BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
Perusahaan yang bergerak di bidang produksi parabola ini didirikan oleh Bapak Susanto Lim. Nama perusahaan ini adalah PT. Bintang Persada Satelit. Perusahaan beroperasi di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Hamid / Jalan Ladang, Gang Perdamaian No. 34, Medan dengan luas area sekitar kurang lebih 1,5 Hektar yang terdiri dari beberapa bangunan untuk mesin produksi, gudang produk, dan gudang bahan baku. Untuk kantor pemasarannya sendiri berada di Jalan Sutomo Ujung Medan.
PT. Bintang Persada Satelit pertama didirikan pada Tahun 2002 dan mulai beroperasi pada Tahun 2003. Awalnya President Director PT Bintang Persada Satelit bapak Susanto Lim hanya membuka pabrik parabola lengkap dengan receivernya. Tetapi dengan beberapa pertimbangan dari pihak manajemen maka diputuskan tidak memproduksi receivernya. Dan seiring dengan berkembangnya usaha ini, PT Bintang Persada Satelit ini mengembangkan bisnis produksi kereta sorong.
2.2. Ruang Lingkup Bidang Usaha
yang berbeda-beda. Banyak tidaknya produk yang dihasilkan tergantung dari permintaan pelanggan dan didukung oleh ketersediaan sumber daya, baik itu bahan maupun fasilitas lainnya yang mendukung kegiatan produksi.
Selain produksi- produksi di atas PT. Bintang Persada Satelit Medan juga menyediakan dan melayani permintaan pembuatan kereta sorong.
2.3. Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Hamid / Jalan Ladang, Gang Perdamaian No. 34, Medan. PT. Bintang Persada Satelit menempati areal seluas ± 1,5 Hektar.
2.4. Daerah Pemasaran
Target pasar PT. Bintang Persada Satelit adalah konsumen atau pelanggan yang berada di dalam negeri. Daerah pemasarannya tersebar di beberapa daerah di Indonesia, di antaranya daerah di pulau Sumatera dan sekarang meluas hingga ke wilayah pulau Jawa dan Indonesia Bagian Timur. Masalah harga dari produk menjadi hal yang sensitif dari pemasaran yang diberikan perusahaan dalam memasarkan produknya masih dapat bersaing dengan perusahaan-perusahaan yang sejenis.
2.5. Struktur Organisasi
pencapaian suatu tujuan tertentu.
Struktur organisasi yang baik adalah dimana setiap karyawan (staf dan tenaga kerja) dapat melihat keseluruhan sistem birokrasi untuk setiap departemen dengan jelas, terperinci dan mudah dimengerti, sehingga setiap karyawan dapat mengetahui kepada siapa dan bagaimana harus melaporkan aktifitas kerjanya atau apabila ada masalah yang belum pernah dihadapi sebelumnya harus dapat dengan cepat dan tepat melaporkan kepada pihak yang berwenang. Struktur perusahaan yang baik juga diharapkan bersifat fleksibel dalam arti hidup berkembang dan bergerak sesuai dengan kondisi yang dihadapi perusahaan serta mampu mengarahkan orang-orang yang berada di dalam perusahaan kepada keadaan yang sedemikian rupa sehingga mereka dapat melaksanakan aktifitas dengan baik yang mendukung tercapainya sasaran perusahaan.
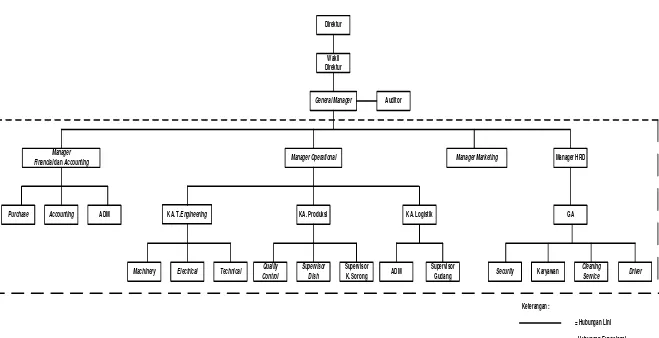
Pada PT. Bintang Persada Satelit memiliki struktur organisasi campuran lini-fungsional. Sruktur lini yaitu merupakan struktur dimana didalamnya terdapat garis wewengang yang menghubungkan langsung secara vertikal antara atasan dan bawahan. Struktur fungsional adalah struktur organisasi dimana wewenang dari pimpinan tertinggi dilimpahkan kepada kepala bagian yang mempunyai jabatan fungsional untuk dikerjakan kepada pelaksana dengan keahlian khusus.
Direktur
Purchase KA. T.Engineering KA. Produksi KA. Logistik GA
Supervisor
Struktur organisasi PT. Bintang Persada Satelit adalah berbentuk garis dan fungsional. Bentuk atau hubungan garis ditunjukkan dengan adanya spesialisasi atau pembagian tugas setiap unit organisasi (departemen) sehingga pelimpahan wewenang dari pimpinan dalam bidang pekerjaan tertentu dapat langsung dilimpahkan kepada departemen yang menangani pekerjaan tersebut. Yang termasuk dalam hubungan garis ini adalah manajer produksi dan manajer
engineering. Hubungan fungsional dijumpai di bagian umum atau kepegawaian
dan bagian keuangan, dimana seluruh karyawan dapat berhubungan dengan bagian ini sepanjang menyangkut fungsi kepegawaian dan keuangan.
2.5.1. Pembagian Tugas dan Tanggungjawab
Masing-masing jabatan memiliki peran penting dalam jalannya perusahaan ini. Untuk pembagian tugas dan tanggung jawab yang harus dijalankan oleh masing-masing jabatan dapat dilihat pada lampiran 1.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Di dalam melaksanakan kegiatan operasional pabrik, PT. Bintang Persada Satelit mempunyai tenaga kerja sebanyak 132 orang. Alokasi tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
No. Jabatan Pendidikan Jumlah
1. Direktur Sarjana 1
2. Wakil Direktur Sarjana 1
3. General Manager Sarjana 1
4. Auditor Sarjana 1
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja (Lanjutan)
No. Jabatan Pendidikan Jumlah
6. Operational Manager Sarjana 1
7. Marketing Manager Sarjana 1
15. Kabag General Administration Sarjana / D3 1
16. Machinery D3 2
Dalam memelihara ketertiban dan kedisiplinan kerja setiap perusahaan mengeluarkan tata tertib/peraturan kerja yang harus dipatuhi oleh setiap karyawan perusahaan, termasuk dalam penetapan jam kerja.
Ketentuan jam kerja di PT. Bintang Persada Satelit diatur menurut aturan
shift yang ditunjukkan pada Tabel 2.2. Tabel 2.3. dan Tabel 2.4.
a. Jam kerja pada bagian administrasi dan kantor
Tabel 2.2. Sistem Pembagian Jam Kerja Bagian Administrasi dan Kantor
HARI JAM KERJA (WIB) ISTIRAHAT (WIB)
Senin – Sabtu 08.00 – 17.00 12.00 – 13.00
b. Jam kerja bagian produksi
Tabel 2.3. Sistem Pembagian Jam Kerja Bagian Produksi
HARI SHIFT JAM KERJA
(WIB) ISTIRAHAT (WIB) Senin – Sabtu I 08.00 – 16.00 12.00 – 13.00
II 16.00 – 24.00 18.00 – 19.00 Sumber: PT. Bintang Persada Satelit
c. Jam kerja bagian keamanan
Tabel 2.4. Sistem Pembagian Jam Kerja Bagian Keamanan
HARI SHIFT JAM KERJA
(WIB) Senin – Sabtu I 07.00 – 19.00
II 19.00 – 07.00 Sumber: PT. Bintang Persada Satelit
2.7. Proses Produksi
Proses produksi merupakan suatu proses pengolahan dari bahan baku, bahan setengah jadi hingga bahan jadi. Proses produksi merupakan suatu cara, metode, dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan mengggunakan sumber-sumber (tenaga kerja, mesin, bahan baku, dan dana) yang ada, dan menghasilkan nilai tambah dari suatu barang.
Pada PT. Bintang Persada Satelit, jenis proses produksinya adalah mass
production dikenal sebagai tipe produksi massal. Mass production dirancang
dialihkan ke mesin sehingga tidak terlalu membutuhakan skill yang tinggi dari operator. Perusahaan ini juga memiliki scrap, yang akan dijual.
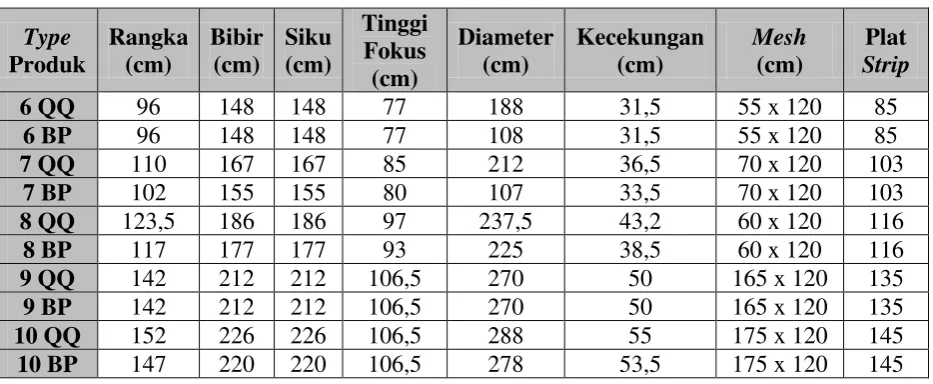
2.8. Standar Mutu Bahan/Produk
Produk yang dihasilkan dalam sebuah perusahaan harus memiliki standar mutu yang akan digunakan sebagai batasan, jaminan atau kendali dalam produksi. Produk yang dihasilkan oleh PT. Bintang Persada Satelit berupa parabola dengan spesifikasi berikut:
Tabel 2.5. Jenis Produk Parabola PT. Bintang Persada Satelit
Type
2.8.1. Bahan yang Digunakan 2.8.1.1. Bahan Baku
Bahan baku yang digunakan dalam proses produksi ini adalah aluminium
coil, plat besi, pipa besi, plat strip dan aluminium hollow. Aluminium coil
digunakan untuk membuat komponen disc yang terdiri dari jaring mesh. Plat strip dan aluminium hollow digunakan untuk membuat komponen rangka dan bibir
disc. Plat besi dan pipa besi digunakan untuk komponen mounting.
2.8.1.2. Bahan Penolong
Bahan penolong adalah bahan yang membantu proses produksi dan ikut dalam proses produksi. Komposisi bahan penolong ini lebih sedikit dibandingkan dengan bahan baku. Bahan penolong yang digunakan dalam proses pembuatan parabola ini adalah sebagai berikut:
1. Zink
Zink ini digunakan untuk melapisi komponen – komponen dari parabola agar tidak berkarat.
2. HCl (Asam Klorida)
HCl (asam klorida) digunakan untuk menghilangkan karat-karat pada komponen - komponen parabola.
3. Flux
Flux digunakan untuk pelapis parabola agar zink dapat melekat pada parabola tersebut.
4. Air
a. Air digunakan dalam proses pencampuran bahan-bahan tambahan di atas. b. Air yang dipanaskan hingga pada temperatur 600C – 700
c. Air biasa bertujuan untuk mendinginkan komponen parabola agar tidak merusak mesin yang digunakan pada proses. Selain itu juga digunakan untuk membilas komponen parabola setelah pencelupan dengan HCl dengan tujuan untuk membersihkan komponen - komponen parabola dari kandungan HCl tersebut.
C, bertujuan untuk memisahkan minyak dari pelat parabola.
6. Batang kawat las digunakan untuk menyatukan masing-masing komponen baik komponen mounting dan komponen disc.
2.8.1.3. Bahan Tambahan
Dalam proses produksi juga membutuhkan bahan tambahan dimana pengertian bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan oleh suatu proses produksi dan merupakan bagian dari produk akhir produk. Bahan tambahan ini digunakan untuk menambah nilai jual dari produk.
Bahan tambahan yang digunakan dalam perusahaan ini adalah : 1. Tinta
Digunakan untuk membuat label atau cap pada parabola. Selain itu, juga terdapat stiker yang ditempel pada parabola.
2. Kawat
3. Paku tembak digunakan untuk menyatukan antara mesh satu dengan mesh
lainnya.
4. Baut digunakan untuk melekatkan setiap bagian di parabola.
2.8.2. Uraian Proses
2.8.2.1. Proses Pembuatan Disc
Pada proses ini disc dibuat melalui beberapa tahapan-tahapan untuk menjadi sebuah disc yang baik dan dapat digunakan. Adapun tahapan-tahapan dalam membuat disc adalah sebagai berikut :
1. Pembuatan rangka disc
Pembuatan rangka disc terdiri dari beberapa tahapan, antara lain : a. Pemotongan aluminium hollow
Bahan baku pembuat rangka disc yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 ft.
b. Roll aluminium hollow
Hasil potongan aluminium hollow yang masih lurus tersebut kemudian di roll
rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan parabola. c. Pengeboran aluminium hollow
d. Pengelasan aluminium hollow
Setelah selesai dibor, aluminium hollow disatukan dengan menggunakan mesin las hingga membentuk rangka disc parabola.
2. Pembuatan mesh
Pembuatan mesh terdiri dari beberapa tahapan, antara lain : a. Pembentukan jaring mesh
Bahan baku pembuat mesh yaitu aluminium coil dibentuk menggunakan mesin pembuat mesh. Lempengan aluminium coil dibentuk hingga menjadi lembaran jaring-jaring mesh. Ukuran mesh disesuaikan dengan spesifikasi parabola yang akan dibuat.
b. Proses roll mesh
Setelah menjadi jaring-jaring mesh kemudian dimasukkan ke dalam mesin
roll agar permukaanya menjadi rata. c. Proses pemotongan mesh
Setelah diroll, mesh tersebut kemudian dimasukkan ke dalam mesin potong dan dipotong menjadi dua bagian yang akan berbentuk menjadi mesh segitiga.
3. Pemotongan plat strip
Plat strip dipotong menggunakan mesin potong plat strip. Plat strip merupakan lembaran dari aluminium yang digunakan untuk menyatukan disc
4. Penyatuan komponen disc
Setelah semua proses pembentuk komponen disc selesai, tahapan berikutnya adalah penyatuan rangka disc, mesh dan plat strip. Mesh disusun diatas rangka disc kemudian plat strip digunakan sebagai bantalan paku tembak yang menyatukan antara mesh dan rangka disc.
2.8.2.2. Proses Pembuatan Mounting
Pada proses pembutan mounting ada beberapa tahapan. Adapun tahapan-tahapan dalam membuat mounting adalah sebagai berikut :
1. Cetak dan pon
Proses cetak dan pon yaitu proses mencetak berbagai komponen-komponen yang dibutuhkan untuk mounting dan proses pengepresan. Berbagai komponen seperti piring atas, piring bawah, dan tutup botol dicetak dan dipon agar dapat digabungkan nantinya.
2. Pemotongan plat besi
Badan mounting dibuat dari bahan baku plat 2 mm ukuran 120 x 240 cm. yang dipotong hingga membentuk badan mounting.
3. Proses Hidrolik
Bahan baku plat 2 mm ukuran 120 x 240 cm dibentuk menjadi kran hidrolik, dan tiang hidrolik.
4. Pembuatan tiang fokus
5. Pengelasan
Komponen yang telah selesai dikerjakan di atas kemudian dilas untuk menyatukan semua komponen hingga membentuk sebuah badan mounting. 6. Galvanis
Pada proses ini komponen mounting digalvanis yaitu dengan cara memasukkannya ke dalam larutan Hcl. Galvanis merupakan proses pembersihan komponen pembentuk mounting dari karat dan oli/minyak yang melekat pada komponen pembentuk mounting.
7. Gerinda Mounting
Dilakukan penggerindaan pada bagian mounting yang masih kasar, sehingga bekas proses pemotongan menjadi lebih halus.
8. Perakitan
Setelah komponen pembentuk mounting kilat maka proses selanjutnya adalah proses perakitan. Pada proses ini semua komponen pembentuk mounting di rakit dan disatukan.
2.8.3. Mesin dan Peralatan
Mesin produksi yang digunakan oleh PT. Bintang Persada Satelit untuk mendukung kegiatan proses produksinya antara lain:
1. Mesin potong hollow
2. Mesin roll rangka 3. Mesin bor
5. Mesin roll mesh
6. Mesin potong mesh
7. Mesin tepotong plat strip 8. Mesin gerinda
9. Mesin las 10. Mesin air rivet 11. Mesin pon
12. Mesin potong plat 13. Mesin hidrolik 14. Mesin potong pipa 15. Mesin gerinda
Peralatan yang digunakan oleh PT. Bintang Persada Satelit untuk mendukung kegiatan produksinya antara lain:
1. Gergaji potong 2. Meja disc
3. Trolley
4. Forklift