PENERAPAN STATISTICAL PROCESS CONTROL (SPC)
DALAM ANALISIS PENGENDALIAN PROSES PRODUKSI CHICKEN
NUGGET DI PT. BELFOODS INDONESIA,
BOGOR JAWA BARAT
SKRIPSI
RINI HAPSARI
F24070088
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
APPLICATION OF STATISTICAL PROCESS CONTROL
IN PROCESS CONTROL ANALYSIS FOR CHICKEN NUGGET PRODUCTION PT. BELFOODS INDONESIA, BOGOR WEST JAVA
Rini Hapsari and Tien R. Muchtadi
Department of Food Science and Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO BOX 220, Bogor, West Java,
Indonesia.
Phone: +62 85880346455, E-mail: rini_hapsari@ymail.com
ABSTRACT
Statistical Process Control (SPC) is one of method that’s widely used in industry to control the production process. Process control is always associate with quality of finish products. PT. Belfoods Indonesia as one of meat processing company with chicken nugget as main product has used the quality system in each production process. The practice of this internship program used application of SPC, including the use of check sheets, Pareto diagram, Ishikawa diagram, graphs and control charts and scatter diagram for regression and correlation analysis. Chicken nugget ‘B’ is the product with highest defect between other nugget. Based on the interpretation of Pareto diagram, there are many curved shape product. Ishikawa diagram showed that the main cause factor is meatmix temperature setting and texture changes rapidly during storage. From result of the control chart, we knew that the temperature of dough after the mixing process, before forming and when forming process are out of control. This condition indicated that process production had loss controlled. Some of data collected also showed the temperature conditions are out of the company's specifications. Based on analysis of regression and correlation, the increased of dough temperature during forming process was very influential to product defect. The result of data collections and observation about meatmix texture and dough temperature during storage used to determine the place and time limits of storage should be done. Meatmix can’t be put on cold storage more than one hour. The final results of this study can be used to evaluate of production process control and prevent product defect.
Rini Hapsari. F24070088. Penerapan Statistical Process Control (SPC) dalam Analisis Pengendalian Proses Produksi Chicken Nugget Di PT. Belfoods Indonesia, Bogor Jawa Barat.Di bawah bimbingan Tien R. Muchtadi dan Nandang Hikmat. 2011
RINGKASAN
Perkembangan industri pangan nasional menunjukkan perkembangan yang cukup berarti. Saat ini industridituntut untuk dapat menyediakan produk–produk pangan olahan yang menarik dengan mutu yang baik, bergizi dan aman melalui tindak pengawasan maupun pengendalian proses produksi. PT. Belfoods Indonesia merupakan salah satu perusahaan yang bergerak di sektor pengolahan daging dan produk olahannya yang paling terkenal adalah chicken nugget.
Chicken nugget merupakan salah satu produk olahan daging ayam yang cukup digemari di masyarakat. Kandungan gizi tinggi serta cita rasanya yang khas menjadi alasan masyarakat untuk memilih produk ini menjadi menu makanan sehari-hari. Sebagai salah satu perusahaan besar yang mengutamakan dan menjaga konsistensi mutu produk yang dihasilkan, pengendalian mutu proses produksi secara statistikal sangat penting untuk dilakukan. Metode ini dikenal dengan nama Statistical Process Control (SPC).SPC merupakan suatu metode pengumpulan dan analisis data menggunakan data statistik berupa bagan pengendalian untuk memantau dan meningkatkan performansi proses dalam menghasilkan produk yang bermutu. Dalam analisanya, metode SPC menggunakan alat bantu statistika yang dikenal dengan istilah seventools. SPC dapat memperlihatkan kecenderungan akan timbulnya masalah pada proses produksi tersebut sehingga tindakan pencegahan dapat dilakukan.
Kegiatan magang ini dilakukan untuk menganalisis permasalahan yang terjadi sepanjang proses produksi chicken nugget terkait dengan tindakan pengendalian mutu proses yang selama ini terus ditingkatkan perusahaan. Pengendalian mutu difokuskan pada penerapan teknik-teknik statistik seperti diagram Pareto, diagram sebab akibat (Ishikawa diagram), bagan kendali serta analisis korelasi dan regresi linier untuk melihat hubungan antara dua variabel yang dianalisis.
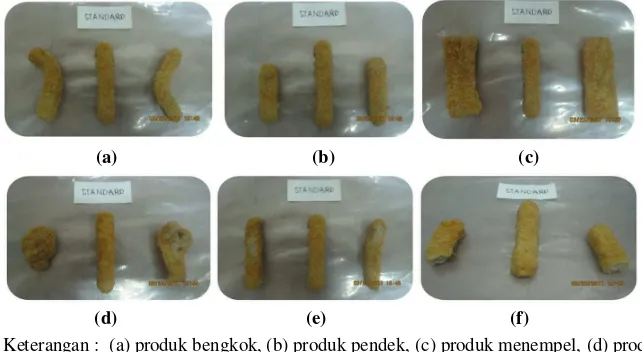
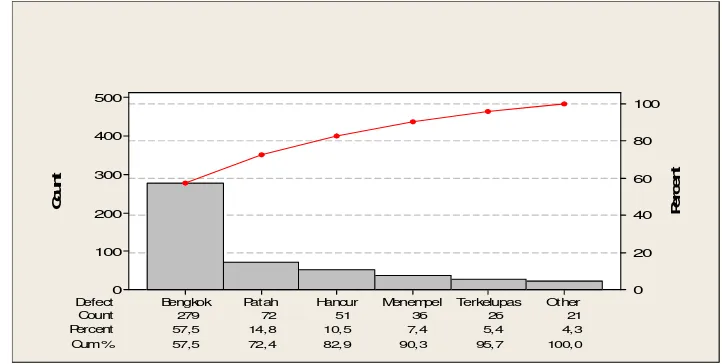
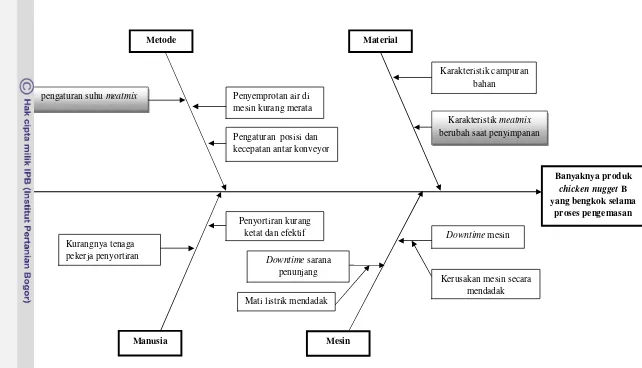
Hasil identifikasi awal permasalahan melalui kegiatan observasi lapang adalah ditemukannya banyak produk chicken nugget jenis B yang mengalami kerusakan. Kategori kerusakan produk meliputi bengkok, kecil, menempel, hancur, terkelupas dan patah. Hasil analisis data menggunakan diagram Pareto menunjukkan bahwa produk bengkok merupakan kategori kerusakan yang paling sering terjadi, yaitu mencapai 57,5%. Persentase tersebut jauh lebih tinggi dibandingkan jenis kerusakan lainnya. Setelah dilakukan pengamatan dan brainstorming bersama para karyawan produksi, diperoleh kesimpulan bahwa penyebab utama produk bengkok adalah suhu adonan campuran (meatmix) yang tidak teratur dan karakteristik meatmix yang sering berubah saat penyimpanan.
Hasil analisis korelasi dan regresi linier yang dilakukan menunjukkan bahwa terdapat hubungan yang kuat antara suhu meatmix saat proses pencetakan dengan persentase produk bengkok. Hubungan antara kedua variabel dapat dikatakan berkorelasi positif. Garis regresi yang dihasilkan adalah y= 7,367x + 38,89 dengan nilai R = 0,92. Karakteristik meatmix dianggap salah satu faktor yang menjadi penyebab suhu meatmixlebih cepat naik saat pencetakan. Melalui kegiatan pengamatan dan pendataan, dapat disimpulkan bahwa kondisi meatmix yang berair akan lebih cepat mengalami kenaikan suhu saat pencetakan. Dengan menggunakan analisa grafik diperoleh data kondisi terjadinya kenaikan suhu yaitu pada saat proses pencetakan. Langkah selanjutnya adalah melakukan pendataan suhu meatmix setiap 30 menit saat penyimpanan untuk menentukan batas waktu penyimpanan meatmix. Hasil akhir pendataan yang diinterpretasikan dalam bentuk grafik dan tabel menunjukkan bahwa suhu tengah meatmix cenderung stabil pada penyimpanan di suhu 4⁰C maupun pada suhu -20⁰C, sedangkan bagian luar menunjukkan perubahan suhu yang berbeda pada masing-masing tempat penyimpanan. Pada penyimpanan 4⁰C, suhu meatmix cenderung semakin meningkat dan karakteristik meatmix semakin lembek dan berair, sedangkan pada penyimpanan -20⁰C, suhu meatmix cenderung terus menurun dan karakteristik meatmix semakin keras bahkan beku (frozen).
PENERAPAN
STATISTICAL PROCESS CONTROL (SPC)
DALAM ANALISIS
PENGENDALIAN PROSES PRODUKSI
CHICKEN NUGGET
DI PT. BELFOODS
INDONESIA, BOGOR JAWA BARAT
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar SARJANA TEKNOLOGI PERTANIAN Pada Departemen Ilmu dan Teknologi Pangan,
Fakultas Teknologi Pertanian, Institut Pertanian Bogor
Oleh
RINI HAPSARI
F24070088
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul Skripsi : Penerapan Statistical Process Control (SPC) dalam Analisis Pengendalian Proses Produksi Chicken Nugget di PT.Belfoods Indonesia, Bogor Jawa Barat
Nama : Rini Hapsari
NIM : F24070088
Menyetujui,
Pembimbing I, Pembimbing II,
( Prof. Dr. Ir. Tien R. Muchtadi, MS) (Nandang Hikmat, S.TP) NIP 19480208 197701.2.001
Mengetahui,
Plt Ketua Departemen Ilmu dan Teknologi Pangan
(Dr. Ir. Nurheni Sri Palupi, M.Si) NIP 19610802 198703.2.002
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul Penerapan
Statistical Process Control (SPC) dalam Analisis Pengendalian Proses Produksi Chicken Nugget
di PT. Belfoods Indonesia, Bogor Jawa Barat adalah hasil karya sendiri dengan arahan Dosen Pembimbing Akademik, dan belum diajukan dalam bentuk apapun pada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, 12 Agustus 2011 Yang membuat pernyataan
©
Hak cipta milik Rini Hapsari, tahun 2011 Hak cipta dilindungiDilarang mengutip dan memperbanyak tanpa izin tertulis dari
Institut Pertanian Bogor, sebagian atau seluruhnya dalam bentuk apapun, baik cetak, fotokopi,
BIODATA PENULIS
KATA PENGANTAR
Puji dan syukur kehadirat Allah SWT yang telah menganugerahkan segala rahmat dan hidayahNya sehingga penulis dapat menyelesaikan praktek kerja magang selama 4 bulan dan menyelesaikan penyusunan skripsi yang berjudul “Penerapan Statistical Process Control (SPC) dalam Analisis Pengendalian Proses Produksi Chicken Nugget di PT. Belfoods Indonesia, Bogor Jawa Barat”.
Penyelesaian skripsi ini tidak terlepas dari bantuan, dukungan, serta dorongan dari berbagai pihak baik secara langsung maupun tidak langsung. Untuk itu, penulis ingin mengucapkan terima kasih kepada :
1. Keluarga tercinta, Ayah, Ibu, Tante, kakak dan adik serta seluruh keluarga atas limpahan kasih sayang dan dukungan moril serta materiil selama ini.
2. Prof. Dr. Ir. Tien R. Muchtadi, MS sebagai dosen pembimbing akademik atas segala arahan, dukungan, bimbingan, serta ilmu yang diberikan kepada penulis selama penulis menempuh pendidikan di ITP sampai terselesaikannya skripsi ini.
3. Nandang Hikmat, S.TP selaku pembimbing dan penguji skripsi atas bimbingan dan masukannya dalam perbaikan skripsi.
4. Dr. Ir. Yadi Haryadi, M.Sc selakupenguji skripsi atas waktu dan kesediaannya serta masukan yang bermanfaat untuk perbaikan skripsi.
5. Bapak Sobary selaku pembimbing lapang atas bimbingan dan arahannya selama penulis melaksanakan praktek kerja magang.
6. Bapak Iwan B. Indrawan, Ibu Rita Syafia, Ibu Irma Surmalia dan Ibu Lismawati atas bantuan dan perhatiannya selama 4 bulan. Terima kasih atas kesempatan yang telah diberikan kepada penulis sehingga penulis dapat belajar banyak hal selama ini.
7. Seluruh dosen dan staf pengajar Ilmu dan Teknologi Pangan (ITP), terima kasihatas ilmu dan pengetahuan yang diberikan selama 3 tahun di ITP.
8. Para karyawan produksi dan tim QC serta seluruh staf dan karyawan PT. Belfoods Indonesia atas bantuan, dukungan dan persahabatanselama 4 bulan sehingga penulis dapat banyak belajar dan berhasil mencapai target yang diinginkan selama melaksanakan magang.
9. Teman-teman seperjuangan di ITP. Terima kasih atas kebersamaan dan dorongan semangatnya yang telah membuat penulis merasa bangga menjadi keluarga besar ITP IPB
10.Para sahabat di Wisma Zulfa, Babakan Tengah atas dukungan dan kebersamaannya selama ini. 11.Para sahabat dan teman seperjuangan selama magang dan kuliah, Nadea, Chintia, Septiani, Dahlia,
Andini, Yudha, Deswanti, Vanya, Reisa, Puji, Imel, Chyntia Dewi, Elvita, Marvin, Hanna dan teman-teman lainnya yang turut membantu serta memberikan dukungan selama masa kuliah dan praktek kerja magang.
Semoga skripsi ini dapat bermanfaat dan memberi informasi bagi pembaca mengenai pengembangan ilmu pengetahuan dan teknologi serta informasi kemajuan perusahaan kedepannya.
Bogor, 12 Agustus 2011
Rini Hapsari
DAFTAR ISI
...
HalamanKATA PENGANTAR ... iii
DAFTAR ISI ...iv
DAFTAR TABEL ...vi
DAFTAR GAMBAR ... vii
DAFTAR LAMPIRAN ... viii
I. PENDAHULUAN ...1
A. LATAR BELAKANG ...1
B. TUJUAN ...2
C. MANFAAT ...2
II. TINJAUAN PERUSAHAAN ...3
A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN ...3
B. LOKASI PERUSAHAAN ...3
C. VISI DAN MISI PERUSAHAAN ...4
D. SISTEM MUTU PERUSAHAAN ...4
E. ORGANISASI PERUSAHAAN...6
F. KETENAGAKERJAAN ...9
G. PRODUK-PRODUK PERUSAHAAN ... 10
III. TINJAUAN PUSTAKA ... 12
A. CHICKEN NUGGET ... 12
B. STATISTICAL PROCESS CONTROL ... 14
C. DIAGRAM PARETO ... 14
D. BRAINSTORMING ... 15
E. DIAGRAM SEBAB AKIBAT ... 15
F. BAGAN KENDALI ... 17
G. ANALISIS KORELASI DAN REGRESI LINIER ... 18
IV. ASPEK PRODUKSI ... 20
A. BAHAN BAKU DAN PELENGKAP ... 20
B. BAHAN PENGEMAS ... 22
C. MESIN DAN PERALATAN PENGOLAHAN ... 22
D. SARANA PENUNJANG ... 24
E. PROSES PRODUKSI CHICKEN NUGGET ... 26
V. METODOLOGI ... 30
A. WAKTU DAN TEM PAT MAGANG ... 30
B. METODE PENGENDALIAN PROSES SECARA STATISTIK ... 30
VI. HASIL DAN PEMBAHASAN ... 33
A. OBSERVASI LAPANG ... 33
B. PENGUMPULAN DATA... 33
C. ANALISIS DATA ... 35
D. IDENTIFIKASI LANGKAH PERBAIKAN PROSES ... 53
VI. SIMPULAN DAN SARAN... 54
A. SIMPULAN ... 54
B. SARAN ... 55
DAFTAR PUSTAKA ... 56
LAMPIRAN ... 59
DAFTAR TABEL
Halaman
Tabel 1. Jadwal kerja PT. Belfoods Indonesia ... 10
Tabel 2. Daftar produk PT. Belfoods Indonesia ... 11
Tabel 3. Persyaratan chicken nugget (naget ayam) sesuai SNI 01-6683-002 ... 12
Tabel 4. Jenis bagan kendali ... 17
Tabel 5. Koefisien A2, D3 dan D4 untuk pembuatan bagan kendali ... 18
Tabel 6. Perubahan suhu meatmix dengan karakteristik berbeda ... 50
Tabel 7. Karakteristik meatmix chicken nugget B selama penyimpanan chiller ... 51
Tabel 8. Karakteristik meatmix chicken nugget B selama penyimpanan freezer ... 52
DAFTAR GAMBAR
Halaman
Gambar 1. Logo produk Belfoods... 11
Gambar 2. Contoh beberapa produk Belfoods ... 11
Gambar 3. Contoh struktur diagram sebab akibat ... 16
Gambar 4. Berbagai derajat korelasi yang ditunjukkan diagram pencar ... 19
Gambar 5. Skema alur proses pencetakan nugget di alat pencetak (forming-plate) di PT. Belfoods Indonesia ... 27
Gambar 6. Skema aplikasi mesin batter pada proses coating produk chicken nugget di PT. Belfoods Indonesia ... 28
Gambar 7. Skema aplikasi mesin breader pada proses coating produk chicken nugget di PT. Belfoods Indonesia ... 28
Gambar 8. Skema aplikasi continous deep frying pada proses penggorengan produk chicken nugget di PT. Belfoods Indonesia ... 29
Gambar 9. Diagram alir metode kerja magang di PT. Belfoods Indonesia... 32
Gambar 10. Perbandingan persentase kerusakan 3 jenis produk chicken nugget di PT. Belfoods Indonesia ... 34
Gambar 11. Jenis kerusakan chicken nugget B di PT. Belfoods Indonesia ... 35
Gambar 12. Diagram Pareto untuk jenis kerusakan chicken nugget B di PT. Belfoods Indonesia ... 36
Gambar 13. Proses jatuhnya produk cetakan dari moldplate pada proses pencetakan nugget ... 37
Gambar 14. Skema perpindahan produk nugget antarkonveyor setelah proses pencetakan ... 38
Gambar 15. Skema proses masuknya produk nugget ke dalam mesin continous frying selama proses penggorengan ... 38
Gambar 16. Skema produk nugget yang bertumpuk sebelum memasuki mesin IQF ... 38
Gambar 17. Diagram sebab akibat untuk produk chicken nugget B bentuk bengkok di ruang pengemasan berdasarkan hasil brainstorming ... 42
Gambar 18. Bagan kendali X-R suhu meatmix chicken nugget B setelah proses mixing ... 45
Gambar 19. Bagan kendali X-R suhu meatmix chicken nugget B sebelum proses pencetakan ... 46
Gambar 20. Bagan kendali X-R suhu meatmix chicken nugget B saat proses pencetakan ... 47
Gambar 21. Kurva korelasi dan regresi linier suhu meatmix dengan terjadinya produk bengkok ... 49
Gambar 22. Grafik perubahan suhu meatmix pada penyimpanan chiller ... 51
Gambar 23. Grafik perubahan suhu meatmix pada penyimpanan freezer ... 52
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Struktur organisasi PT. Belfoods Indonesia ... 60
Lampiran 2. Denah penataan ruang pengolahan chicken nugget di PT. Belfoods Indonesia ... 61
Lampiran 3. Diagram alir proses pengolahan chicken nugget di PT. Belfoods Indonesia ... 62
Lampiran 4. Lembar pengumpul data (check sheet) ... 63
Lampiran 5. Hasil pengambilan data total jenis kerusakan produk chicken nugget B di PT. Belfoods Indonesia ... 68
Lampiran 6. Tabel data pengukuran suhu meatmix setelah proses mixing ... 69
Lampiran 7. Tabel data pengukuran suhu meatmix sebelum proses pencetakan... 70
Lampiran 8. Tabel data pengukuran suhu meatmix saat proses pencetakan ... 71
Lampiran 9. Tabel data persentase produk rusak (bengkok) ... 72
Lampiran 10. Contoh perhitungan nilai CL, UCL dan LCL untuk bagan kendali X-R... 73
Lampiran 11. Data pengukuran suhu meatmix di ruang penyimpanan ... 75
1
I.
PENDAHULUAN
A.
LATAR BELAKANG
Seiring pesatnya perkembangan industri sektor makanan olahan di Indonesia, diperlukan upaya untuk terus mempertahankan kualitas produk yang dihasilkan. Kualitas suatu produk merupakan salah satu faktor penting dalam meningkatkan daya saing produk, selain biaya produksi dan ketepatan waktu produksi (Nasution 2005). Industri pengolahan pangan yang mengutamakan kualitas tentunya akan melakukan tindakan pengendalian proses untuk terus menjaga kualitas produk yang dihasilkannya. Atas dasar inilah, permasalahan kerusakan produk chicken nugget di PT. Belfoods Indonesia menjadi permasalahan yang diangkat dalam praktek kerja magang terkait resiko penurunan mutu yang dapat terus terjadi tanpa dilakukannya tindak pengendalian yang efektif.
Mutu merupakan faktor utama yang harus manjadi perhatian suatu industri pengolahan pangan. ISO – 9000 mendefinisikan mutu sebagai derajat dari serangkaian karakteristik produk atau jasa yang memenuhi kebutuhan atau harapan yang dinyatakan (Suardi 2001 diacu dalam Muhandri dan Kadarisman 2006). Untuk dapat menghasilkan produk yang bermutu, kegiatan pengendalian mutu perlu ditingkatkan. Pengendalian mutu merupakan teknik-teknik dan kegiatan operasional yang digunakan untuk memenuhi persyaratan mutu. Kegiatan ini mencakup: (1) monitoring suatu proses, (2) melakukan tindakan koreksi bila terdapat ketidaksesuaian dan (3) menghilangkan penyebab timbulnya ketidaksesuaian.
Salah satu prosedur pengendalian mutu yang dapat digunakan oleh industri pengolahan adalah pengendalian proses secara statistika (Statistical Process Control/SPC). Menurut Bhuyan (2007), pengendalian proses merupakan suatu teknik pengaturan output jika terjadi penyimpangan dari level yang diinginkan. SPC menurut Gaspersz (1998) adalah suatu metodologi pengumpulan dan analisa data kuantitatif, serta penentuan dan interpretasi dari pengukuran-pengukuran yang telah dilakukan yang dapat menjelaskan proses dalam peningkatan kualitas produk untuk memenuhi kebutuhan dan ekspektasi pelanggan.
Statistik pada dasarnya merupakan alat bantu untuk memberi gambaran atas suatu kejadian melalui bentuk sederhana, baik berupa angka-angka maupun grafik-grafik (Irianto 2008). Penggunaan statistik memungkinkan evaluasi terhadap proses produksi dapat dilakukan secara logis dan obyektif serta memudahkan pengambilan kesimpulan tentang perlunya dilakukan suatu tindakan untuk menjaga proses produksi tetap dalam kondisi yang dikehendaki. Menurut Saefuddin et al. (2010), dalam menghadapi persaingan di dunia industri dan bisnis, statistika menjadi ujung tombak yang dapat diandalkan.
2
B.
TUJUAN
1.
Umum
Mengaplikasikan ilmu pengetahuan dan keterampilan yang diperoleh di perguruan tinggi untuk mengidentifikasi permasalahan sepanjang proses produksi, menganalisa faktor penyebab terjadinya permasalahan yang terjadi serta mampu memberikan langkah penyelesaian yang dapat dilakukan perusahaan untuk melakukan evaluasi maupun perbaikan proses produksi ke depannya.
2.
Khusus
- Mempelajari aspek produksi chicken nugget baik dari bahan baku serta teknologi proses produksi yang digunakan sampai pada proses penyimpanan produk akhir (finish product). - Melakukan observasi lapang untuk menentukan ruang lingkup permasalahan yang akan
dibahas melalui pengamatan kondisi proses produksi chicken nugget sampai produk akhir yang dihasilkan.
- Melakukan pengumpulan data dan analisis sumber penyebab terjadinya kerusakan serta analisis pengendalian menggunakan data-data statistika.
C.
MANFAAT
Setelah tujuan dari kegiatan magang tercapai, maka diharapkan pihak pelaksana maupun perusahaan dapat memperoleh manfaat antara lain :
1. Mahasiswa dapat mengembangkan pengetahuan dan kemampuannya dalam menganalisis masalah yang terjadi di suatu industri pengolahan pangan.
2. Perusahaan dapat mengambil tindakan dari langkah perbaikan yang telah disusun untuk diaplikasikan sebagai solusi perbaikan proses.
3
II.
TINJAUAN PERUSAHAAN
A.
SEJARAH DAN PERKEMBANGAN PERUSAHAAN
PT. Belfoods Indonesia merupakan perusahaan pengolahan makanan terkemuka yang berlokasi di Bogor, Jawa Barat. Perusahaan ini bergerak di bidang pengolahan pangan khususnya produk olahan daging dengan produk utama yang dihasilkan adalah chicken nugget. Perusahaan ini merupakan bagian dari Sierad Produce, suatu perusahaan integrasi dalam bidang peternakan ayam.
Perusahaan ini mulai berdiri pada tahun 1997 sebagai perusahaan dagang umum (General Trade Company) dengan nama PT. Askar Murda Sukses yang memulai operasinya sebagai distributor untuk produk makanan beku (frozen food) yang pada saat itu diproduksi oleh PT. Sierad Produce. Pada tahun 2000, PT. Askar Murda Sukses mulai melakukan pembuatan produk olahan daging lanjutan dan pada bulan Mei 2002, perusahaan ini secara resmi berganti nama menjadi PT. Belfoods Indonesia dan mengkonsolidasikan posisinya sebagai produsen dan distributor produk makanan olahan berkualitas tinggi.
PT. Belfoods Indonesia berdiri di atas lahan seluas 5 ha dengan bangunan fisik seluas 3,5 ha. Saat ini, PT. Belfoods Indonesia telah memiliki fasilitas pabrik pengolahan nugget, sausage, beef patty, meat ball dan bakery. Produk yang dihasilkan PT. Belfoods Indonesia sudah memenuhi standar keamanan pangan dan regulasi pemerintah (BPOM) serta bersertifikat Halal dari MUI (Majelis Ulama Indonesia). Quality System di PT. Belfoods Indonesia telah memenuhi standar HACCP (Hazard Analysis Critical Control Point) dan GMP (Good Manufacturing Practices) yang telah diterima oleh berbagai International Chain Restaurant.
Sebagai perusahaan skala menengah yang terus berkembang, PT. Belfoods Indonesia telah mendominasi sepertiga pasar produk makanan beku di Indonesia. Dengan mengandalkan produk makanan olahan, terutama chicken nugget, manajemen Belfoods mengklaim menguasai 30% pangsa pasar chicken nugget. Sebagai informasi, 80% pangsa pasar chicken nugget dikuasai oleh tiga perusahaan, termasuk Belfoods. Perusahaan ini bertujuan menjadi salah satu pemain regional terbesar di Industri makanan dan minuman yang berfokus pada makanan siap saji. Kualitas produk yang konsisten dan harga yang kompetitif merupakan keuntungan strategis perusahaan yang utama (Company Profile BFI 2010).
B.
LOKASI PERUSAHAAN
PT. Belfoods Indonesia terbagi menjadi dua bagian yaitu bagian pabrik dan bagian kantor pemasaran. Bagian pabrik berlokasi di Perumahan Citra Indah Kav. PA 2-3 Jl. Raya Jonggol km 23,3 Kecamatan Jonggol, Bogor Jawa Barat. Bagian kantor pemasaran berlokasi di Gedung Plaza City lantai 2 Kemang Timur, Jakarta Selatan. Lokasi pabrik cukup berjauhan dengan jalan raya. Bangunan pabrik berada di sekeliling hutan dan sungai dan berhadapan dengan bangunan sekolah dan perumahan. Namun lokasi pabrik dengan perumahan penduduk berjarak sekitar 500 meter sehingga tidak mengganggu kegiatan produksi maupun kehidupan penduduk sekitarnya.
4
Seluruh bagian pabrik utama berada di lantai bawah, namun terpisah dengan bagian kantor. Bagian kantor meliputi semua departemen kecuali pemasaran (marketing). Selain bangunan utama pabrik, terdapat juga bangunan dan fasilitas penunjang lainnya yang terletak di sekitar bangunan pabrik seperti pos keamanan, mushola, kantin, koperasi, mess karyawan, laundry, bangunan gudang, instalasi pengolahan air, kolam ikan, lapangan parkir dan unit pengolahan limbah yang berada dekat dengan kolam-kolam ikan dan aliran sungai di belakang pabrik.Penataan ruang produksi atau pengolahan diatur secara sistematis berdasarkan urutan kerja, yaitu ruang penerimaan dan penyimpanan bahan baku atau disebut gudang bahan baku, ruang preparasi I, ruang preparasi II, ruang pencetakan (forming), ruang penggorengan dan pemanasan atau pemanggangan (frying dan baking), ruang pengemasan (packing) dan ruang penyimpanan produk akhir (finish good warehouse). Gambaran umum denah penataan ruang pengolahan chicken nugget terdapat pada Lampiran 2.
C.
VISI DAN MISI PERUSAHAAN
Sebagai perusahaan pengolahan pangan yang terus berkembang, PT. Belfoods Indonesia memiliki visi dan misi dalam rangka menjalankan sistem mutu dan konsistensi produk yang dihasilkan. Visi perusahaan adalah “menjadi perusahaan pangan terkemuka di Indonesia untuk meningkatkan kualitas hidup masyarakat dan memberikan manfaat yang berkesinambungan kepada para pemegang saham”. Perusahaan memiliki beberapa misi, antara lain:
- Menghasilkan produk yang berkualitas tinggi dengan harga terjangkau - Menciptakan nilai bagi mitra bisnis melalui proses yang bertaraf internasional
- Merekrut, mengembangkan dan memberikan penghargaan kepada para profesional yang berprestasi dalam lingkungan kerja
- Menjalankan tata kelola perusahaan yang berkontribusi terhadap lingkungan, kesehatan dan keselamatan kerja
D.
SISTEM MUTU PT. BELFOODS INDONESIA
PT. Belfoods Indonesia telah menerapkan sistem mutu yang baik dengan adanya kerjasama antardepartemen khususnya yang berhubungan dengan kualitas produk yang dihasilkan yaitu departemen produksi dengan departemen QA/QC. Perusahaan ini juga telah mengembangkan Critical Control Point (CCP) sepanjang proses produksi dalam rangka penerapan HACCP. Sistem GMP telah diterapkan dengan baik melalui adanya Standard Operating Procedures (SOP) dan Sanitation Standard Operating Procedures (SSOP) di setiap ruangan produksi dan setiap titik proses produksi. Dalam menjaga keberlangsungan sistem mutu perusahaan, PT. Belfoods Indonesia telah memiliki beberapa komponen meliputi kebijakan mutu, standar kualitas dan Quality Control Circle (QCC).
1.
Kebijakan Mutu
5
2.
Standar Kualitas
PT. Belfoods Indonesia memberikan jaminan kualitas yang dimulai dari pemilihan supplier yang berkomitmen dalam menyediakan bahan baku bermutu tinggi. Semua bahan baku yang akan digunakan terlebih dahulu telah melalui proses pemeriksaan sesuai dengan target kualitas dan spesifikasinya. Proses produksi dilakukan dengan menggunakan mesin berteknologi modern dan selama proses produksi dilakukan pengecekan kualitas secara kontinyu oleh tim Quality Control, sehingga menjamin konsistensi kualitas produk yang dihasilkan. Produk-produk yang dihasilkan selalu disimpan dalam cold storage dan didistribusikan dengan kondisi beku bersuhu -20⁰C sampai dengan -18⁰C.
3.
QCC
Dalam menerapkan sistem mutu dan perbaikan secara terus-menerus, PT. Belfoods Indonesia telah melaksanakan sistem Quality Control Circle (QCC) yaitu suatu sistem penanggulangan masalah yang ditemukan atau dihadapi melalui adanya kegiatan diskusi berkesinambungan dan menerapkan teknik perbaikan dalam menyelesaikan permasalahan tersebut. Dalam penerapannya, digunakan tujuh alat bantu dalam menganalisis penyebab masalah sampai identifikasi langkah perbaikan yang harus dilakukan, meliputi penggunaan lembar pengumpul data, stratifikasi, diagram Pareto, diagram sebab akibat, histogram, diagram pencar (scatter diagram) serta grafik dan bagan kendali. Diadakannya kegiatan QCC setiap tahun ini juga bertujuan memberikan sarana bagi para karyawan untuk berkembang dengan belajar serta meningkatkan pengetahuan dan kemampuannya di tempat kerja.
PT. Belfoods Indonesia telah melakukan kerjasama dengan berbagai restoran bertaraf internasional di Indonesia. Untuk terus menjaga sistem mutu dan kualitas produk, pihak restoran melakukan sistem audit secara rutin dan berkala melalui tindak pengontrolan mulai dari persiapan bahan baku, proses produksi sampai penanganan produk akhir. Sistem audit juga diterapkan secara internal setiap bulannya. Auditor merupakan karyawan di suatu departemen yang melakukan audit di departemen lainnya. Sistem audit meliputi pengecekan kondisi ruang, dokumentasi terkait tugas departemen yang diaudit dan wawancara terhadap karyawan dalam departemen tersebut. Audit internal yang berhubungan dengan proses produksi juga dilakukan untuk menjaga konsistensi proses sampai dengan produk akhir yang dihasilkan. Pihak auditor juga melakukan pengecekan terhadap terlaksananya SOP dan SSOP di setiap tahap proses produksi.
Diberlakukannya audit internal di perusahaan juga bertujuan membiasakan para karyawan menghadapi kegiatan audit dari pihak luar baik pihak restoran, kegiatan kunjungan, auditor SJH (Sistem Jaminan Halal) maupun audit ISO yang saat ini sedang berlangsung di perusahaan. Sistem mutu PT. Belfoods Indonesia telah memenuhi standar GMP (Good Manufactring Practices) dan HACCP (Hazard Analysis Critical Control Point) sebagai syarat mutu dan keamanan pangan serta dalam tahap sertifikasi ISO 22000:2005 dalam rangka terus menjamin keamanan produk dan sistem perbaikan yang berkesinambungan. ISO 22000:2005 merupakan suatu sistem baru yang mencakup HACCP dan ISO 9001 serta beberapa sistem lain yang sejenis dari standar berbagai negara di Eropa dan Amerika.
E.
ORGANISASI PERUSAHAAN
6
untuk pengaturan tugas, tanggung jawab dan wewenang terhadap operasi perusahaan. Struktur organisasi di PT. Belfoods Indonesia dapat dilihat pada Lampiran 1.Dalam melaksanakan seluruh kegiatannya, PT. Belfoods Indonesia dikepalai oleh seorang Bussiness Unit Head (BUH) atau direktur utama yang bertanggung jawab terhadap pengawasan keberlangsungan seluruh kegiatan. BUH dibantu oleh beberapa departemen utama, yaitu bagian kesekretariatan, procurement, Human Resource and General Affair (HR & GA), bussiness development dan unit finance control yang memiliki tugas dan tanggung jawab masing-masing dalam menunjang kegiatan BUH. Secara langsung, BUH juga membawahi seorang general manager yang bertanggung jawab terhadap kegiatan pemasaran dan penjualan produk dan dua senior manager, yaitu senior manager Research and Development (R&D) yang secara langsung bertanggung jawab terhadap kegiatan pengawasan proses serta pengembangan produk dan senior manager manufacture yang bertanggung jawab terhadap berlangsungnya proses produksi mulai dari persiapan bahan baku sampai produk akhir atau sering disebut plan manager.
Senior manager R&D secara langsung membawahi 3 departemen (4 bagian) yaitu R&D bagian produk, R&D bagian premix dan QA/QC (bagian QA dan QC). Sedangkan senior manager manufacture secara langsung membawahi 4 departemen yaitu produksi, PPIC (production planning inventory control), engineering dan warehouse. Dalam menunjang setiap kegiatannya, terdapat juga departemen lainnya seperti bagian Information Technology (IT) dan accounting yang akan dijelaskan pada pembahasan berikutnya.
Ruang lingkup pembahasan organisasi perusahaan ini akan terfokus pada departemen-departemen yang berhubungan langsung dengan kegiatan pengolahan produk, pengawasan sampai dengan pemasaran yang berada di pabrik pengolahan dan kantor pemasaran. Berikut ini akan dijabarkan uraian singkat mengenai beberapa departemen di PT. Belfoods Indonesia serta gambaran pengaturan tugas dan tanggung jawab-nya masing-masing.
1.
Produksi
Departemen ini merupakan departemen utama yang bertanggung jawab atas proses produksi. Departemen ini memiliki 5 bagian proses pengolahan yaitu pengolahan nugget dan patty, produk bakery, kornet dan baso (line dim sum), produk beef dan produk sosis. Setiap line proses memiliki seorang supervisor dan keseluruhan line pengolahan dikepalai oleh seorang manager produksi. Departemen ini sangat bertanggung jawab terhadap keberlangsungan proses produksi mulai dari persiapan bahan baku sampai penyimpanan produk akhir. Departemen produksi juga harus mempertanggungjawabkan hasil produksi, mutu produk, serta efisiensi waktu dan material sesuai target perusahaan. Oleh karena itu, dilakukan kerja sama dengan departemen QA/QC untuk mendapatkan produk akhir yang optimal, bermutu tinggi serta sesuai spesifikasi yang ditargetkan perusahaan.
2.
Research and Development (R&D)
7
a. R&D productR&D bagian produk bertanggung jawab terhadap ide dan pengembangan produk meliputi inovasi produk baru maupun pengembangan produk yang telah ada. Bagian ini juga memiliki tugas dan tanggung jawab terhadap pelaksanaan trial baik dalam skala laboratorium maupun skala produksi, menentukan parameter proses, penetapan komposisi bahan-bahan serta metode kerja yang harus dilakukan terhadap produk baru, melakukan presentasi hasil terhadap pengembangan produk yang dilakukan serta memberikan training kepada pekerja dan operator terkait pelaksanaan produksi produk baru skala produksi.
b. R&D premix
R&D bagian premix bertanggung jawab terhadap pengembangan serta konsistensi formulasi bumbu maupun bahan penunjang produk. Bagian ini juga memiliki tugas dan tanggung jawab terhadap trial penggunaan formulasi bahan atau bumbu baru terhadap produk yang telah ada serta pengawasan terhadap cita rasa dan karakteristik produk yang dihasilkan.
3.
Quality Assurance dan Quality Control (QA/QC)
Departemen ini bertanggung jawab dalam pengawasan kualitas produk, parameter proses dan kondisi lingkungan produksi. Departemen ini terbagi menjadi dua bagian yaitu bagian QA dan QC dimana setiap bagian juga terbagi lagi sesuai dengan tugas dan kewajibannya.
a. Quality Assurance (QA)
Bagian QA memiliki tugas dan tanggung jawab terhadap terlaksananya GMP (Good Manufacturing Practices) dan HACCP (Hazard Analysis Critical Control Point). mengontrol dokumen, menyiapkan hal-hal yang terkait dalam urusan registrasi halal dan departemen kesehatan serta melakukan pengawasan terhadap sanitasi lingkungan pabrik, peralatan dan para pekerja pabrik serta penyusunan SOP dan SSOP. Dalam menjalankan sistem mutu secara keseluruhan, pihak QA juga bertugas melaksanakan audit internal terkait pengawasan proses produksi dan sistem kerja dengan melakukan kerjasama dengan departemen lain seperti R&D dan produksi.
b. Quality Control (QC)
Bagian QC bertugas mengawasi proses produksi melalui pengecekan standar mutu proses produksi dan bertanggung jawab terhadap kualitas dan keamanan produk sehingga produk yang dihasilkan diharapkan dapat memenuhi standar mutu dan keamanan pangan. Dalam pelaksanaan tugasnya, QC terbagi lagi menjadi dua bagian yaitu QC bagian laboratorium dan QC bagian line proses.
1. QC laboratorium
8
2. QC line prosesQC bagian line proses bertugas melakukan analisis yang harus dilakukan secara langsung selama proses produksi berlangsung seperti pengukuran suhu bahan baku, bahan penunjang sampai suhu produk, menimbang bobot produk sampel serta melakukan pengecekan suhu proses seperti suhu penggorengan dan pembekuan untuk memastikan suhu proses tidak drop atau berada di bawah standar maksimal perusahaan. QC line proses juga bertugas melakukan analisis sensori meliputi penampakan, tekstur, rasa dan aroma produk di ruang uji yang tersedia.
4.
Production Planning and Inventory Control (PPIC)
Departemen ini bertanggung jawab dalam penyediaan seluruh bahan baku hingga bahan kemasan serta perlengkapan penunjang yang diperlukan produksi selama proses produksi berlangsung. Tugas lain departemen ini adalah membuat perencanaan produksi setiap minggu dalam suatu jadwal pesanan kerja atau Work Order (WO) mingguan sesuai dengan permintaan pasar. Dalam pelaksanaan tugasnya, departemen ini menjadi penghubung antara pihak marketing dengan bagian produksi untuk memenuhi pesanan produksi sesuai jumlah dan jangka waktu yang diinginkan.
5.
Engineering
Departemen ini bertanggung jawab terhadap teknologi fasilitas produksi berikut penunjangnya seperti mesin, supply uap, air dan listrik agar tetap dalam keadaan baik dan dapat berfungsi dengan optimal selama proses produksi berlangsung. Departemen ini memiliki pembagian tugas untuk masing-masing staf yang tersusun dalam tabel pembagian kerja. Dalam pembagian tugasnya, karyawan bagian engineering selalu berkeliling di sepanjang line proses pengolahan untuk memantau kondisi proses. Jika terdapat ketidakstabilan suhu atau kerusakan mesin, bagian ini harus dengan segera melakukan penanganan melalui tindakan yang tepat agar proses produksi dapat kembali berjalan dengan normal.
6.
Warehouse
Departemen ini bertanggung jawab terhadap penerimaan, penyimpanan serta pengeluaran barang seperti produk jadi, bahan baku dan pelengkap, bahan-bahan penunjang produksi serta stock material maupun produkdari dalam gudang. Tugas lain dari departemen ini adalah melakukan dokumentasi terkait sistem penggudangan meliputi keluar masuknya barang serta memastikan berjalannya sistem FEFO (First Expired First Out) maupun FIFO (First In First Out) yang harus diterapkan selama penyimpanan dan distribusi barang dalam gudang.
7.
HR-GA
9
sedangkan bagian Legal bertanggung jawab atas keseluruhan aspek hukum yang berhubungan dengan perusahaan, terkait dengan kegiatan maupun dokumentasi. Aspek hukum antara lain mengenai perizinan dengan pemerintah, sewa tanah dan gedung.Departemen ini dikepalai oleh seorang manajer yang bertanggung jawab atas penerapan kedisiplinan karyawan secara berkesinambungan, mengkoordinasikan pembukuan keluar masuk barang, melakukan koordinasi dengan security dan seluruh karyawan serta menyusun laporan administrasi keuangan pabrik secara lengkap.
8.
Accounting
Departemen ini bertanggung jawab atas keuangan perusahaan meliputi pembiayaan, pembayaran pajak, kegiatan pembukuan dan hal-hal yang terkait dengan administrasi kantor. Kegiatan departemen ini meliputi pengaturan cash flow perusahaan, memproses perpajakan perusahaan, menyiapkan laporan keuangan, analisis keuangan serta mengatur neraca keuangan dan account perusahaan secara rutin. Selain itu, departemen ini juga bertanggung jawab terhadap kegiatan penentuan biaya mutu perusahaan melalui kerjasama dengan pihak pembelian barang departemen produksi dan engineering.
9.
Information Technology (IT)
Departemen ini bertanggung jawab dalam mendukung teknologi informasi antar departemen dan dengan pihak luar melalui pengadaan perangkat komunikasi seperti komputer, hardware, software dan pengadaan jaringan (network) sesuai dengan kebutuhan karyawan. Departemen ini juga bertanggung jawab terhadap kelancaran berlangsungnya kegiatan informasi teknologi perusahaan setiap saat.
10. Marketing& Sales
Departemen marketing berada di kantor pemasaran di Jakarta. Departemen ini bertanggung jawab terhadap keseluruhan kegiatan pemasaran dan penjualan produk-produk perusahaan. Kegiatan departemen ini meliputi berbagai aspek pemasaran antara lain menentukan strategi pemasaran dalam pencapaian target penjualan, menetapkan target-target penjualan dan terus membina hubungan baik dengan konsumen, distributor maupun pihak advertising agency. Dalam melaksanakan kegiatan promosi dan pengembangan pemasaran, departemen ini memiliki bagian penjualan (sales) dengan menempatkan Sales Promotion Girl (SPG) di beberapa factory outlet yang tersebar di berbagai kota. Kegiatan ini terbangun dalam suatu sistem Sales Management untuk menetapkan target-target promosi dan penjualan produk.
F.
KETENAGAKERJAAN
PT. Belfoods Indonesia memiliki total 682 karyawan yang tersebar di berbagai departemen dan tingkatan dalam perusahaan baik kantor pemasaran maupun pabrik pengolahan. Di pabrik pengolahan sendiri terdapat 458 karyawan dengan status tetap maupun kontrak.
10
minggu diterapkan setengah hari kerja pada shift 2 dan shift 3. Pengaturan jam kerja ini bertujuan untuk tetap menjaga tercapainya target permintaan dari pihak pemasaran (marketing). Pengaturan jam kerja karyawan dapat dilihat pada Tabel 1.Tabel 1. Jadwal kerja PT. Belfoods Indonesia
PembagianKaryawan Senin – Jumat Sabtu Minggu
Bagian Produksi
Shift 1 07.00 - 15.00 WIB 07.00 - 12.00 WIB
Shift 2 15.00 - 23.00 WIB 12.00 - 17.00 WIB 15.00 - 23.00 WIB Shift 3 23.00 - 07.00 WIB - 23.00 - 07.00 WIB Office (non produksi) 08.00 - 17.00 WIB Libur Libur
Perusahaan juga memberlakukan sistem lembur dengan adanya surat perintah dan pemberlakuan waktu cuti yang berhak diperoleh karyawan sesuai dengan masa kerjanya. Seluruh karyawan baik karyawan tetap maupun kontrak mendapatkan fasilitas dan tunjangan dari perusahaan berupa tunjangan gaji, makan siang, fasilitas bis jemputan atau penggunaan mobil kantor, mess serta tunjangan kesehatan.
G.
PRODUK – PRODUK PERUSAHAAN
Sampai saat ini, PT. Belfoods Indonesia telah memiliki 24 varian produk yang telah terdaftar di BPOM. Produk-produk tersebut meliputi chicken nugget, ayam goreng, kornet, sosis dan bakery. Semua jenis produk ini telah mendapatkan sertifikat MD dari BPOM dan telah bersertifikat halal dari MUI. Setiap jenis produk nugget yang diproduksi di perusahaan ini memiliki perbedaan bentuk, bahan-bahan maupun formula (premix) yang digunakan. Beberapa contoh produk PT. Belfoods Indonesia dapat dilihat pada Gambar 2.
Selain produk internal, PT. Belfoods Indonesia juga telah menjadi pemasok resmi produk-produk olahan daging untuk berbagai restoran siap saji bertaraf internasional diantaranya Mc Donald’s, Burger King, Wendys dan Pizza Hut. Belfoods juga telah menjalin kerjasama dengan Baba Rafi sebagai pemasok daging kebab. Dalam waktu dekat, PT. Belfoods Indonesia juga akan melakukan kerjasama dengan KFC dan A&W Restaurant sebagai supplier produk nugget dan patty.
11
Gambar 1. Logo produk BelfoodsGambar 2. Contoh beberapa produk Belfoods
Tabel 2. Daftar produk PT. Belfoods Indonesia
No Jenis Produk Merek
1 Chicken Corned
Belfoods Royal 2 Chicken Nugget Stick
3 Chicken Nugget Hot and Spicy 4 Crispy Karaage
5 Chicken Nugget 'S' 6 Chicken Nugget Drummies 7 Golden Fillet
8 Nugget Cheezy Bites 9 Cordon Bleu
10 Chicken Nugget Ceria
Belfoods Favourite 11 Chicken Nugget Safari
12 Fried Potato 13 Crisp Fried Chicken 14 Chicken Popcorn 15 Spicy Wings 16 Plain Steam Bum 17 Chocolate Steam Bum 18 Beef Sausage 19 Chicken Nugget 20 Chicken Nugget Stick 21 Chicken Nugget Number 22 Chicken Nugget Small
Belfoods Uenaaak 23 Chicken Nugget Stick
12
III.
TINJAUAN PUSTAKA
A.
CHICKEN NUGGET
Menurut Standar Nasional Indonesia tahun 2002, chicken nugget (naget ayam) adalah produk olahan ayam yang dicetak, dimasak dan dibekukan, dibuat dari campuran daging ayam giling yang diberi bahan pelapis dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan yang diizinkan. Kandungan gizi chicken nugget meliputi protein, lemak dan karbohidrat. Secara lengkap, persyaratan mengenai chicken nugget sesuai SNI terdapat pada Tabel 3.
Tabel 3. Persyaratan chicken nugget (naget ayam) sesuai SNI 01-6683-002 (Badan Standardisasi Nasional 2002)
No Jenis Uji Satuan Persyaratan
1 Keadaan
1.1 Aroma - normal, sesuai label
1.2 Rasa - normal, sesuai label
1.3 Tekstur - Normal
2 Benda asing tidak boleh ada
3 Air %, b/b maks. 60
4 Protein %, b/b min. 12
5 Lemak %, b/b maks. 20
6 Karbohidrat %, b/b maks. 25
7 Kalsium (Ca) mg/100 g
8 Bahan tambahan makanan
8.1 Pengawet - sesuai dengan
8.2 Pewarna - SNI 01-0222-1995
9 Cemaran logam
9.1 Timbal (Pb) mg/kg maks. 2,0
9.2 Tembaga mg/kg maks. 20,0
9.3 Seng (Zn) mg/kg maks 40,0
9.4 Timah mg/kg maks 40,0
9.5 Raksa (Hg) mg/kg maks 0,03
10 Cemaran Arsen (As) mg/kg maks 1,0 11 Cemaran mikroba
11.1 Angka Lempeng Total koloni/g maks. 5 x 104
11.2 Coliform APM/g maks. 10
11.3 E. Coli APM/g < 3
11.4 Salmonella /25 g Negatif
13
Proses Pembuatan Chicken NuggetNugget merupakan salah satu bentuk produk beku siap saji, yaitu produk yang telah mengalami pemanasan sampai setengah matang (precooked), kemudian dibekukan (Astawan 2008). Pada dasarnya nugget merupakan suatu produk olahan daging berbentuk emulsi, yaitu emulsi minyak di dalam air, seperti halnya produk sosis dan bakso. Nugget dibuat dari daging giling yang diberi bumbu, dicampur bahan pengikat, kemudian dicetak menjadi bentuk tertentu, dikukus, dipotong dan diselimuti perekat tepung (battering) dan dilumuri tepung roti (breading) (Astawan 2008).
Alat yang digunakan untuk pembuatan emulsi berupa mesin chopper, alat yang sama dalam pembuatan pasta bakso. Selanjutnya emulsi dan daging giling dicampur bersamaan dengan bumbu lain sehingga terbentuk adonan (meatmix). Pada skala industri tahapan ini kadang digunakan gas CO2 atau yang sejenis untuk mendapatkan meatmix dengan suhu tertentu agar
mudah untuk dicetak atau disimpan terlebih dahulu di ruangan dingin (Anonim 2008).Menurut Owens (2010), tujuan penggilingan ini adalah meningkatkan luas permukaan daging untuk membantu ekstraksi protein. Tahap ini sangat penting karena jika tidak ada protein yang terekstrak, maka serpihan daging tidak dapat saling berikatan selama proses pemasakan dan menghasilkan produk dengan tekstur yang tidak kuat. Dalam proses penggilingan dan sebelum pencetakan, suhu harus diturunkan untuk memudahkan proses pencetakan. Jika suhu tidak cukup dingin, maka adonan akan menjadi terlalu lembek dan tidak akan memberikan bentuk yang diinginkan saat dicetak (Owens 2010).
Setelah proses penggilingan, pencampuran dan pendinginan, produk siap untuk dicetak. Adonan yang telah terbentuk kemudian dicetak sesuai bentuk dan ukuran yang diinginkan (Astawan 2008). Selanjutnya dilakukan pelapisan (coating) adonan yang telah dicetak dengan tepung berbumbu. Proses pelapisan dapat dilakukan berulang sesuai ketebalan yang diinginkan (Syamsir et al. 2010). Fellows (2000) menjelaskan bahwa pelapis atau coating dapat memberikan barrier untuk perubahan kelembaban dan gas juga melindungi produk makanan dari kerusakan mekanik. Coating juga diaplikasikan pada makanan untuk memperbaiki penampakan, memodifikasi tekstur, menguatkan cita rasa, serta meningkatkan variety dan nilai tambah pada produk dasar.
14
B.
STATISTICAL PROCESS CONTROL (SPC)
Pengendalian proses secara statistikal (Statistical Process Control=SPC) merupakan satu tipe dari sistem umpan balik. SPC adalah suatu metodologi pengumpulan dan analisa data kuantitatif, serta penentuan dan interprestasi dari pengukuran-pengukuran yang telah dilakukan yang dapat menjelaskan proses dalam peningkatan kualitas produk untuk memenuhi kebutuhan dan ekspektasi pelanggan (Gaspersz 1998). Menurut Nasution (2005), terdapat empat hal penting yang harus diperhatikan dalam sistem pengendalian proses di industri, yaitu proses, informasi tentang kinerja, tindakan pada proses dan tindakan pada output. Agar pelaksanaan pengendalian proses statistikal (Statistical Process Control) dapat berhasil secara efektif dan efisien, para pelaksana harus memiliki pemahaman tentang proses (statistical thinking) dan menguasai penerapan metode statistika dalam pengendalian proses industri itu (statistical tools) (Gaspersz 2003).
Menurut Metasari (2008), dalam pengendalian proses secara statistik dikenal adanya “seven tools”. Seven tools dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk menyelesaikan masalah. Seven tools tersebut adalah:
1. Lembar pengamatan (check sheet) 2. Stratifikasi (run chart)
3. Histogram
4. Grafik kendali (control chart) 5. Diagram Pareto
6. Diagram sebab akibat (cause and effect diagram) 7. Diagram sebar (scatter diagram)
Menurut Goetsch dan Davis (2000), Statistical Process Control (SPC) adalah suatu metode statistikal yang memisahkan variasi yang dihasilkanspecial causes dari variasi alami, untuk menghilangkan special causes dan untuk membuat dan menetapkan konsistensi selama proses, memungkinkan perbaikan proses. SPC tidak menghilangkan semua variasi selama proses tetapi terkadang memang pada dasarnya membuat suatu proses menjadi konsisten dan memungkinkan proses untuk diperbaiki. Tujuan pengawasan kualitas secara statistik adalah untuk menunjukkan tingkat reliabilitas sampel dan bagaimana cara mengawasi resiko. Hal ini memungkinkan para manajer membuat keputusan apakah akan menanggung biaya akibat banyak produk rusak dan menghemat biaya inspeksi atau sebaliknya (Nasution 2005).
C.
DIAGRAM PARETO
Diagram Pareto atau Pareto chart adalah diagram yang dikembangkan oleh seorang ahli ekonomi Italia yang bernama Vilfredo Pareto pada abad ke 19. Pareto merupakan seorang ilmuwan dari Italia yang menemukan teori bahwa 20% kondisi dapat menjadi penyebab bagi 80% akibat. Diagram Pareto merupakan diagram yang terdiri atas grafik garis yang menggambarkan perbandingan masing-masing jenis data terhadap keseluruhan. Dengan memakai diagram Pareto, dapat terlihat masalah mana yang dominan (vital view) dan masalah yang banyak tetapi kurang dominan (trivial many) (Muhandri dan Kadarisman 2006).
15
meninjau berbagai sebab pada suatu ketika (Nasution 2004). Dalam mengadakan analisis Pareto, harus diatasi sebab kejadian, bukan gejalanya.Diagram Pareto dapat dengan cepat mengidentifikasi jenis kerusakan produk yang sering terjadi. Nasution (2004) menjelaskan bahwa kegunaan Pareto chart antara lain:
1. Menunjukkan prioritas sebab-sebab kejadian atau persoalan yang perlu ditangani
2. Pareto chart dapat membantu untuk memusatkan perhatian pada persoalan utama yang harus ditangani dalam upaya perbaikan
3. Menunjukkan hasil upaya perbaikan
4. Menyusun data menjadi informasi yang berguna
Berikut adalah cara menggambar diagram Pareto (Nasution 2004):
1. Tentukan persoalan apa yang hendak diselidiki dan tentukan macam data serta bagaimana data
2. Susun data tally sheet, misalnya kita selidiki kerusakan bagian-bagian suatu pabrik dalam 3 tahun
3. Susun data sheet untuk diagram Pareto
4. Gambarkan diagram Pareto dengan data pada langkah ke-3
D.
BRAINSTORMING
Brainstorming adalah suatu cara yang digunakan untuk membantu membangkitkan ide-ide alternatif dan persepsi dalam suatu tim kerja (team work) yang bersifat terbuka dan bebas. Brainstorming mencakup pembangkitan ide-ide secara sistemastis dan terstruktur, berdasarkan kreatifitas pemikiran sejumlah orang (Rampersad 2001). Muhandri dan Kadarisman (2008) mendefinisikan brainstorming sebagai suatu teknik sumbang saran yang digunakan untuk memunculkan ide-ide permasalahan mutu dan perbaikannya.
Brainstorming dilakukan dengan para pekerja yang mampu mengetahui faktor-faktor penyebab dari masalah yang terjadi dan setiap peserta memiliki kebebasan dalam mengemukakan pendapat, sedangkan peserta lain tidak boleh membantahnya. Dalam pelaksanaannya, perlu diperhatikan titik-titik khusus, diantaranya penataan ruang, ketentuan peraturan yang berlaku, menggunakan alat tulis, menuliskan ide-ide tersebut, menjaga suasana agar kondusif, melakukan evaluasi terhadap ide dan kumpulkan ide-ide tersebut berdasarkan kategori (Kadarisman dan Muhandri 2008).
Menurut Gasperz (1998), langkah-langkah dalam melakukan brainstorming adalah sebagai berikut:
1. Menyatakan masalah secara jelas
2. Semua anggota kelompok harus berpikir dan memberikan ide dan tidak boleh mengkritik atau mengomentari serta langsung dicatat
3. Setiap anggota kelompok menyiapkan suatu ranking dari ide-ide atau respon yang diterima 4. Memprioritaskan untuk memilih ide-ide terbaik dari berbagai ide atau respon yang
dikemukakan
E.
DIAGRAM SEBAB AKIBAT
16
Ishikawa menjelaskan bagaimana bermacam-macam faktor dapat disortir dan dihubungkan satu sama lain (Nasution 2004).Diagram sebab akibat adalah suatu diagram yang digunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakterisktik kualitas (akibat) yang disebabkan oleh faktor-faktor-faktor-faktor penyebab itu (Gaspersz 1998). Tujuan akhirnya adalah menemukan beberapa sumber kunci yang berkontribusi secara signifikan terhadap permasalahan, sehingga dapat dijadikan target dalam upaya peningkatan/perbaikan. Selain itu diagram ini juga digunakan untuk mengetahui alasan yang mungkin ketika suatu proses mulai bermasalah, tidak menunjukkan kinerjanya secara tepat atau tidak memberikan hasil yang diharapkan (Anonim 2008).
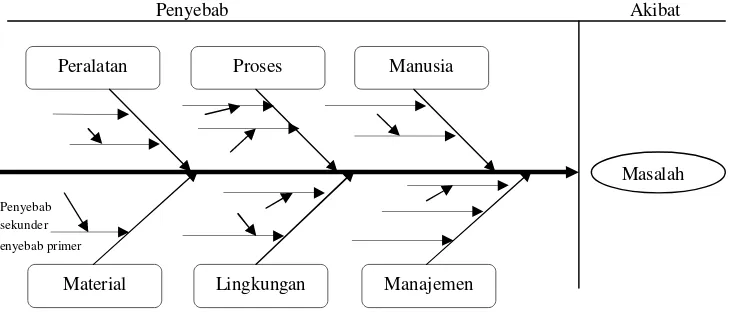
Kategori penyebab umum yang digunakan adalah 5M yang meliputi Material (bahan baku), Machine (mesin/peralatan), Man (tenaga kerja), Methods (metode) dan Mother nature (lingkungan). Terkadang faktor manajemen juga ikut menjadi faktor penyebab timbulnya suatu permasalahan (problem) pada suatu perusahaan. Faktor-faktor tersebut dapat diubah sesuai dengan kebutuhan, namun pada intinya adalah membuat kategori penyebab yang dapat mencakup keseluruhan kemungkinan. Salah satu metode yang dapat digunakan dalam pembuatan diagram ishikawa ini adalah brainstorming. Semakin spesifik suatu penyebab dirumuskan, maka akan semakin mudah mengetahui upaya perbaikan yang harus dilaksanakan (Anonim 2008). Contoh struktur diagram sebab akibat ditunjukkan pada Gambar 3.
[image:31.612.156.521.337.493.2]Penyebab Akibat
Gambar 3. Contoh struktur diagram sebab akibat (Conway 2010)
Perlu diingat bahwa diagram di atas hanya merupakan alat untuk mengidentifikasi faktor-faktor yang berpeluang menjadi penyebab masalah. Penyusunannya dilakukan dengan teknik brainstorming (sumbang saran). Langkah-langkah penyusunannya dijelaskan sebagai berikut (Muhandri dan Kadarisman 2006) :
1. Gambarkan garis panah dengan kotak di ujung garis sebelah kanan dan tuliskan masalah (kondisi) yang akan diperbaiki itu di dalam kotak.
2. Tuliskan faktor-faktor utama yang berpengaruh atau mempunyai akibat pada masalah (kondisi) tersebut dalam kotak yang telah dibuat di atas atau di bawah garis panah.
3. Tuliskan faktor-faktor yang lebih rinci yang berpengaruh terhadap faktor utama di kiri atau di kanan panah penghubung dan buatlah panah di bawah faktor rinci tersebut menuju garis penghubung.
4. Dari diagram yang sudah lengkap carilah penyebab-penyebab utama dengan menganalisa data yang sudah ada dan buatlah urutannya dengan menggunakan diagram Pareto.
Masalah
Peralatan Proses Manusia
Material Lingkungan Manajemen
17
F.
BAGAN KENDALI
[image:32.612.156.524.207.390.2]Bagan kendali (control chart) merupakan grafik garis yang mencantumkan batas maksimum dan batas minimum yang merupakan daerah batas pengendalian. Bagan ini menunjukkan perubahan data dari waktu ke waktu tetapi tidak menunjukkan penyebab munculnya penyimpangan. Bagan ini hanya memberikan tanda (aba-aba) kepada kita terjadinya penyimpangan dalam proses (Muhandri dan Kadarisman 2006). Tabel 4 menunjukkan beberapa jenis bagan kendali yang dapat digunakan di Industri.
Tabel 4. Jenis bagan kendali
Dari keempat jenis bagan kendali tersebut, yang paling banyak digunakan di industri adalah Bagan kendali X-R. Bagan kendali X-R merupakan bagan kendali yang sekaligus menyatakan harga rata-rata (X) dan selang/range (R). Bagan X menunjukkan adanya perubahan pada harga rata-rata sedangkan bagan R menunjukkan adanya perubahan dispersi. Bagan kendali yang telah dibuat nantinya akan digunakan sebagai alat untuk pengendalian proses (Muhandri dan Kadarisman 2006).
Menurut Ishikawa (1988) yang diacu dalam Muhandri dan Kadarisman (2006), langkah-langkah pembuatan bagan kendali adalah sebagai berikut:
1. Kumpulkan data, umumnya diperlukan lebih dari 100 buah data. Data dan cara pengambilannya harus sama dengan yang akan dilakukan pada waktu yang akan datang 2. Bagi data tersebut ke dalam beberapa sub grup
3. Tabelkan data yang ada dan rencanakan lembarannya sehingga hasil perhitungan X (harga rata-rata sub grup) dan R (range) dapat dengan mudah dicantumkan
4. Hitung rata-rata X yaitu = X. Perhitungan X dilakukan sebagai berikut:
X = ⋯
5. Hitung harga R (selisih terbesar dan terkecil)
6. Hitung harga rata-rata total, yaitu jumlah harga X dibagi k (jumlah sub grup)
X = ⋯
7. Hitung harga rata-rata R yaitu jumlah R seluruh sub grup dibagi dengan k.
R = ⋯
Jenis Bagan Kendali Jenis Data
Bagan X-R Data diukur Contoh:
Panjang lebar (cm), isi/volume (ml), berat (gr) dsb Bagan pn dan p Data dihitung Contoh:
Jumlah cacat, jenis cacat
Bagan u Data dihitung
Contoh:
Jumlah cacat lubang pada lembaran logam dari ukuran yang berbeda (bila besaran tempat
terjadinya kerusakan seperti panjang, berat, volume, dll tidak tetap/bisa berubah
Bagan c Data dihitung
Contoh:
18
8. Hitung batas-batas pengendalian. Tabel 5 menunjukkan beberapa nilai koefisien yang diperlukan dalam perhitungan batas-batas pengendalian menurut Muhandri dan Kadarisman (2006).Tabel 5. Koefisien A2, D3 dan D4 untuk pembuatan bagan kendali
N A2 D3 D4
2 1.880 - 3.267
3 1.023 - 2.575
4 0.729 - 2.282
5 0.577 - 2.115
6 0.483 - 2.004
7 0.419 0.076 1.924
8 0.373 0.136 1.864
9 0.337 0.184 1.816
10 0.308 0.223 1.777
Bagan Kendali X:
Garis Tengah (GT) = X BPA = X + A2R BPB = X – A2R Bagan Kendali R:
Garis Tengah (GT) = R BPA = D4 x R BPB = D3 x R
9. Gambarkan rangka Bagan kendali
10. Gambarlah titik-titik X dan R yang sudah dihitung untuk masing-masing sub grup pada Bagan kendali
11. Tuliskam keterangan-keterangan yang perlu, di sebelah kiri tuliskan jenis bagannya (X atau R), sedangkan n di kiri atas
Bagan kendali memberikan suatu pelajaran mengenai variasi dan sumbernya. Bagan kendali dapat memberikan bukan hanya pengendalian dan monitoring proses, tetapi juga petunjuk untuk tindak perbaikan (Breyfogle 2003).
G.
ANALISIS KORELASI DAN REGRESI LINIER
19
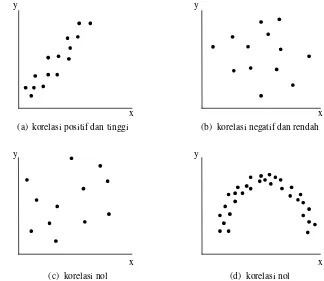
Diagram pencar (scatter diagram) adalah gambaran yang menunjukkan kemungkinan hubungan (korelasi) antara pasangan dua macam variabel. Scatter diagram mempunyai sumbu horizontal X yang menunjukkan ukuran satu variabel dan sumbu vertikal Y menunjukkan ukuran variabel yang lain (Nasution 2005). Persamaan matematik yang memungkinkan kita meramalkan nilai-nilai suatu peubah tak bebas dari nilai-nilai satu atau lebih peubah bebas disebut persamaan regresi. Data atau variabel yang ditebarkan atau diplotkan menghasilkan diagram pencar. Analisis korelasi mencoba mengukur kekuatan hubungan antara dua peubah demikian melalui sebuah bilangan yang disebut koefisien korelasi (Walpole 1993). Berbagai derajat korelasi yang ditunjukkan diagram pencar dapat terlihat pada Gambar 4.y y
x x
(a) korelasi positif dan tinggi (b) korelasi negatif dan rendah
y y
x x
[image:34.612.187.511.215.496.2](c) korelasi nol (d) korelasi nol
Gambar 4. Berbagai derajat korelasi yang ditunjukkan diagram pencar (Walpole 1993)
Dalam analisis korelasi dikenal adanya koefisien korelasi atau nilai R. Menurut Hasan (2001), koefisien korelasi R digunakan untuk mengukur keeratan hubungan antara dua variabel yang datanya berbentuk data interval atau rasio. Nilai dari koefisien korelasi (R) terletak antara -1 dan +-1 (--1 ≤ R ≤ +1).
1. Jika R = +1, terjadi korelasi positif sempurna antara variabel X dan Y 2. Jika R= -1, terjadi korelasi negatif sempurna antara variabel X dan Y 3. Jika R = 0, tidak terdapat korelasi antara variabel X dan Y
20
IV.
ASPEK PRODUKSI
PT. Belfoods Indonesia merupakan perusahaan pengolahan daging dengan produk utamanya yaitu chicken nugget. Bahan pembuatnya terdiri dari bahan baku utamanya yaitu karkas ayam. Selain bahan baku utama, digunakan juga bahan pelengkap yang terdiri dari bahan pengisi nugget dan bahan penunjang. Bahan pelengkap adalah bahan yang digunakan sebagai pelengkap untuk memproduksi chicken nugget. Bahan pelengkap terdiri dari bahan pengisi berupa tepung dan protein dan bahan penunjang seperti air, garam, bumbu-bumbu dan fosfat.
Dibandingkan jenis produk lainnya. Produk chicken nugget PT. Belfoods Indonesia merupakan produk yang paling banyak diproduksi. Kapasitas produksinya mencapai kurang lebih 500 kg/jam dengan menggunakan mesin forming-plate (formax).
A.
BAHAN BAKU DAN PELENGKAP
1.
Bahan Baku Utama
Bahan baku utama yang digunakan untuk memproduksi chicken nugget adalah karkas ayam beku (frozen) yang diperoleh dari perusahaan peternakan milik Sierad Produce. Karkas ayam merupakan daging ayam maupun kulit tanpa tulang yang dapat berasal dari bagian paha (Boneless Skinless Leg) dan bagian dada (Boneless Skinless Breast). Bahan baku selama dari penyimpanan sampai sebelum diproses harus dalam kondisi beku untuk mencegah kerusakan daging karena faktor mikrobiologi. Protein dari daging ayam ini sangat berperan dalam membentuk tekstur nugget yang diinginkan.
Daging yang tidak langsung digunakan untuk proses produksi disimpan terlebih dahulu di ruang pendingin untuk mempertahankan suhunya. Adapun kapasitas dari ruang pendingin ini adalah sebesar 150 ton. Pengeluaran daging dari ruang pendingin menggunakan sistem FIFO (First In First Out) dan FEFO (First Expired First Out) yang diatur oleh petugas yang bertanggung jawab di ruang pendingin.
Daging ayam yang akan digunakan harus bermutu tinggi, memiliki penampakan yang baik dan normal, masih dalam kondisi segar dan tidak berbau busuk sehingga akan diperoleh produk akhir yang bermutu tinggi pula. Sebelum digunakan sebagai bahan baku produksi, daging ayam tersebut diperiksa terlebih dahulu oleh QC. Pengawasan mutu bahan baku dilakukan secara visual dengan melihat penampakan dari daging tersebut. Apabila terjadi cacat mutu, maka dilakukan penolakan penerimaan. Untuk mengetahui keadaan daging tersebut mengenai bahaya yang terkandung seperti bahaya kimia dan biologi, maka dilakukan tindakan pengendalian dengan memeriksa Certifacate of Analysis (CoA) dan memeriksa suhu penerimaan daging berdasarkan standar mutu yang dimiliki oleh perusahaan.
2.
Bahan Pelengkap
a. Tepung terigu21
b. Bahan pelapis (coating)Bahan pelapis untuk proses coating yang digunakan dalam pembuatan chicken nugget terbagi menjadi dua, yaitu pelapis basah dan pelapis kering. Pelapis basah yaitu larutan batter yang merupakan campuran tepung yang dilarutkan dengan air dingin sehingga membentuk viskositas yang diinginkan. Sedangkan untuk pelapis kering digunakan tepung roti (bread crumb) yang ditaburkan setelah produk diberi lapisan batter.
c. Air dan es
Air yang digunakan dalam pengolahan chicken nugget di PT. Belfoods Indonesia adalah air yang telah memenuhi standar air minum dan telah melewati water treatment. Air digunakan sebagai media pelarut dan media pencampur bahan-bahan yang digunakan dalam proses produksi chicken nugget. Penambahan es pada proses pembuatan chicken nugget ini bertujuan untuk menjaga suhu emulsi agar tetap rendah sehingga terjadi pembentukan gel yang baik dan mencegah pecahnya emulsi akibat denaturasi protein. Ice flake ini berbentuk serpihan es.
Air pada umumnya merupakan bahan tambahan utama dalam produk olahan lanjutan yang digunakan sebagai bahan pelarut atau bahan pembawa (carrier). Kualitas air sangat penting sebagai bahan tambahan fungsional yang efektif dan untuk produk yang dihasilkan, tetapi sering kali diabaikan (Owens 2010). Air dalam pengolahan nugget berperan sebagai pengikat dan pelarut campuran bahan. Dalam proses pengolahan nugget, air ditambahkan untuk melarutkan garam dan STPP sehingga ekstraksi protein maksimum dapat terjadi (Owens 2010).
d. Bumbu-bumbu
Bumbu-bumbu merupakan substansi aromatik yang berasal dari bagian tanaman atau herba (Owens 2010). Untuk mendapatkan rasa chicken nugget yang disukai, maka diperlukan penambahan bumbu tertentu. Bumbu yang digunakan disebut sebagai premix, yang merupakan campuran rempah dan bahan penyedap yang berfungsi untuk memberikan cita rasa pada produk sesuai dengan yang diinginkan. Premix yang berbentuk bubuk ini diambil dari ruang premix yang merupakan tempat untuk membuat campuran premix.
e. Garam
Garam merupakan salah satu bahan penunjang yang berperan sebagai pengikat selama proses pembuatan adonan. Garam dan bumbu berperan dalam memberikan citarasa yang diinginkan pada produk nugget. Garam harus ada karena selain berfungsi membentuk citarasa, garam juga membantu mengekstrak protein miofibrilar daging (Syamsir 2010).
f. Polifosfat
22
g. ProteinProtein kedelai berperan dalam membantu pembentukan tekstur nugget. Penggunaan protein kedelai sebagai salah satu bahan pengisi sudah sejak lama digunakan di industri pengolahan nugget. Menurut Owens (2010), isolat maupun konsentrat protein umumnya digunakan sebagai bahan pengikat, meningkatkan ketahanan kadar garam dalam produk, menurunkan biaya dan mempertahankan tekstur dan penampakan seperti daging (meat-like texture).
B.
BAHAN PENGEMAS
Bahan pengemas yang umumnya digunakan di perusahaan pengolahan nugget adalah plastik PE (Poly Ethylene) atau LLDP (Laminated Low Density Polyethilen), sedangkan untuk kemasan sekunder digunakan bahan carton box. Kemasan primer yaitu plastik memiliki disain kemasan berbeda sesuai jenis produk nugget yang dikemas. Kemasan produk nugget terdiri atas 3 ukuran yaitu ukuran 250 gram, 500 gram dan 1000 gram. Pada kemasan tercantum nama produk, nama brand, bobot bersih, nama dan alamat pabrik atau tempat pengolahan, nomor MD, logo halal, informasi nilai gizi, komposisi serta cara pemasakan. Satu karton terdiri dari beberapa produk kemasan sesuai dengan ukurannya.
C.
MESIN DAN PERALATAN PENGOLAHAN
1.
Frozen Block Cutter
Mesin frozen block cutter digunakan untuk memotong-motong daging ayam beku menjadi ukuran yang