33
VI. HASIL DAN PEMBAHASAN
A.
OBSERVASI LAPANG
Ruang lingkup observasi di lapangan terfokus pada proses pengolahan chicken nugget. Observasi lapang meliputi kegiatan pengamatan proses pembuatan chicken nugget di PT. Belfoods Indonesia dan kegiatan identifikasi permasalahan sepanjang proses produksi dan mutu produk akhir. PT. Belfoods Indonesia selama ini telah menggunakan tujuh alat bantu atau seven tools untuk menganalisa permasalahan kerusakan produk maupun loss bahan yang terjadi sepanjang proses produksi melalui kegiatan Quality Control Circle (QCC). Kerusakan produk yang dianalisa meliputi produk customer atau produk baru. Dengan melakukan pemisahan jenis kerusakan produk, perusahaan melakukan analisa faktor-faktor penyebab terjadinya kerusakan.
Chicken nugget merupakan produk utama yang paling banyak diproduksi di PT. Belfoods Indonesia. Sebagai perusahaan yang mengutamakan kualitas produk maupun proses produksi, permasalahan kerusakan produk menjadi hal penting yang harus dibahas untuk dianalisa faktor penyebabnya. Kerusakan produk akhir tentunya berhubungan dengan kondisi proses produksinya, terutama kondisi pengendalian parameter proses. Pihak perusahaan selama ini masih terfokus untuk memonitor parameter proses maupun produk akhir dengan spesifikasi yang telah ditetapkan selama ini. Pihak produksi maupun QC juga menganalisa permasalahan kerusakan produk baru secara kualitatif dengan melakukan modifikasi bahan maupun pengamatan secara terus-menerus untuk menurunkan kerusakan produk yang terjadi.
Penerapan pengendalian mutu menggunakan teknik-teknik statistika atau Statistical Process Control merupakan metode yang paling mudah digunakan untuk menjelaskan bagaimana kondisi proses yang terjadi sehingga menimbulkan kerusakan produk. Hasil analisis data akan menghasilkan kondisi aktual yang diinterpretasikan melalui bentuk bagan maupun grafik sehingga lebih mudah untuk dipahami dan hasilnya diharapkan dapat menjadi langkah awal untuk melakukan perbaikan secara berkelanjutan.
Berdasarkan hasil pengamatan dan diskusi dengan para pekerja di lapangan, dihasilkan suatu kesimpulan bahwa beberapa bulan belakangan ini terjadi kerusakan bentuk produk chicken nugget selama proses produksi berlangsung. Semakin meningkatnya jumlah produk akhir yang mengalami kerusakan tersebut dikhawatirkan dapat menimbulkan kerugian bagi perusahaan. Hasil identifikasi permasalahan melalui observasi di lapangan ini menjadi dasar dilakukannya pengumpulan beberapa data yang berkaitan dengan kerusakan produk nugget untuk dianalisis sesuai dengan metode statistikal yang selama ini diterapkan oleh perusahaan melalui pelaksanaan
Quality Control Circle (QCC).
B.
PENGUMPULAN DATA
Pengumpulan data dilakukan setelah kegiatan observasi lapang. Data yang dikumpulkan bersumber dari data dokumentasi perusahaan atau data sekunder dan data aktual di lapangan baik berupa data kualitatif maupun data kuantitatif. Dari hasil observasi lapang, pihak produksi menyatakan bahwa sering terjadi kerusakan produk chicken nugget terutama chicken nugget B. Kerusakan produk yang terjadi dapat mengakibatkan kerugian bagi pihak perusahaan. Oleh karena itu perlu dilakukan tindak analisis terhadap permasalahan melalui data-data aktual yang terkumpul.
34
Langkah awal pengumpulan data dilakukan dengan melakukan pengolahan terhadap data dokumentasi produksi selama 3 bulan terakhir untuk melihat persentase kerusakan yang terjadi terhadap beberapa jenis produk chicken nugget yang paling banyak diproduksi di PT. Belfoods Indonesia. Berdasarkan grafik perbandingan tingkat kerusakan ketiga jenis produk tersebut yang ditunjukkan pada Gambar 10, terlihat bahwa chicken nugget B terus mengalami peningkatan persentase kerusakan lebih tinggi dibandingkan kedua jenis chicken nugget lainnya.
Gambar 10. Perbandingan persentase kerusakan 3 jenis produk chicken nuggetdi PT. Belfoods Indonesia
Langkah selanjutnya yang dilakukan adalah menganalisa jenis kerusakan yang terjadi pada produk chicken nugget B melalui pengamatan di ruang pengemasan. Kerusakan produk
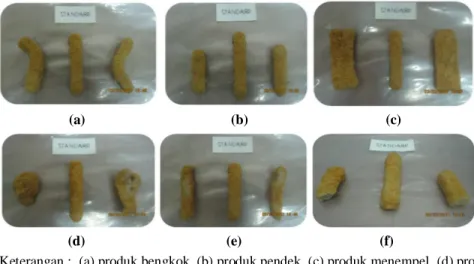
chicken nugget B terbagi menjadi beberapa kategori dan setiap kategori atau jenis kerusakan dapat terjadi pada titik proses yang berbeda. Spesifikasi produk chicken nugget B yang diinginkan (produk standar) adalah produk chicken nugget yang memiliki bentuk memanjang (7-8 cm) dengan bobot 11-13 gram per piece dan memiliki lapisan coating yang sempurna. Berdasarkan hasil pengamatan, dapat disimpulkan bahwa terdapat 6 jenis kerusakan produk
chicken nugget B, yaitu bentuk bengkok, kecil atau pendek, menempel, hancur, terkelupas dan patah. Jenis kerusakan chicken nugget B ini dapat dilihat pada Gambar 11. Berikut adalah deskripsi jenis kerusakan produk chicken nugget B.
Produk bengkok
Produk nugget bengkok adalah produk nugget yang tidak berbentuk lurus dan standar, tetapi melengkung dengan sudut tertentu (<160⁰). Standar produk nugget dengan sudut 160⁰
sampai 180⁰ masih dalam batas toleransi untuk lolos dalam proses penyortiran.
Produk kecil
Produk nugget kecil adalah produk nugget yang masih berbentuk lurus dan terlapisi/tercoating dengan sempurna namun memiliki ukuran panjang yang kurang dari standar (7-8 cm) dengan batas toleransi sampai dengan 6 cm dan memiliki bobot kurang dari 10 gram.
Produk menempel
Produk nugget menempel merupakan dua atau lebih produk nugget yang saling menempel menjadi satu bagian. Biasanya produk yang menempel tercoating menjadi satu bagian dan mengalami pengelupasan jika dipisahkan.
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Nov-10 Des-10 Jan-11
Chicken nugget A Chicken nugget B Chicken nugget C Bulan K er u sa k a n (% )
Perbandingan Kerusakan Produk Chicken Nugget
PT. Belfoods Indonesia
35
Produk hancur
Produk nugget hancur adalah produk nugget yang mengalami kerusakan fisik seperti memiliki bentuk tidak beraturan, gepeng atau pecah pada sebagian atau di seluruh bagiannya sehingga sangat tidak layak untuk dikemas.
Produk terkelupas
Produk nugget terkelupas adalah produk yang mengalami pengelupasan pada satu atau beberapa bagian. Terlihat dari lapisan atau coating produk nugget yang tidak sempurna sehingga bagian dalam produk nugget terlihat dengan jelas.
Produk patah
Produk nugget patah adalah produk yang memiliki ukuran yang lebih pendek dari standar dan memiliki bekas patahan di salah satu ujungnya sehingga bagian dalam nugget dapat terlihat dengan jelas.
(a) (b) (c)
(d) (e) (f)
Keterangan : (a) produk bengkok, (b) produk pendek, (c) produk menempel, (d) produk hancur, (e) produk terkelupas, (f) produk patah
Gambar 11. Jenis kerusakan chicken nugget B di PT. Belfoods Indonesia
C.
ANALISIS DATA
Teknik analisis data menggunakan penerapan metode-metode statistika dengan menerapkan tujuh alat bantu (seventools). Analisis data yang digunakan dalam pembahasan ini antara lain dengan menggunakan diagram Pareto untuk mengetahui jenis kerusakan paling dominan, diagram sebab akibat untuk mengetahui akar penyebab melalui teknik brainstorming, bagan kendali, analisis korelasi dan regresi linier dengan penggunaan diagram pencar dan garis regresi serta analisa grafik yang merupakan tahap lanjutan untuk perbaikan proses. Pengolahan data untuk teknik analisis ini menggunakan program pengolah data statistik Minitab 14 yang merupakan salah satu program analisis statistika modern saat ini. Paket program Minitab merupakan perangkat lunak yang dapat digunakan sebagai media pengolahan data yang menyediakan berbagai jenis perintah yang memungkinkan proses pemasukan data, manipulasi data, pembuatan grafik, peringkasan nilai-nilai numerik, dan analisis statistika (Mattjik dan Sumertajaya 2002).
36
1.
Diagram Pareto
Diagram Pareto dirancang untuk mengetahui jenis kerusakan yang paling banyak terjadi. Berbeda dengan metode yang diterapkan perusahaan, yaitu menggunakan data dokumentasi produksi untuk mengetahui jenis kerusakan tertinggi produk customer, metode kerja yang digunakan dalam analisa ini adalah dengan mengumpulkan data aktual selama 10 kali produksi dalam waktu ±2 jam (2 batch) setiap kali produksinya. Pengumpulan data dilakukan dengan cara mengumpulkan produk rusak sebelum proses pengemasan. Produk rusak yang telah dikumpulkan kemudian dipisahkan berdasarkan jenis kerusakannya. Data yang telah dikumpulkan selama 10 kali produksi tersebut kemudian ditansformasikan ke dalam diagram Pareto. Pengolahan data menggunakan program aplikasi pengolah data statistik Minitab 14 yang sudah umum digunakan pada setiap industri pengolahan.
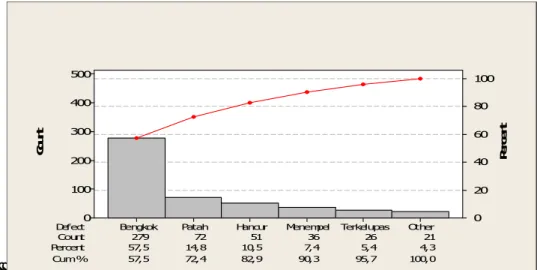
Gambar 12 memperlihatkan diagram Pareto yang menunjukkan bahwa jenis kerusakan paling dominan adalah bentuk bengkok yaitu sebesar 57,5%. Jenis kerusakan lainnya yaitu produk patah sebesar 14,8%, produk hancur sebesar 10,5 %, produk menempel sebesar 7,4%, produk terkelupas sebesar 5,4 % dan sisanya yaitu produk berbentuk kecil atau pendek sebesar 4,3%. Rincian perolehan data dapat dilihat pada Lampiran 5.
Gambar 12. Diagram Pareto untuk jenis kerusakan chicken nugget B di PT. Belfoods Indonesia
Menurut Muhandri dan Kadarisman (2006), salah satu tujuan pembuatan diagram Pareto adalah untuk menyatakan perbandingan masing-masing masalah terhadap keseluruhan. Diagram ini juga dapat digunakan dalam menentukan jenis permasalahan yang paling dominan dan memerlukan penanganan terlebih dahulu. Berdasarkan interpretasi diagram Pareto pada Gambar 12, dapat disimpulkan bahwa jenis kerusakan produk chicken nugget B yang paling banyak terjadi adalah bentuk bengkok. Persentase produk bengkok yang terjadi mencapai 57,5%, jauh lebih tinggi dibandingkan jenis kerusakan lainnya. Berdasarkan hasil analisa tersebut, permasalahan terjadinya produk bengkok dianggap harus mendapatkan penanganan terlebih dahulu. Oleh karena itu, produk chicken nugget B bentuk bengkok menjadi permasalahan yang diangkat untuk dicari faktor-faktor penyebabnya selama proses produksi berlangsung dengan menggunakan diagram sebab akibat (Ishikawa diagram) melalui pengamatan dan teknik brainstorming.
C o u n t P e rc e n t Defect Count 14,8 10,5 7,4 5,4 4,3 Cum % 57,5 72,4 82,9 90,3 279 95,7 100,0 72 51 36 26 21 Percent 57,5 Other Terkelupas Menempel Hancur Patah Bengkok 500 400 300 200 100 0 100 80 60 40 20 0
37
Pengamatan
Kegiatan pengamatan ini dilakukan selama 5 batch produksi dimana setiap batch-nya dilakukan penelusuran proses dari awal hingga akhir. Pengamatan proses dilakukan secara detail dan dilakukan pencatatan kondisi setiap titik proses yang diamati. Tujuan utama dilakukannya pengamatan ini adalah untuk menemukan titik proses mana saja yang merupakan sumber terjadinya produk bengkok. Dari hasil pengamatan ini diharapkan pelaksana telah memahami proses mana saja yang menjadi sumber terjadinya produk chicken nugget B yang bengkok sehingga akan memudahkan terlaksananya kegiatan brainstorming. Berdasarkan hasil pengamatan, diperoleh 4 titik proses terjadinya produk bengkok yaitu:
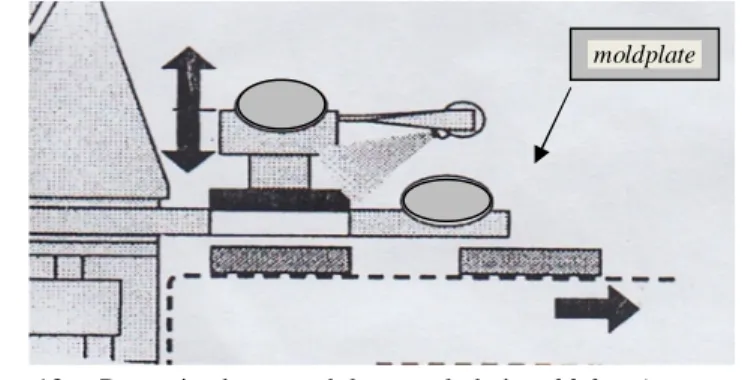
a. Jatuhnya produk dari moldplate
Proses ini terjadi pada saat pencetakan, moldplate yang telah terisi adonan terdorong ke depan dan ejektor menekan produk yang tercetak sehingga jatuh ke konveyor. Pada saat proses inilah adonan nugget yang tercetak banyak mengalami bentuk bengkok (tidak lurus). Skema proses jatuhnya produk dari moldplate ini dapat terlihat pada Gambar 13.
Gambar 13. Proses jatuhnya produk tercetak dari moldplate (papan pencetak) saat proses pencetakan
b. Perpindahan produk cetakan antar konveyor
Produk cetakan adalah adonan nugget yang telah dicetak (sudah memiliki bentuk). Setelah adonan dicetak, produk cetakan akan dibawa oleh konveyor berjalan menuju konveyor selanjutnya pada tahap coating. Pada proses perpindahan tersebut seringkali produk cetakan menjadi bengkok. Gambar 14 menunjukkan skema terjadinya perpindahan produk cetakan nugget antarkonveyor setelah proses pencetakan.
Gambar 14. Skema perpindahan produk nugget antar konveyor setelah proses pencetakan
38
c. Masuknya produk ke dalam continous frying
Proses masuknya produk cetakan ke dalam mesin frying (continous frying) terjadi setelah proses coating (battering dan breading). Selama proses pengamatan terlihat bahwa pada proses ini, produk sering sekali menjadi bengkok. Gambar 15 menunjukkan skema terjadinya proses produk nugget saat memasuki continous frying.
Gambar 15. Skema proses masuknya produk nugget ke dalam continous frying selama proses penggorengan
d. Bertumpuknya produk sebelum memasuki ruang pembekuan (IQFfreezer)
Penumpukan produk nugget sering terjadi setelah proses penggorengan dan pemanasan menuju proses pembekuan dalam IQF freezer. Melalui hasil pengamatan, produk yang bertumpuk saat memasuki IQF freezer menyebabkan produk bertumpuk tersebut memiliki bentuk bengkok setelah proses pembekuan. Skema produk nugget yang
saling bertumpuk sebelum proses pembekuan ditunjukkan pada Gambar 16.
Gambar 16. Skema produk nugget yang bertumpuk sebelum memasuki mesin IQF
Keempat titik proses produksi tersebut menjadi gambaran aktual sebagai langkah awal dalam melakukan persiapan kegiatan brainstorming bersama para pekerja yang bertugas di bagian line proses pengolahan chicken nugget.
2. Brainstorming
Kegiatan brainstorming mencakup pengembangan struktur ide-ide yang memungkinkan secara sistemastis berdasarkan pemikiran kreatif sekelompok orang (Rampersad 2001). Teknik brainstorming dilakukan untuk mengumpulkan pendapat dari para pekerja yang terlibat langsung dalam proses produksi mengenai penyebab terjadinya kerusakan produk. Berdasarkan pengumpulan dan analisis data menggunakan diagram Pareto, maka tema brainstorming adalah “menentukan penyebab produk akhir chicken
Konveyor
Konveyor
39
nugget B bentuk bengkok”. Kegiatan brainstorming atau sumbang saran yang dilakukan di PT. Belfoods Indonesia ini melibatkan 6 orang karyawan produksi yang telah berpengalaman menangani proses pengolahan nugget. Kegiatan brainstorming ini dilaksanakan pada 29 April 2011 pukul 10.00-10.45 di ruang departemen produksi PT. Belfoods Indonesia.
Teknik brainstorming dilaksanakan dengan menerapkan teknik brainstorming pada umumnya, yaitu setiap anggota bebas mengeluarkan pendapatnya dan pada akhir kegiatan
brainstorming, dibuat rangkuman pendapat yang telah dikemukakan. Berbagai macam pendapat dari peserta brainstorming dicatat dan dibuat prioritas berupa pemilihan pendapat yang dianggap menjadi penyebab utama terjadinya kerusakan produk chicken nugget B bentuk bengkok. Hasil brainstorming dituangkan ke dalam bentuk diagram sebab akibat atau diagram Ishikawa.
Beberapa pendapat para peserta brainstorming mengenai penyebab terjadinya produk bengkok antara lain:
1. Meatmix yang lengket di moldplate (papan pencetak) saat proses pencetakan 2. Meatmix yang cepat lembek akibat pengaturan suhu yang kurang sesuai
3. Terjadinya perubahan karakteristik meatmix selama penyimpanan sehingga meatmix
cepat lembek
4. Komposisi bahan membuat meatmix cepat lembek 5. Pengaturan posisi dan kecepatan antar konveyor 6. Penyortiran yang kurang ketat
7. Kurangnya tenaga penyortiran selama proses produksi terutama ruang forming
8. Penumpukan produk setelah proses pemanasan
9. Penyemprotan air yang kurang merata selama proses pencetakan 10. Pelatihan khusus mengenai metode penyortiran
11. Mati listrik mendadak mengakibatkan terjadinya downtime
12. Down time akibat kerusakan mesin
Hasil pengumpulan ide menunjukkan bahwa pada dasarnya penyebab terjadinya kerusakan produk berhubungan dengan faktor material (bahan), metode, manusia dan mesin atau sarana penunjang. Hasil ini menjadi dasar dalam pembuatan diagram sebab akibat untuk melihat sumber-sumber penyebab terjadinya produk bengkok sepanjang proses produksi
chicken nugget B.
3. Diagram Sebab Akibat
Diagram sebab akibat sering juga disebut sebagai diagram tulang ikan (fish bone diagram). Diagram sebab akibat berguna untuk mengetahui faktor-faktor yang mungkin menjadi penyebab munculnya masalah (berpengaruh terhadap hasil) (Muhandri dan Kadarisman 2006). Pembuatan diagram Ishikawa dalam analisis ini bertujuan untuk mengetahui berbagai penyebab pendukung dari terjadinya kerusakan produk yaitu produk
nugget berbentuk bengkok. Pembuatan diagram sebab akibat ini didasarkan pada hasil pengamatan dan brainstorming. Penyebab dari jenis kerusakan tersebut berhubungan dengan faktor material (bahan), metode, manusia dan mesin.
a. Material
Faktor material meliputi formulasi bahan yang diduga menghasilkan meatmix yang bersifat lengket dan cepat lembek. Sifat dan karakteristik meatmix setiap jenis produk
40
chicken nugget berbeda antara satu dengan yang lainnya. Hal ini berhubungan dengan penggunaan komposisi bahan masing-masing produk yang berbeda. Faktor ini dianggap cukup mempengaruhi. Namun demikian ketetapan bahan atau formulasi yang digunakan telah menjadi standar perusahaan yang sangat sulit untuk dilakukan identifikasi lebih lanjut.
b. Metode
Selama proses produksi berlangsung, terdapat suatu proses pencampuran adonan (emulsi) dengan bahan pengisi dan nitrogen yang disemprotkan dalam bentuk uap dingin. Proses ini berlangsung pada mesin twin mixer dan disebut proses mixing. Proses mixing
ini berlangsung selama 25-30 menit dengan tekanan 6-8 bar sehingga menghasilkan
meatmix yaitu adonan berbentuk padat yang siap dicetak. Meatmix yang dikeluarkan harus memiliki suhu yang sesuai dengan spesifikasi perusahaan yaitu -7- (-6)⁰C. Adonan yang dihasilkan ini harus terus memiliki suhu yang stabil sampai memasuki proses pencetakan sehingga pada saat proses pencetakan, suhu target perusahaan (-5⁰C) dapat tercapai. Jika suhu meatmix berada di atas suhu tersebut, maka meatmix akan memiliki tekstur yang lebih lembek dan menghasilkan produk cetakan yang tidak lurus (bengkok). Oleh karena itu pengontrolan suhu meatmix selama proses pencetakan harus dilakukan dan jika terjadi downtime akibat mati listrik atau kerusakan mesin, maka adonan harus segera dipindahkan atau disimpan kembali ke ruang penyimpanan (chiller) untuk menjaga agar suhunya tetap sesuai dengan suhu yang diinginkan.
Faktor-faktor lain seperti pengaturan posisi dan kecepatan konveyor serta kurangnya penyemprotan air selama proses pencetakan juga mempengaruhi terjadinya produk bengkok. Adonan yang masuk ke dalam mesin pencetak pertama kali dimasukkan ke dalam hooper. Pada saat berada dalam hooper, meatmix akan berputar sesuai gerakan ulir di dalamnya dan akan terdorong menuju papan pencetak (moldplate). Produk yang telah tercetak pada moldplate dijatuhkan ke konveyor dengan menggunakan ejektor. Untuk mengatasi lengketnya adonan pada moldplate maka dilakukan penyemprotan air pada papan pencetak. Penyemprotan air yang tidak merata ini dapat menyebabkan adonan sulit terlepas dari moldplate sehingga produk yang tercetak menjadi bengkok. Konveyor rantai yang membawa produk hasil cetakan menuju proses coating harus memiliki kecepatan yang sama dengan konveyor pembawa produk saat produk coating. Jika konveyor pertama memiliki kecepatan yang lebih tinggi dibandingkan konveyor selanjutnya (kedua) maka hasil cetakan akan tertekan dan mengalami bentuk bengkok. Oleh sebab itu, penyetelan belt conveyor harus dilakukan dengan tepat dan pengontrolan
belt pun harus dilakukan secara teratur.
c. Manusia (pekerja)
Faktor manusia (pekerja) yang dapat mempengaruhi produk yang dihasilkan adalah belum adanya metode penyortiran yang efektif sehingga penyortiran belum dilakukan secara ketat. Dalam kegiatan penyortiran, perhatian pekerja sangat dibutuhkan karena jika kegiatan penyortiran tidak dilakukan dengan baik maka akan terdapat banyak produk rusak yang lolos dari penyortiran dan terbawa sampai proses pengemasan. Hal tersebut tentunya tidak diinginkan pihak perusahaan karena dapat menimbulkan complain
dari pihak konsumen. Oleh sebab itu, dibutuhkan kesadaran dan perhatian dari pekerja selama proses penyortiran untuk mencegah lolosnya produk yang rusak selama proses
41
produksi berlangsung. Pengetahuan dan motivasi dari pekerja sangat dibutuhkan untuk dapat melakukan penyortiran dengan baik dan benar.
Operator yang bertugas mengawasi mesin seharusnya selalu berada di line proses pengolahan nugget untuk mencegah terjadinya kerusakan mesin mendadak akibat kesalahan pekerja di ruang pencetakan.
d. Mesin
Faktor mesin berpengaruh secara tidak langsung dan tidak terduga. Terjadinya kerusakan mesin secara mendadak dan mati listrik secara mendadak dapat menimbulkan
down time atau waktu tunggu yang menyebabkan adonan dalam mesin mengalami kenaikan suhu. Meskipun jarang terjadi, faktor yang berkaitan dengan mesin ini harus mendapat perhatian dari perusahaan terkait pemeliharaan mesin dan tindakan-tindakan yang harus segera diambil saat terjadi pemadaman listrik mendadak.
Penanganan dengan melakukan pemeriksaan secara rutin dapat dilakukan setiap saat. Jika tidak dilakukan penanganan secara tepat, maka resiko terjadinya downtime akan semakin tinggi sehingga suhu adonan (meatmix) selama proses pencetakan dapat tidak terkendali. Suhu meatmix yang tidak terkendali dapat beresiko tinggi menimbulkan kerusakan produk karena meatmix dapat menjadi lembek atau tidak dapat dicetak. Jika hal ini sudah terjadi, maka cara mengantisipasinya adalah dengan melakukan proses mixing
ulang, yaitu kembali melakukan penyemprotan nitrogen terhadap adonan pada mesin twin mixer. Namun apabila proses ini sering dilakukan akan terjadi pemborosan nitrogen. Oleh karena itu, perawatan mesin dan sarana penunjang sangat penting untuk dilakukan secara berkala.
Hasil analisa faktor-faktor penyebab terjadinya kerusakan produk chicken nugget ini selanjutnya diinterpretasikan dalam bentuk diagram sebab akibat atau diagram Ishikawa. Diagram sebab akibat yang menggambarkan penyebab terjadinya produk chicken nugget
bengkok dapat dilihat pada Gambar 17. Hasil akhir kegiatan brainstorming menyimpulkan bahwa pengaturan suhu meatmix selama proses produksi dan perubahan karakteristik
meatmix selama penyimpanan diduga kuat merupakan faktor utama penyebab tingginya persentase produk chicken nugget B bentuk bengkok yang banyak ditemukan di ruang pengemasan.
42
Gambar 17. Diagram sebab akibat untuk produk chicken nugget B bentuk bengkok di ruang pengemasan berdasarkan hasil brainstorming
Banyaknya produk
chicken nugget B
yang bengkok selama proses pengemasan Material
Karakteristik meatmix
berubah saat penyimpanan
Metode
pengaturan suhu meatmix Penyemprotan air di
mesin kurang merata Pengaturan posisi dan kecepatan antar konveyor
Manusia
Penyortiran kurang ketat dan efektif Kurangnya tenaga pekerja penyortiran Karakteristik campuran bahan Mesin Downtime mesin
Mati listrik mendadak
Kerusakan mesin secara mendadak
Downtime sarana penunjang
43
Kondisi pengaturan suhu meatmix yang tidak benar dapat mengakibatkan suhu
meatmix selama proses produksi tidak stabil dan menjadi pemicu meatmix menjadi lembek akibat suhu yang tidak sesuai sebelum proses pencetakan. Proses penyimpanan meatmix
sebelum dicetak sebagai langkah antisipasi kenaikan suhu juga diduga kurang efektif sehingga diperlukan adanya analisa lebih lanjut untuk menentukan kondisi maupun lama waktu penyimpanan meatmix sebelum dicetak.
Kedua faktor tersebut kemudian dianalisa lebih lanjut menggunakan statistical tools
berupa bagan kendali untuk menganalisa pengendalian suhu meatmix selama proses produksi, penggunaan diagram pencar (scatter diagram) dan garis regresi untuk melihat korelasi antara suhu meatmix terhadap kerusakan produk yang terjadi (analisis korelasi dan regresi linier) serta penggunaan grafik untuk melihat kecenderungan perubahan suhu dan karakteristik
meatmix selama proses penyimpanan.
4.
Bagan Kendali
Berdasarkan hasil analisa penyebab terjadinya produk chicken nugget bengkok melalui teknik brainstorming, kondisi ketidakstabilan suhu meatmix selama proses produksi merupakan salah satu penyebab utama yang diduga kuat menyebabkan terjadinya produk bengkok. Pada proses pengolahan chicken nugget, terdapat beberapa tahap proses produksi dimana kestabilan suhu sangat berpengaruh terhadap kondisi produk yang dihasilkan, antara lain: suhu bahan baku, suhu air yang digunakan, suhu meatmix, suhu ruang, suhu penggorengan, pemanasan dan suhu pembekuan.
Kondisi terkendalinya suhu selama proses dapat dianalisa menggunakan bagan kendali. Pengaturan suhu meatmix yang merupakan penyebab utama terjadinya kerusakan produk dipilih sebagai parameter yang harus dianalisa. Penggunaan bagan kendali dalam pengendalian proses produksi ini bertujuan untuk menganalisis kondisi pengendalian suhu
meatmix selama proses produksi. Kondisi pengendalian suhu meatmix sangat penting untuk diketahui karena berhubungan dengan konsistensi kualitas produk yang akan dihasilkan. Dalam kegiatan magang ini, dilakukan analisa penggunaan bagan kendali dalam pengendalian parameter suhu meatmix pada tiga tahapan proses, yaitu setelah proses mixing, sebelum proses pencetakan dan saat proses pencetakan.
Pembuatan bagan kendali memerlukan beberapa data yang telah ada atau pra-spesifikasi untuk menguji hipotesis bahwa proses dalam kondisi terkendali (Tapiero 1996). Parameter yang dianalisa adalah suhu meatmix. Suhu meatmix setelah proses mixing, sebelum pencetakan dan saat pencetakan diplot dengan menggunakan bagan kendali. Bagan kendali digunakan untuk menganalisis keterkendalian proses yang berlangsung selama pengambilan atau pengukuran sampel. Spesifikasi produk dan proses harus disusun pada setiap tahap proses dan dikendalikan agar selalu sesuai dengan spesifikasi yang telah ditetapkan (Muhandri dan Kadarisman 2006). Sampel suhu meatmix yang diambil adalah sebanyak 25
batch dengan 4 kali ulangan setiap batch-nya (setiap satu batch proses menghasilkan 4 kontainer kecil meatmix).
Bagan kendali yang digunakan adalah bagan kendali X-R atau X bar R. Bagan kendali X-R merupakan bagan kendali yang paling sering digunakan di industri, termasuk industri pangan. Bagan kendali X-R merupakan bagan kendali yang sekaligus menyatakan harga rata-rata (X) dan selang/range (R). Bagan X menunjukkan adanya perubahan pada harga rata-rata sedangkan bagan R menunjukkan adanya perubahan pada dispersi. Bagan kendali yang telah dibuat nantinya akan digunakan sebagai alat untuk pengendalian proses
44
(Muhandri dan Kadarisman 2006). Gambar 18, Gambar 19 dan Gambar 20 berturut-turut menunjukkan bagan kendali X-R untuk suhu meatmix setelah proses mixing, sebelum pencetakan dan saat proses pencetakan.
Bagan kendali digunakan untuk mengevaluasi stabilitas proses dan untuk melakukan pengaturan terhadap proses (Rampersad 2001). Menurut Muhandri dan Kadarisman (2006), dalam pembuatan serta pemakaian bagan kendali terdapat beberapa kasus (kejadian) posisi titik-titik pengukuran yang perlu mendapat perhatian, karena ada kemungkinan muncul permasalahan dalam proses produksi. Beberapa kasus tersebut diantaranya:
1. Terdapat titik yang berada di luar batas pengendali
2. Terdapat 7 (tujuh) titik yang berturut-turut naik ataupun turun
3. Terdapat 7 (tujuh) titik yang berturut-turut di atas atau di bawah garis tengah
4. Terdapat siklus yang selalu berulang sehingga jika titik tersebut dihubungkan membentuk semacam gelombang
Pengolahan data untuk analisis pengendalian suhu proses ini menggunakan program pengolah data statistik Minitab 14. Uji keterkendalian yang digunakan meliputi semua uji yang terdapat pada program tersebut. Pada uji kendali yang terdapat dalam program pengolah data statistik Minitab 14 terdapat 8 titik yang digolongkan dalam ketidakterkendalian proses dan dapat menimbulkan permasalahan dalam proses produksi, antara lain:
1. Satu titik lebih dari tiga standar deviasi dari garis tengah (di luar batas kendali) 2. Sembilan titik berturut-turut pada sisi yang sama dari garis tengah
3. Enam titik berturut-turut terus meningkat atau terus menurun
4. Empat belas titik berturut-turut naik dan turun secara berulang (membentuk gelombang) 5. Dua dari tiga titik berada lebih dari 2 standar deviasi dari garis tengah (pada sisi yang
sama)
6. Empat dari lima titik berada lebih dari 1 standar deviasi dari garis tengah (pada sisi yang sama)
7. Lima belas titik berturut-turut dalam 1 standar deviasi dari garis tengah (pada sisi yang berbeda)
8. Delapan titik berturut-turut lebih dari satu standar deviasi dari garis tengah (pada sisi yang berbeda)
Kriteria 1, 2, 3 dan 4 harus diterapkan secara rutin setiap membuat bagan kendali. Sedangkan, kriteria 5 dan 6 dapat memberikan peringatan ketidakterkendalian proses lebih awal (earlier warning). Kriteria 7 dan 8 dapat digunakan apabila pengamatan dalam subgrup berasal dari dua atau lebih sumber dengan rata-rata proses yang berbeda (Farnum 1994).
Selama praktek kerja magang berlangsung, pembahasan mengenai pengendalian suhu
meatmix selama proses produksi merupakan hal utama yang menjadi perhatian pihak produksi. Pengambilan data suhu meatmix dilakukan pada 3 titik proses, yaitu setelah proses pencampuran (mixing), sebelum proses pencetakan dan saat proses pencetakan tepatnya 15 menit setelah adonan memasuki hooper. Pada setiap titik proses dilakukan pengukuran suhu
meatmix selama 25 batch dengan 4 kali pengukuran setiap batch-nya sesuai jumlah kontainer penampung meatmix yang digunakan. Berikut akan dibahas mengenai hasil pengolahan data menggunakan bagan kendali X-R untuk suhu meatmix di setiap tahap proses.
45
a. Bagan kendali X-R untuk suhu meatmix chicken nugget B setelah proses pencampuran (mixing)
Gambar 18. Bagan kendali X-R untuk suhu meatmixchicken nugget B setelah proses
mixing
Bagan kendali X pada Gambar 18 menunjukkan nilai tengah atau Xbar sebesar -6,462, artinya rata-rata suhu meatmix selama pengambilan sampel (25 batch produksi) adalah -6,462°C. Batas kendali atas (UCL) sebesar -6,020°C dan batas kendali bawah (LCL) sebesar -6,833°C. Artinya batas kendali suhu meatmix setelah proses mixing
(selama 25 batch) berada pada kisaran -6,833°C sampai -6,020°C. Bagan kendali X-R tersebut menunjukkan empat titik di luar batas kendali (tiga titik di bagan X dan satu titik di bagan R) yang memenuhi kriteria proses tidak terkendali menurut poin 1. Terdapat satu titik pada bagan X yang memenuhi kriteria nomor 6 yaitu empat dari lima titik berada lebih dari 1 standar deviasi dari garis tengah pada sisi yang sama. Kriteria yang muncul menunjukkan adanya ketidakterkendalian dan poin nomor 6 merupakan peringatan ketidakterkendalian proses lebih awal (earlier warning) menurut Farnum (1994).
Pada bagan kendali R nilai UCL, X-bar dan LCL berturut-turut adalah 1,273, 0,558 dan 0. Artinya setiap batch pengambilan sampel (dari 4 kali pengukuran) memiliki batas kendali rentang antara 0 sampai 1,273 dengan rentang rata-rata 0,558. Bagan kendali R menunjukkan satu titik yang berada di luar batas kendali. Bagan kendali X-bar R tersebut memperlihatkan bahwa suhu meatmix chicken nugget B setelah proses mixing
dalam kondisi tidak terkendali.
M e a n 25 23 21 19 17 15 13 11 9 7 5 3 1 -6,00 -6,25 -6,50 -6,75 -7,00 _ _ X=-6,426 UCL=-6,020 LCL=-6,833 R a n g e 25 23 21 19 17 15 13 11 9 7 5 3 1 2,0 1,5 1,0 0,5 0,0 _ R=0,558 UCL=1,273 LCL=0 1 6 1 1 1 Keterangan:
(1) satu titik atau lebih berada di luar batas kendali
(6) empat dari lima titik berada lebih dari 1 standar deviasi dari garis tengah (pada sisi yang sama)
46
b. Bagan kendali X-R untuk suhu meatmix chicken nugget B sebelum proses pencetakan
Gambar 19. Bagan kendali X-R untuk suhu meatmixchicken nugget B sebelum proses pencetakan
Bagan kendali X pada Gambar 19 menunjukkan nilai tengah atau Xbar sebesar -6,244, artinya rata-rata suhu meatmix selama pengambilan sampel (25 batch produksi) adalah -6,244°C. Batas kendali atas (UCL) sebesar -5,739 dan batas kendali bawah (LCL) sebesar -6,749. Artinya batas kendali suhu meatmix setelah proses mixing (selama 25
batch) berada pada kisaran -6,749°C sampai -5,739°C. Bagan kendali X menunjukkan tiga titik di luar batas kendali yang memenuhi kriteria proses tidak terkendali menurut poin 1 dan terdapat empat titik yang memenuhi kriteria proses tidak terkendali menurut poin 5 yaitu dua dari tiga titik berada lebih dari 2 standar deviasi dari garis tengah pada sisi yang sama. Kriteria yang muncul juga menunjukkan adanya ketidakterkendalian dan poin 5 merupakan peringatan awal ketidakterkendalian menurut Farnum (1994).
Pada bagan kendali R nilai UCL, X-bar dan LCL berturut-turut adalah 1,580, 0,693 dan 0. Artinya setiap batch pengambilan sampel (dari 4 kali pengukuran) memiliki batas kendali rentang antara 0 sampai 1,580 dengan rentang rata-rata 0,693. Bagan kendali R semua rentang pengukuran berada dalam batas kendali. Dari bagan kendali X-bar R tersebut, dapat terlihat bahwa suhu meatmix chicken nugget B sebelum proses pencetakan dalam kondisi tidak terkendali.
M e a n 25 23 21 19 17 15 13 11 9 7 5 3 1 -5,7 -6,0 -6,3 -6,6 -6,9 _ _ X=-6,244 UCL=-5,739 LCL=-6,749 R a n g e 25 23 21 19 17 15 13 11 9 7 5 3 1 1,6 1,2 0,8 0,4 0,0 _ R=0,693 UCL=1,580 LCL=0 1 5 5 1 1 5 5 Keterangan:
(1) satu titik atau lebih berada di luar batas kendali
(5) dua dari tiga titik berada lebih dari 2 standar deviasi dari garis tengah (pada sisi yang sama)
47
c. Bagan kendali X-R untuk suhu meatmix chicken nugget B saat proses pencetakan
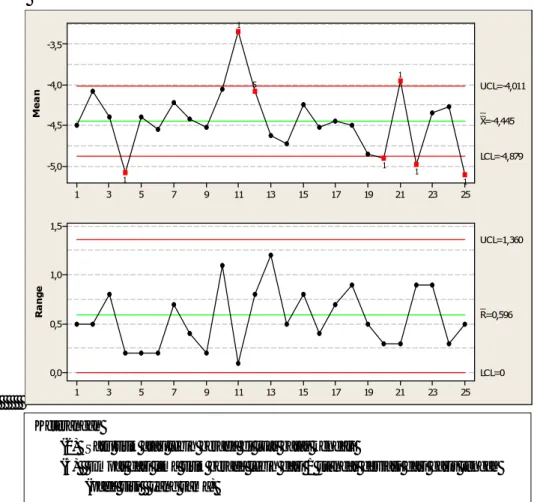
Gambar 20. Bagan kendali X-R untuk suhu meatmixchicken nugget B saat proses pencetakan
Bagan kendali X pada Gambar 20 menunjukkan nilai tengah atau Xbar sebesar -4,445, artinya rata-rata suhu meatmix selama pengambilan sampel (25 batch produksi) adalah -4,445°C. Batas kendali atas (UCL) sebesar -4,011 dan batas kendali bawah (LCL) sebesar -4,879. Artinya batas kendali suhu meatmix saat proses pencetakan (selama 25
batch) berada pada kisaran -4,879°C sampai -4,011°C. Bagan kendali X menunjukkan tiga titik di luar batas kendali yang memenuhi kriteria proses tidak terkendali menurut poin 1 dan terdapat empat titik yang memenuhi kriteria proses tidak terkendali menurut poin 5 yaitu dua dari tiga titik berada lebih dari 2 standar deviasi dari garis tengah pada sisi yang sama.
Kriteria yang muncul juga menunjukkan adanya ketidakterkendalian dan poin 5 merupakan peringatan awal ketidakterkendalian menurut Farnum (1994). Bagan kendali X untuk suhu meatmix saat pencetakan memiliki titik-titik di luar batas kendali yang paling banyak dibandingkan kedua bagan kendali lainnya, yaitu bagan kendali suhu
meatmix setelah proses mixing dan bagan kendali suhu meatmix sebelum proses pencetakan.
Pada bagan kendali R, besarnya nilai UCL, X-bar dan LCL berturut-turut adalah 1,360, 0,596 dan 0. Artinya setiap batch pengambilan sampel (dari 4 kali pengukuran)
M e a n 25 23 21 19 17 15 13 11 9 7 5 3 1 -3,5 -4,0 -4,5 -5,0 _ _ X=-4,445 UCL=-4,011 LCL=-4,879 R a n g e 25 23 21 19 17 15 13 11 9 7 5 3 1 1,5 1,0 0,5 0,0 _ R=0,596 UCL=1,360 LCL=0 1 1 1 1 5 1 1 Keterangan
(2) Satu titik atau lebih berada di luar batas kendali
(5) Empat dari lima titik berada lebih dari 1 standar deviasi dari garis tengah (pada sisi yang sama)
48
memiliki batas kendali rentang antara 0 sampai 1,360 dengan rentang rata-rata 0,596. Bagan kendali R semua rentang pengukuran berada dalam batas kendali. Bagan kendali X-R tersebut memperlihatkan bahwa suhu meatmix chicken nugget B saat proses pencetakan dalam kondisi tidak terkendali.
Berdasarkan ketiga bagan kendali tersebut, dapat disimpulkan bahwa suhu meatmix
selama proses produksi tidak terkendali. Spesifikasi suhu meatmix yang diinginkan perusahaan setelah proses mixing dan sebelum proses pencetakan adalah -7 - (-6)°C dengan suhu target -6,5⁰C. Sedangkan spesifikasi suhu meatmix saat proses pencetakan adalah -6 - (-4)°C dengan suhu target -5°C. Hasil pengambilan data selama 25 batch proses produksi menunjukkan masih banyak suhu meatmix yang berada di luar spesifikasi. Hasil pengambilan data dapat dilihat pada Lampiran 6, 7 dan 8. Pada pengambilan data suhu meatmix setelah proses mixing terdapat tiga titik yang berada di luar spesifikasi yaitu pada batch 13, 15 dan 24. Pada hasil pengambilan data suhu meatmix sebelum proses pencetakan terdapat 6 titik yang berada di bawah spesifikasi perusahaan yaitu pada batch 10, 11, 12, 21, 23 dan 24 sedangkan pada hasil pengambilan data suhu meatmix saat proses pencetakan terdapat 1 titik yang berada di bawah spesifikasi perusahaan yaitu pada batch 11.
Pembahasan mengenai pengendalian suhu proses ini hanya dibatasi pada kondisi pengendalian suhu yang terlihat pada bagan kendali. Kondisi pengendalian parameter proses selama proses produksi adalah hal utama yang dapat mempengaruhi proses serta kualitas produk yang dihasilkan. Ketiga bagan kendali suhu meatmix pada tiga tahapan proses di atas sama-sama menunjukkan adanya nilai yang berada di luar batas kendali. Menurut Hubeis (1991), jika nilai pada grafik terletak di luar batas atas dan bawah kendali, maka dapat diartikan ciri keragaman mutu adalah tidak terkendali, sehingga diperlukan suatu tindakan untuk mencari penyebabnya. Kondisi suhu meatmix selama proses produksi yang tidak terkendali dapat disebabkan oleh berbagai faktor. Oleh sebab itu kegiatan diskusi dan pengamatan selama pengambilan data kembali menjadi dasar untuk mengidentifikasi faktor penyebab ketidakterkendalian suhu meatmix selama proses produksi.
5.
Analisis Korelasi dan Regresi Linier
Analisis korelasi dan regresi linier digunakan untuk mengetahui seberapa jauh hubungan antara suhu proses (dalam hal ini suhu meatmix) dengan kerusakan produk chicken nugget bentuk bengkok. Metode yang digunakan adalah dengan pengambilan sampel produk akhir sebanyak 4 kali setiap batch secara acak dan dengan jumlah yang tidak tetap. Pengambilan sampel juga dilakukan selama 25 batch dan dilakukan bersamaan dengan pengambilan data untuk bagan kendali X-R dengan tujuan agar hubungan antara suhu
meatmix dengan banyaknya kerusakan yang terjadi dapat terlihat jelas melalui penggunaan diagram pencar dan garis regresi.
Sampel yang diambil secara acak sebanyak 4 kali kemudian dipisahkan antara produk
nugget bentuk bengkok dari total sampel yang diambil. Persentase kerusakan produk nugget
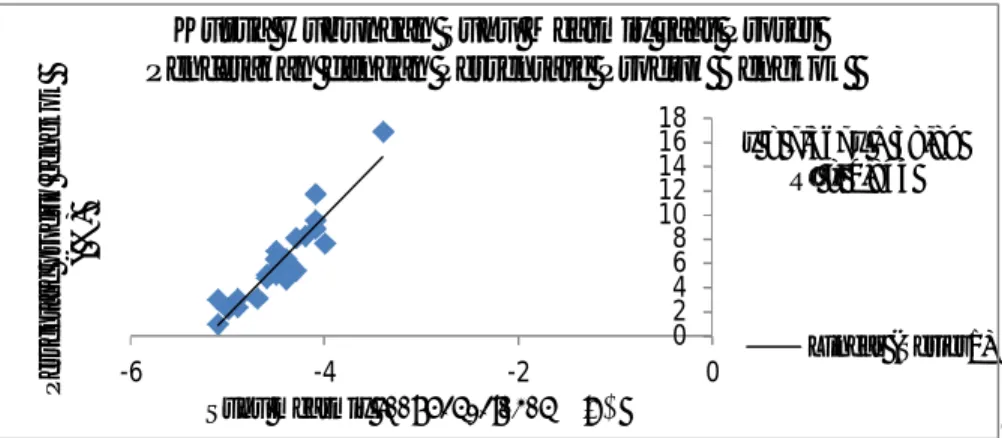
bengkok merupakan perbandingan antara jumlah produk nugget bengkok dengan total sampel yang diambil. Hasil pengambilan data dapat dilihat pada Lampiran 9. Dengan menggunakan diagram pencar (scatter diagram) dan garis regresi akan dapat terlihat bagaimana hubungan antara suhu meatmix saat proses pencetakan dengan persentase produk bengkok.
49
Gambar 21. Kurva korelasi dan regresi linier suhu meatmix dengan terjadinya produk bengkok
Grafik di atas memperlihatkan hubungan antara suhu meatmix saat pencetakan dengan persentase produk bengkok dari sampel yang diambil. Diagram pencar (scatter diagram) memperlihatkan titik-titik yang menggerombol dengan kemiringan positif. Menurut Walpole (1993), bila titik-titik menggerombol mengikuti sebuah garis lurus dengan kemiringan positif, maka ada korelasi positif yang tinggi antara kedua peubah. Hal ini menandakan bahwa kenaikan suhu meatmix saat proses pencetakan sangat berhubungan dengan meningkatnya persentase produk bengkok yang terjadi.
Persamaan regresi yang diperoleh yaitu y = 7,367 x + 38,89 dengan nilai R2= 0,84 atau nilai R = 0,92. Karena nilai R mendekati 1, maka dapat disimpulkan bahwa pengaruh suhu adonan saat proses pencetakan terhadap persentase kerusakan yang terjadi sangat besar. Tabel hasil pengambilan data dapat dilihat pada Lampiran 9. Dari tabel hasil pengambilan data dapat terlihat jelas berapa persentase produk rusak per batch-nya. Suhu target meatmix
yang diinginkan saat proses pencetakan (15 sampai 20 menit dalam hooper) adalah 5⁰C.
Berdasarkan hasil analisis korelasi dan regresi ini dapat terlihat bahwa suhu adonan yang semakin tinggi selama proses pencetakan berhubungan dengan produk bengkok yang cenderung semakin meningkat. Pada suhu 5⁰C atau mendekati 5⁰C, persentase produk bengkok yang terjadi dari pengambilan sampel adalah 1-3% sedangkan pada suhu jauh dari target yaitu yang terjadi pada batch 11 suhu meatmix mencapai -3,4⁰C dan produk bengkok yang terjadi mencapai 16,93%. Ini berarti suhu meatmix yang ditargetkan perusahaan sudah tepat, hanya saja diperlukan tindakan pengendalian proses untuk mengendalikan suhu
meatmix sebelum proses pencetakan agar saat pencetakan suhu tidak cepat naik.
Selain pengaruh suhu awal dan sebelum proses pencetakan, faktor karakteristik
meatmix sebelum dicetak juga dapat mempengaruhi terjadinya kerusakan produk nugget yang dicetak. Produk bengkok terjadi akibat meatmix yang cepat lembek. Berdasarkan hasil pengamatan yang dilakukan, terlihat bahwa semakin tingginya suhu adonan selama proses pencetakan disebabkan karena berubahnya tekstur meatmix yang cepat terjadi terutama jika terbentuk titik-titik air yang membuat meatmix mudah sekali lembek.
Langkah selanjutnya yang dilakukan adalah melakukan pendataan untuk melihat perubahan suhu yang terjadi selama proses pencetakan pada dua karakteristik meatmix yang berbeda, yaitu meatmix dengan karakteristik normal dan meatmix dengan karakteristik berair. Pengujian dilakukan sebanyak 5 kali. Tabel 6 menunjukkan data perubahan suhu meatmix
sebelum dan saat 15 menit saat pencetakan selama 5 batch dengan karakteristik berbeda. y = 7,367x + 38,89 R² = 0,844 0 2 4 6 8 10 12 14 16 18 -6 -4 -2 0 P er se n ta se p ro d u k b en g k o k ( % )
Suhu meatmixsaat pencetakan ( ̊C)
Kurva Hubungan Suhu Meatmix saat Proses
Pencetakan dengan Persentase Produk Bengkok
50
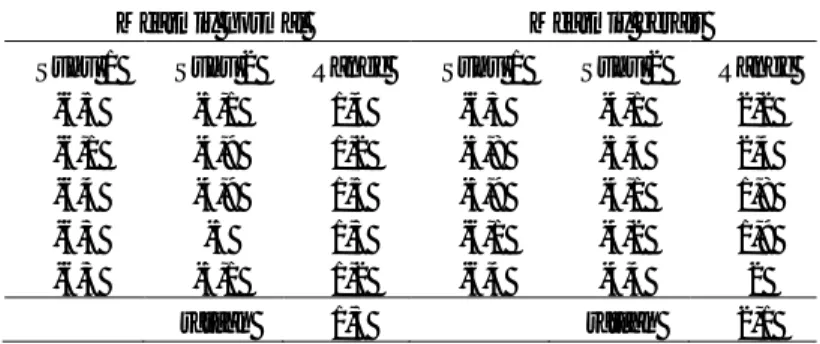
Tabel 6. Perubahan suhu meatmix dengan karakteristik berbeda
Meatmix normal Meatmix berair
Suhu 1 Suhu 2 Range Suhu 1 Suhu 2 Range
-6,5 -5,1 1,4 -6,3 -4,1 2,2 -6,1 -4,9 1,2 -5,8 -3,4 2,4 -6,4 -4,9 1,5 -5,9 -4,1 1,8 -6,3 -5 1,3 -6,1 -4,2 1,9 -6,3 -5,1 1,2 -6,4 -4,4 2 rataan 1,3 rataan 2,1
Berdasarkan data pada Tabel 6, terlihat bahwa meatmix dengan karakteristik berair memiliki perubahan suhu yang lebih besar antara sebelum proses pencetakan (suhu 1) dan suhu saat pencetakan (suhu 2). Perubahan suhu yang cukup tinggi ini merupakan suatu peringatan bagi pihak produksi untuk dapat melakukan tindak pengendalian dalam mencegah terjadinya pengeluaran air pada meatmix sebelum proses pencetakan.
Meatmix dengan karakteristik lembek dan berair terjadi pada saat proses penyimpanan. Meatmix yang akan dicetak harus dimasukkan secara bertahap setiap satu kontainer. Meatmix yang belum dicetak akan disimpan pada ruang pendingin bersuhu 4⁰C (chiller) untuk mempertahankan suhunya agar tetap stabil. Jika terjadi hal yang tidak diinginkan, yaitu penundaan proses pencetakan yang cukup lama, meatmix akan disimpan dalam ruang beku bersuhu -20⁰C (freezer). Namun setelah dilakukan pengamatan pada batas waktu tertentu, meatmix yang disimpan pada ruang penyimpanan chiller mengalami perubahan karakteristik yang tidak diinginkan. Suhu meatmix meningkat dan karakteristik
meatmix menjadi lebih lembek dan berair. Oleh karena itu dilakukan suatu pengamatan dan pendataan untuk mengetahui batas simpan adonan (meatmix) pada ruang penyimpanan untuk mencegah perubahan karakteristik meatmix yang tidak diinginkan.
6.
Analisis Grafik Hubungan Waktu Penyimpanan dengan Suhu dan
Karakteristik Meatmix.
Dalam mengendalikan suhu meatmix selama proses produksi, hal terpenting yang harus diperhatikan adalah lama penyimpanan meatmix yang dilakukan sebelum proses pencetakan. Meatmix yang sangat baik untuk dicetak adalah meatmix yang baru saja keluar dari proses mixing. Namun, efisiensi proses juga harus menjadi pertimbangan pihak produksi sehingga meatmix harus diproduksi sekaligus 1 sampai 5 batch sebelum dicetak. Oleh karena itu perlu dilakukan analisa mengenai perubahan suhu dan karakteristik meatmix selama penyimpanan untuk menentukan lama penyimpanan yang sebaiknya dilakukan. Visualisasi data menggunakan grafik garis.
Grafik garis adalah grafik yang menggambarkan hubungan antara dua variabel (Rampersad 2001). Tujuannya adalah untuk menggambarkan hubungan timbal-balik di antara dua atau lebih unsur seperti variabel dan penyebab (Crocker et al. 2007). Pengolahan data dalam analisis ini menggunakan program Ms. Excel. Pengambilan data dilakukan di dua tempat penyimpanan yaitu ruang chiller dan cold storage atau ruang freezer. Masing-masing ruangan diberikan dua sampel adonan dalam kontainer kecil dengan jumlah dan kondisi
mixing yang sama seperti saat proses produksi berlangsung. Pengambilan data dilakukan dengan melakukan pengukuran suhu masing-masing sampel di bagian atas dan bagian tengah
51
meatmix di masing-masing ruangan setiap 30 menit selama 5 jam. Selain pencatatan suhu, dilakukan juga pengamatan terhadap kondisi karakteristik meatmix selama penyimpanan.
Grafik perubahan suhu selama penyimpanan di ruang chiller dan freezer berturut-turut ditunjukkan pada Gambar 22 dan Gambar 23, sedangkan hasil pengamatan perubahan karakteristik meatmix yang terjadi selama penyimpanan di ruang chiller dan freezer berturut-turut ditunjukkan pada Tabel 7 dan Tabel 8. Hasil pengambilan data suhu meatmix di tempat penyimpanan dapat dilihat pada Lampiran 11.
a. Penyimpanan di Ruang Chiller (4°C)
Gambar 22. Grafik perubahan suhu meatmix pada penyimpanan chiller
Tabel 7. Karakteristik meatmix chicken nugget B selama penyimpanan chiller
Keterangan : N = meatmix bertekstur padat atau normal A = meatmix lembek dan berair
Berdasarkan grafik perubahan suhu pada Gambar 22 dan kondisi karakteristik
meatmix pada Tabel 7, terlihat bahwa meatmix bagian tengah cenderung dapat mempertahankan suhunya selama 3-3,5 jam, sedangkan meatmix bagian atas cenderung mengalami kenaikan suhu secara bertahap dan mulai mengeluarkan air setelah penyimpanan
-6,4 -6,2 -6 -5,8 -5,6 -5,4 -5,2 -5 0 30 60 90 120 150 180 210 240 270 300 Sampel 1 Sampel 2 Waktu (menit) S u h u ( ⁰ C ) Tengah -6,4 -6,2 -6 -5,8 -5,6 -5,4 -5,2 -5 0 30 60 90 120 150 180 210 240 270 300 Sampel 1 Sampel 2 Waktu (menit) S u h u ( ⁰ C ) Waktu Simpan 0’ 30’ 60’ 90’ 120’ 150’ 180’ 210’ 240’ 270’ 300’ Kt 1 N N N A A A A A A A A Kt 2 N N N A A A A A A A A Atas
52
selama 90 menit. Ini menandakan bahwa meatmix yang disimpan selama lebih dari satu jam pada ruang chiller bersuhu 4⁰C dapat menyebabkan meatmix mudah lembek dan cepat mengalami kenaikan suhu saat pencetakan.
b. Penyimpanan di Ruang Freezer (20°C)
Gambar 23. Grafik perubahan suhu meatmix pada penyimpanan freezer
Tabel 8. Karakteristik meatmix chicken nugget B selama penyimpanan freezer
Keterangan : N = meatmix bertekstur padat atau normal K = meatmix bertekstur keras dan sulit ditekan
K- = meatmix bertekstur keras namun masih dapat ditekan R = meatmix rapuh/hancur saat ditekan
Berdasarkan grafik perubahan suhu pada Gambar 23 dan kondisi karakteristik
meatmix pada Tabe1 8, terlihat bahwa meatmix bagian tengah cenderung dapat mempertahankan suhunya selama 5 jam. Namun pada sampel 2, terjadi kenaikan suhu sebesar 0,2⁰C setelah 3,5 jam yang dapat disebabkan oleh karakteristik luar meatmix yang semakin keras dan beku. Sedangkan meatmix bagian atas cenderung mengalami penurunan suhu secara cepat namun permukaan luar mengalami pengerasan setelah kurang lebih dari
-6,4 -6,2 -6 -5,8 -5,6 -5,4 -5,2 -5 -4,8 0 30 60 90 120 150 180 210 240 270 300 Sampel 1 Sampel 2 Waktu (menit) Tengah S u h u ( ⁰ C ) -7,6 -7,4 -7,2 -7 -6,8 -6,6 -6,4 -6,2 -6 -5,8 -5,6 -5,4 -5,2 0 30 60 90 120 150 180 210 240 270 300 Sampel 1 Sampel 2 Waktu (menit) S u h u ( ⁰ C ) Atas Waktu Simpan 0’ 30’ 60’ 90’ 120’ 150’ 180’ 210’ 240’ 270’ 300’ Kt 1 N N N K- K K K K K K K Kt 2 N N K- K K K K K K R R
53
satu jam penyimpanan bahkan rapuh setelah 4 jam penyimpanan. Mengerasnya meatmix di permukaan menyebabkan meatmix tidak dapat dituang ke alat pencetakan.
D.
IDENTIFIKASI LANGKAH PERBAIKAN PROSES
Langkah perbaikan proses produksi lebih dipusatkan pada langkah pengendalian proses produksi. Berdasarkan hasil analisis data yang telah dilakukan, tahap identifikasi langkah pengendalian ini telah melalui tahap diskusi dengan pihak perusahaan terutama bagian produksi. Beberapa tindak pengendalian yang harus dilakukan pihak perusahaan antara lain:
1. Melakukan pengecekan kestabilan tekanan nitrogen dan lama waktu mixing untuk mengendalikan suhu meatmix.
2. Tidak memproduksi meatmix dalam jumlah banyak (lebih dari 3 batch sekaligus) untuk mengantisipasi kenaikan suhu meatmix sebelum proses pencetakan.
3. Melakukan pengecekan suhu sebelum keseluruhan adonan dikeluarkan dari mixer.
4. Melakukan pemantauan terhadap waktu penyimpanan meatmix agar tidak menyebabkan kenaikan suhu maupun perubahan karakteristik yang tidak diinginkan. Penyimpanan meatmix
pada suhu chiller maupun freezer sebaiknya tidak dilakukan dalam waktu lebih dari satu jam. 5. Memastikan mesin dalam kondisi baik dan kecepatan pencetakan tetap maksimal untuk
mencegah meatmix cepat lembek karena kenaikan suhu selama pencetakan.
6. Melakukan tindakan antisipasi dengan segera saat terjadi gangguan mesin atau mati listrik secara mendadak dengan secepatnya memindahkan meatmix ke ruang penyimpanan dengan penyesuaian waktu.
7. Memastikan kestabilan suhu ruang, mengingat suhu ruangan harus cukup mendukung untuk mempertahankan suhu meatmix terutama pada saat proses pencetakan.
8. Memastikan semua komponen penunjang proses berjalan dengan baik, seperti pengaturan posisi dan kecepatan konveyor terutama saat pencetakan.
9. Melakukan tindak penyortiran yang ketat terutama sebelum produk memasuki mesin IQF dan ikut terkemas pada saat proses pengemasan.
10. Pihak manajemen produksi sebaiknya melakukan tindakan dalam mengantisipasi tindakan penyortiran yang dilakukan pekerja. Penyortiran yang dilakukan secara bergantian (setiap satu jam sekali) dan dilakukan secara terus-menerus akan lebih efektif karena penyortiran dapat terus berlangsung tanpa menimbulkan rasa jenuh. Penggunaan metode ini juga diharapkan dapat mencegah produk rusak terbawa ke ruang pengemasan.