79
Zanu Saputra
1, Teni Tresnawati
2, dan Priatna
3Jurusan Teknik Elektro, Politeknik Negeri Jakarta, Jl. Prof. Dr. G.A Siwabessy, Kampus Baru UI Depok 16424, Depok, 16424, Indonesia
Email : [email protected],[email protected], [email protected]
Abstrak
Pembuatan lubang pad pada PCB biasanya dilakukan secara manual dengan mesin bor tangan ataupun mesin bor duduk. Pengeboran secara manual untuk rangkaian yang kompleks dan dalam jumlah banyak akan menyebabkan hasil yang kurang maksimal disebabkan oleh kelelahan operator itu sendiri. Selain itu juga waktu pengerjaan akan mejadi relatif lebih lama. Pada proyek akhir ini dikembangkanlah proses pengeboran yang masih menggunakan metode manual menjadi mesin bor otomatis dengan metode image processing. Mesin bor otomatis ini mempunyai tiga sumbu X, Y Z. Sumbu X dan Y digerakkan oleh motor stepper sedangkan sumbu Z dan untuk proses pengeboran digunakan motor DC. Proses pengeboran di mesin ini adalah print out dari gambar layout PCB akan di capture oleh kamera yang selanjutnya akan diproses dalam image processing oleh PC. Dengan proses tersebut, maka akan di olah data-data image processing berupa pixel dikonversikan dalam millimeter untuk titik koordinat-koodinat pada sumbu X dan sumbu Y. Data berupa koordinat tersebut akan dikirim ke mikrokontroller sehingga dapat diproses untuk mengeksekusi pergerakan pengeboran berdasarkan koordinat.
Abstract
Pad holes in the Printed Circuit Board (PCB) is usually constructed manually with machine drilling, both by hand or machine sits. Drilling manually for a complex circuit and in mass production will cause low quality results. It can be caused by operator. Besides, production time will be relatively longer. In this project, we will construct an automatic drilling machine with image processing methods. This automatic drilling machine has three axes X, Y, Z. X and Y axis is driven by stepper motor and Z axis for drilling process and using a DC motor. The drilling process on this machine is based on the image printout of the PCB layout which is captured by a camera. The image would further processed and converted in pixel unit to coordinates in X and Y axis by PC. The coordinate’s data will be sent to the microcontroller and will be processed to execute the movement of drilling.
Keywords: automatic drilling machines, coordinates , Image processing , PCB.
1. Pendahuluan
PCB adalah papan yang digunakan untuk menghubungkan komponen-komponen Elektronika dengan lapisan jalur konduktornya. Pengeboran pad PCB secara manual membutuhkan waktu lebih lama. Selain itu juga kualitas hasil akan dipengaruhi oleh kondisi fisik dari seorang operator. Faktor kelelahan dari operator akan menyebabkan hasil pengeboran tidak maksimal.
Efiseinsi dan efektifitas pengeboran dapat dicapai dengan menggunakan pengeboran secara otomatis. Selain waktu proses dapat dipercepat, ketepatan titik pengeboran menjadi hal penting juga [1]. Salah satu
metode yang bisa digunakan dalam pengeboran otomatis adalah dengan metode image processing. Sistem mekanik yang digunakan memfungsikan kembali mesin bor PCB otomatis serta memodifikasi metode sistem elektronikanya dengan pemrosesan image processing. Data berupa image diproses menjadi data koordinat titik pengeboran pada PCB. Berdasarkan uraian tersebut, penulis mengangkat topik otomatisasi sistem pengeboran secara manual dengan sebuah mesin bor otomastis dengan metode image processing. Sebuah mesin bor melakukan proses secara otomatis setelah mendapat data koordinat dari pengolahan sebuah image dari print out pad PCB. Pergerakan sumbu x, y dan z akan mengikuti koordinat hasil
Start
Inisialisasi Data
Ambil/Baca Nilai RGB
RGB=125?
Hitung Jumlah Titik
Jumlah >=25?
Hitung Jarak Antar Titik
Jarak<=25?
Masukkan Nilai Koordinat List 1 & 2
End Y N N Y N Y KAMERA PC ATEMEGA 16 DRIVER MOTOR DC MOTOR BOR LCD DRIVER MOTOR STEPPER MOTOR
SUMBU X SUMBU YMOTOR SUMBU ZMOTOR
pengolahan [2]. Urutan proses pengeboran dari titik satu ketitik yang lain adalah dengan memproses koordinat terdekat dari titik koordinat sebelumnya.
2. Metodologi Penelitian
2.1. Perencanaan sistem
Gambar 1. Blok diagram proses kerja sistem
Penjelasan sistem secara umum, seperti pada gambar 1 adalah sebagai berikut:
1. Print out PCB di capture oleh kamera, selanjutnya
image hasil capture diproses dengan image processing sehingga didapatkan hasil koordinat dari image tersebut. Pengolahan data menggunakan software visual basic.
2. Data koordinat akan dikirmkan ke mikrokontroler melalui komunikasi serial. Mikrokontroler difungsikan untuk mengontrol pergerakan motor stepper sumbu x, sumbu y dan sumbu z sesuai data koordinat sampai proses pengeboran selesai [2].
2.2. Metode image processing 2.2.1 Capture Image
Kamera akan mengambil capture print out PCB, kemudian hasil capture tersebut selanjutnya disimpan di file folder dan juga ditampilkan dalam proses
capture citra dengan pemrograman visual basic.
Komponen yang digunakan pada capture kamera menggunakan visual basic ini adalah videocx.ocx [3]. File captue mempunyai ukuran sebesar 288x288pixel dan ukuran sebenarnya adalah 10x10cm. Sehingga dapat diketahui bahwa 1cm adalah 29 pixel (pembulatan) atau 1mm adalah 3 pixel (pembulatan).
2.2.2 Image Processing Biner
Berikut ini tahapan-tahapan pengolahan image menjadi koordinat menggunakan metode scanning RGB: a. Penentuan luas scan area Perhitungan luas scan area
adalah sebagai berikut: Diameter pad = 3mm 1mm = 3 pixel 3mm = 9 pixel
Dengan toleransi sebesar 1 pixel, maka didapatkan luas scan area adalah sebesar 10 x 10 pixel.
b. Pembacaan nilai RGB dengan luas scan area per 10 x 10 pixel
Gambar 2. Pembacaaan Nilai RGB (10x10pixel)
Pembacaan nilai RGB berdasarkan warna image, dalam hal ini image yang diproses adalah image dengan citra biner [4]. Image citra biner ini hanya mempunyai dua nilai yaitu 0 dan 1 saja. Dalam warna sebenarnya menunjujkan warna hitam dan putih.
2.2.3 Penentuan Threshold
Warna objek yang dideteksi sebagai pad adalah hitam dengan RGB = 0 dan begroun berwarna putih dengan RGB = 255 [4]. Treshold digunakan untuk membedakan antara pad dengan begroun. Besarnya nilai dari treshold tersebut adalah diambil berdasarkan nilai tengah dari RGB begroun dan RGB pad yaitu 125 (pembulatan). Mode scanning dengan metode color
detection digunakan untuk mendapatkan posisi pad
pada gambar. Proses ini dilakukan secara berurutan dimulai dari koordinat pixel terendah hingga dengan koordinat pixel tertinggi. Hasil dari proses scanning akan didapatkan hasil data koordinat pixel (x,y) dari masing-masing pad.
Berdasarkan flowchart diatas dapat dijelaskan nilai batas RGB diambil dari nilai threshold sebesar 125, apabila sama dengan atau diatas 125 dianggap sebagai warna putih (biner 1). Sebaliknya apabila kurang dari 125 dianggap sebagai warna hitam (biner 0). Jumlah titik maksudnya adalah banyaknya titik hitam yang terdapat dalam scan area. Jumlah = (1/4x10x10) Jumlah = 25 pixel Dari perhitungan tersebut diatas, maka jika pada area tersebut terdapat >=25 titik hitam, akan dianggap ada pad di area tersebut. Jarak dari area yang dianggap ada pad, dihitung dari jarak terpendek antar pad yaitu seperempat (1/4) dari luas area. Jarak = (1/4x10x10) Jarak = 25 pixel Dari perhitungan tersebut diatas, maka jika pada area yang berdekatan (jarak <= 25), ternyata dianggap terdapat pad, maka akan dianggap sebagai pad yang sama (dijadikan satu pad). Pengiriman Data dari PC ke Mikrokontroler Untuk mengirimkan data dari PC ke mikrokontroler maka ditambahkan instruksi pengiriman pada visual basic-nya. Komunikasi yang digunakan menggunakan jenis interrupt, yaitu suatu pengiriman data jika ada data yang masuk baru akan mendapat respon dan begitu sebaliknya sehingga komputer tidak terlalu sibuk. Pengiriman informasi dari PC menuju mikrokontroler menggunakan data serial dengan baudrate 9600 bps non parity data bit 8 dan stop bit 1 (9600, n, 8, 1). Dari nilai pixel yang didapatkan sebesar 288x288 pixel, dimana ukuran aslinya adalah 10x10cm, maka perhitungan konversi adalah sebagai berikut: 10(cm) : 288(pixel) = 0,035 cm (pembulatan) Jadi 1 pixel mewakili 0,035cm atau 0,35mm.
1.3. Rancangan kontrol elektronik
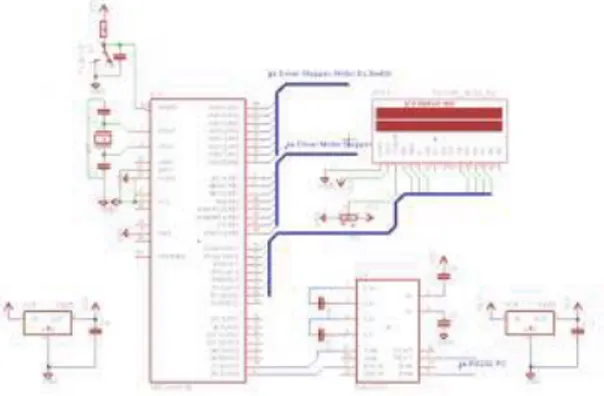
Pengontrolan data koordinat dikirimkan dari hasil image processing selanjutnya diolah oleh mikrokontroler untuk mengontrol pergerakan actuator [5]. Aktuator pada mesin bor PCB ini adalah motor stepper untuk sumbu x,y,z dan motor dc pengeboran. Data koordinat dikirimkan dari PC ke mikrokontroler dengan bantuan protokol untuk menghindari lolosnya data melalui komunikasi serial.
Gambar 4. Sistem Minimum ATmega 16 [6]
2.4 Rancangan mekanik
Sistem mekanis teridri dari 3 sumbu utama yaitu x,y,z (tipe sliding) yang digerakkan oleh motor stepper dan motor DC 12 volt sebagai motor bor. Sedangkan tambahan lain dari sistem mekanis mesin bor ini adalah dengan menambahkan tempat kamera dengan menngunakan alumunium batangan. Tempat kamera dapat disetting ketinggiannya, tetapi setingan tersebut digunakan untuk setting awal ukuran frame tampilan kamera dengan ukuran print out pad PCB sebenarnya. Berikut adalah konstruksi mekanis mesin bor dan tempat kamera.
Gambar 5. Konstruksi Mesin Bor PCB
3. Pengujian dan Analisa
3.1 Pengujian pemrosesan image menjadi data koordinat
3.1.1 Hasil Pengujian 1 (capture kamera)
Print out yang diletakkan pada base tempat kamera dan ketinggian kamera disetting sampai didapatkan ukuran yang sama. Pengukuran ketinggian kamera dengan menggunakan mistar.
Gambar 6. Ketinggian Kamera setelah Setingan
Pengujian dilakukan sampai didapatkan ukuran yang sesuai dengan ukuran sebenarnya pada print out pad PCB
Tabel 1. Pengujian Capture Kamera
No Tinggi
Kamera Dimensi Tampilan Capture Terhadap print out PCB
1 26 cm 10,9x10,9 cm 2 25 cm 10,8x10,8 cm 3 24 cm 10,7x10,7 cm 4 23 cm 10,6x10,6 cm 5 20 cm 10,5x10,5 cm 6 19 cm 10,4x10,4 cm 7 18 cm 10,3x10,3 cm 8 17 cm 10x10 cm 9 16 cm 10x10 cm
10 15 cm Kurang dari ukuran sebenarnya 11 14 cm Kurang dari ukuran sebenarnya 13 13 cm Kurang dari ukuran sebenarnya Berdasarkan beberapa kali percobaan, maka didapatkan hasil dari pengujian capture kamera sebagai berikut:
Gambar 7. Capture Sesuai Ukuran Setelah Setingan
Berdasarakan dari duabelas (12) kali hasil pengujian, diketahui bahwa semakin tinggi dudukan kamera maka ukuran gambar berbanding dengan ukuran sebenarnya semakin menjauh, sehingga ukuran pad semakin kecil.
3.1.2 Pengujian koordinat
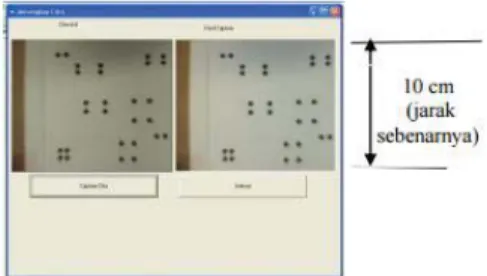
Pengujian ini dilakukan untuk mendapatkan titik koordinat pengeboran hasil dari image processing. Dengan mempersiapkan komponenkomponen yang digunakan pada visual basic, maka akan ditampilkan seperti pada gambar 9.
Gambar.9 Tampilan VB (Proses Pengujian Koordinat)
Tabel 4. Hasil Deteksi Pad
No Jumlah Pad
Asli Jumlah Pad Terdeteksi Error %
1 2 2 0
2 3 3 0
3 5 5 0
4 7 7 0
5 9 1 90
Proses dilakukan dengan capture pad PCB yang diproses oleh videocx.ocx. Selanjutnya hasil akan ditampilkan pada picture Box. Button proses untuk proses threshold dan kemudian dilanjutkan dengan button scan area untuk men-scan pad-pad hitam, sehingga didapatkan hasil dari koordinat hasil scan. Proses pengujian titik koordinat seperti ditunjukkan tabel 4, maka dapat diketahui bahwa deteksi pad pada print out PCB rata-rata kemungkinan pad yang terdeteksi didapatkan sesuai dengan pad aslinya.
3.2 Pengujian Motor Stepper
Pada tahap ini dilakukan pengujian terhadap driver motor stepper. Driver motor stepper yang digunakan adalah produksi innovative electronics dengan jenis EMS 5A H-Bridge yang dibutuhkan dua modul driver untuk masing-masing motor tersebut. Driver ditunjukkan pada gambar 10.
Proses pengujian dengan menghubungkan masing-masing pin pada header dan konektor terminal modul driver H-bridge sesuai dengan fungsi masing-masing pin. Header pada modul driver HBridge berfungsi sebagai input untuk antarmuka dengan input-ouput digital serta ouput analog dari modul H-Bridge. Sedangkan konektor terminal berfungsi sebagai konektor catu daya dan motor. Fungsi dari masing-masing pin pada header dan konektor terminal H-Bridge yang digunakan pada proyek akhir ini ditunjukkan pada tabel 5.
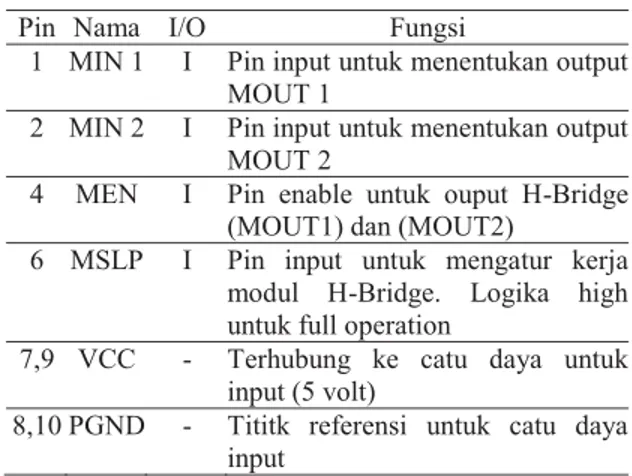
Tabel 5. Interface Header
Pin Nama I/O Fungsi
1 MIN 1 I Pin input untuk menentukan output MOUT 1
2 MIN 2 I Pin input untuk menentukan output MOUT 2
4 MEN I Pin enable untuk ouput H-Bridge (MOUT1) dan (MOUT2)
6 MSLP I Pin input untuk mengatur kerja modul H-Bridge. Logika high untuk full operation
7,9 VCC - Terhubung ke catu daya untuk input (5 volt)
8,10 PGND - Tititk referensi untuk catu daya input
Tabel 6. Logika Input Modul H-Bridge (Stepper putaran CW Full Step)
INPUT PUTARAN CW (FULL STEP) STEP1 STEP2 STEP3 STEP4
MEN(A) H H H H
MSLP(A) H H H H
MEN(B) H H H H
MSLP(B) H H H H
Tabel 7.Hasil Pengujian Motor Stepper
No Time-Delay (ms) Frequensi (Hz) Step Jarak tempuh/step (cm) 1 200 5 200 1 2 100 10 200 1 3 90 11 200 1 4 80 12,5 200 1 5 70 14,2 200 1 6 60 16,6 200 1 7 50 20 200 1 8 40 25 200 1 9 30 33 200 1 10 20 50 200 1 11 10 100 200 1 12 9 110 200 1 13 8 125 200 1
3.3 Pengujian pengiriman data koordinat menjadi koordinat pengeboran
Data hasil image processing dikonversikan dari bentuk koordinat pixel (x,y) menjadi koordinat titik (x,y) dalam millimeter. Data koordinat yang dikirimkan adalah paket data dari data koordinat {(x1,y1), (x2,y2), (x3,y3)…} hasil image processing yang sudah dalam
ukuran mm. Mikrokontroler akan menerima data dari PC melalui komunikasi serial hingga satu signal penutup mengisyaratkan bahwa data sudah terkirim semua.
Gambar 11. Paket Data Koordinat
Tabel 8. Selisih Koordinat Pengeboran No Koord. Asli (mm) (x,y) Koord. Pixel (x,y) Koord. Bor (mm) (x,y) Selisih Bor (mm) (x,y) 1 20,20 56,56 21,20 1,0 2 20,40 56,108 19,42 0,2 3 20,60 56,115 23,61 0,1 4 40,20 65,56 41,20 1,0 5 40,40 65,108 43,39 3,0 6 40,60 65,115 42,63 0,3
Dari tabel dapat dianalisa bahwa rata-rata hasil koordinat pengeboran mempunyai selisih 0,9 mm terhadap koordinat aslinya, sehingga pengeboran tidak tepat dengan koordinat sebenarnya.
4. Kesimpulan
Setelah melakukan tahap perancangan dan pembuatan system serta dilanjutkan dengan tahap pengujian dan analisa maka dapat diambil kesimpulan yaitu:
x Metode yang digunakan untuk image processing yang telah dibuat untuk penentuan titik koordinat tingkat keberhasilannya masih belum tepat untuk jumlah titik yang banyak dan rapat.
x Ketepatan antara pengeboran dan hasil image processing masih bergeser dari koordinat sebenarnya.
x Hasil image processing masih belum maksimal sehingga diperlukn algoritma khusus.
x Diperlukan metode khusus untuk pengiriman data agar data yang dikirmkan dari hasil image
processing dapat diterima dengan baik oleh
mikrokontroler.
x Posisi print out PCB pada tempat kamera harus sesuai dengan mal yang ada pada tempat kamera, karena jika tidak akan menyebabkan koordinat hasil proses image akan bergeser.
Daftar Acuan
[1] Thiang Thiang and Sherwin R.U Sompie, “Mesin Bor Otomatis dengan Menggunakan
Kamera untuk Mendeteksi Koordinat Bor,” J. Tek. Mesin, vol. 4, no. 2, pp. 88–93, 2002.
[2] B. Y. HARYANTO, “Rancang Bangun Mesin
Bor Pcb Otomatis Berbasis Computer Numerical Control ( Cnc ),” 2006.
[3] J. A. Andre, “Sistem Security Webcam Dengan
Menggunakan Microsoft Visual Basic (6.0),”
RABIT (Jurnal Teknol. dan Sist. Inf. UNIVRAB), vol. 1, no. 2, pp. 46–58, 2016.
[4] Basuki, Achmad, Handout Mata Kuliah Image
Processing,PENS, 2006
[5] Kenjo, Takasi. Stepping Motors and Their
Microprocessor Controls. New Oxford
University Press Inc., 1994.York:
[6] Budiharto, Widodo. (2008). Panduan Praktikum
Mikrokontroler AVR ATmega 16. PT Elex