PROSES MANUFAKTUR DAN PRAKTIKUM
IEG2G3
Program Studi Teknik Industri
Fakultas Rekayasa Industri
DOSEN
Andri. G. Suryabrata, ST, MSC
Ruangan: C-128
PENILAIAN
1.Praktikum – 30%
2.Presentasi dan Tugas Besar –
20%
3.UTS – 20%
4.UAS – 20%
QUIZ
Quiz ada 2 kali yaitu di:
1. PERTEMUAN KE 2 – Multiple Choice
2. PERTEMUAN KE 6 – Multiple Choice
&
Pengertian Manufaktur
• Kata manufaktur berasal dari bahasa Latin manus factus yang berarti dibuat dengan tangan.
• Kata manufacture muncul pertama kali tahun 1576, dan kata manufacturing muncul tahun 1683.
• Manufaktur, dalam arti yang paling luas, adalah proses merubah bahan baku menjadi produk. Proses ini meliputi:
1) Perancangan Produk 2) Pemilihan Material, dan
3) Tahap-tahap Proses Dimana Produk Tersebut Dibuat.
• Mengikuti defnisi ini, manufaktur pada umumnya
adalah suatu aktiftas yang kompleks yang melibatkan berbagai variasi sumbe rdaya dan aktiftas sebagai berkut:
Perancangan Produk - Pembelian - Pemasaran - Mesin dan perkakas Manufacturing Penjualan -Perancangan proses - Production control – Pengiriman - Material - Support services - Customer service
• Hal-hal di atas telah melahirkan disiplin ilmu tentang
• Sebagai ilustrasi, mari perhatikan dan periksa
beberapa objek di sekitar kita: arloji, kursi, stapler, pensil, kalkulator, telpon, panci dan pemegang lampu. Kita segera akan menyadari bahwa semua obyek tersebut mempunyai bentuk yang berbeda.
• Benda-benda tersebut tidak akan bisa dijumpai ada di
alam ini sebagaimana seolah-olah tersedia begitu saja di ruangan kita. Benda-benda tersebut telah
ditransformasikan (diciptakan/dibuat) dari berbagai
•
Beberapa obyek terdiri dari satu komponen, seperti
paku, baut, kawat, gantungan baju. Namun
demikian, kebanyakan obyek seperti, mesin
• Semua komponen tersebut dibuat melalui berbagai proses yang disebut manufaktur (manufacturing). Di samping produk-produk akhir tersebut, manufaktur juga melibatkan aktiftas dimana produk yang dibuat dipergunakan untuk membuat produk.
• Produk tersebut adalah mesin-mesin yang dipakai untuk membuat berbagai macam produk. Misalnya :
1. mesin press untuk membuat plat lembaran menjadi bodi mobil,
2. mesin-mesin untuk membuat komponen, atau 3. mesin jahit untuk memproduksi pakaian.
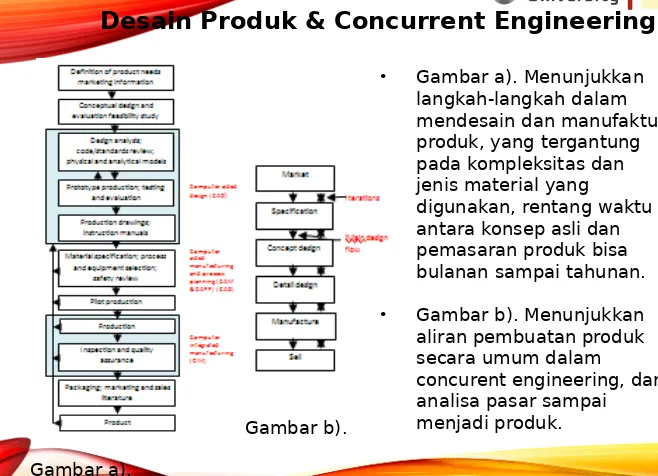
• Gambar a). Menunjukkan langkah-langkah dalam
mendesain dan manufaktur produk, yang tergantung pada kompleksitas dan jenis material yang
digunakan, rentang waktu antara konsep asli dan pemasaran produk bisa bulanan sampai tahunan.
• Gambar b). Menunjukkan aliran pembuatan produk secara umum dalam
concurent engineering, dari analisa pasar sampai
menjadi produk.
Desain Produk & Concurrent Engineering
Gambar a).
Pemilihan Material Dan Proses
• Terdapat banyak sekali jenis material yang ada di alam,
di dalam dunia teknik material umumnya diklasifkasikan menjadi lima jenis yaitu:
a) Material logam (fero, non fero) b) Polimer
c) Keramik d) komposit
• berbagai bahan yang tersedia tersebut, masing-masing
jenis memiliki sendiri,
a) sifat material dan karakteristik manufaktur, b) keuntungan dan keterbatasan,
Sifat-sifat material
• Sifat mekanik (kuat, ulet, keras, tangguh, elastis,
lelah, dan mulur)
• Sifat fsik (berat jenis, panas spesifk, ekspansi termal
& konduktiftas, titik leleh, sifat listrik dan magnet)
• Sifat kimia (oksidasi, korosi, degradasi, racun dan
sifat mampu nyala)
• Sifat-sifat manufaktur (workability) • Sifat-sifat fungsi (estetika, ergonomi)
a) Logam Fero dan Non Fero
• Logam fero adalah: logam paduan yang
mengandung besi (Fe) sebagai unsur utamanya.
• Logam non fero adalah: logam paduan yang
Dalam dunia teknik, logam (besi / baja) merupakan material yang paling banyak dipakai,
Logam fero dan non fero merupakan bahan anorganik terdiri dari satu atau lebih unsur logam , yang mempunyai sifat:
• Memiliki struktur kristal dan baik sebagai penghantar
(konduktor) panas dan listrik,
• Memiliki kekuatan dan modulus elastisitas yang tinggi, • Mampu mempertahankan kekuatan (strength) baik
pada suhu tinggi maupun rendah,
• Logam juga memiliki duktilitas yang cukup, yang
penting untuk banyak aplikasi teknik,
• Logam dapat diperkuat dengan paduan dan perlakuan
panas
• Beberapa logam dapat dibuat menjadi tahan terhadap
b) Bahan Polimer adalah: bahan organik yang yang memiliki rantai molekul (karbon) yang panjang dan berat molekul yang besar karbon , umumnya non kristal hanya ada beberapa yang merupakan campuran kristal dan non kristal
Sifat bahan polimer
• Polimer umumnya memiliki kepadatan rendah dan
kekakuan rendah dibanding bahan logam
• Lebih lunak dibanding logam dan mempunyai sifat
viskoelastis (kenyal dan elastis)
• Merupakan penghantar listrik yang buruk
• Titik lelehnya rendah, dan umumnya tidak tahan
terhadap cairan asam tahan korosi
c) Keramik merupakan bahan anorganik yang terdiri dari logam dan unsur non logam yang terikat bersama secara kimiawi , keramik bisa berupa kristal (keramik), non kristal (gelas) atau campuran keduanya (kaca-keramik)
Sifat bahan keramik:
• Umumnya keramik memiliki titik leleh tinggi dan stabil terhadap cairan kimia seperti asam
• keramik memiliki kekerasan tinggi dan dapat mempertahankan kekuatannya pada suhu tinggi
• keramik sangat rapuh dan mudah pecah (duktilitasnya rendah)
• keramik biasanya merupakan penghantar listrik dan panas yang buruk
4. Bahan Komposit adalah: bahan campuran
(kombinasi) dua atau lebih material hasil rekayasa, berupa matriks (polimer, logam dan keramik) dan penguat (logam, gelas, keramik),
Bahan komposit direkayasa untuk menggabungkan sifat terbaik dari masing-masing komponennya
Sifat bahan komposit
• Sifat terutama sifat mekanik bisa direkayasa • Ringan dan non magnetik
• Sifat mekanik adalah sifat yang menyatakan
kemampuan suatu material untuk menerima beban, gaya dan energi tanpa menimbulkan kerusakan pada material tersebut, pentingnya sifat mekanik material dalam aplikasi teknik adalah sebagai berikut:
• kebutuhan untuk memperoleh pengetahuan tentang
sifat bahan, sehingga pilihan material sesuai untuk aplikasinya
• data sifat mekanik digunakan untuk memprediksi
Beberapa sifat mekanik yang penting antara lain:
• Kekuatan (strength)
Merupakan kemampuan suatu material untuk menerima beban tanpa menyebabkan material menjadi patah. Berdasarkan pada jenis beban yang bekerja, kekuatan dibagi dalam beberapa macam yaitu: (a) kekuatan tarik, (b) kekuatan geser, (c) kekuatan tekan, (d) kekuatan torsi, dan (e) kekuatan tekuk.
• Kekakuan (stifness)
• Keuletan (ductility)
Adalah sifat material yang didefnisikan sebagai kecenderungan material mengalami deformasi secara signifkan sebelum patah (pada beban tarik), ukuran keuletan material diukur dengan menggunakan persen perpanjangan sebelum patah atau pengurangan luas sebelum patah, bahan yang memiliki sifat ini antara lain besi lunak, tembaga, aluminium, nikel, dll.
• Kegetasan (brittleness)
• Kelelahan (fatigue)
• Merupakan kecenderungan dari logam untuk menjadi
patah bila menerima beban bolak-balik (dynamic load) yang besarnya masih jauh di bawah batas kekakuan elastiknya.
• Melar (creep)
Merupakan kecenderungan suatu logam untuk mengalami deformasi plastik bila pembebanan yang besarnya relatif tetap dilakukan dalam waktu yang lama pada suhu yang tinggi.
• Kekerasan (hardness)
• Kekenyalan (elasticity)
Didefnisikan sebagai kemampuan meterial untuk menerima tegangan tanpa mengakibatkan terjadinya perubahan bentuk yang permanen setelah tegangan dihilangkan, atau dengan kata lain kemampuan material untuk kembali ke bentuk dan ukuran semula setelah mengalami deformasi (perubahan bentuk).
• Plastisitas (plasticity)
Sifat mekanik secara umum ditentukan melalui pengujian destruktif dari sampel material pada kondisi pembebanan yang terkontrol,
sifat mekanik yang paling baik diperoleh dengan melakukan pengujian pada produk prototif dengan menggunakan pembebanan sebenarnya
Uji Tarik dan Tensile Strength
Spesimen uji (standar) → lihat gambar
Modulus elastis itas (E), Titik pl pada gbr. Di atas → batas proporsional → di bawah titik tsb tegangan sebanding dengan regangan → sifat proporsional diformulasikan sebagai hukum HOOK:
E = modulus elastisitas = modulus YOUNG = ukuran kekakuan material pada batas elastis
Batas elastis , titik el pada gbr. Di atas → batas elastis → bila dilewati, material akan mengalami deformasi permanen (plastis) → batas perilaku elastis dengan perilaku plastis
Titik Y → titik luluh, material mulai mengalami luluh dengan laju deformasi meningkat
Uji tekan (comprsssion strength)
Uji Tekuk (bending) dan Flexural Strength
Uji bending biasanya dilakukan untuk menentukan fexural strength komponen. Pengujian ini dilakukan dengan menumpu batang dengan tumpuan sederhana dan kemudian membebani batang tersebut secara transversal pada bagian tengahnya.
Bila materialnya ulet, kegagalan yang terjadi berupa luluh sedangkan bila materialnya getas kegagalannya adalah berupa patahan. Gambar 2.7 menunjukkan contoh hasil akhir uji bending
Uji Puntir Shear Strength
Uji puntir dilakukan untuk mengetahui sifat geseran pada material. Uji puntir biasanya diperlukan untuk komponen yang beban utamanya adalah beban puntir. Bentuk spesimen uji puntir ini tidak jauh berbeda dengan bentuk spesimen uji tarik. Gambar di bawah menunjukkan contoh hasil akhir uji puntir.
Sifat-sifat mekanik dapat ditentukan dengan uji puntir adalah sebagai berikut :
Modulus kekakuan geser (Modulus of Rigidity)
Persamaan tegangan-regangan untuk puntiran murni didefnisikan sebagai berikut:
Dimana τ: tegangan geser, r: radius spesimen,
Lo: panjang benda kerja, θ: sudut puntir (radian), dan G: modulus kekakuan geser
Hubungan G dengan modulus Young dan rasio
Poisson’s dinyatakan sebagai berikut :
ν (Rasio Poisson’s): perbandingan
antara regangan arah lateral
Uji Keras (Hardness)
Uji keras dilakukan untuk mendapatkan sifat kekerasan material. Kekerasan biasanya dapat dinyatakan dalam tiga skala yaitu Brinell, Rockwell, atau Vickers. Perbedaan
Pengujian Vickers Micro Hardness (knoop hardness testing) Sering disebut knoop hardness testing, digunakan untuk :
Uji Lelah dan Endurance Limit
Basic Manufacturing Processes
• Casting or moulding (liquid to solid with new shape) • Forming (deformation of solid into new shape)
• Machining (material removal to make new shape)
• Joining and assembly (making new shape from
smaller shapes)
• Surface treatments (changing or adding to surface) • Heat treating (changing properties without changing
shape)
• Other (vapour deposition, dissolution etc)
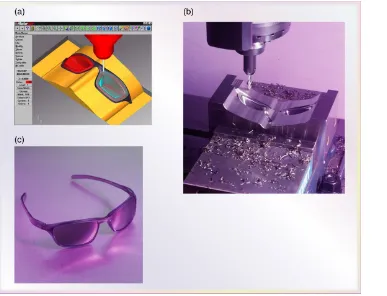
Contoh:
3. Kemudian berdasarkan 3D model dibuatkan cetakan
Figure :
Machining a mold cavity for making sunglasses.
a) Computer model of the sunglass as designed and viewed on the
Courtesy of Mastercam/ CNC Software, Inc.
Basic Manufacturing Processes
1. Shaping processes (proses pembentukan)
1) Casting/moulding (pengecoran dan
cetakan)
2) Cutting/separating (pemotongan dan
pemisahan)
3) Deformation/forming
4) Joining (penyambungan)
2. Non shaping processes (bukan
pembentukan)
1) Heet treatment
Casting/consolidation
1. Laminating→(a)Filament winding, (b)Lay up, (c)Pultrusion
2. Casting
1) Permanent mould→(a) gravity die casting, (b) pressure die casting, (c) Squeeze casting,
Centrifugal casting, (c) Compression moulding, (d) Reaction inj. (e)Moulding, (f)Injection moulding, (g)Rotational moulding, (h)Contact moulding
2) Permanent pattern→ (a) Sand casting, (b) Shell moulding
3) Expendable mould and pattern→ (a) Investment casting, (b) Evaporative pattern casting
Deformation/forming 1. Sheet
1) Sheet metal forming, (a)Bending, (b)Die, (c)Spinning 2) Vacuum forming
3) Blow moulding
4) Superplastic forming
2. Bulk
1) Forging
1) Hot Forging : (a) Drop, (b) Press, (c) Upset 2) Cold Forging: (a) Swaging, (b) Cold heading 2) Wire/tube drawing
3) Rolling: (a) Sheet (b) Structural, (c) Pierce 4) Extrusion: (a) Direct, (b) Indirect, (c) Impact
3. Powder processing
1) Slip casting
Cutting/separating
1. Mechanical machining:
(a) Single point cutting, (b) Multiple point
cutting, (c) Grinding/Abrasives
2. Electromachining:
(a) Electrochemical, (b) Electrical discharge
3. Shearing:
(a) Piercing, (b) Blanking
4. Thermal cutting:
(a) Torch cutting, (b) Electric discharge
5. Chemical milling:
Joining/assembly
1. Resistance welding: (a) Spot weldingm, (b) Seam welding, (c) Projection welding, (d) Electroslag welding
2. Fusion welding
a) Electric arc welding : (1) GMAW, (2) GTAW, (3) SMAW, (4) FCAW, (5) PAW
b) Gas welding c) Laser welding
d) Electron beam welding
3. Solid state welding: (a) Forge welding, (b) Friction/Ultrasonic welding, (c) Cold welding, (d) Explosive welding, (e) Difusion bonding
4. Mechanical joining
a) Fasteners : (1) Screws, (2) Rivets, (3) Bolts, (4) Nails, (5) Seams