Antoni Yohanes Antoni Yohanes
Program Studi Teknik Industri Program Studi Teknik Industri
Universitas Stikubank, Semarang, Jawa Tengah, Indonesia Universitas Stikubank, Semarang, Jawa Tengah, Indonesia
[email protected] [email protected]
Abstrak Abstrak Penjadualan
Penjadualan merupakan merupakan pengaturan pengaturan waktu waktu dari dari suatu suatu kegitan kegitan operasi. operasi. penjadualan penjadualan mencakupmencakup kegiatan mengalokasikan fasilitas, peralatan ataupun tenaga kerja bagai suatu kegiatan operasi dan kegiatan mengalokasikan fasilitas, peralatan ataupun tenaga kerja bagai suatu kegiatan operasi dan menentukan urutan pelaksanaan kegiatan operasi. Saat ini telah banyak dikembangkan berbagai menentukan urutan pelaksanaan kegiatan operasi. Saat ini telah banyak dikembangkan berbagai macam metode dalam penjadualan produksi, antara lain penjadualan produksi yang mengutamakan macam metode dalam penjadualan produksi, antara lain penjadualan produksi yang mengutamakan waktu kerja terlebih dahulu dalam urutan proses produksinya, penjadualan berdasarkan jumlah mesin waktu kerja terlebih dahulu dalam urutan proses produksinya, penjadualan berdasarkan jumlah mesin yang
yang ada ada dan dan penjadualan penjadualan produksi produksi berdasarkan berdasarkan pengaturan pengaturan laju laju produksi produksi yang yang stabil stabil terhadapterhadap ragam tingkat persediaan untuk memenuhi permintaan
ragam tingkat persediaan untuk memenuhi permintaan konsumen.konsumen. Metode Campbel-Dudek-Smith (CDS), metode ini
Metode Campbel-Dudek-Smith (CDS), metode ini pada dasarnya memecahkan persoalan n job pada mpada dasarnya memecahkan persoalan n job pada m mesin flow shop. Pada penjadualan ini diusahakan untuk mendapatkan harga makespan yang terkecil mesin flow shop. Pada penjadualan ini diusahakan untuk mendapatkan harga makespan yang terkecil dari (m-1) kemungkinan penjadwalan. penjadualan dengan harga makespan terkecil merupakan dari (m-1) kemungkinan penjadwalan. penjadualan dengan harga makespan terkecil merupakan urutan pengerjaan job
urutan pengerjaan job yang paling baik.Berdasarkan yang paling baik.Berdasarkan data yang di data yang di peroleh dari hasperoleh dari hasil riset yangil riset yang dilakukan di PT. Triangle Motorindo untuk penjadualan produksi dengan menggunakan metode CDS dilakukan di PT. Triangle Motorindo untuk penjadualan produksi dengan menggunakan metode CDS diketahui bahwa penjadwalan untuk
diketahui bahwa penjadwalan untuk diterapkan di PT. Triangle diterapkan di PT. Triangle Motorindo Semarang Motorindo Semarang metode CDSmetode CDS berdasarkan makespan total yaitu 23,1 jam dan efisiensi sebesar yaitu 35,26 %.
berdasarkan makespan total yaitu 23,1 jam dan efisiensi sebesar yaitu 35,26 %. Kata kunci :
Kata kunci : CDS, makespan, efisiensiCDS, makespan, efisiensi
Abstract Abstract
Scheduling is the timing of an operating activity . scheduling includes activities allocate facilities , Scheduling is the timing of an operating activity . scheduling includes activities allocate facilities , equipment or labor like an operation and determine the order of the operations. When this has been equipment or labor like an operation and determine the order of the operations. When this has been developed various methods in production scheduling, among other production scheduling priority to developed various methods in production scheduling, among other production scheduling priority to working time in advance in order of production processes, scheduling based on the number of existing working time in advance in order of production processes, scheduling based on the number of existing machines and production scheduling based on stable production rate setting fora variety of inventory machines and production scheduling based on stable production rate setting fora variety of inventory levels to meet consumer demand .Methods Campbell - Dudek - Smith (CDS) , the method is basically levels to meet consumer demand .Methods Campbell - Dudek - Smith (CDS) , the method is basically solve the
solve the problem of problem of n jobs n jobs on m on m machines flow machines flow shop . shop . In this In this scheduling attempted scheduling attempted to get to get the price ofthe price of the smallest make span of (m -
the smallest make span of (m - ) the possibility of scheduling . ) the possibility of scheduling . with the price of the with the price of the smallest make spansmallest make span scheduling a
scheduling a sequence of sequence of jobs that jobs that most excellent most excellent workmanship .Based workmanship .Based on the on the data data obtained from obtained from thethe results of research conducted at PT . Triangle Motorindo for production scheduling using CDS known results of research conducted at PT . Triangle Motorindo for production scheduling using CDS known that scheduling method to be applied in PT . Triangle Motorindo Semarang CDS method is based on that scheduling method to be applied in PT . Triangle Motorindo Semarang CDS method is based on the total make span is 23.1 hours and the efficiency of which is 35.26 %.
the total make span is 23.1 hours and the efficiency of which is 35.26 %. Keywords : CDS , makespan , efficiency
Keywords : CDS , makespan , efficiency
I. PENDAHULUAN I. PENDAHULUAN
A.
A. Latar Bela Latar Belakangkang
Pengertian penjadualan secara umum dapat diartikan seperti:
Pengertian penjadualan secara umum dapat diartikan seperti: “scheduling is the“scheduling is the allocation of resources overtime to perform collection of risk”
allocation of resources overtime to perform collection of risk” , yang artinya penjadwalan, yang artinya penjadwalan adalah pengalokasian sumber daya yang terbatas untuk mengerjakan sejumlah pekerjaan. adalah pengalokasian sumber daya yang terbatas untuk mengerjakan sejumlah pekerjaan. Permasalahan muncul apabila pada tahapan operasi tertentu beberapa atau seluruh pekerjaan Permasalahan muncul apabila pada tahapan operasi tertentu beberapa atau seluruh pekerjaan
unit-unit produksi
unit-unit produksi (resources)(resources) dapat dimanfaatkan secara optimum. Pemanfaatan ini antara dapat dimanfaatkan secara optimum. Pemanfaatan ini antara lain dilakukan dengan jalan meningkatkan utilitas unit-unit produksi melalui usaha-usaha lain dilakukan dengan jalan meningkatkan utilitas unit-unit produksi melalui usaha-usaha mereduksi waktu menganggur
mereduksi waktu menganggur (idle time)(idle time) dari unit-unit yang bersangkutan. Pemanfaatan dari unit-unit yang bersangkutan. Pemanfaatan lainnya dapat juga dilakukan dengan cara meminimumkan
lainnya dapat juga dilakukan dengan cara meminimumkan in-proses inventoryin-proses inventory melalui melalui reduksi terhadap waktu rata-rata pekerjaan yang menunggu (antri) dalam baris antrian pada reduksi terhadap waktu rata-rata pekerjaan yang menunggu (antri) dalam baris antrian pada unit-unit produksi [1].
unit-unit produksi [1]. B.
B. Rumusan Ma Rumusan Masalahsalah
PT. Triangle Motorindo merupakan industri manufaktur yang memproduksi sepeda PT. Triangle Motorindo merupakan industri manufaktur yang memproduksi sepeda motor dengan merek VIAR berlokasi di kota Semarang. Hasil produknya antara lain bebek, motor dengan merek VIAR berlokasi di kota Semarang. Hasil produknya antara lain bebek, motor sport, matic dan motor roda tiga. Penjadwalan produksi dilakukan pada departemen motor sport, matic dan motor roda tiga. Penjadwalan produksi dilakukan pada departemen PPIC. Penelitian ini mengambil data pada lintasan produksi
PPIC. Penelitian ini mengambil data pada lintasan produksi lineline B yang merakit tipe motor B yang merakit tipe motor bebek
bebek dengan dengan merek merek Star Star CX, CX, Star Star Z, Z, dan dan Star Star X X 125. 125. Lintasan Lintasan produksi produksi didi lineline B dalam B dalam pelaksana
pelaksanannya tidak dannya tidak dapat memepat memenuhi permintaanuhi permintaan produk sesuan produk sesuai dengan jadwai dengan jadwal yang sudah dil yang sudah di buat depa
buat departemen Prtemen PPIC.PIC.
II. KAJIAN PUSTAKA II. KAJIAN PUSTAKA
A.
A. Definisi Pe Definisi Penjadwalan Pnjadwalan Produksiroduksi
Penjadwalan mempunyai definisi pengurutan atau pengerjaan
Penjadwalan mempunyai definisi pengurutan atau pengerjaan secara menyeluruh dalamsecara menyeluruh dalam suatu lintasan produksi yang dikerjakan pada beberapa buah mesin. Masalah penjadwalan suatu lintasan produksi yang dikerjakan pada beberapa buah mesin. Masalah penjadwalan melibatkan pengerjaan beberapa komponen atau mesin yang sering disebut dengan istilah melibatkan pengerjaan beberapa komponen atau mesin yang sering disebut dengan istilah job
job.. Job Job sendiri merupakan komposisi dari sejumlah elemen sendiri merupakan komposisi dari sejumlah elemen
–
–
elemen dasar yang disebutelemen dasar yang disebut aktivitas atau operasi. Waktu proses merupakan aktivitas atau operasi yang membutuhkan aktivitas atau operasi. Waktu proses merupakan aktivitas atau operasi yang membutuhkan alokasi sumber daya tertentu selama periode waktu tertentu. Penjadwalan dapat dibagi alokasi sumber daya tertentu selama periode waktu tertentu. Penjadwalan dapat dibagi menjadi dua yaitu penjadwalan panjang dan penjadwalan pendek. Pembedaan tipe menjadi dua yaitu penjadwalan panjang dan penjadwalan pendek. Pembedaan tipe penjadwalapenjadwalan n menurut menurut waktu waktu tersebut tersebut didasarkadidasarkan n pada pada waktu waktu pelaksanpelaksanaan aan kegiatakegiatan n yangyang tercakup didalam jadwal yang bersangkutan [2]. Penjadwalan jangka panjang dikaitkan tercakup didalam jadwal yang bersangkutan [2]. Penjadwalan jangka panjang dikaitkan dengan jadwal pelaksanaan aktivitas yang memerlukan jangka waktu pengerjaan panjang dengan jadwal pelaksanaan aktivitas yang memerlukan jangka waktu pengerjaan panjang yaitu bulanan sampai tahunan. Sedangkan penjadwalan jangka pendek berkaitan dengan yaitu bulanan sampai tahunan. Sedangkan penjadwalan jangka pendek berkaitan dengan penyusunan jadwal atas pengerjaan produk untuk memenuhi permintaan jangka pendek atau penyusunan jadwal atas pengerjaan produk untuk memenuhi permintaan jangka pendek atau permintaan
permintaan pasar. pasar. PenjadwalaPenjadwalan n jangka jangka pendek pendek ini ini disusun disusun untuk untuk pekerjaapekerjaan n yang yang akanakan dilakukan secara berulang. Krajewski dan Rizman menyebutkan pada dasarnya penjadwalan dilakukan secara berulang. Krajewski dan Rizman menyebutkan pada dasarnya penjadwalan adalah pengalokasian sumber daya dari waktu ke waktu untuk menunjang pelaksanaan dan adalah pengalokasian sumber daya dari waktu ke waktu untuk menunjang pelaksanaan dan penyelesa
penyelesaian suatu aktivitas pengerjaan spesifik. Penentuan alokasi sumber daya perusahaanian suatu aktivitas pengerjaan spesifik. Penentuan alokasi sumber daya perusahaan (sumber daya manusia, sumber daya kapasitas, dan peralatan produksi atau mesin
(sumber daya manusia, sumber daya kapasitas, dan peralatan produksi atau mesin
–
–
mesin, danmesin, dan waktu) ditujukan untuk mewujudkan sasaran penggunaan sumber daya secara efektif dan waktu) ditujukan untuk mewujudkan sasaran penggunaan sumber daya secara efektif dan efisien sekaligus menghasilkan keluaranefisien sekaligus menghasilkan keluaran (ouput)(ouput) yang tepat jumlah, tepat waktu, dan tepat yang tepat jumlah, tepat waktu, dan tepat kualitas [2]. Penjadwalan merupakan permintaan akan produk
kualitas [2]. Penjadwalan merupakan permintaan akan produk
–
–
produk produk yang yang tertentu tertentu (jenis(jenis dan jumlah) dari jadwal induk produksi akan ditugaskan pada pusatdan jumlah) dari jadwal induk produksi akan ditugaskan pada pusat
–
–
pusat pusat pemrosesapemrosesann tertentu untuk periode harian, sedangkan Baker (1974) mendefinisikan penjadwalan sebagai tertentu untuk periode harian, sedangkan Baker (1974) mendefinisikan penjadwalan sebagai prosesproses pengalokpengalokasian asian sumber sumber daya daya untuk untuk memilih memilih sekumpulasekumpulan n tugas tugas dalam dalam waktu waktu tertentutertentu [1].
Penjadwalan menurut Baker alam sebuah lintasan produksi dapat dibedakan menjadi Penjadwalan menurut Baker alam sebuah lintasan produksi dapat dibedakan menjadi empat keadaan [1]:
empat keadaan [1]: 1.
1. Mesin yang digunakan merupakan proses dengan mesin tunggal atau proses dengan mesinMesin yang digunakan merupakan proses dengan mesin tunggal atau proses dengan mesin majemuk.
majemuk. 2.
2. Pola aliran proses dapat berupa aliran identik atau sembarang.Pola aliran proses dapat berupa aliran identik atau sembarang. 3.
3. Pola kedatangan pekerjaan dapat bersifat statis atau dinamis.Pola kedatangan pekerjaan dapat bersifat statis atau dinamis. 4.
4. Sifat informasi yang diterima dapat bersifat deterministik atau stokastik.Sifat informasi yang diterima dapat bersifat deterministik atau stokastik.
Salah satu masalah yang cukup penting dalam sistem produksi adalah bagaimana melakukan Salah satu masalah yang cukup penting dalam sistem produksi adalah bagaimana melakukan pengaturan dan
pengaturan dan penjadwapenjadwalan lan pekerjaanpekerjaan (jobs)(jobs) agar pesanan dapat selesai dan sesuai dengan agar pesanan dapat selesai dan sesuai dengan keinginan konsumen. Di samping itu sumber
keinginan konsumen. Di samping itu sumber
–
–
sumber daya yang tersedia dapat dimanfaatkansumber daya yang tersedia dapat dimanfaatkan seoptimal mungkin. Salah satu usaha untuk mencapai tujuan diatas adalah melakukan seoptimal mungkin. Salah satu usaha untuk mencapai tujuan diatas adalah melakukan penjadwalapenjadwalan n proses produksi yang proses produksi yang baik dengan baik dengan mengurangmengurangi i waktu menganggurwaktu menganggur (iddle time)(iddle time) pada
pada unitunit
–
–
unit produksi dan meminimumkan barang yang sedang dalam prosesunit produksi dan meminimumkan barang yang sedang dalam proses (work in(work in process)process). Dari definisi diatas maka terdapat dua elemen penting dalam proses penjadwalan. Dari definisi diatas maka terdapat dua elemen penting dalam proses penjadwalan yaitu urutan
yaitu urutan (sequence) job(sequence) job yang memberikan solusi optimal dan pengalokasian sumber daya yang memberikan solusi optimal dan pengalokasian sumber daya (resources)
(resources). Pekerjaan. Pekerjaan (job order)(job order) yang diterima diuraikan dalam bentuk kebutuhan sumber yang diterima diuraikan dalam bentuk kebutuhan sumber daya, waktu proses, waktu mulai dan waktu berakhirnya proses.
daya, waktu proses, waktu mulai dan waktu berakhirnya proses. B.
B. Input Penjadw Input Penjadwalanalan Input
Input dari sistem penjadwalan antara lain pekerjaan dari sistem penjadwalan antara lain pekerjaan
–
–
pekerjaa pekerjaan yang n yang merupakamerupakan n alokasialokasi kapasitas untukkapasitas untuk order order – – order order , penugasan prioritas, penugasan prioritas job, job, dan pengendalian jadwal produksi dan pengendalian jadwal produksi membutuhkan informasi terperinci dimana informasi
membutuhkan informasi terperinci dimana informasi
–
–
informasi tersebut akan menyatakaninformasi tersebut akan menyatakan masukan dari penjadwalan. Untuk produkmasukan dari penjadwalan. Untuk produk
–
–
produk produk tertentu informasi tertentu informasi ini ini bisa bisa diperoleh daridiperoleh dari lembar kerja operasi danlembar kerja operasi dan bill of material bill of material [4]. Fogarty mendefinisikan struktur produk sebagai [4]. Fogarty mendefinisikan struktur produk sebagai sebuah daftar dari seluruh komponen, sub-sub perakitan, dan material bahan baku yang sebuah daftar dari seluruh komponen, sub-sub perakitan, dan material bahan baku yang dibutuhkan untuk membuat suatu produk akhir
dibutuhkan untuk membuat suatu produk akhir (parent assembly)(parent assembly) disertai dengan jumlahdisertai dengan jumlah kebutuhannya masing-masing. Pembentukan struktur produk merupakan bagian dari proses kebutuhannya masing-masing. Pembentukan struktur produk merupakan bagian dari proses desain, dan kemudian digunakan untuk menentukan komponen mana yang harus dibeli, dan desain, dan kemudian digunakan untuk menentukan komponen mana yang harus dibeli, dan komponen mana yang harus dibuat. Bentuk dari struktur produk bervariasi, dapat berupa komponen mana yang harus dibuat. Bentuk dari struktur produk bervariasi, dapat berupa single-level atau multi-level.
single-level atau multi-level.
C.
C. Output PenjadwalanOutput Penjadwalan
Untuk memastikan bahwa suatu aliran kerja yang lancar akan melalui beberapa tahapan Untuk memastikan bahwa suatu aliran kerja yang lancar akan melalui beberapa tahapan produksi
produksi maka maka sistem sistem penjadwalapenjadwalan n harus harus membemembentuk ntuk aktivitasaktivitas
–
–
aktivitasaktivitas output output sebagai sebagai berikut [1]:berikut [1]: 1. Pembebanan
1. Pembebanan (loading)(loading)
Melibatkan penyesuaian kebutuhan kapasitas untuk
Melibatkan penyesuaian kebutuhan kapasitas untuk order order – – order order yang diterima yang diterima diperkirakan dengan kapasitas yang tersedia. Pembebanan dilakukan dengan menugaskan diperkirakan dengan kapasitas yang tersedia. Pembebanan dilakukan dengan menugaskan order
order – – order order pada fasilitas pada fasilitas
–
–
fasilitas, operator fasilitas, operator–
–
operator, dan peralatan tertentu.operator, dan peralatan tertentu. 2. Pengurutan2. Pengurutan (sequencing)(sequencing)
Merupakan penugasan tentang
3. Prioritas
3. Prioritas job (dispac job (dispaching)hing)
Merupakan prioritas kerja tentang
Merupakan prioritas kerja tentang job job – – job job mana yang diseleksi dan diprioritaskan untuk mana yang diseleksi dan diprioritaskan untuk diproses.
diproses.
4. Pengendalian kinerja penjadwalan 4. Pengendalian kinerja penjadwalan
Dilakukan dengan : Dilakukan dengan :
a. Meninjau kembali status
a. Meninjau kembali status order order – – order order pada saat melalui sistem tertentu. pada saat melalui sistem tertentu. b. Menga
b. Mengatur kembtur kembali urutanali urutan
–
–
urutan.urutan. 5.5. Up dating Up dating jadwal jadwal
Dilakukan sebagai refleksi kondisi operasi yang terjadi dengan merevisi prioritas Dilakukan sebagai refleksi kondisi operasi yang terjadi dengan merevisi prioritas
–
–
prioritas.prioritas. D.
D. Algoritma Ca Algoritma Campbell, Dumpbell, Dudek dan Smidek dan Smith (CDS)th (CDS)
Metode ini dikembangkan oleh H.G. Campbell, R.A.Dudek dan M.L.Smith yang Metode ini dikembangkan oleh H.G. Campbell, R.A.Dudek dan M.L.Smith yang didasarkan atas algoritma Johnson. Metode ini pada dasarnya memecahkan persoalan n didasarkan atas algoritma Johnson. Metode ini pada dasarnya memecahkan persoalan n job job pada m mesin
pada m mesin flow shop flow shop ke dalam m-1 set persoalan dua mesinke dalam m-1 set persoalan dua mesin flow shop flow shop dengan membagidengan membagi m mesin ke dalam dua grup, kemudian pengurutan
m mesin ke dalam dua grup, kemudian pengurutan job job pada kedua mesin tadi m pada kedua mesin tadi menggunakanenggunakan algoritma Johnson. Setelah diperoleh sebanyak m-1 alternatif urutan
algoritma Johnson. Setelah diperoleh sebanyak m-1 alternatif urutan job job, kemudian dipilih, kemudian dipilih urutan dengan
urutan dengan makespanmakespan terkecil.terkecil. Setiap pekerjaan atau
Setiap pekerjaan atau job job yang akan diselesaikan harus melewati proses pada masing- yang akan diselesaikan harus melewati proses pada masing-masing mesin. Pada penjadwalan ini diusahakan untuk mendapatkan harga
masing mesin. Pada penjadwalan ini diusahakan untuk mendapatkan harga makespanmakespan yangyang terkecil dari (m-1) kemungkinan penjadwalan. Penjadwalan dengan harga
terkecil dari (m-1) kemungkinan penjadwalan. Penjadwalan dengan harga makespanmakespan terkecilterkecil merupakan urutan pengerjaan
merupakan urutan pengerjaan job job yang paling baik.yang paling baik. Penjadwalan n
Penjadwalan n job job terhadap m mesin, dilakukan algoritma Johnson sebagai berikut :terhadap m mesin, dilakukan algoritma Johnson sebagai berikut : 1.
1. ambil penjadualan pertama (k=1). Untuk seluruhambil penjadualan pertama (k=1). Untuk seluruh job job yang ada, carilah harga t*i,1 danyang ada, carilah harga t*i,1 dan t*i, 2 yang minimum yang merupakan waktu proses pada mesin pertama dan kedua, t*i, 2 yang minimum yang merupakan waktu proses pada mesin pertama dan kedua, dimana ti,1 = t*i,1 dan ti,2 =
dimana ti,1 = t*i,1 dan ti,2 = t*i,2t*i,2 2.
2. Gunakan algoritma Johnson untuk melakukan pengurutan pekerjaan. Kemudian hitungGunakan algoritma Johnson untuk melakukan pengurutan pekerjaan. Kemudian hitung makespan
makespan untuk jadwal untuk jadwal tersebut.tersebut. 3.
3. Jika waktu minimum didapat pada mesin pertama, selanjutnya tempatkan tugas tersebutJika waktu minimum didapat pada mesin pertama, selanjutnya tempatkan tugas tersebut pada awal deret penjadwal
pada awal deret penjadwalan dan bila waktu minimum didapat pada mesin kedua, tugasan dan bila waktu minimum didapat pada mesin kedua, tugas tersebut ditempatkan pada posisi akhir dari deret penjadwalan.
tersebut ditempatkan pada posisi akhir dari deret penjadwalan. 4.
4. Jika penjadualan ke-k = Jika penjadualan ke-k = (m-1) sudah tercapai berarti (m-1) sudah tercapai berarti penjadwalanpenjadwalan job job sudah selesai.sudah selesai.
E.
E. Aturan John Aturan Johnsonson
Aturan Johnson dikembangkan untuk n pekerjaan (
Aturan Johnson dikembangkan untuk n pekerjaan ( job job) yang dikerjakan pada dua mesin) yang dikerjakan pada dua mesin secara berurutan.
secara berurutan.
Algoritma Johnson adalah sebagai berikut : Algoritma Johnson adalah sebagai berikut : 1.
1. Identifikasikan waktu operasi terkecil dari pekerjaan yang ada; t* (tij dari pekerjaanIdentifikasikan waktu operasi terkecil dari pekerjaan yang ada; t* (tij dari pekerjaan yang ada)
yang ada) 2.
2. Bila t* ada pada mesin pertama maka pekerjaan yang memiliki waktu t* tersebutBila t* ada pada mesin pertama maka pekerjaan yang memiliki waktu t* tersebut didahulukan pekerjaannya sedang bila t* berada mesin kedua maka pekerjaan yang didahulukan pekerjaannya sedang bila t* berada mesin kedua maka pekerjaan yang memiliki waktu t* tersebut dibelakangkan pengerjaannya.
memiliki waktu t* tersebut dibelakangkan pengerjaannya. 3.
III. METODE PENELITIAN III. METODE PENELITIAN
A.
A. Lokasi Pe Lokasi Penelitian dan nelitian dan Waktu Waktu PenelitianPenelitian
Penelitian ini dilakukan di PT. Triangle Motorindo Jalan Kawasan Industri BSB No. 9 Penelitian ini dilakukan di PT. Triangle Motorindo Jalan Kawasan Industri BSB No. 9 Blok A5, Jatibarang, Mijen, Semarang. Dimana penelitian ini dilaksanakan pada bulan Juni Blok A5, Jatibarang, Mijen, Semarang. Dimana penelitian ini dilaksanakan pada bulan Juni 2011.
2011. B.
B. Penentuan S Penentuan Sumber Dataumber Data
Data yang dikumpulkan merupakan data-data yang diperoleh dari hasil tanya jawab Data yang dikumpulkan merupakan data-data yang diperoleh dari hasil tanya jawab dengan orang-orang yang berwenang serta dilakukan juga pengamatan secara langsung dengan orang-orang yang berwenang serta dilakukan juga pengamatan secara langsung menggunakan
menggunakan stopwatch stopwatch untuk menghitung waktu operasi setiap untuk menghitung waktu operasi setiap job job. Data-data yang. Data-data yang diperlukan untuk menyelesaikan permasalahan dalam penelitian ini adalah :
diperlukan untuk menyelesaikan permasalahan dalam penelitian ini adalah : 1.
1. Data waktu proses pada setiap stasiun kerja.Data waktu proses pada setiap stasiun kerja. 2.
2. Jumlah permintaan konsumen periode Juni 2011.Jumlah permintaan konsumen periode Juni 2011. C.
C. Sistem penjadualan Metode HeijunkaSistem penjadualan Metode Heijunka
Sistem penjadualan produksi dengan menggunakan metode
Sistem penjadualan produksi dengan menggunakan metode Heijunka Heijunka sangat ditentukan sangat ditentukan oleh jumlah permintaan konsumen. Setelah jumlah permintaan konsumen diketahui oleh jumlah permintaan konsumen. Setelah jumlah permintaan konsumen diketahui kemudian akan ditentukan produk mana yang harus diprioritaskan untuk diproduksi terlebih kemudian akan ditentukan produk mana yang harus diprioritaskan untuk diproduksi terlebih dahulu. Setelah itu dilakukan penjadualan produksi mingguan dan penjadualan produksi dahulu. Setelah itu dilakukan penjadualan produksi mingguan dan penjadualan produksi harian. Tetapi sebelum melakukan penjadualan harus diketahui terlebih dahulu kapasitas harian. Tetapi sebelum melakukan penjadualan harus diketahui terlebih dahulu kapasitas produksi line A agar target produksi yang telah ditentukan tidak melebihi kapasitas produksi produksi line A agar target produksi yang telah ditentukan tidak melebihi kapasitas produksi
line A. line A. D.
D. Data Input P Data Input Penjadualanenjadualan
Di PT. Triangle Motorindo setiap aktivitas proses produksi dikerjakan atau dioperasikan Di PT. Triangle Motorindo setiap aktivitas proses produksi dikerjakan atau dioperasikan secara berurutan. Maka jenis penjadualannya disebut dengan penjadualan seri. Data-data secara berurutan. Maka jenis penjadualannya disebut dengan penjadualan seri. Data-data yang dibutuhkan dalam perhitungan penjadualan produksi dengan Metode
yang dibutuhkan dalam perhitungan penjadualan produksi dengan Metode Heijunka Heijunka adalah adalah rencana produksi bulan Juni 2011, waktu pengerjaan tiap stasiun/pos kerja, waktu siklus, rencana produksi bulan Juni 2011, waktu pengerjaan tiap stasiun/pos kerja, waktu siklus, waktu
waktu set up set up, kapasitas produksi., kapasitas produksi. E.
E. Alat Pene Alat Penelitianlitian Alat
Alat
–
–
alat yang dipergunakan dalam penelitian ini adalah:alat yang dipergunakan dalam penelitian ini adalah: 1.1. Stop WatchStop Watch 2.
2. Peralatan menulis seperti pena, pensil serta spidol.Peralatan menulis seperti pena, pensil serta spidol. 3.
3. BukuBuku
IV. HASIL DAN PEMBAHASAN IV. HASIL DAN PEMBAHASAN
A.
A. Data Permin Data Permintaan Bulan Otaan Bulan Oktober 201ktober 20133
Data permintaan sepeda motor bebek dengan merk Star CX, Star Z, dan Star X 125 Data permintaan sepeda motor bebek dengan merk Star CX, Star Z, dan Star X 125 bulan Oktob
TABEL 1 TABEL 1
DATA PERMINTAAN BULAN OKTOBER 2013 DATA PERMINTAAN BULAN OKTOBER 2013
Model Jumlah
Model Jumlah
Star
Star CX CX 750 750 unitunit Star
Star X125 X125 1400 1400 unitunit Star
Star Z Z 1750 1750 unitunit Total
Total 3900 3900 unitunit Sumber: PT. Triangle Motorindo Sumber: PT. Triangle Motorindo
B.
B. Jumlah Produ Jumlah Produksi Harianksi Harian
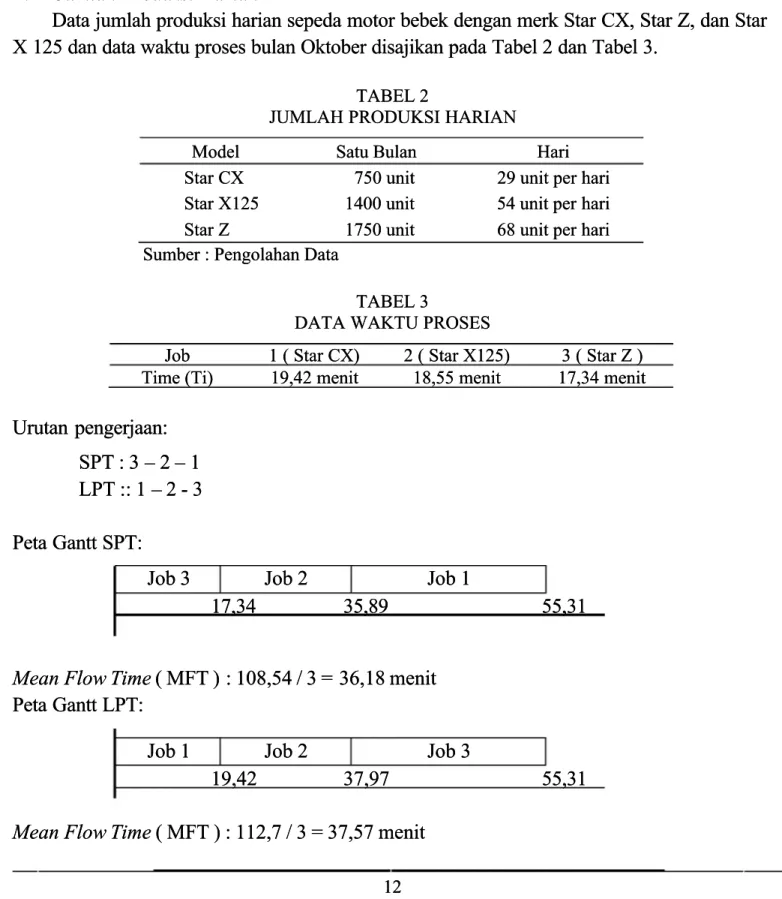
Data jumlah produksi harian sepeda motor bebek dengan merk Star CX, Star Z, dan Star Data jumlah produksi harian sepeda motor bebek dengan merk Star CX, Star Z, dan Star X 125 dan data waktu proses bulan Oktober disajikan pada Tabel 2 dan Tabel 3.
X 125 dan data waktu proses bulan Oktober disajikan pada Tabel 2 dan Tabel 3.
TABEL 2 TABEL 2
JUMLAH PRODUKSI HARIAN JUMLAH PRODUKSI HARIAN Model
Model Satu Satu Bulan Bulan HariHari Star
Star CX CX 750 750 unit unit 29 29 unit unit per per harihari Star
Star X125 X125 1400 1400 unit unit 54 54 unit unit per per harihari Star
Star Z Z 1750 1750 unit unit 68 68 unit unit per per harihari Sumber : Pengolahan Data
Sumber : Pengolahan Data
TABEL 3 TABEL 3
DATA WAKTU PROSES DATA WAKTU PROSES Job
Job 1 1 ( ( Star Star CX) CX) 2 2 ( ( Star Star X125) X125) 3 3 ( ( Star Star Z Z )) Time
Time (Ti) (Ti) 19,42 19,42 menit menit 18,55 18,55 menit menit 17,34 17,34 menitmenit
Urutan pengerjaan: Urutan pengerjaan: SPT : 3 SPT : 3
–
–
2 2–
–
1 1 LPT :: 1 LPT :: 1–
–
2 - 3 2 - 3 Peta Gantt SPT: Peta Gantt SPT: JobJob 3 3 Job Job 2 2 Job Job 11 17,34
17,34 35,89 35,89 55,3155,31
Mean Flow
Mean Flow TimeTime ( MFT ) ( MFT ) : 108,54 / 3 = : 108,54 / 3 = 36,18 menit36,18 menit Peta Gantt LPT:
Peta Gantt LPT: Job
Job 1 1 Job Job 2 2 Job Job 33 19,42
19,42 37,9737,97 55,3155,31
Mean Flow
Berdasar MFT maka dipilih yang terkecil yaitu 36,18 dengan urutan 3-2-1. Berdasar MFT maka dipilih yang terkecil yaitu 36,18 dengan urutan 3-2-1.
Berdasar MFT maka urutan pengerjaan yaitu Star Z dahulu, kemudian Star X125 dan terakhir Berdasar MFT maka urutan pengerjaan yaitu Star Z dahulu, kemudian Star X125 dan terakhir adalah Star CX.
adalah Star CX.
C.
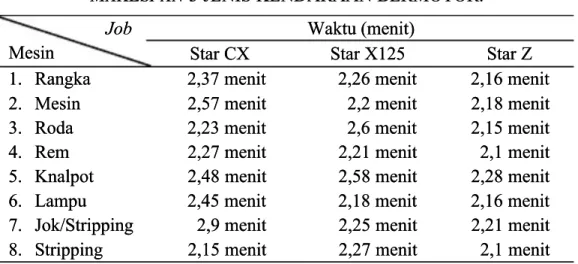
C. Penjadwalan Penjadwalan n job m men job m mesinsin Metode C
Metode Campbell, Dampbell, Dudek dan udek dan Smith (CDSSmith (CDS)) Metode CDS
Metode CDS dikembangkan untuk menangani dikembangkan untuk menangani n pekerjaan n pekerjaan yang dikerjakan pada yang dikerjakan pada mm mesin
mesin secara berurutan. N pekerjaan yang secara berurutan. N pekerjaan yang dimaksud pada penelitian ini dimaksud pada penelitian ini jumlahnya 8. Mjumlahnya 8. M mesin yang dimaksud yaitu Star CX, Star X125 dan Star Z. Berikut ini adalah tabel
mesin yang dimaksud yaitu Star CX, Star X125 dan Star Z. Berikut ini adalah tabel makespanmakespan ketiga jenis kendaraan.
ketiga jenis kendaraan.
TABEL 4 TABEL 4 MAKESPAN
MAKESPAN 3 JENIS KENDARAAN BERMOTOR.3 JENIS KENDARAAN BERMOTOR. Job
Job Mesin
Mesin
Waktu
Waktu (menit)(menit) Star
Star CX CX Star Star X125 X125 Star ZStar Z 1.
1. Rangka Rangka 2,37 2,37 menit menit 2,26 2,26 menit menit 2,16 2,16 menitmenit 2.
2. Mesin Mesin 2,57 2,57 menit menit 2,2 2,2 menit menit 2,18 2,18 menitmenit 3.
3. Roda Roda 2,23 2,23 menit menit 2,6 2,6 menit menit 2,15 2,15 menitmenit 4.
4. Rem Rem 2,27 2,27 menit menit 2,21 2,21 menit menit 2,1 2,1 menitmenit 5.
5. Knalpot Knalpot 2,48 2,48 menit menit 2,58 2,58 menit menit 2,28 2,28 menitmenit 6.
6. Lampu Lampu 2,45 2,45 menit menit 2,18 2,18 menit menit 2,16 2,16 menitmenit 7.
7. Jok/Stripping Jok/Stripping 2,9 2,9 menit menit 2,25 2,25 menit menit 2,21 2,21 menitmenit 8.
8. Stripping Stripping 2,15 2,15 menit menit 2,27 2,27 menit menit 2,1 2,1 menitmenit
Nilai
Nilai dari dari Tabel Tabel 3 3 untuk untuk selanjutnya selanjutnya akan akan dikalikadikalikan n masing-mamasing-masingsing job job dengandengan kebutuhan per hari setiap jenis kendaraan. Setelah itu kemudian langsung diolah kebutuhan per hari setiap jenis kendaraan. Setelah itu kemudian langsung diolah menggunakan metode CDS yang disajikan di bawah ini.
menggunakan metode CDS yang disajikan di bawah ini.
TABEL 5 TABEL 5 WAKTU TOTAL PER HARI TIAP
WAKTU TOTAL PER HARI TIAP JOB JOB KENDARAAN BERMOTOR. KENDARAAN BERMOTOR. Mesin Mesin Job Job M1 M1 M2 M2 M3 M3 M4 M4 M5 M5 M6 M6 M7 M7 M8M8 1. 1. Star CXStar CX (x 29 unit/hari) (x 29 unit/hari) 68.7 68.7 74.5 74.5 64.7 64.7 65.8 65.8 71.9 71.9 71.1 71.1 84.1 84.1 62.462.4 2. 2. Star X125Star X125 (x 54 unit/hari) (x 54 unit/hari) 122.0 122.0 118.8 118.8 140.4 140.4 119.3 119.3 139.3 139.3 117.7 117.7 121.5 121.5 122.6122.6 3. 3. Star ZStar Z (x 68 unit/hari) (x 68 unit/hari) 146.9 146.9 148.2 148.2 146.2 146.2 142.8 142.8 155.0 155.0 146.9 146.9 150.3 150.3 142.8142.8
M1 M1 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 M2 M2 M3 M3 M4 M4 M5 M5 M6 M6 M7 M7 M8 M8 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 JJ3 3 JJ2 2 JJ11 1 14466,,9 9 226688,,9 9 333377,,66 2 29955,,1 1 441133,,9 9 448888,,44 4 44411,,3 3 558811,,7 7 664466,,44 5 58844,,1 1 770033,,4 4 776699,,22 7 73399,,1 1 887788,,4 4 995500,,33 1 0 1 03 63 6, 3 , 3 1 11 15 75 7, 8 , 8 1 21 24 14 1, 9, 9 8 8 8 866, 0 , 0 110 00 033, 7 , 7 1 01 0774 ,4 ,88 1 1 1 17 97 9, 1 , 1 1 31 32 12 1, 9 , 9 1 31 38 48 4, 3, 3 Waktu Waktu Mesin Mesin
Gambar 1 Gantt Chart Urutan 3-2-1 Gambar 1 Gantt Chart Urutan 3-2-1
V. SIMPULAN V. SIMPULAN
Penjadualan produksi merupakan aspek penting di dalam suatu perusahaan. penjadualan Penjadualan produksi merupakan aspek penting di dalam suatu perusahaan. penjadualan produksi
produksi yang yang buruk buruk akan akan mengakibmengakibatkan atkan kurang kurang efisiensinyefisiensinya a lintas lintas produksi. produksi. Dari Dari hasilhasil pengolahan data
pengolahan data yang yang telah telah dilakukadilakukan n pada pada bab-bab bab-bab sebelumsebelumnya, nya, maka maka diperoleh diperoleh beberapabeberapa kesimpulan, yaitu :
kesimpulan, yaitu : 1.
1. Penjadwalan untuk diterapkan di Penjadwalan untuk diterapkan di PT. PT. Triangle Motorindo Semarang Triangle Motorindo Semarang metode metode CDSCDS berdasark
berdasarkanan makespanmakespan total yaitu 23,1 jam dan efisiensi sebesar yaitu 35,26 %.total yaitu 23,1 jam dan efisiensi sebesar yaitu 35,26 %. 2.
2. Dengan melakukan penjadualan menggunakan metode CDS dapat diketahui bahwa hasilDengan melakukan penjadualan menggunakan metode CDS dapat diketahui bahwa hasil pengolahan d
X125 = 492 unit dan untuk Star Z = 619 unit. Memang hasil ini kurang dari yang X125 = 492 unit dan untuk Star Z = 619 unit. Memang hasil ini kurang dari yang dijadwalkan tetapi ternyata masih lebih baik dari data aktualnya.
dijadwalkan tetapi ternyata masih lebih baik dari data aktualnya.
VI. DAFTAR PUSTAKA VI. DAFTAR PUSTAKA
[1]
[1] Ginting, Ginting, Rosnani, Rosnani, 2009,2009, Penjadwa Penjadwalan Mesin, lan Mesin, Penerbit Penerbit Graha IlmuGraha Ilmu, Yogyakarta., Yogyakarta. [2]
[2] Harming Harming dan dan Nurmajudin, Nurmajudin, 2005.2005. [3]
[3] Liker, Liker, Jeffrey Jeffrey K., K., 2006,2006, The Toyota WayThe Toyota Way, Penerbit Erlangga., Penerbit Erlangga. [4]