4.1. Flow Chart Perakitan Roda
Proses perakitan roda depan tipe spoke dapat digambarkan dalam flow chart
berikut ini: Press Bearing
Press Dust Seal
Spooking Setting Spoke Feedmat Rim Centering Dialing Brake Assy Torque Click A
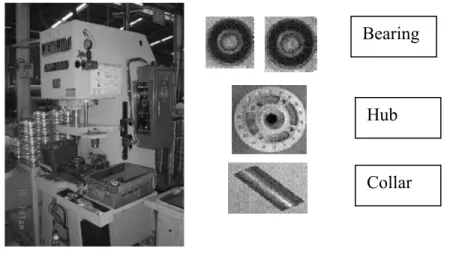
Gambar 4.1 Flow Chart Assy Wheell Front a. Press Bearing
Disini bearing dipasangkan kedalam hub roda dengan menggunakan mesin press hidrolik yang berkekuatan maksimal 10 ton.
Gambar 4.2 Mesin Press Bearing b. Press Dust Seal
Hub roda yang sudah terpasang bearingnya diproses lagi untuk pemasangan Tire Install Nut Tire Air Filling Final Inspection Bearing Hub Collar A
dust seal dengan mesin press pneumatik yang bertujuan untuk melindungi bearing dari kotoran dan retainer yang berfungsi untuk memutar gearbox
yang terhubung ke speedometer.
Gambar 4.3 Mesin Press Dust Seal c. Spoking
Proses spoking adalah proses pemasangan ruji-ruji ke dalam hub roda.
Gambar 4.4 Proses Spooking d. Setting Spoke
Setting Spoke merupakan proses penyetingan ruji-ruji supaya masuk kedalam
lubang rim roda.
Dust Seal
Retainer
Gambar 4.5 Proses Setting Spoke e. Feedmat
Proses feedmat adalah proses pemasangan nipple kedalam ruji-ruji. Proses ini menggunakan mesin feedmat.
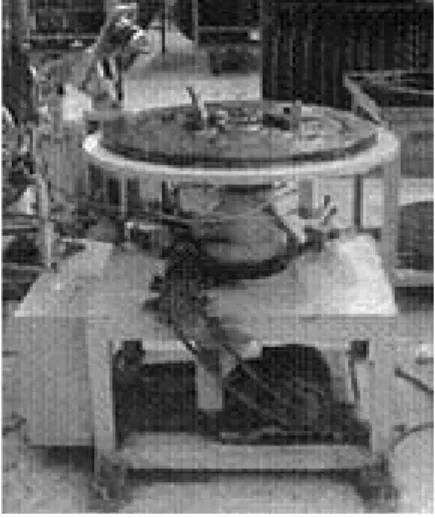
Gambar 4.6 Mesin Feedmat f. Rim Centering
Rim centering adalah proses pengencangan nipple setelah proses feedmat.
Mesin yang digunakan adalah mesin rim centering.
nipple
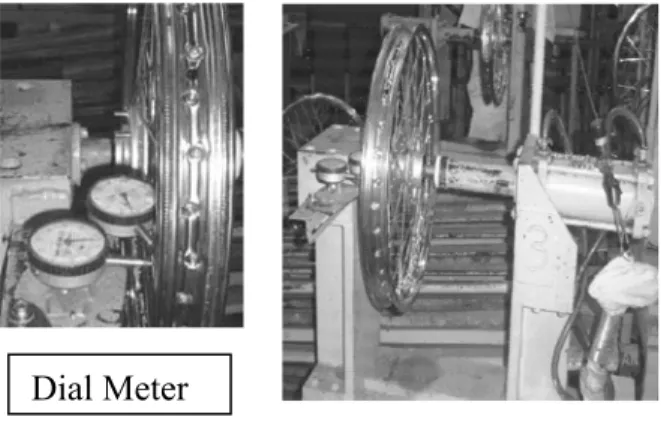
Gambar 4.7 Mesin Rim Centering g. Dialling
Ini adalah proses untuk membuat rim roda benar-benar bulat / tidak oleng, dengan membuat round out vertikal maupun round out horizontalnya sesuai dengan standar yang telah ditentukan.
Gambar 4.8 Mesin Dialling h. Brake Assy
Brake Assy merupakan proses pemasangan disk brake pada hub dari roda.
Disini memakai meja untuk meletakkan roda, sedangkan pengencangan baut Dial Meter
memakai impact.
Gambar 4.9 Proses Brake Assy i. Torque Click
Torque click adalah proses untuk memastikan bahwa pengencangan baut
disk sesuai dengan standar torsi yang ditetapkan.
Gambar 4.10 Proses Torque Click
j. Tire Install
Disini tire dipasangkan kedalam rim roda dengan menggunakan mesin Tire
Install.
Disk Brake
Gambar 4.11 Mesin Tire Install k. Nut Tire
Merupakan proses pemasangan nut pada katub angin roda.
l. Air Filling
Ini adalah proses pengisian angin kedalam roda dengan menggunakan mesin
Air Filling.
Gambar 4.13 Proses Air Filling
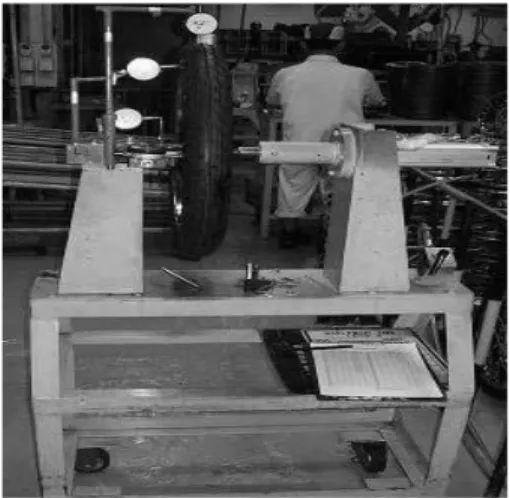
m. Final Inspection
Ini adalah proses inspeksi akhir dari roda untuk mengecek bahwa roda yang diprodusi sesuai dengan standar yang ditentukan perusahaan.
Gambar 4.14 Proses Final Inspection Mesin Air Filling
Prosentase Total DT ( % ) Desember Januari Februari Maret April per mesin
1 Press Bearing 2 2,67% 0 10 10 0 0 20 2 Dust Seal 0 0,00% 0 0 0 0 0 0 3 Spoking 1 1,33% 0 0 0 0 15 15 4 Feed mate 17 22,67% 30 170 15 10 0 195 5 Conveyor 4 5,33% 12 15 15 0 0 30 6 Rim Centering 6 8,00% 55 73 105 5 0 183 7 Dialling 0 0,00% 0 0 0 0 0 0
8 Nut Runner - Disc Brake 4 5,33% 0 35 0 10 2 47
9 Tire Install 37 49,33% 415 120 75 105 84 384
10 Nut Tire - Oiler Tire 1 1,33% 5 0 0 0 0 0
11 Air Filling 3 4,00% 40 0 0 15 30 45
75 100,00% 557 423 220 145 131 919
Waktu Down Time ( menit )
Total
No. Nama Mesin - Proses Frek DT
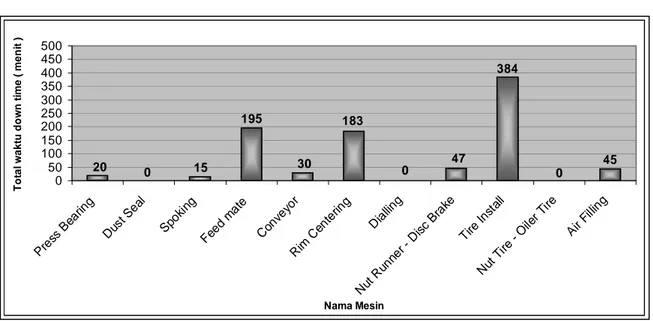
0 0 0 384 45 183 195 30 15 20 47 0 50 100 150 200 250 300 350 400 450 500 Press Bea ring Dus t Sea l Spok ing Feed m ate Conve yor Rim Ce nteri ng Dial ling Nut Ru nner - Di sc B rake Tire Inst all Nut T ire - Oile r Ti re Air F illing Nama Mesin To ta l w a k tu dow n t im e ( m e ni t )
4.2. Data Frekuensi Down time Mesin Produksi Assy Wheell
Berikut ini adalah data frekuensi down time dari mesin-mesin yang dipakai untuk
merakit roda sepeda motor. Data ini merupakan data rekapan laporan bulanan selama periode bulan Desember 2005 sampai bulan April 2006.
Tabel 4.1 Data Down time Mesin Assy Wheell
Dari data tabel diatas jika dibuat diagram batang akan menjadi seperti berikut ini :
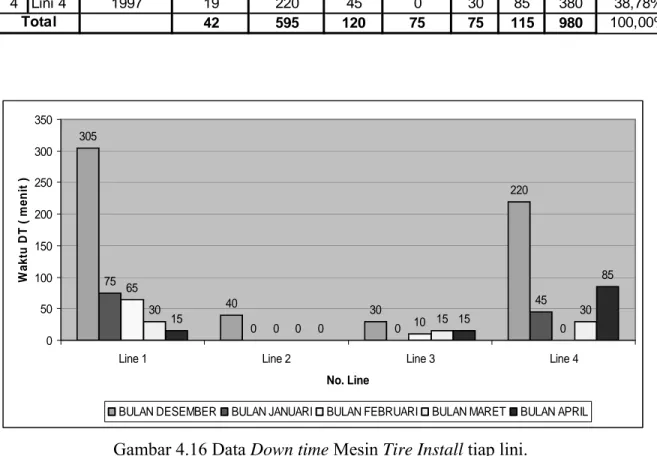
305 40 30 220 75 0 0 45 65 0 10 0 30 0 15 30 15 0 15 85 0 50 100 150 200 250 300 350
Line 1 Line 2 Line 3 Line 4
No. Line Wa k tu DT ( m e n it )
BULAN DESEMBER BULAN JANUARI BULAN FEBRUARI BULAN MARET BULAN APRIL
Dari diagram diatas dapat diketahui bahwa mesin Tire Install memilki nilai down
time yang paling tinggi yaitu sebesar 384 menit (49,33%). Dari data ini maka dipilih
mesin Tire Install yang akan diatasi permasalahannya sehingga nilai down time nya bisa turun. Berikut ini adalah data down time dari mesin Tire Install untuk tiap lini produksi untuk periode bulan Desember 2005 sampai bulan April 2006.
Tabel 4.2 Data Down time Mesin Tire Install tiap lini
Gambar 4.16 Data Down time Mesin Tire Install tiap lini.
Tahun Total Prosentase
pembuatan Desember Januari Februari Maret April DT ( % )
1 Lini 1 1996 15 305 75 65 30 15 490 50,00%
2 Lini 2 2002 2 40 0 0 0 0 40 4,08%
3 Lini 3 2002 6 30 0 10 15 15 70 7,14%
4 Lini 4 1997 19 220 45 0 30 85 380 38,78%
42 595 120 75 75 115 980 100,00%
Waktu Down Time ( menit )
Total
Dari informasi diatas dapat diketahui mesin yang memiliki down time tertinggi sampai terendah adalah mesin Tire Install lini 1 (50%), mesin Tire Install lini 1 (38,78%), mesin Tire Install lini 3 (7,14%), mesin Tire Install lini 2 (4,08%). Dari data diatas maka penulis memilih menurunkan nilai down time mesin Tire Install lini 1 yang memiliki nilai down time total pada bulan Desember 2005 sampai bulan April 2006 sebesar 490 menit atau 50% dari keseluruhan nilai down time mesin Tire Install seluruh lini.
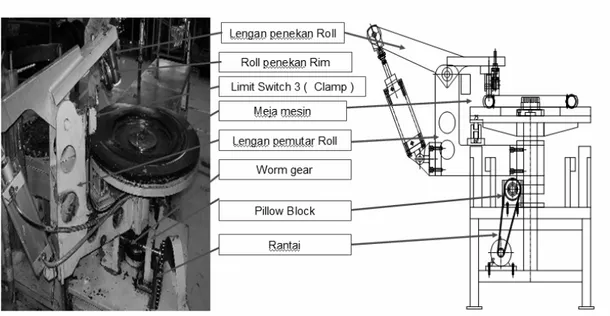
4.3. Bagian-bagian Mesin Tire Install
Gambar 4.17 Gambar Mesin Tire Install
1) Lengan penekan rol
Adalah bagian dari mesin Tire Install yang berfungsi untuk dudukan dari rol penekan rim.
2) Rol penekan rim
Adalah bagian dari mesin Tire Install yang berfungsi untuk menekan ban supaya masuk kedalam rim roda.
3) Limit Switch
Adalah bagian dari mesin Tire Install yang berfungsi untuk sensor mesin.
Limit switch yang berada disisi kanan saat tersentuh oleh lengan pemutar rol
akan memberi sinyal pada rangkaian kontrol bahwa lengan pemutar rol berada disebelah kanan yang menunjukkan bahwa mesin Tire Install telah selesai melakukan satu siklus operasi dan telah siap untuk beroperasi lagi, sedangkan
limit switch yang berada di sisi kiri saat tersentuh oleh lengan pemutar rol
akan memberi sinyal pada rangkaian kontrol untuk membuka rol penekan rim dan motor untuk berputar berlawanan arah.
4) Meja Mesin
Adalah bagian dari mesin Tire Install yang berfungsi untuk sebagai tempat untuk meletakkan rim roda.
5) Lengan pemutar rol
Adalah bagian dari mesin Tire Install yang berfungsi sebagai dudukan lengan penekan rol. Bagian ini berhubungan dengan Worm Gear yang akan membuat lengan pemutar rol berputar.
6) Worm Gear
Adalah bagian dari mesin Tire Install yang berfungsi mengubah gerakan berputar vertikal menjadi gerakan berputar horizontal yang akan memutar
lengan pemutar rol. 7) Pillow Block
Adalah bagian dari mesin Tire Install yang berfungsi sebagai dudukan dari
Worm Gear. 8) Motor
Adalah bagian dari mesin Tire Install yang berfungsi penggerak dari putaran lengan pemutar rol. Bagian ini terhubung dengan Worm Gear dengan menggunakan rantai.
4.4. Cara Kerja Mesin Tire Install
Saat awal operasi lengan pemutar rol ada disisi kanan sedangkan rol penekan rim pada kondisi membuka ( tidak menekan rim ). Letakkan rim pada meja mesin, pasang satu bagian ban pada rim. Setelah tombol start ditekan maka rol penekan rim akan menekan rim dan lengan pemutar rol akan berputar berlawanan arah jarum jam sampai menyentuh limit switch disisi kiri. Setelah itu rol penekan rim akan membuka dan lengan pemutar rol akan berputar berbalik arah (searah jarum jam) sampai menyentuh limit switch sisi kanan.
4.5. Jenis-jenis Permasalahan Mesin Tire Install
Setelah penulis menentukan mesin Tire Install lini 1 yang akan diturunkan nilai down timenya, penulis mengumpulkan data-data permasalahan yang terjadi pada
Des Jan Feb Mar Apr
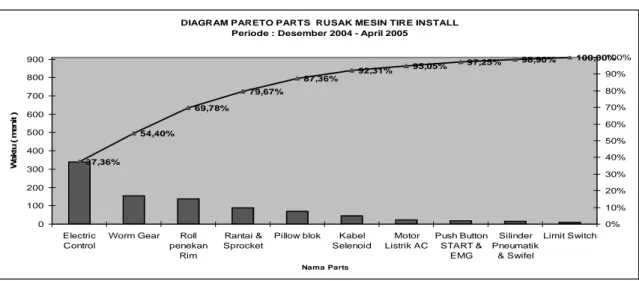
1 Rangkaian panel Kabel Putus 8 295 25 0 10 10 340 37.36% 37.36%
2 Worm Gear Gear macet 2 0 0 65 30 60 155 17.03% 54.40%
3 Roll penekan Rim Roll Pecah, Lepas 6 30 60 0 30 20 140 15.38% 69.78%
4 Rantai & Sprocket Sprocket Lepas 1 0 0 30 10 50 90 9.89% 79.67%
5 Pillow blok Lepas, Pecah 3 30 0 10 15 15 70 7.69% 87.36%
6 Kabel Selenoid Valve Kabel Putus 3 45 0 0 0 0 45 4.95% 92.31%
7 Motor Listrik AC Baut Lepas 1 0 25 0 0 0 25 2.75% 95.05%
8 Push Button START & EMG Switch Rusak 2 15 0 0 5 0 20 2.20% 97.25%
9 Silinder Pneumatik & Swifel Pin Swifel Lepas 1 15 0 0 0 0 15 1.65% 98.90%
10 Limit Switch Switch Rusak 1 0 10 0 0 0 10 1.10% 100.00% 28 430 120 105 100 155 910 100% 100%
Cum
No. Komponen Jenis Trouble Frek.
TOTAL
BULAN
Total Prosentase
adalah data jenis-jenis permasalah mesin Tire Install lini 1 : Tabel 4.3 Data Jenis masalah Mesin Tire Install lini 1
Dari data tersebut jika dibuat diagram pareto akan menjadi seperti berikut :
Gambar 4.18 Diagram pareto bagian yang rusak mesin Tire Install lini 1
Dari diagram tersebut dapat diketahui 4 besar permasalah yang menyumbang nilai
down time tinggi adalah elektrik kontrol (37,36%), Worm Gear (17,04%), rol penekan rim (15,38%), rantai dan Sprocket (9,87 %).
Dari data tersebut penulis mempunyai target untuk menurunkan down time mesin
DIAGRAM PARETO PARTS RUSAK MESIN TIRE INSTALL Periode : Desember 2004 - April 2005
37,36% 54,40% 69,78% 79,67% 87,36% 92,31% 95,05% 97,25% 98,90% 100,00% 0 100 200 300 400 500 600 700 800 900 Electric Control
Worm Gear Roll penekan
Rim
Rantai & Sprocket
Pillow blok Kabel Selenoid Motor Listrik AC Push Button START & EMG Silinder Pneumatik & Swifel Limit Switch Nama Parts W a kt u ( m e ni t ) 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Tire Install lini 1 sebesar 80 % yaitu dengan mengatasi permasalahan pada bagian
elektrik kontrol, Worm Gear, rol penekan, rantai dan Sprocket.
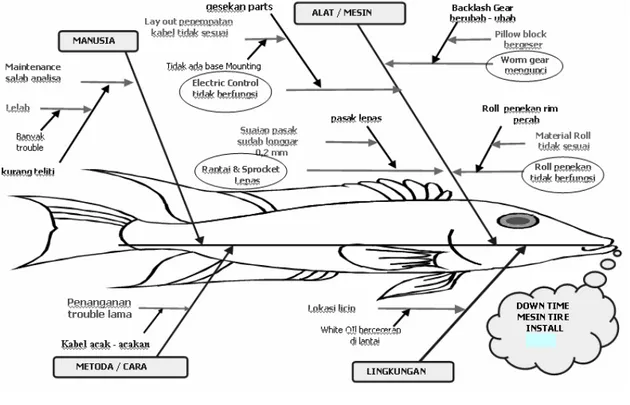
4.6.Analisis Fishbone
Gambar 4.19 Diagram Fishbone Down time Mesin Tire Install
Prinsip yang digunakan untuk membuat diagram fishbone ini adalah hasil dari
pengamatan penulis, selain itu juga merupakan sumbang saran atau brainstorming dari anggota teknisi dilapangan dari Process Engineering.
Pengamatan dilakukan terhadap faktor-faktor utama yangmempengaruhi berlangsungnya proses produksi yaitu : manusia, mesin, matode, material dan
lingkungan. Dari kelima faktor tersebut diatas, hanya ada 4 faktor yang menyebabkan tingginya down time mesin Tire Install tersebut, yaitu : manusia, mesin, metode dan lingkungan.
4.6.1. Manusia
Teknisi yang salah analisis dalam memperbaiki mesin. Hal ini disebabkan karena tingginya tingkat kerusakan mesin yang lain sehinggga menyebabkan kelelahan dari teknisi tersebut.
4.6.2. Mesin
Ada banyak penyebab yang ditimbulkan dari faktor mesin, diantaranya adalah : elektrik kontrol, rantai dan Sprocket, Worm Gear dan rol penekan yang sering bermasalah.
4.6.3. Metode
Perbaikan kerusakan yang lama yang disebabkan karena pengkabelan rangkaian kontrol yang tidak teratur dan teknisi tidak mempunyai metode yang tepat untuk mengatasi kerusakan tersebut.
4.6.4. Lingkungan
Pemakaian white oil yang berceceran ke lantai menyebabkan area licin sehingga ketika terjadi kerusakan mesin, teknisi harus hati-hati dalam perbaikan supaya tidak terpeleset. Bagian mesin yang terkena ceceran white
oil akan mempunyai umur lebih pedek atau resiko mengalami kerusakan lebih
4.7. Why –why Analisis
Dari data permasalahan yang mnyumbangkan nilai down time tinggi diatas jika
dianalisis dengan metode why-why analisis akan menjadi sebagai berikut :
4.7.1. Elektrik Kontrol
Gambar 4.20 Why-why analisis elektrik kontrol
Rangkaian elektrik kontrol yang tidak berfungsi dikarenakan kabel limit switch dilengan pemutar yang putus yang dikarenakan kabel tersebut tidak dibungkus dengan pelindung (cushion) tetapi kabel hanya diikat dengan hose band. Hal ini menyebabkan kabel gampang putus karena diarea jalur kabel tersebut bergesekan dengan poros mesin utama.
4.7.2 Worm Gear
Gambar 4.21 Why-why analisis Worm Gear
Worm Gear adalah bagian yang berfungsi untuk memutar lengan penekan rol.
Dudukan dari Worm Gear tersebut adalah pillow block. Clearance antar alur Worm
Gear karena aus dan pillow block yang bergeser karena baut yang kendor saat
4.7.3 Rol Penekan Rim
Gambar 4.22 Why-why analisis unit rol penekan
Rol penekan adalah bagian yang berfungsi untuk menekan tire sehingga masuk ke dalam rim roda. Rol penekan ini sering tidak berfungsi karena pecah. Rol penekan pecah dikarenakan kesalahan disain dari rol penekan yaitu material rol penekan yang mudah pecah dan rol penekan yang terlalu tipis.
4.7.4 Rantai dan Sprocket
Gambar 4.23 Why-why analisis rantai dan Sprocket
Rantai dan Sprocket adalah bagian yang memutar Worm Gear untuk memutar lengan penekan rol. Masalah yang terjadi disini adalah rantai dan Sprocket yang lepas dari poros Worm Gear mesin Tire Install. Hal ini dikarenakan pasak yang menjadi pengunci Sprocket terhadap poros Worm Gear yang aus atau memiliki umur yang pendek disamping itu desain dari sistem pengunci Sprocket sendiri yang masih kurang lengkap sehingga tidak ada penahan dari gerak aksial pasak. Gerakan aksial pasak ini saat pasak sudah aus akan menyebabkan pasak gampang lepas atau keluar dari alur pasak di poros Sprocket.
4.8 Rencana Perbaikan
Dari permasalah-permasalahan yang sudah dijabarkan diatas penulis meyusun alternatif-alternatif penyelesaian permasalahannya. Metode yang digunakan penyusuan alternatif ini adalah dengan brainstorming dari teknisi-teknisi. Hasil dari brainstorming tersebut didapat 3 alternalif pengatasan masalah, alternatif tersebut bisa dilihat pada tabel dibawah ini:
Tabel 4.4 Alternatif-alternatif solusi permasalahan
Masalah ALT 1 ALT 2 ALT 3
Electrik Kontrol Perbaikan Layout Kabel dibungkus
Perubahan rangkaian
tidak berfungsi kabel sehingga kabel pelindung sehingga kontrol
terhindar dari gesekan terhindar dari gesekan
Worm Gear Penggantian worm Ganti worm gear
Modifikasi pillow block
mengunci sendiri gear dan pillow block dengan sistem dengan pembuatan
GearBox pin penahan
Unit Rol penekan desain baru dengan Ganti material rol Ganti desain rol
tidak berfungsi
memperpendek
tabung penekan dengan
penekan dan material
dan mempertebal material tidak mudah rol penekan
lapisan teflonnya pecah
Rantai &
Sprocket ganti sistem rantai
Pembuatan safety
bolt Ganti material dan
Lepas dengan gearbox untuk menahan desain pasak
gerak aksial pasak
sehingga tidak mudah
aus
4.9 Analisis AHP
Dari masing-masing alternatif tersebut kita pilih alternatif mana yang terbaik. Disini penulis menggunakan analisis AHP (Analytical Hierarchy Process).
4.9.1 Matriks Perbandingan Preferensi Berpasangan (Pairwise Comparison
Matrix)
Langkah ini adalah langkah untuk memberi nilai dengan membandingkan dari setiap alternatif yang ada. Disini menggunakan skala 1-9 seperti yang telah dijelaskan pada landasan teori (untuk mengetahui skala lihat table 2.3 ). Penilaian dilakukan oleh para teknisi di lini produksi dengan melakukan brainstorming. Berikut adalah hasil dari penilaian alternatif untuk tiap permasalahan tersebut :
Tabel 4.5 Matriks Perbandingan Berpasangan untuk masalah Elektrik kontrol
Elektrik kontrol ALT 1 ALT2 ALT3
ALT 1 1
ALT 2 3 1
ALT 3 5 4 1
Tabel 4.6 Matriks Perbandingan Berpasangan untuk masalah Worm Gear
Worm Gear mengunci sendiri ALT 1 ALT2 ALT3
ALT 1 1
ALT 2 4 1
ALT 3 6 4 1
Tabel 4.7 Matriks Perbandingan Berpasangan untuk masalah Unit Rol Penekan
Unit Rol penekan tidak
berfungsi ALT 1 ALT2 ALT3
ALT 1 1 3
ALT 2 1
ALT 3 5 7 1
Rantai dan Sprocket Lepas ALT 1 ALT2 ALT3
ALT 1 1
ALT 2 3 1
ALT 3 6 5 1
Selanjutnya mengisi sel yang kosong tersebut dengan cara : jika untuk ALT 1 mendapat a bila dibandingkan ALT 2 maka ALT 2 akan mendapat nilai 1/a bila dibandingkan dengan ALT 1. Berikut adalah hasil yang didapat dari perhitungan diatas :
Tabel 4.9 Matriks Perbandingan Berpasangan untuk masalah elektrik kontrol
Elektrik kontrol ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,2
ALT 2 3 1 0,25
ALT 3 5 4 1
Tabel 4.10 Matriks Perbandingan Berpasangan untuk masalah Worm Gear
Worm Gear mengunci sendiri ALT 1 ALT2 ALT3
ALT 1 1 0,25 0,17
ALT 2 4 1 0,25
ALT 3 6 4 1
Tabel 4.11 Matriks Perbandingan Berpasangan untuk masalah Unit Rol Penekan
Unit Rol penekan tidak
berfungsi ALT 1 ALT2 ALT3
ALT 1 1 3 0,25
ALT 2 0,33 1 0,14
Tabel 4.12 Matriks Perbandingan Berpasangan untuk masalah Rantai dan Sprocket
Rantai dan Sprocket Lepas ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,17
ALT 2 3 1 0,2
ALT 3 6 5 1
4.9.2 Normalisasi Matriks
Setelah matriks tersebut diisi kemudian normalisasikan matriks tersebut . Langkah awal dalam normalisasi matriks adalah dengan menjumlahkan tiap kolom matriks. Hasil dari langkah ini adalah sebagai berikut :
Tabel 4.13 Menjumlahkan kolom matriks untuk masalah Elektrik kontrol
Elektrik kontrol ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,2
ALT 2 3 1 0,25
ALT 3 5 4 1
TOTAL 9,00 5,33 1,45
Tabel 4.14 Menjumlahkan kolom matriks untuk masalah Worm Gear
Worm Gear mengunci sendiri ALT 1 ALT2 ALT3
ALT 1 1 0,25 0,2
ALT 2 4 1 0,25
ALT 3 6 4 1
TOTAL 11,00 5,25 1,42
Tabel 4.15 Menjumlahkan kolom matriks untuk masalah Unit Rol Penekan
Unit Rol penekan tidak
berfungsi ALT 1 ALT2 ALT3
ALT 1 1 3 0,25
ALT 2 0,33 1 0,14
ALT 3 4 7 1
Tabel 4.16 Menjumlahkan kolom matriks untuk masalah Rantai dan Sprocket
Rantai dan Sprocket Lepas ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,17
ALT 2 3 1 0,2
ALT 3 6 5 1
TOTAL 10,00 6,33 1,37
Langkah berikutnya adalah dengan membagi setiap entri dalam setiap kolom dengan jumlah pada kolom tersebut untuk memperoleh matriks yang dinormalisasi. Hasil dari langkah ini adalah sebagai berikut :
Tabel 4.17 Normalisasi matriks untuk masalah Elektrik kontrol
Elektrik kontrol ALT 1 ALT2 ALT3
ALT 1 0,111 0,063 0,138
ALT 2 0,333 0,188 0,172
ALT 3 0,556 0,750 0,690
Tabel 4.18 Normalisasi matriks untuk masalah Worm Gear
Unit Rol penekan tidak
berfungsi ALT 1 ALT2 ALT3
ALT 1 0,188 0,273 0,179
ALT 2 0,063 0,091 0,103
ALT 3 0,750 0,636 0,718
Tabel 4.19 Normalisasi matriks untuk masalah Unit Rol Penekan
Unit Rol penekan tidak
berfungsi ALT 1 ALT2 ALT3
ALT 1 0,188 0,273 0,179
ALT 2 0,063 0,091 0,103
Tabel 4.20 Normalisasi matriks untuk masalah Rantai dan Sprocket
Rantai dan Sprocket Lepas ALT 1 ALT2 ALT3
ALT 1 0,100 0,053 0,122
ALT 2 0,300 0,158 0,146
ALT 3 0,600 0,789 0,732
4.9.3 Penentuan Prioritas Relatif
Dari matriks yang sudah dinormalisasi lalu dilanjutkan dengan merata-ratakan sepanjang baris dengan menjumlahkan semua nilai dalam setiap baris matriks yang dinormalisasi itu, dan membaginya dengan banyaknya entri dari setiap baris. Hasil dari langkah ini adalah sebagai berikut :
Tabel 4.21 Vektor preferensi untuk masalah Elektrik kontrol
Elektrik kontrol
ALT 1 0,104
ALT 2 0,231
ALT 3 0,665
Dari perhitungan diatas, menghasilkan prioritas relatif menyeluruh, atau vektor preferensi untuk masalah elektrik kontrol dari ALT1, ALT2, ALT3 tersebut masing-masing 0,104; 0,231; dan 0,665. Maka untuk pengatasan masalah elektrik kontrol dipilih ALT3 yaitu dengan merubah rangkaian kontrol mesin tire install.
Tabel 4.22 Vektor preferensi untuk masalah Worm Gear
Worm Gear mengunci sendiri
ALT 1 0,085
ALT 2 0,244
ALT 3 0,671
Dari perhitungan diatas, menghasilkan prioritas relatif menyeluruh, atau vektor preferensi untuk masalah Worm Gear dari ALT1, ALT2, ALT3 tersebut
masing-masing 0,085; 0,244; dan 0,671. Maka untuk pengatasan masalah Worm Gear dipilih ALT 3 yaitu modifikasi pillow block dengan pembuatan pin penahan.
Tabel 4.23 Vektor preferensi untuk masalah Unit Rol Penekan
Unit Rol penekan tidak
berfungsi
ALT 1 0,213
ALT 2 0,085
ALT 3 0,701
Dari perhitungan diatas, menghasilkan prioritas relatif menyeluruh, atau vektor preferensi untuk masalah unit rol penekan dari ALT1, ALT2, ALT3 tersebut masing-masing 0,213; 0,085; dan 0,701. Maka untuk pengatasan masalah unit rol penekan dipilih ALT3 yaitu mengganti desain dan material rol penekan sehingga tidak mudah pecah.
Tabel 4.24 Vektor preferensi untuk masalah Rantai dan Sprocket
Rantai dan Sprocket Lepas
ALT 1 0,092
ALT 2 0,201
ALT 3 0,707
Dari perhitungan diatas, menghasilkan prioritas relatif menyeluruh, atau vektor preferensi untuk masalah rantai dan Sprocket dari ALT1, ALT2, ALT3 tersebut masing-masing0,092; 0,201; dan 0,707. Maka untuk pengatasan masalah Rantai dan
Sprocket dipilih ALT3 yaitu mengganti material pasak sehingga tidak mudah aus dan
4.9.4 Menentukan Rasio Konsistensi
Selain kita menetapkan nilai(bobot) faktor evaluasi sebagai dasar penilaian alternatif, perlu ditentukan pula apakah matriks perbandingan berpasangan (Pairwise
Comparison Matrix) yang dilakukan cukup konsisten atau tidak dengan cara
menetukan rasio konsistensinya.
Penentuan rasio konsistensi dimulai dengan menetukan Weight Sum Vector. Hal ini dapat dilakukan dengan cara mengalikan skala prioritas relatif untuk ALT 1 dengan kolom pertama dari matriks perbandingan berpasangan awal. Kemudian mengalikan skala prioritas relatif untuk ALT 2 dengan kolom kedua dan skala prioritas relatif untuk ALT 3 dengan kolom ketiga dari matriks perbandingan berpasangan awal. Kemudian kita menjumlahkan nilai-nilai atau angka-angka baris per baris. Berikut ini adalah hasil dari Weight Sum Vector :
Tabel 4.25 Weight Sum Vector untuk masalah Elektrik Kontrol
Matriks Perbandingan Berpasangan awal
Skala Prioritas
Relatif
Elektrik kontrol ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,2 0,104
ALT 2 3 1 0,25 x 0,231
ALT 3 5 4 1 0,665
Weighted Sum Vector
Elektrik kontrol
ALT 1 0,314
ALT 2 0,709
Tabel 4.26 Weight Sum Vector untuk masalah Worm Gear
Matriks Perbandingan Berpasangan awal
Skala Prioritas
Relatif Worm Gear mengunci sendiri
ALT
1 ALT2 ALT3
ALT 1 1 0,25 0,17 0,085
ALT 2 4 1 0,25 x 0,244
ALT 3 6 4 1 0,671
Weighted Sum Vector
Worm Gear mengunci sendiri
ALT 1 0,258
ALT 2 0,753
ALT 3 2,158
Tabel 4.27 Weight Sum Vector untuk masalah Unit Rol Penekan
Matriks Perbandingan Berpasangan awal
Skala Prioritas
Relatif
Unit Rol penekan tidak berfungsi ALT 1 ALT2 ALT3
ALT 1 1 3 0,25 0,213
ALT 2 0,33 1 0,14 x 0,085
ALT 3 4 7 1 0,701
Weighted Sum Vector
Unit Rol penekan tidak berfungsi
ALT 1 0,645
ALT 2 0,257
Tabel 4.28 Weight Sum Vector untuk masalah Rantai dan Sprocket
Matriks Perbandingan Berpasangan awal
Skala Prioritas
Relatif
Rantai dan Sprocket Lepas ALT 1 ALT2 ALT3
ALT 1 1 0,33 0,166667 0,092
ALT 2 3,00 1 0,2 x 0,201
ALT 3 6,00 5,00 1 0,707
Weighted Sum Vector
Rantai dan Sprocket Lepas
ALT 1 0,277
ALT 2 0,617
ALT 3 2,263
Langkah berikutnya adalah menentukan Consistency Vector. Hal ini dapat dilakukan dengan cara membagi nilai Weight Sum Vector dengan nilai skala prioritas relatif yang telah didapatkan sebelumnya. Berikut ini adalah hasil dari Consistency Vector: Tabel 4.29 Consistency Vektor untuk masalah Elektrik kontrol
Elektrik kontrol Hasil
ALT 1 0,314/0,104 3,023
ALT 2 0,709/0,231 = 3,068
ALT 3 2,109/0,665 3,171
Tabel 4.30 Consistency Vektor untuk masalah Worm Gear
Worm Gear mengunci sendiri Hasil
ALT 1 0,258/0,085 3,023
ALT 2 0,753/0,244 3,091
Tabel 4.31 Consistency Vektor untuk masalah Unit Rol Penekan
Unit Rol penekan tidak berfungsi Hasil
ALT 1 0,645/0,213 3,023
ALT 2 0,257/0,085 = 3,007
ALT 3 2,152/0,701 3,068
Tabel 4.32 Consistency Vektor untuk masalah Rantai dan Sprocket
Rantai dan Sprocket Lepas Hasil
ALT 1 0,277/0,092 3,021
ALT 2 0,617/0,201 = 3,065
ALT 3 2,263/0,707 3,201
Kini setelah kita menemukan consistency vector-nya, kita perlu menghitung nilai-nilai dua hal lainnya, yaitu lamda (λ) dan Consistency Index (CI), sebelum rasio konsistensi terakhir dapat dihitung. Nilai lamda biasanya merupakan niai rata-rata
consistency vector. 1 − − = n n
CI λ (rumus consistency index)
Dimana n merupakan jumlah alternatif solusi yang sedang dibandingkan. Dalam kasus ini, n=3, untuk tiga alternatif solusi yang berbeda yang dibandingkan.
¾ Elektrik Kontrol
λ= (3,023+3,068+3,171)/3 = 3,087
sehingga didapat nilai consistensi index (CI) sebasar:
043 , 0 1 3 3 087 , 3 = − − = CI
¾ Worm Gear
λ= (3,023+3,091+3,215)/3 = 3,110
sehingga didapat nilai consistensi index (CI) sebasar:
055 , 0 1 3 3 110 , 3 = − − = CI
¾ Unit Rol Penekan
λ= (3,023+3,007+3,068)/3 = 3,033
sehingga didapat nilai consistensi index (CI) sebasar:
016 , 0 1 3 3 033 , 3 = − − = CI
¾ Rantai dan Sprocket
λ= (3,021+3,065+ 3,201)/3 = 3,096
sehingga didapat nilai consistensi index (CI) sebasar:
048 , 0 1 3 3 096 , 3 = − − = CI
Yang terakhir adalah perhitungan Consistency Ratio. Consistency Ratio (CR) merupakan nilai yang mengindikasikan tingkat konsistensi pengambilan keputusan dalam melakukan perbandingan berpasangan yang pada akhirnya mengindikasikan kualitas keputusan atau pilihan kita. Nilai CR yang besar menunjukkan kurang konsistensinya perbandingan kita, sementara nilai CR yang semakin rendah mengindikasikan semakin konsistensinya perbandingan yang dilakukan. Umumnya, jika nilai CR nya adalah 0,10 atau kurang, maka perbandingan yang dilakukan
termasuk nilai dari hasil perbandingan untuk dasar pengambilan keputusan secara relatif disebut konsisten. Untuk nilai CR yang lebih besar dari 0,10, menunjukkna bahwa perbandingan yang dilakukan harus dipertimbangkan untuk mengevaluasi ulang dari matriks perbandingan berpasangan awal yang telah dilakukan. Consistency
Ratio (CR) adalah sama dengan Consistency Index dibagi dengan Random Index (RI),
RI CI
CR= (rumus consistency ratio)
dimana RI ditentukan berdasarkan pada sebuah tabel RI (lihat tabel 2.8). Random
Index adalah sebuah fungsi langsung dari jumlah alternatif yang sedang
dipertimbangkan. Berdasarkan dari tabel RI, untuk nilai n=3 maka didapat nilai RI=0,58. Berikut ini adalah perhitungan akhir dari consistency ratio dari tiap permasalahan: ¾ Elekrik kontrol 075 , 0 58 , 0 043 , 0 = = CR
Nilai CR = 0,075 < 0,10, berarti perbandingan berpasangan untuk masalah elektrik kontrol yang dilakukan konsisten.
¾ Worm Gear 095 , 0 58 , 0 055 , 0 = = CR
Nilai CR = 0,095 < 0,10 berarti perbandingan berpasangan untuk masalah
¾ Unit Rol Penekan 028 , 0 58 , 0 016 , 0 = = CR
Nilai CR = 0,028 < 0,10 berarti perbandingan berpasangan untuk masalah unit rol penekan yang dilakukan konsisten.
¾ Rantai dan Sprocket
083 , 0 58 , 0 048 , 0 = = CR
Nilai CR = 0,083 < 0,10 berarti perbandingan berpasangan untuk masalah rantai dan Sprocket yang dilakukan konsisten.
4.10. Analisis 5W-H
Untuk melakukan perbaikan terhadap akar-akar permasalahan bisa dijelaskan dengan metode 5W-2H yang meliputi What (apa)?, Why (Mengapa)?, Where (dimana)?, When (kapan)?, Who (siapa)?, How (bagaimana)?
Berikut ini adalah metode 5W-2H untuk mengatasi permasalahan pada mesin Tire
Install:
1. Why : mengapa perlu penanggulangan
Penanggulangan atas permasalahan down time mesin Tire Install sangat perlu dilakukan karena down time dari mesin Tire Install ini yang paling mendominasi
keseluruhan down time di produksi Assy Wheell. Dengan mengatasi permasalahan di mesin Tire Install berarti mengurangi down time dari mesin Produksi Assy
Wheell.
2. What : Apa yang harus diperbaiki
Faktor dominan yang menyebabkan tingginya down time pada mesin Tire Install disebabkan oleh 4 permasalahan yaitu:
1. Elektrik kontrol yang tidak berfungsi, 2. Worm Gear yang mengunci sendiri, 3. Unit rol penekan yang tidak berfungsi dan, 4. Rantai dan Sprocket yang lepas.
3. Where : dimana penanggulangan dilaksanakan
Dalam hal ini penanggulangan dilakukan di Produksi Assy Wheell lini 1 untuk mesin Tire Install.
4. When : Kapan penanggulangan dilaksanakan
1. Elektrik kontrol perbaikan dilaksanakan 5 Mei – 15 Mei 2006 2. Worm Gear perbaikan dilaksanakan 8 Mei – 29 Mei 2006 3. Rol penekan perbaikan dilaksanakan 17 April – 17 Mei 2006
4. Rantai dan Sprocket perbaikan dilaksanakan 03 April – 17 April 2006 5. Who : Siapa yang melaksanakan
Pelaksanaan dari studi, pengumpulan data, penyelesaian masalah dilakukan oleh Tim Process Engineering Assy Wheell berkoordinasi dengan operator produksi yang terkait.
6. How : bagaimana pelaksanaannya
Pengatasan masalah dilakukan sesuai dengan apa yang sudah dianalisis sebelumnya dengan menggunakan metode AHP yaitu:
¾ Masalah elektrik kontrol diatasi dengan perubahan rangkaian kontrol. ¾ Masalah Worm Gear diatasi dengan memodifikasi pillow block dengan
pembuatan pin penahan.
¾ Masalah unit rol penekan diatasi dengan mengganti desain rol penekan dan mengganti material penekan.
¾ Masalah rantai dan Sprocket diatasi dengan mengganti ukuran pasak yang sesuai dengan alur pasak di poros.
4.11. Hasil Setelah Perbaikan
Setelah dilakukan perbaikan pada masalah-masalah dominan dari mesin Tire
Install lini1 yang meliputi masalah elektrik kontrol, Worm Gear, unit rol penekan,
rantai dan Sprocket maka dari data berikut bisa kita amati penurunan down time dari mesin Tire Install.
Tabel 4.33 Down time Mesin Tire Install lini 1 sebelum Perbaikan
No. Komponen Frekuensi Total
Desember Januari Februari DT
1 Electric Control 4 295 25 0 320
2 Roll penekan Rim 4 30 60 0 90
3 Worm Gear 2 0 0 65 65
4 Rantai & Sprocket 1 0 0 30 30
11 325 85 95 505
BULAN
Dari data diatas bila dibuat diagram balok akan menjadi sebagai berikut:
Gambar 4.22 Diagram Down time Mesin Tire Install lini 1 sebelum Perbaikan
Tabel 4.34 Down time Mesin Tire Install lini 1 setelah Perbaikan SEBELUM IMPROVEMENT 0 100 200 300 400 500
Electric Control Roll penekan Rim Worm Gear Rantai & Sprocket
Nama Parts W a k tu ( m e n it )
No. Komponen Jenis Trouble Frekuensi Total
Juni Juli Agst DT
1 Electric Control Kabel Putus 2 15 10 0 25
2 Roll penekan Rim Roll Pecah, Lepas 2 15 5 0 20
3 Worm Gear Gear macet 0 0 0 0 0
4 Rantai & Sprocket Sprocket Lepas 0 0 0 0 0
4 30 15 0 45
BULAN
Dari data diatas bila dibuat diagram balok akan menjadi sebagai berikut:
Gambar 4.23 Diagram Down time Mesin Tire Install lini 1 setelah Perbaikan
Dari tabel diatas dapat diketahui bahwa kondisi dari mesin Tire Install lini 1 mengalami perubahan setelah mengalami perbaikan yaitu down time untuk masalah elektrik kontrol turun dari 320 detik menjadi 25 detik, down time masalah rol penekan turun dari 90 detik menjadi 25 detik, down time masalah Worm Gear turun dari 65 detik menjadi 0 detik, down time masalah rantai dan Sprocket turun dari 30 detik menjadi 0 detik. SETELAH IMPROVEMENT 0 100 200 300 400 500
Electric Control Roll penekan Rim Worm Gear Rantai & Sprocket
Nama Parts Wa k tu ( m e n it )