4
BAB II
TINJAUAN PUSTAKA
2.1 Bejana Tekan (Pressure Vessel)
2.1.1 Pengertian Bejana Tekan (Pressure Vessel)
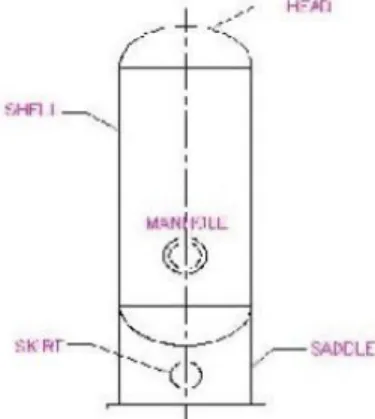
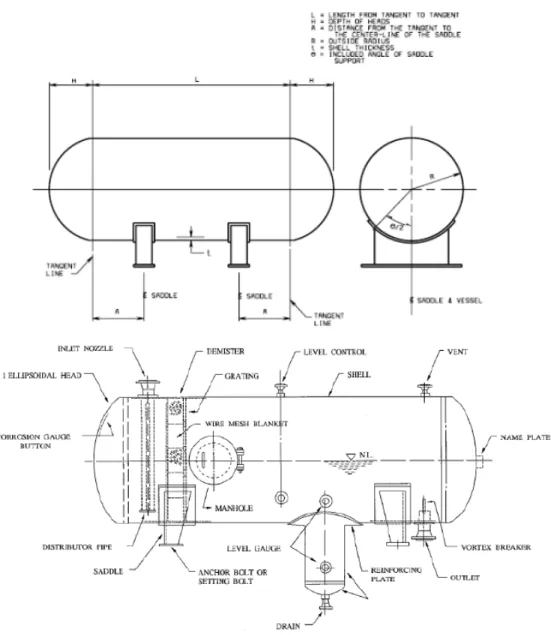
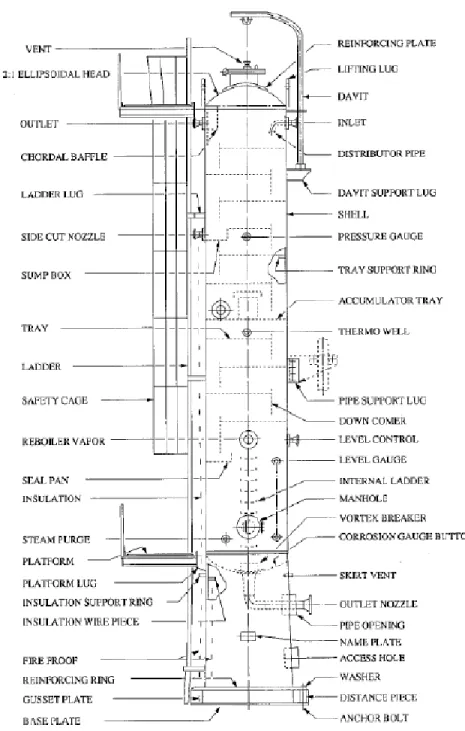
Bejana tekan atau istilah dalam teknik adalah tabung tertutup berbentuk silinder, sebagai penampung tekanan dalam maupun tekanan luar. Adapun komponen-komponen dari suatu bejana tekan, terdiri dari beberapa bagian utama seperti; dinding (shell), kepala bejana (head), lobang orang/lubang pembersih (manhole), nosel-nosel (nozzles), dudukan penyangga (support) dan aksesoris lainnya yang digunakan sebagai alat pendukung, baik komponen yang berada di dalam maupun luar, sebagai suatu alat proses pemisahan dan penampungan, baik untuk pemisah minyak mentah, air dan gas atau fluida lainnya yang akan dipisahkan dalam bejana tekan ini juga akan mengendap secara gravitasi di dalam bejana tekan tersebut sehingga terpisah secara sendirinya. Adapun material atau bahan yang digunakan untuk membuat bejana tekan ini adalah pelat baja yang terlebih dahulu direncanakan dan dihitung ketebalan pelat yang akan digunakan dan spesifikasi material yang akan direncanakan didalam proses pabrikasi pembuatan bejana tekan ini. Sistem penyambungan yang digunakan antara komponen yang satu dengan yang lainnya digunakan sistem pengelasan. Bejana
5
tekan paling sering digunakan sebagai media penampung fluida cairan, uap air, atau gas pada tingkatan tekanan lebih besar dari tekanan udara. Bejana tekan menampung suatu unsur yang digunakan secara luas untuk berbagai aplikasi industri yang mencakup bahan kimia, farmasi makanan dan minuman, minyak dan bahan bakar, industri nuklir, dan industri plastik.
2.2 Dimensi Bejana Tekan (Pressure Vessel)
Dalam menentukan dimensi atau ukuran dari suatu bejana tekan, maka akan dibahas mengenai rumus-rumus yang berkaitan dalam menentukan ukuran atau dimensi dalam merencanakan suatu bejana tekan yaitu kapasitas, diameter, panjang, tebal dinding dan tebal dinding kepala bejana dari suatu bejana tekan. Didalam kriteria perancanaan bejana tekan ini ditentukan kriteria sebagai berikut : 1. Jenis bejana tekan = separator 3 Fasa.
2. Kapasitas produksi (V) = m3 3. Diameter (Di) = mm
4. Panjang (L) = mm
5. Tekanan Perencanaan (Pd) = bar = MPa 6. Tekanan operasi (Po) = bar = MPa 7. Max. tekanan test (Pi) = bar = MPa 8. Temperatur perencanaan (t) = 0C 9. Temperatur operasi (ti) = 0C 10. Corrosion Allowance (CA) = mm
6 2.2.1. Kapasitas Bejana
Kapasitas atau volume produksi yang dapat ditampung secara terus menerus oleh bejana tekan dengan diasumsikan terlebih dahulu diameter dan panjang bejana dengan rumus sebagai berikut :
Total Volume (V) = 0.7854 x D2 x L .…. [1] (1 Partial Volume = Koef. x Total Volume
Dimana :
D = Diameter luar = mm
L=Panjang Bejana (Shell) = mm V = Kapasitas (m3)
2.2.2 Panjang Bejana
Panjang bejana tekan dapat dihitung berdasarkan asumsi atau perkiraan waktu aliran gas yang masuk sampai gas keluar, dengan waktu yang sama untuk besarnya butiran dengan ukuran diameter (Dp), jatuh dari atas bejana tekan ke permukaan cairan, sehingga untuk panjang separator bisa dicari dan diameter ini berfungsi untuk mengurangi kecepatan.
L = ………..[2] (2 Dimana :
L = Panjang bejana tekan gas masuk – gas keluar (mm) Qa = Aliran gas
Vt = Terminal velocity (m/s) Dv = Diameter bejana tekan (mm)
(1 Pressure Vessel Handbook, tenth edition, 1997 Hal. 418. (2Gas Liquid Separator Design, Section 7 Hal. 7 -8
7
Gambar. 2.1 Separator Gas Inlet dan Outlet 2.2.3. Ketebalan Dinding (Shell)
Ketebalan badan dinding bejana yang mengalami tekanan internal tidak boleh lebih tipis dari pada nilai yang dihitung dari rumus berikut, disamping itu provisi harus dibuat untuk setiap beban lain, jika beban itu diperkirakan terjadi, untuk menghitung ketebalan dinding badan bejana maka dapat digunakan rumus sebagai berikut :
1) Jika yang diameter dalam yang digunakan, maka; t =
. ………. [3] (3
tm = t + CA Dimana :
P = Tekanan perencanaan atau MAWP (MPa)
S = Stress valaue of shell material = Yeild stress = σ = F/A (N/mm2 = Mpa) E = Joint efficiency = 1
R = Radius dalam (mm) t = Tebal dinding (mm) tm = Tebal minimal (mm)
CA = Corrosion allowance (mm) = 6 mm (asumsi)
8
2) Jika yang diameter luar yang digunakan, maka; t =
. ………. [4] (4
tm = t + CA Dimana :
P = Tekanan perencanaan atau MAWP (MPa)
S = Stress valaue of shell material = Yeild stress = σ = F/A (N/mm2 = Mpa) E = Joint efficiency = 1
R = Radius luar (mm) t = Tebal dinding (mm) tm = Tebal minimal (mm)
CA = Corrosion allowance (mm) = 6 mm (asumsi)
Gambar. 2.2 Separator menghitung ketebalan dinding (shell) 2.2.4 Ketebalan Dinding kepala bejana tekan
Ketebalan dinding kepala bejana tekan terbentuk setengah lingkaran (Sphere dan Hemispherical Head) dapat kita cari dengan rumus sebagai berikut : 1) Jika yang diameter dalam yang digunakan, maka;
t =
. ……… [5] (5
9 tm = t + CA
Dimana :
R = Radius dalam (mm)
CA = Corrosion allowance (mm) = 6 mm (asumsi) 2) Jika yang diameter luar yang digunakan, maka; t =
. ……… [6] (6
Dimana :
R = Radius luar (mm)
Untuk Ketebalan dinding kepala bejana tekan terbentuk setengah lingkaran (Ellipsoidal) dimana perbandingan diameter (D) dan tinggi (h) adalah 2:1 dapat kita cari dengan rumus sebagai berikut :
1) Jika yang diameter dalam yang digunakan, maka; t =
. ……… [7] (7
Dimana :
D = Diameter dalam (mm)
2) Jika yang diameter luar yang digunakan, maka; t = . ……… [7] (8 Dimana : D = Diameter luar (mm)
(5 Pressure Vessel Handbook, tenth edition, 1997 Hal. 18. (6&8 Pressure Vessel Handbook, tenth edition, 1997 Hal. 22. (7 Pressure Vessel Handbook, tenth edition, 1997 Hal. 18.
10
Gambar. 2.3 Ketebalan dinding kepala bejana tekan 2.2.5 Letak Posisi Saddle
Untuk bejana tekan jenis separator agar kedudukannya seimbang, kuat, dan permanen, maka digunakan dua penyangga (saddle). Untuk merencanakan penyangga supaya lebih hemat dari segi material maka tidak usah menggunakan plat pengkaku (stiffener ring) bila tidak diperlukan. Bila separator cukup besar maka letak penyangga harus dekat dengan kepala bejana tekan. Penyangga bila menggunakan plat pengkaku, maka minimum dianjurkan menggunakan ASME adalah 1200 terkecuali separator kecil menggunakan standar G-6
A = minimum 0.2 x L (9 8
Gambar. 2.4 Posisi penyangga bejana tekan (saddle) 2.3 Bahan baku (Material) Bejana tekan
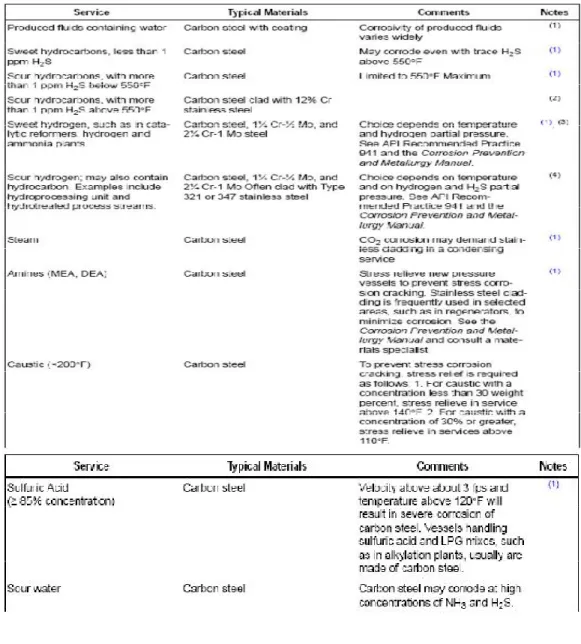
Secara umum pemilihan material harus berdasarkan kondisi layanan (service) dan MDMT/temperatur desain. Material bejana tekan biasanya
11
berdasarkan spesifikasi dari data sheet dalam nama yang umum, dengan komposisi nominal atau dengan nama dagang. Dalam data sheet mekanik, bahan-bahan generik ini harus dibuat dengan material-material yang berdasarkan ASME/ASTM. Spesifikasi ASME memiliki penunjukan numerik sama dengan spesifikasi ASTM, tetapi didahului oleh SA bukan A untuk bahan besi (misalnya; SA516-70) dan SB bukannya B untuk bahan non ferrous (misalnya; B424). Spesifikasi ASME harus sesuai dengan ASME Section II, bagian A.
1. Baja karbon (carbon steel)
Baja karbon untuk bejana tekan memiliki komposisi nominal besi sekitar 1% mangan dan karbon hingga 0.35%. Beberapa keterbatasan dari baja karbon adalah sebagai berikut :
- Patah getas (Brittle fracture)
Patah getas didefenisikan sebagai “jenis keruntuhan berbahaya yang terjadi tanpa deformasi plastis lebih dahulu dan dalam waktu yang sangat singkat”. Kelakuan patah dipengaruhi oleh suhu, laju pembebanan, tingkat tegangan, ukuran cacat, tebal atau pembatas pelat, geometri sambungan, dan mutu pengerjaan.
- Serangan hidrogen (Hydrogen attack)
Baja karbon rentan terhadap serangan hidrogen pada suhu tinggi dalam hidrogen bertekanan tinggi.
- Grafitisasi (graphitization)
Grafitisasi adalah proses perubahan dari bahan karbon yang strukturnya relatif tak teratur menjadi bahan karbon dengan struktur yang teratur yang disebut dengan struktur grafit. Baja karbon dilas dibatasi sampai 8000 F (4270 C) untuk
12
mencegah grafitisasi. Grafitisasi adalah pembentukan grafit, terutama mengelas pada bagian yang terkena panas, dari dekomposisi dari karbida besi. Ini akan menyebabkan kegagalan dari beban kecil atau regangan (strain).
- Retakan korosi regangan (stress corrosion cracking-SCC)
Retakan korosi regangan ialah retakan oleh korosi lokal dari lapisan pasip yang pecah karena tegangan tarik. Pada baja tahan karat austenit retakan korosi regangan sangat menyusahkan karena bersamaan dengan korosi lubang. Lingkungan yang utama adalah yang mengandung klorida, sulfida, air dengan temperatur dengan tekanan tinggi dan soda kaustik.
- Retakan tegangan akibat sulfida. (sulfide stress cracking-SSC)
Retakan korosi yang diakibatkan oleh bakteri atau jamur yang menempel pada permukaan logam, atau secara langsung dan tidak langsung dengan reaksi kimia antara logam yang dikeluarkan oleh mikroba yaitu asam sulfat, karbonat, H2S atau NH3. Bakteri pereduksi sulfat meredusi sulfat menjadi sulfida dan mengoksidasi fero menjadi daerah anoda, sehingga korosi dipercepat. Atau bakteri yang menempel menyebabkan oksigen akan berkurang di permukaan hingga terbentuk dua permukaan anoda dan katoda.
- Hydrogen induced cracking (HIC)
HIC merupakan suatu bentuk kerusakan internal yang disebabkan oleh menjalarnya retak paralel dengan permukaan baja walaupun tanpa diberi tegangan eksternal. Salah satu penyebab terjadinya HIC pada lingkungan gas asam adalah karena terbentuknya mikro void pada batas antarmuka inklusi-matrix selama proses pengerolan panas (hot rolling).
13
a. Baja karbon non-killed (non-killed carbon steel)
Material ini tidak dapat digunakan untuk bagian tekanan, seperti semua untuk baja kelas A283 dan A36.
b. Baja karbon semi-killed (semi-killed carbon steel)
Material in dapat digunakan untuk bagian tekanan dengan ketebalan nominal tidak kurang dari 1 inci (25mm) dan temperatur minimal tidak kurang dari 300F (-1,110C). Contohnya adalah semua baja kelas untuk A285.
Umumnya material baja karbon yang menggunakan standard ASTM/ASME pada :
Pelat untuk bagian tekan: A285-C, A515-60/70, A516-60/70 Pelat untuk bagian non tekan: A36, A283-B / C, A285-B / C Pipa: A106-B, A333-1/3/6
Tube: A179, A214, A334-1/3
Forging untuk flange ANSI: A105 A350-LF2 / LF3
Forging untuk body / penutup flange dan tube sheet.: A266-2/4, A765-I / II / III
Fitting untuk pengelasan: A234-WPB, A420-WPL3 c. Killed Carbon Steel
Seperti A515 semua kelas, A516 kelas semua, A106 dan A105 semua kelas. Bahan-bahan ini dapat diterima untuk bagian tekanan untuk semua tebal nominal dengan suhu desain minimal tidak kurang dari 500F (460C) tetapi mungkin menjadi dinormalisasi atau dampak diuji tergantung ketebalannya (lihat UCS-66 dari ASME VIII, div.1).
Umumnya material baja karbon yang menggunakan standard ASTM/ASME pada: Pelat untuk bagian tekanan: A285-C, A515-60/70, A516-60/70
14
Pelat untuk bagian bukan tekanan : A36, A283-B/C, A285-B/C Pipa: A106-B, A333-1/3/6
Tube: A179, A214, A334-1/3
Forging untuk flange ANSI: A105 A350-LF2 / LF3
Forging untuk body / penutup flange dan tube sheet.: A266-2/4, A765-I / II / III
Fitting untuk pengelasan: A234-WPB, A420-WPL3
2. Baja Karbon-Moly (Baja paduan / low alloy rendah untuk temperatur tinggi)
Baja karbon-moly mirip dengan baja karbon (carbon steel) tetapi dengan 0.5% molybdenum (C-1/2Mo) ditambahkan untuk meningkatkan kekuatan pada temperatur tinggi dan tahan terhadap grapitasi. Beberapa keterbatasan dari C-1/2Mo sebagai berikut:
- Patah getas (Brittle fracture)
Kecuali untuk dibuat prakte fine-grain dan normal, baja karbon-moly memiliki ketangguhan yang sedikit (peningkatan kerentanan terhadap patah getas)
- Serangan hidrogen (Hydrogen attack)
Baja karbon-moly tidak dapat diandalkan untuk menahan serangan hidrogen. - Gratifitasi
Karbon-moly tahan terhadap suhu maksimal 8500F (454.40C)
- Retakan korosi regangan (stress corrosion cracking) dan retakan tegangan akibat sulfida. (sulfide stress cracking) sama seperti sifat baja karbon.
Umumnya material baja karbon-moly (C-1/2Mo) yang menggunakan standard ASTM/ASME pada :
15 Pipa: A335-P1
Tube : A209-T1 Forging: A182-F1
Fitting untuk pengelasan: A234-WP1
3. Baja chrome-moly (Baja paduan rendah untuk suhu tinggi)
Baja chrome-moly paduan rendah mirip baja karbon tetapi ditambah dengan chromium dan molybdenum. Nilai khasnya adalah 1 Cr-Mo ½, 1 ¼ Cr-Mo ½, dan 2 ¼ Cr-1 Mo.
Karakteristiknya adalah :
- Ketahanan yang lebih baik terhadap serangan hidrogen - Kekuatan yang lebih baik pada suhu tinggi
- Baja chrome-moly tidak mengalami grapitisasi - Lebih susah di buat/fabrikasi
- Memerlukan control preheat untuk pengelasan
- Memerlukan perlakuan panas setelah pengelasan (postweld heat treatment – PWHT) semua konstruksi pengelasan.
Beberapa keterbatasan dari baja chrome-moly sebagai berikut : - Patah getas (Brittle fracture)
Baja chrome-moly menjadi lebih rentan terhadap patah getas pada temperatur rendah dan diatas sekitar 6500F (343,30C) menjadi rapuh dalam menservis. Baja 2-1/4 Cr-1 Mo sangat rentan, tetapi 1 Cr – ½ Mo dan 1-1/4 Cr – ½ Mo juga sangat rentan.
16
Ketahanan/resistensi terhadap serangan hydrogen tergantung pada kromium dan molybdenum pada baja. Meningkatnya resistensi dengan bertambahnya konten paduan (alloy)
- Retakan korosi regangan (stress corrosion cracking) dan Retakan tegangan akibat sulfida. (sulfide stress cracking) sama seperti sifat baja karbon.
Umumnya Material Baja chrome-moly dengan standar ASTM/ASME digunakan pada:
Pelat 1 Cr-Mo ½ : A387-12 Kelas 1 atau 2 Pelat 1 ¼ Cr-Mo ½ : A387-11 Kelas 1 atau 2
(catatan: Kelas 2 adalah normal dan tempered, tekanan yang diijinkan adalah lebih tinggi dari kelas 1)
Pipa 1 Cr – ½ Mo : A335-P12 Pipa 1 ¼ Cr – ½ Mo : A335-P11 Pipa 2 ¼ Cr - 1 Mo: A335-P22
Tube 1 Cr – ½ Mo : A213-T12 Tube 1 ¼ Cr – ½ Mo : A213-T11 Tube 2 ¼ Cr - 1 Mo : A213-T22 Forging 1 Cr – ½ Mo : A182-F12 Forging 1 ¼ Cr – ½ Mo : A182-F11 Forging 2 ¼ Cr - 1 Mo : A182-F22
Fitting pengelasan 1 Cr – ½ Mo : A234-WP12 Fitting pengelasan 1 ¼ Cr - ½ Mo : A234-WP11 Fitting pengelasan 2 ¼ Cr-1 Mo: A234-WP22
17
Untuk meningkatkan ketangguhan baja karbon pada suhu rendah, nikel ditambahkan untuk meningkatkan patah rapuh karena gaya kontak yang kuat (anti-tearing property). Namun, bahan ini sulit untuk pengelasan.
Umumnya Material Baja nikel dengan standar ASTM/ASME digunakan pada: Pelat 2 - ½ Ni : A203-A/B
Pelat 3 - ½ Ni: A203-D/E Pelat 9 Ni: A353
Pipa 2 - ½ Ni: A333-7 Pipa 3 - ½ Ni: A333-2 Pipa 9 Ni: A333-8
Forging 2 - ½ Ni: -
Forging 3 - ½ Ni: A350-LF3 Forging 9 Ni: A522-I Fitting pengelasan : -
5. Stainless Steel (Baja Paduan Tinggi)
Stainless steel dapat diklasifikasikan juga sebagai austenitik, feritik,
martensit, atau duplex tergantung pada struktur mikro mereka.
A. Austenitik stainless steel memiliki struktur austenit mirip dengan suhu tinggi dari baja karbon. Karakteristik dari austenitic stainless steel adalah :
- Tidak mampu keras (nonhardenable) oleh perlakuan panas (heat treatment) - Non magnetic
-Mampu las (weldable)
18
Umum material austenitic stainless steel dengan standar ASTM / ASME ada pada: Pelat: A240-304, 304L, 316, 316L, 321, 347
Pipa: A312-TP304, 304L, 316, 316L, 321, 347
Tube: A213-TP304, 304L, 316, 316L, 321, 347 Forging: A182-F304, 304L, 316, 316L, 321, 347
Forging untuk badan (body) / penutup flange dan tube sheet: A336-F304, 304L,
316, 316L, 321, 347
Fitting pengelasan: A403-WP304, 304L, 316, 316L, 321, 347
B. Ferritic stainless steel memiliki struktur ferit mirip dengan struktur suhu rendah dari baja karbon. Karakteristiknya adalah:
- Tidak mampu keras (nonhardenable) oleh perlakuan panas (heat treatment) - Magnetik
- Mampu las yang buruk
- Penggunaannya dalam bejana tekan terutama sebagai cladding (lapisan pelindung)
Umum material ferritic stainless steel dengan standar ASTM / ASME ada pada : Pelat: A240-405 and 430
Pipa: N/A
Tube: A268-TP405 and 430 Forging: N/A
Fitting pengelasan: N/A
C. Martensitik stainless steel (13Cr)
Karakteristik dari martensitik stainless steel adalah :
19 - Magnetik
- Mampu las yang buruk
- Penggunaannya dalam bejana tekan terutama sebagai cladding (lapisan pelindung)
Umum material martensitik stainless steel standar ASTM / ASME ada pada : Pelat: A240-410
Pipa: N/A
Tube: A268-TP410 Forging: N/A
Fitting pengelasan: N/A
D. Duplex Stainless steel memiliki struktur dari sekitar 50% austenit dan 50% ferit (22Cr-5Ni-3mo-1N). Duplex Stainless steel telah meningkatkan ketahanan terhadap tegangan korosi retak akibat klorida (chloride stress corrosion cracking) - Tidak mampu keras (nonhardenable) oleh perlakuan panas (heat treatment) - Mampu las (weldable)
- Dapat digunakan untuk cladding dan konstruksi dinding masif
Umum material duplex stainless steel dengan standar ASTM / ASME Duplex ada pada : Pelat: A240-S31803 Pipa: A790-S31803 Tube: A789-S31803 Forging: A182-F51 Fitting pengelasan: N / A
20
21
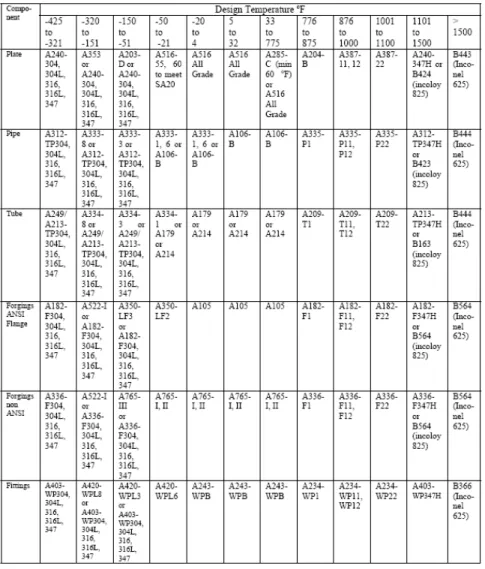
Tabel 2.2 Untuk pemilihan material untuk desain temperatur.
22 2.4 Jenis dan komposisi kimia pada baja
2.3.1 Klasifikasi Bejana Tekan
Klasifikasi bejana tekan di bagi menurut posisi atau tata letak bejana tekan yang terdiri dari dua macam posisi yaitu : posisi vertikal dan posisi horizontal.
23 1. Posisi tegak (vertical)
Posisi vertical yaitu posisi tegak lurus terhadap sumbu netral axis, dimana posisi ini banyak digunakan didalam instalasi anjungan minyak lepas pantai (offshore), yang mempunyai tempat terbatas. Jenis bejana tekan ini banyak difungsikan sebagai jenis 2 Phase, yaitu pemisahan antara minyak mentah dan gas saja yang mana pada penggunaan bejana tekan pada posisi vertical ini hasil utama yang akan diproses adalah gas dan cair, sehingga gas yang dihasilkan lebih kering (dry gas) dibandingkan dengan separator dengan posisi horizontal.
Gambar bejana tekan vertical
Gambar 2.5 Bejana tekan tegak (vertical) 2. Posisi datar (horizontal)
Bejana tekan pada posisi horizontal banyak ditemukan dan digunakan pada ladang sumur minyak didaratan karena mempunyai kapasitas produksi yang lebih besar. Jenis bejana tekan dengan posisi horizontal ini biasanya berfungsi sebagai separator (pemisah) 3 Phase, yaitu pemisahan minyak mentah (crude oil), air (water) dan gas (air).
24
Gambar 2.6 Bejana tekan horizontal 2.4 Support Bejana Tekan
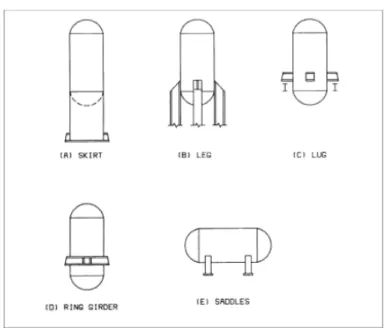
Support bejana tekan biasanya didukung oleh salah satu metode berikut
1. Skirt
2. Support legs 3. Support lugs
4. Ting girders 5. Saddles
25 1. Support sadel (saddle)
Sandaran (support) bejana tekan horizontal biasanya memiliki 2 sadel. Metode desain dari support untuk bejana tekan horizontal berdasarkan analisa L.P Zick pada tahun 1951. Material dari sadel bejana tekan harus A283 Gr. C dan memperkuat pelat-pelat yang secara langsung mengelas ke dinding (shell) harus memiliki material yang sama dengan shell bejana tekan.
Jarak antara garis singgung kepala (head) dan pusat garis sadel tidak harus lebih dari 20% dari panjang garis singgung (L). Salah satu ujung dari bejana tekan horizontal biasanya berisi support geser untuk fasilitasi ekspansi thermal. Sudut kontak minimum yang disarankan oleh ASME adalah 1200, kecuali untuk bejana tekan yang sangat kecil.
26
Gambar 2.8 Support tipe sadel (saddle)
2. Skirt, Kaki (leg) atau lug
Bejana tekan tegak dapat didukung oleh support dengan skirt, kaki (leg) atau lug. Umumnya, bejana tekan tegak memiliki support skirt ketika bejana tekan memiliki diameter lebih dari 4 kaki atau ketika tinggi shell untuk rasio diameter melebihi sekitar 3.
27
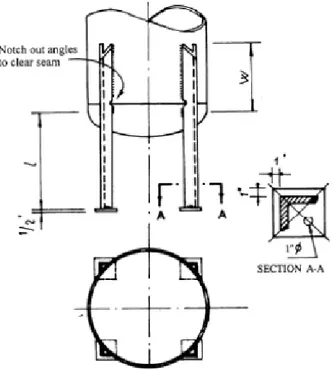
A. Dudukan Support kaki untuk bejana tekan tegak
Dudukan support kaki bejana tekan biasanya ringan, dan kaki menyediakan akses mudah ke bawah dari bejana tekan. Kaki dapat di buat dari siku (angle), U-channel, H-beam atau pipa dan jumlah kaki dapat 3, 4 atau tergantung dari diameter bejana tekan. Material dari kaki harus baja A36 atau dibuat juga dari A283 Gr. Atau A285Gr. C. Kaki lebih panjang dari sekitar 7 kaki (2.1m) sebaiknya gunakan palang yang mengait. Jangan gunakan kaki dimana getaran tinggi, kejutan atau layanan siklik yang diantisipasi di dalam bejana tekan.
Gambar 2.9 Dudukan Support kaki untuk bejana tekan tegak
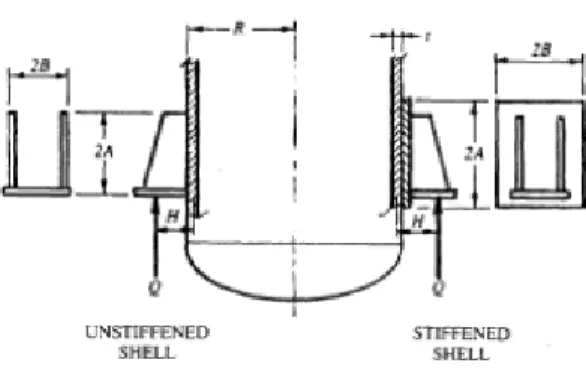
B. Support Lug (Support Lugs)
Bejana tekan yang menggunakan dudukan lug biasanya terletak di struktur. Dua atau empat lug umumnya digunakan. Lug sendiri biasanya memiliki dua
28
shell. Material dari lug sebaiknya baja A283 Gr. C atau A285 Gr. C. Jika tegangan
lokal (local stress) di dalam shell di lokasi lug melebihi batas yang diperbolehkan, gunakan jenis ring girder. Elevasi dudukan support lug akan ditentukan oleh piping designer.
Gambar 2.10 Support Lug
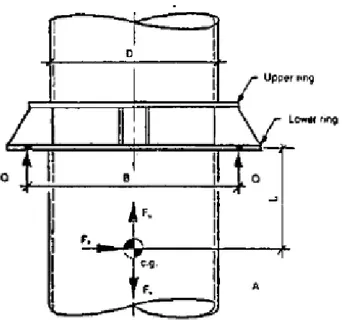
C. Ring-girder
Kadang-kadang ring girder yang terdiri dari cincin bagian atas dan bawah yang ditambahkan pada lug yang memiliki keuntungan dari momen puntir dan lentur yang dihasilkan dari pengalihan beban dari dinding bejana ke dudukan
29
Gambar 2.11 Ring-girder
D. Skirt
Ketika dudukan support pada skirt, garis tengah yang berkarat pada pelat skirt harus bertepatan dengan garis tengah yang berkarat pada pelat bawah dinding, dibulatkan ke terdekat 1/16” (1.5mm). Ketebalan minimum untuk skirt baja karbon (carbon steel) harus ¼” (6mm). Untuk ketebalan kepala bejana (head) 1” (25mm) dan lebih besar, ketebalan skirt harus tidak kurang 1/4 dari ketebalan bagian yang telah terpasang, kecuali bahwa ketebalan skirt tidak perlu melebihi 1-1/2” (38mm) dalam memenuhi persyaratan ini. Tidak ada karat yang diperlukan untuk skirt dan cincin dasar, kecuali diisyaratkan oleh spesifikasi klien, dan lain-lain. Skirt harus jenis yang lurus bila tinggi untuk rasio diameter dalam kurang dari 18” dan jenis bentuk yang menyebar luas (flare) bila tinggi untuk rasio diameter lebih besar dari atau sama dengan 18”.
30
31 2.5 Nosel-nosel (nozzles)
Biasanya, standar ASME B16.5 Pipa flange untuk diameter nozzle 24 in. (600mm) dan kurang atau ASME B16.47 Seri B flange baja berdiameter besar untuk diameter nozzle lebih dari 24 in (600mm), digunakan untuk nosel flange.
Flange non standar seperti ketebalan (girth) flange untuk shell dan tabung (tube)
penukar panas akan desain sesuai Lampiran 2 dari ASME VIII divisi 1. Ketika
flange standar dipilih, tidak ada perhitungan tambahan yang diperlukan.
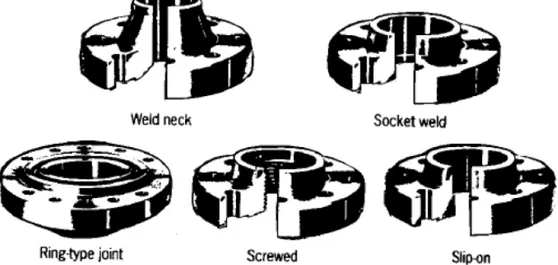
Beberapa jenis – jenis flange yaitu weld neck, socket weld, ring-type joint,
screwed dan slip-on.
Flange slip-on biasanya digunakan untuk flange rating 150 PSI dan untuk nosel
untuk tangki asmosfer (asmospheric tank). Flange weld neck harus digunakan untuk flange rating 300 PSI atau lebih tinggi.
32
Beberapa jenis dari facing flange yaitu O-ring, raised face, recessed face,
tongue and groove dan flate face.
Raised face umumnya digunakan untuk flange rating 600 PSI atau lebih
rendah, dan O-ring diterapkan untuk rating 900 PSI atau lebih tinggi. Recessed
face umumnya diterapkan untuk mengarah ke body flange secara terbatas di dalam shell dan tabung penukar panas (tube heat exchanger).
Gambar 2.14 Jenis-jenis facing flange
Beberapa jenis-jenis nosel yaitu set-on long forged weld neck, set through
pipe and weld neck flange, set-in with reinforcing pad, forged butt-wellded nozzle,
dan forged nozzle and weld neck flange.
Self reinforcing (SR) / forged nosel dianjurkan jika memenuhi salah satu
dari berikut:
1. Rating flange 600 psi atau lebih tinggi
2. Ketebalan komponen shell lebih dari 2 inci (50mm). 3. Desain temperatur lebih 6500F (343.30C)
33
4. Untuk servis suhu rendah maka dibutuhkan pengujian dengan Charpy V-Notch (CV-impact).
Set-on biasanya diterapkan untuk nosel koneksi ke header di pendingin
sirip udara (air fin cooler). Set-in dengan memperkuat pad biasanya diterapkan untuk nosel koneksi ke shell / kepala (head) dalam bejana tekan untuk flange
rating 150 PSI dan 300 PSI.
34 2.6 Simbol-simbol peralatan tekanan
Simbol peralatan tekanan pada umumnya digunakan dalam gambar skematik dan proses dan instrumentasi diagram (P&ID). Ada banyak variasi berdasarkan British standard (BS), IS, dan Amercian standard (ANSI).
Dibawah ini adalah simbol-simbol dari perlatan tekanan.