegiatan-kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka tangani sendiri.
Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari kegiatan autonomous maintenance, yaitu:
1. Seiri (clearing up): Menyingkirkan benda-benda yang tidak diperlukan 2. Seiton (organazing): Menempatkan benda-benda yang diperlukan dengan rapi 3. Seiso (cleaning): Membersikan peralatan dan tempat kerja
4. Seikatsu (standarizing): Membuat standar kebersihan, pelumasan dan inspeksi 5. Shitsuke (training and discipline): Meningkatkan skill dan moral
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan membangun keahlian yang dibutuhkan operator agar mereka mengetahui tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah: 1. Membersihkan dan memeriksa (clean and inspect)
2. Membuat standar pembersihan dan pelumasan
3. Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminete problem and anaccesible area)
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance) 5. Melaksanakan pemeliharaan menyeluruh (conduct general inspection) 6. Pemeliharaan mandiri secara penuh (fully autonomous maintenance) 7. Pengorganisasian dan kerapian (organization and tidines)
3.3 KESELAMATAN DAN KESEHATAN KERJA (K3) 3.3.1 Definisi Keselamatan dan Kesehatan Kerja (K3)
Menurut Hebbie Ilma Adzim (2013), definisi keselamatan dan kesehatan kerja (K3) umumnya terbagi menjadi 3 versi di antaranya ialah pengertian K3 menurut filosofi, keilmuan serta menurut OHSAS 18001:2007.
Pengertian K3 menurut filosofi
Keselamatan dan kesehatan kerja (K3) adalah suatu pemikiran dan upaya menjamin keutuhan dan kesempurnaan jasmani maupun rohani tenaga kerja khususnya dan manusia pada umumnya serta hasil karya dan budaya menuju masyarakat adil dan makmur.
Pengertian K3 menurut keilmuan
Keselamatan dan kesehatan kerja adalah semua ilmu penerapannya untuk mencegah terjadinya kecelakaan kerja, penyakit akibat kerja (PAK), kebakaraan, peledakkan dan pencemaran lingkungan.
Pengertian K3 menurut OHSAS 18001:2007
Keselamatan dan kesehatan kerja adalah semua kondisi dan faktor yang dapat berdampak pada keselamatan dan kesehatan kerja tenaga kerja maupun orang lain (kontraktor, pemasok, pengunjung dan tamu) di tempat kerja.
3.3.2 Jenis Kecelakaan Kerja
Adapun jenis kecelakaan yang terjadi di tempat pekerjaan meliputi: - Terjatuh
- Tertimpa benda
- Tertumbuk atau terkena benda-benda, terkecuali benda jatuh - Terjepit oleh benda
- Gerakan melebihi kemampuan - Pengaruh suhu tinggi
- Terkena arus listrik
- Terkena kontak bahan-bahan berbahaya/radiasi 3.3.3 Penyebab Kecelakaan Kerja
Secara umum penyebab kecelakaan kerja ada dua, yaitu unsafe action (faktor manusia) dan unsafe condition (faktor lingkungan). Menurut penelitian bahwa 80-85% kecelakaan disebabkan oleh unsafe action.
A. Unsafe Action
Unsafe action dapat disebabkan oleh berbagai hal berikut: Ketidakseimbangan fisik tenaga kerja, yaitu:
- Posisi tubuh yang menyebabkan mudah lelah - Cacat fisik
- Cacat sementara
- Kepekaan panca indra terhadap sesuatu Kurang Pendidikan
- Kurang pengalaman
- Salah pengertian terhadap suatu perintah - Kurang terampil
- Salah mengartikan standard operasional procedure (SOP) Menjalankan pekerjaan tanpa mempunyai kewenangan Menjalankan pekerjaan yang tidak sesuai dengan keahliannya Pemakaian alat pelindung diri (APD) hanya berpura-pura Mengangkut beban yang berlebihan
Bekerja berlebihan atau melebihi jam kerja
B. Unsafe Condition
Unsafe condition dapat disebabkan oleh berbagai hal berikut: Peralatan yang sudah tidak layak pakai
Ada api di tempat bahaya
Pengamanan gedung yang kurang standar Terpapar bising
Terpapar radiasi
Pencahayaan dan ventilasi yaang kurang atau berlebihan Kondisi suhu yang membahayakan
Dalam keadaan pengamanan yaang berlebihan Sistem peringatan yang berlebihan
Sifat pekerjaan yang mengandung potensi bahaya (Anizar, 2009, P. 3-5)
3.3.4 Pencegahan Kecelakaan Kerja
Hebbie Ilma Adzim (2013), terjadinya kecelakaan kerja merupakan suatu bentuk kerugian baik bagi korban kecelakaan kerja maupun perusahaan/organisasi. Upaya pencegahan kecelakaan kerja diperlukan untuk menghindari kerugian-kerugian yang timbul serta untuk meningkatkan kinerja keselamatan kerja di tempat kerja. Maka dapat dirancang upaya mencegah kecelakaan kerja di tempat kerja, antara lain:
Upaya pencegahan kecelakaan kerja melalui pengendalian bahaya di tempat kerja:
- Pemantauan dan pengendalian kondisi tidak aman di tempat kerja - Pemantauan dan pengendalian tindakan tidak aman di tempat kerja Upaya pencegahan kecelakaan kerja melalui pembinaan dan pengawasan:
- Pelatihan dan pendidikan K3 terhadap tenaga kerja
- Konseling dan konsultasi mengenai penerapan K3 bersama tenaga kerja - Pengembangan sumber daya ataupun teknologi yang berkaitan dengan
peningkatan penerapan K3 di tempat kerja
Upaya pencegahan kecelakaan kerja melalui sistem manajemen: - Prosedur dan aturan K3 di tempat kerja
- Penyediaan sarana dan prasarana K3 dan pendukungnya di tempat kerja - Penghargaan dan sanksi terhadap penerapan K3 di tempat kerja kepada
tenaga kerja
3.4 TUJUAN PENERAPAN K3
Menurut Hebbie Ilma Adzim (2013), penerapan keselamatan dan kesehatan kerja (K3) memiliki beberapa tujuan pelaksanaannya berdasarkan Undang-Undang No 1 Tahun 1970 tentang keselamatan kerja. Di dalamnya terdapat 3 (tiga) tujuan utama dalam penerapan K3 berdasarkan UU No 1 Tahun 1970 tentang keselamatan kerja yaitu antara lain:
- Melindungi dan menjamin keselamatan setiap tenaga kerja dan orang lain di tempat kerja
- Menjamin setiap sumber produksi dapat digunakan secara aman dan efisien - Meningkatkan kesejahteraan dan produktivitas Nasional
3.5 ALAT PELINDUNG DIRI (APD)
Alat pelindung diri (APD) adalah seperangkat alat keselamatan kerja yang digunakan oleh pekerja untuk melindungi seluruh atau sebagian tubuhnya dari kemungkinan adanya potensi bahaya di lingkungan kerja terhadap kecelakaan, alat pelindung diri juga dipakai secara rutin atau berkala dengan tujuan inspeksi, pemeliharaan atau perbaikan alat-alat dan mesin yang terdapat di lingkungan kerja.
3.5.1 Perawatan Alat Pelindung Diri (APD)
Tiap alat pelindung diri (APD) yang digunakan biasanya berfungsi untuk menghindari penyakit akibat kerja yang mungkin diderita jika tidak mengenakannya. Alat yang kotor atau pun rusak bukan malah membantu tetapi dapat menjadi faktor baru terciptanya kecelakaan. Oleh sebab itu, perlu melakukan perawatan terhadap alat-alat tersebut.
Perawatan terhadap peralatan perlindungan diri meliputi kebenaran tata cara penggunaan alat, keberhasilan alat setelah selesai digunakan, kebenaran cara penyimpanan alat serta perbaikan ringan bagian-bagian alat yang kurang benar (Anizar, 2009, P. 105).
3.5.2 Macam-Macam Alat Pelindung Diri (APD) Alat Pelindung Kepala
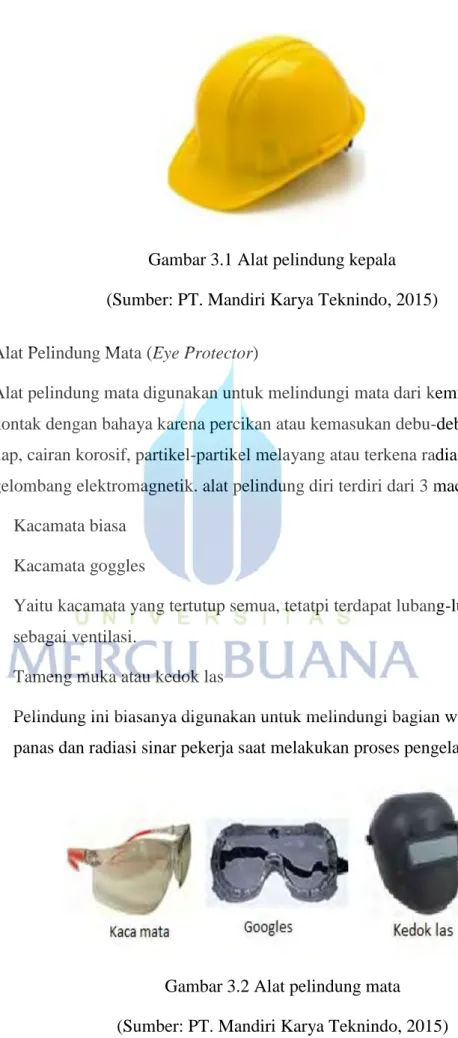
Tujuan pemakaian alat pelindung kepala adalah untuk melindungi kepala dari bahaya terbentur dengan benda tajam atau benda keras, baik yang sifatnya jatuh, melayang atau meluncur termasuk melindungi diri dari panas radiasi bahan-bahan kimia korosif. Contoh alat pelindung kepala adalah safety helmet, topi plastik, topi plastik berlapis asbes, topi alumunium, dan topi logam.
Gambar 3.1 Alat pelindung kepala (Sumber: PT. Mandiri Karya Teknindo, 2015) Alat Pelindung Mata (Eye Protector)
Alat pelindung mata digunakan untuk melindungi mata dari kemungkinan kontak dengan bahaya karena percikan atau kemasukan debu-debu, gas-gas, uap, cairan korosif, partikel-partikel melayang atau terkena radiasi
gelombang elektromagnetik. alat pelindung diri terdiri dari 3 macam, yaitu: - Kacamata biasa
- Kacamata goggles
Yaitu kacamata yang tertutup semua, tetatpi terdapat lubang-lubang kecil sebagai ventilasi.
- Tameng muka atau kedok las
Pelindung ini biasanya digunakan untuk melindungi bagian wajah dari panas dan radiasi sinar pekerja saat melakukan proses pengelasan.
Gambar 3.2 Alat pelindung mata (Sumber: PT. Mandiri Karya Teknindo, 2015)
Alat Pelindung Telinga (Hearing Protection)
Alat pelindung telinga bekerja sebagai penghalang antara bising dan telinga dalam. Alat ini diperlukan apabila tingkat kebisingan di tempat kerja sudah mencapai 85 dB diatas 8 jam sehari. Alat pelindung telinga terdiri dari 2 macam, yaitu:
- Sumbat telinga (ear plugs) mempunyai daya atenuasi suara sebesar 25-30 dB
- Tutup telinga (ear muffs) mempunyai daya atenuasi suara sebesar 10-15 dB lebih besar dari sumbat telinga
Gambar 3.3 Alat pelindung telinga (Sumber: PT. Mandiri Karya Teknindo, 2015) Alat Pelindung Pernapasan (Respiratory Protection)
Alat pelindung pernapasan diperlukan di tempat kerja dimana udara
didalamnya tercemar. Secara umum ada 2 macam alat pelindung pernapasan, yaitu:
- Respiratory atau purifying. Alat ini berfungsi untuk membersihkan udara yang akan dihirup oleh pekerja. Alat ini digunakan untuk melindungi pekerja dari bahaya pernapasan debu, kabut, asap, gas dan uap.
- Breathing Apparatus atau air supply respirator. Alat ini berfungsi untuk memberikan udara bersih atau oksigen kepada pekerja yang menggunakannya.
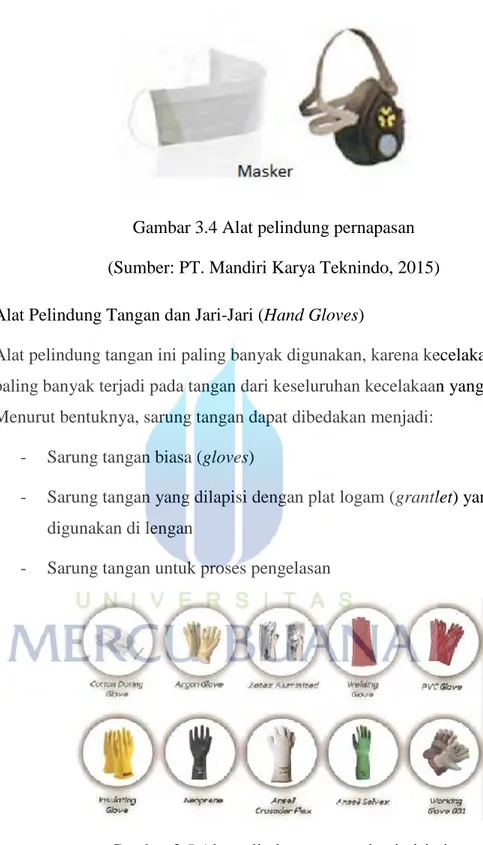
Gambar 3.4 Alat pelindung pernapasan (Sumber: PT. Mandiri Karya Teknindo, 2015) Alat Pelindung Tangan dan Jari-Jari (Hand Gloves)
Alat pelindung tangan ini paling banyak digunakan, karena kecelakaan yang paling banyak terjadi pada tangan dari keseluruhan kecelakaan yang ada. Menurut bentuknya, sarung tangan dapat dibedakan menjadi:
- Sarung tangan biasa (gloves)
- Sarung tangan yang dilapisi dengan plat logam (grantlet) yang digunakan di lengan
- Sarung tangan untuk proses pengelasan
Gambar 3.5 Alat pelindung tangan dan jari-jari (Sumber: PT. Mandiri Karya Teknindo, 2015)
Alat Pelindung Kaki (Foot Cover)
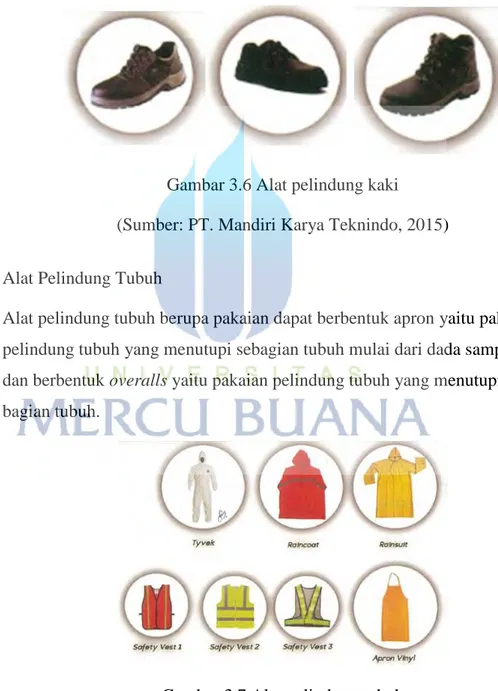
Sepatu keselamatan kerja dipakai untuk melindungi kaki dari kejatuhan benda berat, percikan asam dan basa yang korosif, cairan panas dan terinjak benda-benda tajam. Contoh alat pelindung kaki seperti sepatu kulit, sepatu karet, sepatu bot karet, sepatu anti slip, sepatu dilapisi baja, sepatu plastik, sepatu dengan sol kayu/gabus, pelindung betis, tungkai dan mata kaki.
Gambar 3.6 Alat pelindung kaki (Sumber: PT. Mandiri Karya Teknindo, 2015) Alat Pelindung Tubuh
Alat pelindung tubuh berupa pakaian dapat berbentuk apron yaitu pakaian pelindung tubuh yang menutupi sebagian tubuh mulai dari dada sampai lutut dan berbentuk overalls yaitu pakaian pelindung tubuh yang menutupi seluruh bagian tubuh.
Gambar 3.7 Alat pelindung tubuh (Sumber: PT. Mandiri Karya Teknindo, 2015)