Aplikasi SPC (Statistical Process Control) dan Quality Improvement Tool Di Bagian Giling Dan Batil Rokok SKT PT. Djarum Kudus
Ida Nursanti*1, Eny Rokhayati2
1,2Jurusan Teknik Industri Universitas Muhammadiyah Surakarta Jalan A. Yani Tromol Pos I Pabelan Surakarta
e-mail: *[email protected]
Abstrak
Sigaret Kretek Tangan (SKT) merupakan salah satu jenis produk dari PT. Djarum Kudus yang diproduksi di SKT Garung dan dibuat dengan menggunakan tenaga manusia, mulai dari pembentukan batangan rokok hingga pengepakan. Agar hasil produksi dibagian pembuatan rokok tersebut sesuai dengan spesifikasi yang diinginkan, maka diperlukan suatu metode pengendalian kualitas, baik pada saat proses berlangsung maupun sebelum dan sesudah proses produksi. Sesuai dengan ideologi inti dan visinya dalam rangka meningkatkan kepuasan konsumen, PT. Djarum melakukan proses perbaikan secara terus menerus, termasuk perbaikan pada kualitas produknya. Untuk mendukung proses perbaikan kualitas tersebut, maka pada penelitian ini dibuat rancangan aplikasi metode pengendalian kualitas SPC (Statistical Process Control) di bagian Giling dan Batil Rokok SKT Garung, sehingga dapat dilakukan proses pengendalian kualitas produk pada saat proses berlangsung dan penggunaan Quality Improvement Tool untuk melakukan perbaikan proses. Hasil aplikasi SPC dari contoh sampel yang diambil, grafik peta kendali p untuk kecacatan produk rokok SKT menunjukkan bahwa proses berada dalam kondisi in control akan tetapi memiliki nilai Cpk (capability index) sebesar 0.21. Dari indeks tersebut dapat disimpulkan bahwa kemampuan proses produksi SKT belum capable dan perlu dilakukan proses perbaikan.
Kata kunci— Control Chart, Quality Improvement Tool, SPC
1. PENDAHULUAN
PT. Djarum adalah salah satu dari tiga perusahaan rokok terbesar di Indonesia yang bermarkas di Kudus, Jawa Tengah dan merupakan penyumbang cukai yang besar bagi APBN Indonesia. Pada tahun 2007, PT Djarum menghasilkan 40,4 milyar batang rokok yang setara dengan 7,9 trilyun cukai rokok.
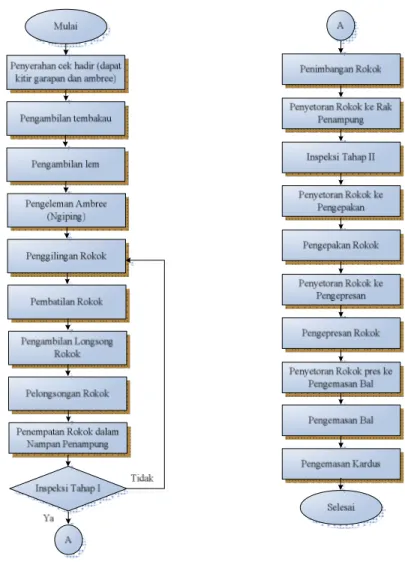
Produk yang dikeluarkan oleh PT. Djarum dibedakan dalam berbagai macam atau kelompok, baik produk yang dihasilkan dengan mesin atau tangan, hingga jenis yang di ekspor atau untuk kalangan domestik. Salah satunya yaitu Sigaret Kretek Tangan (SKT), yaitu rokok tidak berfilter yang dibuat dengan menggunakan tenaga manusia mulai dari pembentukan batangan rokok hingga pengepakan. Urutan proses produksi rokok SKT ditunjukkan pada Gambar 1.
Sesuai dengan ideologi inti dan visinya dalam rangka meningkatkan kepuasan konsumen, PT. Djarum terus melakukan perbaikan, termasuk perbaikan pada kualitas produknya. Di tahun 2000, PT. Djarum memulai perjalanan meraih
standar manajemen Mutu ISO 9001 agar produknya lebih terjamin kualitasnya sehingga kepuasan konsumen juga lebih terjamin.
Gambar 1. Urutan Proses Produksi Rokok SKT
Untuk melakukan proses perbaikan kualitas secara terus menerus (continuous improvement) dan hasil produksi dibagian pembuatan rokok SKT sesuai dengan spesifikasi yang diinginkan, maka diperlukan suatu metode pengendalian kualitas, baik pada saat proses berlangsung maupun sebelum dan sesudah proses produksi. Sehingga pada penelitian ini dibuat rencana aplikasi metode SPC (Statistical Process Control) di bagian giling dan batil SKT Garung yang kemudian diaplikasikan dengan mengambil beberapa sampel. Aplikasi metode SPC bertujuan untuk mengetahui apakah proses yang sedang berlangsung dalam kondisi in control atau out of control, yang selanjutnya digunakan sebagai dasar perbaikan kualitas dengan menggunakan Quality Improvement Tool.
2. METODE PENELITIAN 2.1. Penelitian Pendahuluan
Penelitian ini dilakukan di bagian giling dan batil rokok SKT di SKT Garung PT. Djarum Kudus. Pada bagian tersebut, yang bertugas untuk mengawasi jalannya produksi adalah mandor. Beberapa kriteria kualitas rokok SKT sudah ditentukan, akan tetapi belum ada metode pengendalian kualitas yang diaplikasikan untuk melakukan perbaikan dan mengurangi jumlah produk cacat.
Untuk kriteria kualitas rokok di SKT Garung adalah sebagai berikut: 1. Diameter kecil 8 mm besar 9,5 mm (yang dinyalakan)
2. Ujung pangkal rapi – tidak cowong
3. Isi tembakau di rokok rata, tidak putus (medhot)
4. Kertas rokok yang dilem harus bersih dan lengket rata (talipan) 5. Cap/Merk/Brand dikertas harus menyatu
6. Berat 100 batang SKT = 204 gram
2.2. Perencanaan proses pengendalian kualitas menggunakan metode SPC (Statistical Process Control)
SPC adalah pengendalian mutu produk selama masih ada dalam proses. Dalam mengadakan pengendalian mutu tersebut dapat digambarkan batas atas (upper control limit) dan batas bawah (lower control limit) beserta garis tengahnya (center line) atau yang dikenal dengan control chart atau peta kendali (Ariani, 1999). Perencanaan aplikasi metode ini dimulai dengan penentuan jenis data yang akan dicari terkait dengan jenis peta kendali yang akan digunakan, serta penentuan metode sampling atau penarikan sampel yang akan dilakukan. Berdasarkan jenis karakteristik kualitas produk yang hendak dikendalikan, peta kendali dibedakan menjadi dua jenis (Foster, 2007) yaitu peta kendali atribut dan peta kendali variabel. Pada penelitian ini, hanya aplikasi peta kendali atribut yang akan dibahas dimana peta kendali atribut merupakan penentuan apakah sebuah produk cacat atau tidak atau berapakah banyaknya cacat yang terdapat di dalam sampel. Salah satu peta kendali jenis ini adalah peta kendali p (Montgomery, 2013).
Peta kendali p berdasar pada distribusi binomial. P dalam P-chart berarti “proportion”, yaitu proporsi unit-unit yang tidak sesuai (nonconforming units) dalam sebuah sampel. Jika diasumsikan bahwa D adalah sebuah variabel random
binomial dengan parameter p tak diketahui, proporsi cacat dari masing-masing sampel yang di-plot-kan dalam peta kendali adalah (Montgomery, 2013):
Garis tengah (center line)
ng
x
n
D
p
CL
g i i
1 (1) Batas pengendali atas (upper control limit) UCLn
p
p
p
UCL
3
(
1
)
(2) dan batas pengendali bawah (lower control line) LCLn
p
p
p
LCL
3
(
1
)
(3)Teknik statistik lain yang dapat membantu menghilangkan atau mengurangi variabilitas pada produk yang diproduksi yaitu analisis kemampuan proses. Salah satu kegunaannya adalah memperkirakan seberapa baik proses yang diamati mampu memenuhi syarat toleransi yang diinginkan.
Untuk aplikasi kedua metode SPC ini, sejumlah data dari sampel yang diambil berdasarkan rencana aplikasi yang dibuat digambarkan dan dianalisa dengan bantuan software MINITAB.
2.3. Analisa perbaikan kualitas
Quality Improvement Tool yang digunakan untuk memberikan usulan
perbaikan pada penelitian ini yaitu diagram fishbone atau tulang ikan. Diagram ini dipakai untuk menganalisis ciri khas sebuah proses atau situasi dan faktor yang menyebabkannya. Untuk menganalisis faktor-faktor penyebab, pada umumnya dikelompokan dalam lima faktor utama, yaitu manusia, material, metode, mesin dan lingkungan (Brassard dan Ritter, 2010).
3. HASIL DAN PEMBAHASAN
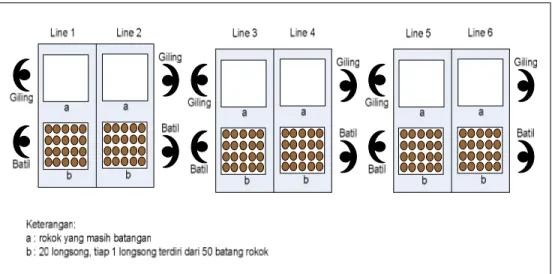
Proses produksi rokok SKT di bagian giling dan batil SKT Garung dibagi dalam beberapa line. Setiap line terdiri dari 2 pekerja/operator (Giling dan Batil). Dalam waktu 2 jam, rata-rata setiap line dapat menyelesaikan 1000 batang rokok yang dibagi menjadi 20 longsong, tiap 1 longsongnya terdiri dari 50 batang rokok, seperti yang ditunjukkan Gambar 2.
Untuk menganalisa proporsi produk cacat, maka proses pengambilan data yang berjenis atribut dilakukan dengan cara mengamati setiap batang rokok dari setiap 1 longsong rokok (berisi 50 batang rokok), kemudian berdasarkan kriteria
kualitas yang sudah ada, setiap batang rokok tersebut ditentukan apakah cacat atau tidak dan dihitung jumlah produk yang cacat dari masing-masing longsong. Hal ini berarti bahwa, ukuran sampel adalah 50 batang rokok atau 1 longsong rokok. Sedangkan jumlah sampel yang diambil dapat disesuaikan asalkan produk tersebut homogen.
Gambar 2. Sistem produksi di bagian giling dan batil SKT Garung
Dengan menggunakan perencanaan aplikasi pengambilan data tersebut, berikut data proporsi produk rokok SKT cacat yang terdiri dari 20 sampel yang diambil di line 3.
Tabel 1. Data Proporsi Produk Cacat Rokok SKT Sampel Ukuran Sampel Jumlah Cacat Proporsi 1 50 4 0.080 2 50 4 0.080 3 50 6 0.120 4 50 5 0.100 5 50 7 0.140 6 50 3 0.060 7 50 2 0.040 8 50 2 0.040 9 50 6 0.120 10 50 1 0.020 11 50 4 0.080
Untuk menggambarkan data tersebut dalam peta kendali p, berikut hasil perhitungan nilai garis tengah (center line), batas atas (upper control limit) dan batas bawah (lower control limit) menggunakan rumus (1), (2) dan (3). Peta kendali p dengan software Minitab ditunjukkan pada Gambar 3.
12 50 3 0.060 13 50 2 0.040 14 50 4 0.080 15 50 6 0.120 16 50 5 0.100 17 50 4 0.080 18 50 6 0.120 19 50 2 0.040 20 50 2 0.040 Jumlah 1000 78 1.560 0 036 . 0 50 ) 078 . 0 1 ( 078 . 0 3 078 . 0 192 . 0 50 ) 078 . 0 1 ( 078 . 0 3 078 . 0 078 . 0 1000 78 ) 50 )( 20 ( 78 1
p p g i i p LCL UCL ng x p CLSample P r o p o rt io n 19 17 15 13 11 9 7 5 3 1 0.20 0.15 0.10 0.05 0.00 _ P=0.078 UCL=0.1918 LCL=0 0.116 0.04 0.154 0.002 P Chart of Jumlah Cacat
Gambar 3. Peta Kendali P
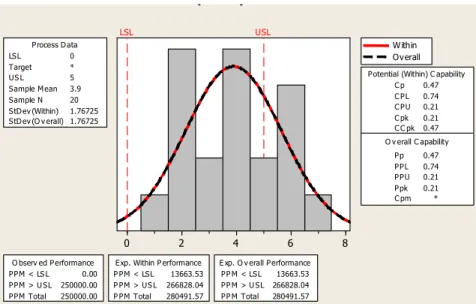
Dari hasil interpretasi peta kendali di atas, dapat diketahui bahwa pada saat diambil sampel, proses produksi rokok SKT dalam kondisi in control. Dengan asumsi data tersebut berdistribusi normal, maka analisa kemampuan proses dapat dilakukan. Dari hasil pengolahan data pada Tabel 1 dengan menggunakan software MINITAB (Gambar 4) nilai capability ratio dari proses produksi rokok SKT adalah 0,21. Karena nilai tersebut menunjukkan bahwa kemampuan proses produksi rokok SKT belum capable, sehingga proses perbaikan perlu dilakukan.
8 6 4 2 0 LSL USL P rocess D ata S ample N 20 S tD ev (Within) 1.76725 S tD ev (O v erall) 1.76725 LS L 0 Target * US L 5 S ample M ean 3.9
P otential (Within) C apability
C C pk 0.47 O v erall C apability P p 0.47 P P L 0.74 P P U 0.21 P pk C p 0.21 C pm * 0.47 C P L 0.74 C P U 0.21 C pk 0.21 O bserv ed P erformance P P M < LS L 0.00 P P M > U S L 250000.00 P P M Total 250000.00
Exp. Within P erformance P P M < LS L 13663.53 P P M > US L 266828.04 P P M Total 280491.57 E xp. O v erall P erformance P P M < LS L 13663.53 P P M > U S L 266828.04 P P M Total 280491.57 W ithin Overall Process Capability of Jumlah Cacat
Gambar 4. Grafik Kemampuan Proses Produksi SKT
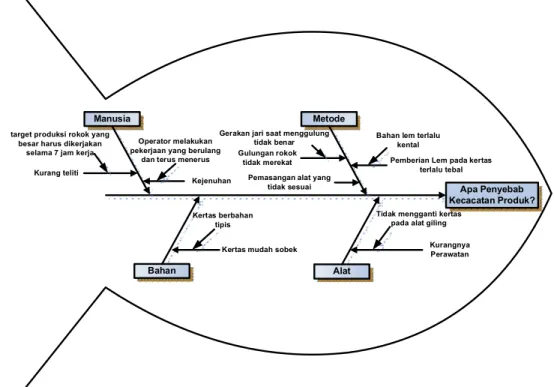
Analisa penyebab kecacatan rokok SKT dengan menggunakan diagram tulang ikan ditunjukkan pada Gambar 5, sedangkan Tabel 2 menunjukkan usulan perbaikannya.
Apa Penyebab Kecacatan Produk? Metode Bahan Manusia Kurang teliti
Pemberian Lem pada kertas terlalu tebal Pemasangan alat yang
tidak sesuai Alat Kurangnya Perawatan Gulungan rokok tidak merekat
Bahan lem terlalu kental target produksi rokok yang
besar harus dikerjakan selama 7 jam kerja
Kejenuhan Operator melakukan pekerjaan yang berulang
dan terus menerus
Gerakan jari saat menggulung tidak benar
Tidak mengganti kertas pada alat giling
Kertas mudah sobek Kertas berbahan
tipis
Gambar 5. Diagram fishbone penyebab kecacatan SKT Tabel 2. Usulan perbaikan untuk mengurangi jumlah produk cacat Proses Tahapan Permasalahan
Penyebab masalah Perbaikan Giling & Batil Menggiling paper yang berisi tembakau Pemberian lem pada kertas terlalu tebal
Bahan lem terlalu kental
Pemberian lem pada kertas harus diratakan supaya lem tidak menggumpal di kertas Saat menggulung rokok tidak melekat sesuai kriteria kualitas Gerakan jari operator saat menggulung rokok tidak benar Dilakukan pelatihan/training Pengawas an Pengecekan saat proses produksi Adanya rokok yang cacat Belum adanya metode pengendalian kualitas yang digunakan. Pengawasan produk cacat hanya dilakukan oleh mandor Aplikasi metode pengendalian kualitas baik pada saat proses produksi berlangsung maupun sebelum dan sesudahnya untuk melakukan perbaikan
4. KESIMPULAN
Dari hasil penelitian awal serta analisa dan pembahasan yang telah dilakukan pada penelitian ini dapat disimpulkan bahwa:
1. Metode SPC dapat diaplikasikan pada sistem produksi rokok SKT, terutama untuk mengetahui proporsi produk yang cacat sehingga perbaikan dapat langsung dilakukan pada saat proses sedang berjalan.
2. Hasil aplikasi SPC dari contoh sampel yang diambil, grafik peta kendali p untuk kecacatan produk rokok SKT menunjukkan bahwa proses berada dalam kondisi
in control akan tetapi memiliki nilai Cpk (capability index) sebesar 0.21. Dari
indeks tersebut dapat disimpulkan bahwa kemampuan proses produksi SKT belum capable dan perlu dilakukan proses perbaikan.
3. Karena proses pembuatan rokok SKT secara manual, sehingga faktor utama yang menyebabkan kecacatan produk adalah manusia atau operator.
DAFTAR PUSTAKA
[1] Ariani, D.W. 1999, Manajemen Kualitas, Penerbit Erlangga, Jakarta.
[2] Brassard, M. dan Ritter D. 2010, The Memory Jogger 2 Second Edition: Tools for
Continuous Improvement and Effective Planning, GOAL/QPC, United States of
America.
[3] Montgomery, Douglas C. 2013, Statistical Quality Control; A Modern Introduction. 7th Ed. John Wiley & Sons Singapore Pte Ltd.
[4] Thomas, Foster. 2007, Managing Quality – Integrating the Supply Chain, Prentice Hall.