Pengendalian Proses Produksi dengan Metode
Statistical Process Control
dalam Upaya Minimasi
Cacat
Tissue Paper
Sukanta(1), Iwan Irawan(2)
(1),(2)
Teknik Industri, Fakultas Teknik Universitas Singaperbangsa Karawang Jl. HS. Ronggowaluyo, Telukjambe Timur, Karawang
(1)
ABSTRAK
Penelitian ini dilakukan di Perusahaan yang memproduksi pulp paper seperti kertas, tissue paper, chemical, produk karton dan sebagainya. Proses pembuatan produk-produk tersebut berawal dari proses pembuburan bahan baku (pulp) pada mesin Pulper. Dalam penelitian ini proses pembuatan atau pencetakan tissue paper yang akan dikaji berkaitan dengan adanya kesalahan proses atau metode kerja sehingga menimbulkan terjadinya cacat produk hasil produksi kertas tissue paper tersebut. Permasalahan diduga bahwa faktor-faktor seperti Paper Machine, metode kerja, set up machine kemungkinan penyebab terhadap cacatnya hasil produksi tissue paper tersebut.
Penelitian dilakukan pada bagian produksi (paper machine) hasil produksi banyak cacat berdasarkan hasil pengamatan oleh inspection control. Sistem pengendalian proses produksi yang diterapkan saat ini dengan metode inspection quality, dimana kegiatan pengendalian kualitas hanya dilakukan dengan memisahkan produk good dan reject sehingga sulit sekali untuk memantau dan meningkatkan performansi proses untuk menghasilkan produk yang memenuhi spesifikasi. Pemantauan proses dan hasil produksi menggunakan Statistical Process Control (SPC) sehingga mampu memberikan informasi dan pengendalian yang lebih baik. Dengan demikian, maka hasil olahan data dengan SPC diperlukan tindak lanjut pengendalian proses sehingga tidak akan menyebabkan cacat hasil produksi selanjutnya.
Hasil produksi tissue paper pada Paper machine 10.788,82 ton per bulan. Jumlah Produk cacat tissue paper sebesar 194.92 ton dengan 4 jenis produk cacat tissue paper seperti holes, wrikle, edgeatearing dan uneven cut. Cacat holes sebesar 31% atau 60.81 ton, cacat wrikle 29% atau 56.37 ton, cacat edgeatearing 23% atau 44.56 ton dan cacat uneven cut 17% atau 33.18 ton. Hasil analisis dengan diagram fish bone dan evaluasi rapat tinjauan manajemen bahwa penyebab kecacatan hasil produksi tissue paper oleh faktor Paper machine paling besar dikarenakan kesalahan kecepatan proses produksi 450-500 meter/menit, seharusnya kecepatan proses 400-450 meter/menit sehingga mengakibatkan proses pengeringan tissue paer tersebut dalam paper machine tidak maksimal.
Kata kunci— Cacat, diagram fish bone, statistical process control
I. PENDAHULUAN
Perkembangan ilmu dan teknologi mampu memberikan inovasi dan performansi mesin-mesin pemroses terhadap produk pada industri. Industri pembuatan kertas (tissue paper) pun memiliki persiangan kuat baik nasional maupun internasional. Untuk itu, maka kondisi ini perusahaan harus mampu mengelola seluruh sumber daya yang dimiliki secara optimal dan melakukan upaya-upaya perbaikan seperti sitem kerja agar lebih efektif dan efisien. Industri pembuatan seperti kertas, tissue paper, chemical, produk karton dan lain sebagainya dengan bertambahnya permintaan akan produk tersebut. Produk tissue paper pun terjadinya peningkatan permintaan.
Proses pembuatan tissue paper menimbulkan banyaknya cacat hasil produksi sehingga peneliti menduga bahwa cacat hasil produksi tissue paper tersebut disebabkan banyak faktor seperti paper machine, bahan baku, set up machine, dan sebagainya. Dengan demikian, maka peniliti akan melihat jenis cacat hasil produksi dan menganalisis dengan metode statistical
process control. Dengan adanya cacat hasil produksi maka kerugian bagi perusahaan yang cukup
besar. Sistem pengendalian proses produksi yang diterapkan saat ini adalah inpection quality, dimana kegiatan pengendalian kualitas hanya dilakukan dengan memisahkan produk baik dan
reject sehingga sulit sekali untuk memantau dan meningkatkan performansi proses untuk menghasilkan produk yang memenuhi spesifikasi saja.
Ayuni, dkk. (2012) menyatakan bahwa pengendalian merupakan ketentuan apa yang harus dilaksanakan, menilai dan mengoreksi pelaksanaannya bila perlu dengan maksud supaya pelaksanaan pekerjaan sesuai dengan rencana semula. Definisi lain oleh Sultana dkk. (2009),
statistical process control (SPC) digunakan untuk mengendalikan proses produksi secara
berkesinambungan dan mengidentifikasi kerusakan yang terjadi ketika proses produksi berlangsung. SPC juga digunakan untuk mengumpulkan dan menganalisis data hasil pemeriksaan terhadap sampel dalam kegiatan pengawasan kualitas produk (Arifianti, 2013). Selain itu SPC juga digunakan untuk mengukur kualitas sekarang dari produk atau jasa dan mendeteksi apakah proses barang atau jasa mengalami perubahan yang akan mempengaruhi kualitas (Heizer dan Render, 2005 dikutip oleh Kartika, 2013)
Adapun rumusan dan tujuan Penelitian ini adalah :
a. Untuk mengetahui faktor-faktor yang menjadi penyebab cacatnya hasil produksi tissue paper.
b. Untuk mengetahui jenis cacat dan cacat dominan terhadap tissue paper..
c. Untuk mengetahui dampak yang disebabkan oleh cacat tissue paper terhadap faktor internal dan eksternal perusahaan.
d. Untuk mengetahui tindak lanjut agar permasalahan cacat tissue paper tersebut tidak terjadi. Ruang lingkup penelitian ini adalah salah satu perusahaan pembuat kertas di kabupaten Karawang, khususnya pada Divisi Paper Machine untuk pembuat tissue paper.
Hasil dari penelitian Vera Devani Dkk (2016) bahwa cacat produksi kertas ada 4 jenis yaitu wavy (gelombang), rewinder wringkle (lipatan mati rewinder), dented roll/joint (rusak karena bantingan) dan Less diameter (diameter roll kurang). Sedangkan penyebab timbulnya cacat kertas tersebut oleh faktor utama penyebab kecacatan wavy adalah perawatan dilakukan tidak terjadwal dengan baik, operator baru yang kurang memahami mesin, operator salah menginputkan data, kurangnya pelatihan dari perusahaan, tidak dilaksanakan StandardOperasional Procedure (SOP) secara maksimal, dan suhu ruangan dingin sehingga ruangan kerja menjadi lembab.
II. METODOLOGI PENELITIAN
Pada penelitian ini dimulai dari studi pendahuluan dengan tujuan untuk dapat mengetahui permasalahan yang terjadi pada bagian produksi khususnya ptoduk tissue paper. Peneliti melakukan wawancara, pengambilan data hasil produksi, pengambilan data hasil quality inspection dan selanjutnya data-data tersebut diolah dan dianalisis dengan metode Statistical process control (SPC). Selanjutnya peneliti melakukan rencana tindak perbaikan terhadap faktor-faktor yang menjadi penyebab masalah yang paling mendasar dan memberikan kontribusi yang besar.
Menurut Zulian Yamit, 2003 (dikutip oleh Pratiwi, Dkk 2016 pengertian kualitas adalah faktor-faktor yang terdapat dalam suatu barang atau hasil yang menyebabkan barang atau hasil tersebut sesuaidengan tujuan untuk apa barang atau hasil dimaksudkan atau dibutuhkan. Menurut Sofyan Assauri (dikutip oleh M. Wildan Noor, 2016), pengendalian dan pengawasan kualitas adalah kegiatan yang dilakukan untuk menjamin agar kegiatan produksi dan operasi yang dilaksanakan sesuai dengan apa yang direncanakan dan apabila terjadi penyimpangan, maka penyimpangan tersebut dapat dikoreksi sehingga apa yang diharapkan dapat tercapai.
Faktor yang mempengaruhi pengendalian kualitas yang dilakukan perusahaan (Douglas C. Montgomery, 2001 dikutip oleh Vera Devani, dkk., 2016):
1. Kemampuan proses. Batas-batas yang ingin dicapai haruslah disesuaikan dengan kemampuan proses yang ada. Tidak ada gunanya mengendalikan suatu proses dalam batas-batas yang melebihi kemampuan atau kesanggupan proses yang ada.
2. Spesifikasi yang berlaku, hasil produksi yang ingin dicapai harus dapat berlaku, bila ditinjau dari segi kemampuan proses dan keinginan atau kebutuhan konsumen yang ingin dicapai dari hasi produksi tersebut. Dapat dipastikan dahulu apakah spesifikasi tersebut dapat berlaku sebelum pengendalian kualitas pada proses dapat dimulai.
3. Tingkat ketidaksesuaian yang dapat diterima. Tujuan dilakukan pengendalian suatu proses adalah dapat mengurangi produk yang berada di bawah standar seminimal mungkin. Tingkat pengendalian yang diberlakukan tergantung pada banyaknya produk yang berada di bawah standar.
4. Biaya kualitas, sangat mempengaruhi tingkat pengendalian dalam menghasilkan produk dimana biaya mempunyai hubungan yang positif dengan terciptanya produk yang berkualitas.
Pengendalian kualitas statistik dilakukan dengan menggunakan alat bantu statistik yang terdapat pada SPC (statistical process control) dan SQC (statistical quality control) merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan memperbaiki produk dan proses menggunakan metode statistik. Pengendalian kualitas statistik (statistical quality control atauSQC) sering disebut sebagai pengendalian proses statistik (statistical process control atau SPC). Menurut Dorothea (2003) dikutip oleh Vera Devani dkk, (2016), pengendalian kualitas statistik adalah teknik yang digunakan untuk mengendalikan dan mengelola proses baik manufaktur maupun jasa melalui menggunakan metode statistik. Pengendalian kualitas statistik merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola dan memperbaiki produk dan proses menggunakan metode-metode statistik.
III. HASIL DAN PEMBAHASAN
Proses produksi tissue paper diawali dari stock preparation, yaitu proses pembuatan pulp yang memiliki 3 lapisan yaitu proses bahan baku UKP (Unit Kruft Prepration) untuk lapisan pertama, NDLKC (New Dauble Liner Kruft Cutting) dimana bahan ini masih merupakan bahan baku untuk lapisan pertama dari produk tissue untuk lapisan kedua dan proses bahan baku wise paper untuk lapisan ketiga. Setelah ketiga bahan baku ini selesai diproses, proses selanjutnya adalah proses di paper machine untuk produksi tissue paper. Dalam proses ini ketiga bahan baku masuk kedalam mesin pembuat tissue paper menjadi 3 lapisan tissue paper yang kemudiaan dijadikan satu menjadi tissue paper berbentuk gulungan. Spesifikasi tissue paper ini dengan gramatur 16.7sampai 17.7 gr/m2 , dan kapasitas produksi 450 sampai 500 ton/hari. Kegunaan
Tissue paper ini biasanya digunakan untuk pengganti air yang ada di toilet.
Sistem pengendalian proses pembuatan tissue paper dengan metode inspection control, yaitu (1) Pemisahan produk baik dan cacat. Pada proses ini dilakukan pemisahan produk kertas baik dan cacat dengan penarikan sampel. Jika produk tersebut masih dalam batas toleransi yang diizinkan oleh quality control, maka produk lainnya tidak perlu di periksa. Jika didapatkan kualitas yang cacat maka segera dilakukan pemeriksaan dan tidak melakukan pencatatan terhadap jenis yang cacat, tetapi hanya sebatas memisahkan produk yang baik dan produk yang cacat. Untuk produk tissue paper yang cacat akan di rework atau dijual dengan harga pasar; (2) Perbaikan produk (rework), dari jumlah produk yang cacat tadi dilakukan perbaikan, kertas yang cacat dikembalikan kebagian pulper untuk pembuburan kembali dan selanjutnya dengan proses yang sama. Hasil produksi dan cacat data bulan Oktober 2016 lihat tabel 1 di bawah ini.
Tabel 1 Jumlah cacat produk tissue paper
Produksi (ton)
Cacat (ton)
Holes Wrinkle Edgetearing Uneven
Cut Total cacat
10,788.82 60.81 44.56 33.18 56.37 194.92
Kecacatan hasil produksi sebesar 194.92 ton dari hasil produksi 10,788.82 ton dengan rincian cacat pengecekan kualitas kertas, maka histogram kecacatan holes 60.81 ton, cacat wingkle 44.56 ton, cacat edgetearing 33,18 ton dan cacat uneven cut 56.37 ton dari total cacat 194,92 ton dengan hasil produksi total 10,788.82 ton pada bulan Oktiber 2016.
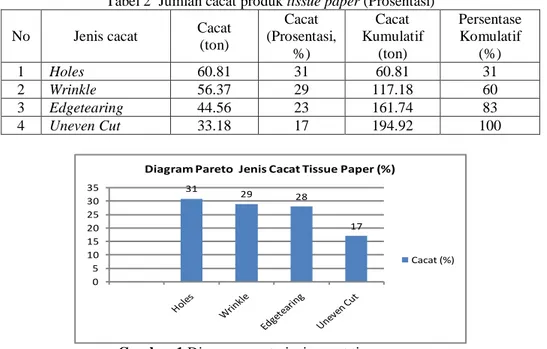
Tabel 2 Jumlah cacat produk tissue paper (Prosentasi) No Jenis cacat Cacat
(ton) Cacat (Prosentasi, %) Cacat Kumulatif (ton) Persentase Komulatif (%) 1 Holes 60.81 31 60.81 31 2 Wrinkle 56.37 29 117.18 60 3 Edgetearing 44.56 23 161.74 83 4 Uneven Cut 33.18 17 194.92 100 31 29 28 17 0 5 10 15 20 25 30 35
Diagram Pareto Jenis Cacat Tissue Paper (%)
Cacat (%)
Gambar 1 Diagram pareto jenis cacat tissue paper
Hasil persentase setiap jenis kecacatan pada tissue paper pada bulan Oktober 2016 didominasi oleh kecacatan holes sebesar 31 % dan wingkle sebesar 29%. Dengan demikian, perbaikan diprioritaskan pada jenis kecacatan holes dan wringkle.
Analisis untuk mencari penyebab cacatnya tissue paper untuk cacat holes dengan menggunakan diagram sebab akibat (fish bone) terhadap faktor-faktor manusia, mesin, material, metoda, dan lingkungan, lihat gambar 2 di bawah ini.
Gambar 2 Diagram fish bone cacat holes dan wringkle
Dari gambar 2 diagram fish bone di atas ada 5 faktor yang menjadi peyebab terjadinya cacat untuk jenis holes yaitu : (1) Faktor manusia (Man) : Jenuh, yaitu faktor yang disebabkan oleh pekerjaaan yang monoton; kelelahan dan kurang konsentrasi, sebenarnya faktor ini bukan disebabkan oleh faktor kerja fisik tetapi banyak disebabkan oleh faktor psikologis karena adanya faktor kebosanan dalam bekerja sehingga dalam melakukan pekerjaannya pekerja akan cepat merasa lelah dan akibat kelelahan ini juga akan mengakibatkan setiap pekerja menjadi kurang konsentrasi dan kurang momonitor mesin yang sedang berjalan dalam melakuan pekerjaannya; Kurang terampil, yaitu pekerja hanya mengetahui tentang cara mengoperasikan mesin saja, tetapi mereka tidak diberikan pelatihan tentang cara perawatan mesin-mesinnya; dan Kurang memonitor
Cacat Kertas
Material
Mesin
Manusia
Lingkungan
Metoda yang digunakan hanya IQ
Penyortiran bahan baku kurang selektif Kurang memonitor proses
produksi
Kelelahan dan kurang konsentrasi
Jenuh
Kurang terampil
Mesin penggulung tidak beroperasi secara optimal
Pengeringan tidak maksimal
Metoda
Temperatur udara tinggi Bisingproses produksi, yaitu karyawan sering mengabaikan atau kurang mengontrol proses produksi yang sedang terjadi sehingga bila terjadi kesalahan dalam proses produksi diketahui setelah proses selesai.; (2) Faktor Mesin (Machine) : Mesin penggulung tidak beroperasi secara maksimal, ini disebabkan set-up kecepatan mesin sering dilakukan diatas kecepatan standar yaitu antara 450-500 meter/menit, sedangkan ukuran kecepatan standarnya adalah 400-450 meter/menit. Dan akibat dari terlalu cepatnya penarikan hasil pencetakan ini sehingga mengakibatkan proses pengeringan dalam paper machine tidak maksimal.; (3) Faktor Bahan baku (Material) : Bahan baku kurang baik, hal ini disebabkan karena dalam pemilihan bahan baku masih banyaknya kotoran atau dalam penyortiran bahan baku kurang dilakukan dengan baik, sehingga masih banyak bahan baku yang masuk ke mesin pembuburan berkualitas rendah.; (4) Faktor Metoda
(Method) :Metoda yang digunakan kurang baik yaitu hanya melakukan inspeksi diakhir proses
produksi dengan memisahkan produk baik dan cacat tanpa ada perbaikan proses produksinya.; dan (5) Faktor Lingkungan (Environment) :Temperatur udara tinggi, hal ini disebabkan kurangnya pentilasi udara pada ruangan pabrik; Bising, kebisingan suara mesinpun sangat menggangu komunikasi antar pekerja, karena dalam satu sip kerja terdiri dari 8 jam kerja maka intensitas bunyi yang baik atau yang aman adalah 85 desible.
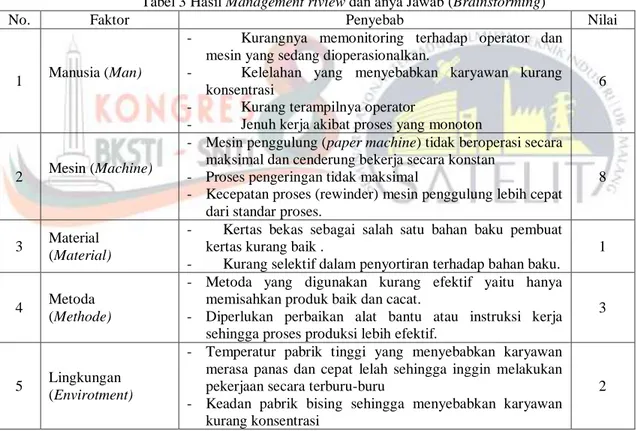
Untuk mencari penyebab cacat tissue paper selain analisis sebab akibat, juga selalu melakukan rapat tinjauan manajemen (management riview) atau tanya jawab (brainstorming) terhadap karyawan yang terlibat dalam proses produksi tissue paper dengan hasil seperti tabel 3 di bawah ini.
Tabel 3 Hasil Management riview dan anya Jawab (Brainstorming)
No. Faktor Penyebab Nilai
1 Manusia (Man)
- Kurangnya memonitoring terhadap operator dan mesin yang sedang dioperasionalkan.
- Kelelahan yang menyebabkan karyawan kurang konsentrasi
- Kurang terampilnya operator
- Jenuh kerja akibat proses yang monoton
6
2 Mesin (Machine)
- Mesin penggulung (paper machine) tidak beroperasi secara maksimal dan cenderung bekerja secara konstan
- Proses pengeringan tidak maksimal
- Kecepatan proses (rewinder) mesin penggulung lebih cepat dari standar proses.
8
3 Material (Material)
- Kertas bekas sebagai salah satu bahan baku pembuat kertas kurang baik .
- Kurang selektif dalam penyortiran terhadap bahan baku. 1
4 Metoda (Methode)
- Metoda yang digunakan kurang efektif yaitu hanya memisahkan produk baik dan cacat.
- Diperlukan perbaikan alat bantu atau instruksi kerja sehingga proses produksi lebih efektif.
3
5 Lingkungan (Envirotment)
- Temperatur pabrik tinggi yang menyebabkan karyawan merasa panas dan cepat lelah sehingga inggin melakukan pekerjaan secara terburu-buru
- Keadan pabrik bising sehingga menyebabkan karyawan kurang konsentrasi
2
Hasil analisis melalui management riview dan diskusi (Brainstorming) bahwa nilai resiko (paparan) terhadap 5 faktor (manusia, mesin, material, metode dan lingkungan) dengan skala 1-10 bahwa faktor yang dominan yang memiliki paparan yang tinggi adalah faktor mesin (nilai 8) dan manusia (nilai 6).
IV. PENUTUP
Kesimpulan dari hasil penelitian ini sebagai berikut :
1. Faktor penyebab terjadinya cacat tissue paper pada proses produksi yaitu (1) faktor manusia seperti jenuh dengan proses yang monoton, kurang trampilnya operator, lemahnya
memonitoring; (2) Faktor Mesin seperti mesin penggulung tidak beroperasi secara maksimal dikarenakan melebihi kecepatan standar yaitu antara 450-500 meter/menit; (3) Faktor Bahan baku seperti: Bahan baku masih terdapat kotoran atau hasil penyortiran bahan baku kurang dilakukan dengan baik.; (4) Faktor Metoda seperti metoda yang digunakan kurang baik hanya melakukan inspeksi diakhir proses produksi saja.; dan (5) Faktor Lingkungan : temperatur ruangan tinggi dan bising dengan intensitas 85 desible.
2. Cacat tissue paper seperti cacat holes, wringkle, edgetearing dan uneven cut, dan cacat yang dominan adalah cacat holes sebesar 31% dan cacat wringkle sebesar 29%.
3. Dampak akibat cacat tissue paper secara internal kerugian waktu, kerugian bahan baku, dan kerugian target hasil produksi, sedangkan dampak eksternal delivery terlambat ke pelanggan dan perencanaan pesanan bahan baku ke supplier.
4. Tindakan perbaikan yang dilakukan perusahaan terkait permasalah cacat tissue paper seperti melakukan analisis sebab akibat (fish bone), analisis resiko dan management riview atau
brainstorming.
DAFTAR PUSTAKA
Arifianti, R. 2013. “Analisis kualitas produk sepatu Tomkins”, Jurnal Dinamika Manajemen. Vol. 4 No. 1, pp: 46-58.
Ayuni, D.; Siswandaru, K.; Nupikso, G. 2012. “Analisis penerapan statistical quality control pada beban
usaha PT. PLN”, Jurnal Organisasi dan Manajemen. Vol. 8 No. 1, pp: 22-31.
Bakhtiar, S.; Tahir, S.; dan Hasni, R.A. 2013. “Analisa pengendalian kualitas dengan menggunakan
metode statistical quality control (SQC)”, Malikussaleh Industrial Engineering Journal. ISSN 2302 934X, Vol 2 No. 1, pp.: 29-36.
Heizer, J.; Render, B. 2005. Manajemen Operasi. Edisi 7. Jakarta: Salemba Empat.
Kartika, H. 2013. “Analisis pengendalian kualitas produk CPE film dengan metode statistical process
control pada PT. MSI”, Jurnal Ilmiah Teknik Industri. Vol. 1, pp.: 50-58.
Pratiwi, Irnanda; Husin, Iskandar; Lazin, Muhammad, 2016, “Analisis Kualitas Chip untuk Bahan Baku
Pulp (Studi Kasus di PT. Tanjung Enim Lestari Pulp and Paper)”, Jurnal Desiminasi Teknologi, Vol.4, No. 1. Universitas Tridinanti Palembang.
Noor, Wildan M, 2016, “pengendalian kualitas crude palm oil perusahaan minyak kelapa sawit pt.
kalimantan sanggar pusaka dalam upaya mengendalikan tingkat kerusakan produk menggunakan alat bantu statistical process control”, Fakultas Ekonomi dan Bisnis Universitas Muhammadiyah Yogyakarta.
Vera Devani, Fitri Wahyuni, (2016), “Pengendalian Kualitas Kertas Dengan Menggunakan Statistical