SBU DISTRIBUSI WILAYAH II
SKRIPSI
O
Olleehh:: A
ARRIIEEIINNDDRRAAPPRRAASSEETTYYAA
0
0883322001155002244
J
JU
UR
RU
US
SA
AN
N
T
TE
EK
KN
NI
IK
K
IN
I
ND
DU
US
ST
TR
RI
I
F
FA
AK
KU
UL
LT
TA
AS
S
T
TE
EK
KN
NO
OL
LO
OG
GI
I
I
IN
ND
DU
US
ST
TR
RI
I
U
UN
NI
IV
VE
ER
RS
SI
IT
TA
AS
S
P
PE
EM
MB
BA
AN
NG
GU
UN
NA
AN
N
N
NA
AS
SI
IO
ON
NA
AL
L
“
“V
VE
ET
TE
ER
RA
AN
N
”
”
J
PENENTUAN INTERVAL WAKTU PERAWATAN YANG
OPTIMAL PADA JARINGAN PIPA DISTRIBUSI GAS ALAM
DI PT. PERUSAHAAN GAS NEGARA (Persero) Tbk
SBU DISTRIBUSI WILAYAH II
OLEH :
ARIE INDRA PRASETYA
NPM : 0832015024
Telah disetujui untuk mengikuti Ujian Negara Lisan Gelombang II Tahun Akademik 2012 / 2013
Surabaya, 23 November 2012 Mengetahui,
Dosen Pembimbing I
Enny Ariyani, ST, MT
NIP. 3700 9950 0411
Dosen Pembimbing II
Ir. Endang Pudji W, MMT
NIP. 19591228 198803 2 001 Ketua Jurusan
Jurusan Teknik Industri UPN “Veteran” Jawa Timur
SBU DISTRIBUSI WILAYAH II
SKRIPSI
Diajukan Untuk Memenuhi Sebagian Persyaratan Dalam Memperoleh Gelar Sarjana Teknik Jurusan Teknik Industri Fakultas Teknologi Industri
Disusun Oleh : ARIE INDRA PRASETYA
NPM. 0832015024
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN” JAWA TIMUR
DI PT. PERUSAHAAN GAS NEGARA (Persero) Tbk
SBU DISTRIBUSI WILAYAH II
Disusun Oleh : ARIE INDRA PRASETYA
NPM. 0832015024
Telah dipertahankan dihadapan dan diterima oleh Tim Penguji Skripsi Jurusan Teknik Industri Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur Pada Tanggal : 23 November 2012
Tim Penguji : Pembimbing :
1. 1.
Ir. Yustina Ngatilah Enny Ariyani, ST, MT NIP. 19570306 198803 2 001 NIP. 3700 9950 0411
2. 2.
Drs. Pailan, MPd Ir. Endang Pudji W, MMT
NIP. 1953504 198303 1 001 NIP. 19591228 198803 2 001
3.
Enny Ariyani, ST, MT NIP. 3700 9950 0411
Mengetahui,
Dekan Fakultas Teknologi Indsutri
Universitas Pembangunan Nasional “Veteran” Jawa Timur
Minyak bumi sangat penting bagi kehidupan manusia namun karena sifat minyak bumi sebagai salah satu non-renewable energy sehingga pemerintah terus mencari sumber energi baru sebagai sumber alternatif energi selain minyak bumi yang lebih ramah lingkungan serta lebih efektif dan efisien, maka diajukanlah gas bumi sebagai salah satu sumber energi alternatif yang memenuhi beberapa krietria tersebut.
PT. Perusahaan Gas Negara (Persero) Tbk (PT PGN (Persero) Tbk) adalah perusahaan yang bergerak dalam bidang transportasi dan distribusi gas bumi. PT. PGN (Persero) Tbk dalam pendistribusian gas bumi menggunakan sistem perpipaan. Proses pendistibusian melalui sistem perpipaan ini memiliki beberapa kerugian salah satunya adalah potensi terjadinya kebocoran yang umumnya disebabkan karena pipa-pipa mengalami degradasi material sebagai akibat pengaruh lingkungan, seperti korosi, erosi, dan lain-lain. Selain itu, diakibatkan juga oleh faktor pengaruh pabrikasi seperti adanya cacat material, residual stress, faktor las, dan sebagainya. Kerusakan ini terkadang terjadi pada saat jauh dibawah umur teknis yang direncanakan sehingga menimbulkan kerugian, baik berupa tingginya biaya yang dikeluarkan perusahaan maupun keterlambatan waktu penyerahan hasil produksinya.
Dengan timbulnya masalah tersebut diadakan penelitian mengenai penentuan interval waktu perawatan yang optimal dengan penerapan metode Risk Based Inspection dan Life Cycle Cost, diharapkan dapat ditentukan interval waktu perawatan yang optimal pada jaringan pipa distribusi gas alam PT Perusahaan Gas Negara (Persero) Tbk sehingga dapat meminimumkan biaya perawatan yang dikeluarkan.
Total biaya perawatan perusahaan sebesar Rp. 1.759.446.679,41 sedangkan total biaya perawatan metode LCC sebesar Rp. 1.300.332.500,- sehingga total biaya perawatan LCC lebih murah sebesar Rp. 459.114.179,41 atau sebesar 26,09%. Interval perawatan yang dilakukan untuk bak valve adalah seperti terlihat pada tabel 4.30, untuk jembatan bisa dilihat pada tabel 4.31 dan untuk proteksi katodik bisa dilihat pada tabel 4.32
Oil is essential to human life, but because of the nature of oil as one of the non-renewable energy so that the government continues to look for new energy sources as an alternative source of energy other than oil, which is more environmentally friendly and more effective and efficient, it is referred as one of the natural gas alternative energy sources that meet some of these krietria.
PT. Perusahaan Gas Negara (Persero) Tbk (PT PGN (Persero) Tbk) is a company engaged in the transportation and distribution of natural gas. PT. PGN (Persero) Tbk in the distribution of natural gas using the piping system. Distribution of the process through the piping system has some disadvantages one of which is the potential for leaks are generally caused by the pipes as a result of material degradation environmental effects, such as corrosion, erosion, and others. In addition, due also to the influence of factors such as the presence of manufacturing defects in material, residual stress, weld factor, and so on. This damage often occurs during deep technical under a planned giving rise to the loss, either high cost or delay in delivery time company harvests.
With the onset of the research conducted on the issue of determining the optimal treatment time intervals by applying the method Risk Based Inspection and Life Cycle Cost, expected to be determined time intervals on the optimal treatment of pipeline natural gas distribution Gas Company (Persero) Tbk so as to minimize the cost treatment were excluded.
The total cost of Rp care company. 1.759.446.679,41 and the total cost of care LCC method Rp. 1.300.332.500, - bringing the total cost of care LCC cheaper Rp. Amounted to 459.114.179,41 or 26.09%. Interval care interventions for tub valve is as shown in Table 4.30, for the bridge can be seen in the table for 4.31 and cathodic protection can be seen in the table 4.32
i
kehadirat Allah SWT yang telah memberikan rahmat, hidayah, dan karuniaNya, sehingga penyusun dapat menyelesaikan Tugas Akhir (Skripsi) ini dengan judul
“PENENTUAN INTERVAL WAKTU PERAWATAN YANG OPTIMAL PADA
JARINGAN PIPA DISTRIBUSI GAS ALAM DI PT. PERUSAHAAN GAS NEGARA (Persero) Tbk SBU DISTRIBUSI WILAYAH II”.
Skripsi ini disusun untuk memenuhi sebagian persyaratan dalam memperoleh gelar Sarjana Teknik, Jurusan Teknik Industri, Fakultas Teknologi Industri Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
Dalam penyusunan dan penulisan Tugas Akhir ini tentunya tidak terlepas dari bimbingan, dukungan serta motivasi dari berbagai pihak. Oleh karena itu dalam kesempatan ini, penyusun sampaikan terima kasih yang sebesar – besarnya kepada : 1. Pencipta Alam Semesta Allah SWT beserta Rasul, Nabi, dan MalaikatNya.
2. Ayahku Suparman dan Ibuku Imanunah serta mbak Via dan juga adhek-adheku yasmin n lala yang telah mendukung baik moral maupun moril dan mendo’akan dalam kelancaran penyelesaian Tugas Akhir ini.
ii
Pembangunan Nasional “ Veteran “ Jawa Timur.
6. Bapak Dr. Ir. Minto Waluyo, MM, selaku Ketua Program Studi Teknik Industri,
Universitas Pembangunan Nasional “ Veteran “ Jawa Timur.
7. Ibu Enny Ariyani, ST, MT., selaku Dosen Pembimbing I yang dengan kesabaran dan kerelaannya telah membimbing dan memberi petunjuk-petunjuk yang sangat barguna sehingga dapat terselesainya Tugas Akhir ini.
8. Ibu Ir. Endang Pudji W., MMT selaku Dosen Pembimbing II yang dengan kesabaran dan kerelaannya telah membimbing dan memberi petunjuk-petunjuk yang sangat barguna sehingga dapat terselesainya Tugas Akhir ini
9. Bapak Cahyo Triyogo, selaku General Manager PT Perusahaan Gas Negara (Persero) Tbk SBU Distribusi Wilayah II, yang telah memberikan kesempatan untuk melakukan penelitian & pengambilan data dalam penyelesaian tugas akhir. 10.Rekan-Rekan kerja dari Departemen Logistik dan Administrasi Umum terutama
bli Prima Teyfour, Bli Budi Juliono yang tiada henti-hentinya memberikan dukungan moril dalam penyelesaian Tugas Akhir ini.
iii
Ekhvan Hendra Saputra atas buku Risk Based Inspectionnya, Bapak Dhani Amannatur atas buku tentang pedoman pemeliharaan dan perawatan jaringan dan Semua pihak yang telah membantu secara moril dan materiil Semoga Allah SWT memberikan balasan atas semua keikhlasan dan bantunanya yang diberikan kepada penulis.
Seluruh kemampuan dan pengetahuan telah tercurahkan demi kesempurnaan skripsi ini, namun keterbatasan dan kekurangan tetaplah ada. Oleh karena itu, Penulis menyadari sepenuhnya bahwa di dalam penyusunan laporan ini masih jauh dari sempurna, hal ini disebabkan karena keterbatasan yang kami miliki. Untuk itu penulis dengan senang hati menerima segala kritik dan saran yang bersifat membangun guna kesempurnaan Tugas Akhir (Skripsi) ini.
Akhir kata penulis berharap semoga Tugas Akhir ini dapat bermanfaat bagi semua pihak dan terutama bagi penulis sendiri.
Surabaya, Desember 2012 Penulis
iv LEMBAR PENGESAHAN
KATA PENGANTAR ………. i
DAFTAR ISI ……….. iv
DAFTAR LAMPIRAN………... viii
BAB I PENDAHULUAN 1.1.Latar Belakang ……….……… 1
1.2.Rumusan Masalah………...………. 2
1.3.Tujuan Masalah ………...………..……. 2
1.4.Batasan Masalah ……….………...………. 3
1.5.Asumsi ………….……….…... 3
1.6.Manfaat Penelitian ………. 4
1.7.Sistematika Penulisan ……….………… 5
BAB II TINJAUAN PUSTAKA 2.1.Mengenal Gas Bumi ……….…………...…………... 6
2.1.1.Sifat – Sifat Gas Bumi yang Menguntungkan ……..……… 9
2.1.2.Sifat – Sifat Gas Bumi yang Merugikan ………. 9
2.2.Komposisi Gas Bumi ……...………..……… 10
v
2.5.2Parameter Tanah yang Menyebabkan Korosi ………. 15
2.5.3Klasifikasi Kekorosifan Tanah ……… 16
2.5.4Perlindungan Korosi ……… 17
2.6Manajemen Perawatan ………..…… 19
2.6.1Tujuan Perawatan …………..………... 20
2.6.2Peranan Perawatan ………..….…… 21
2.6.3Strategi Perawatan ………... 22
2.6.4Jenis-Jenis Perawatan...………. 23
2.7Kegagalan (Failure) ………...……… 27
2.8Failure Mode and Effect Analysis (FMEA) ………….…………. 30
2.9Kehandalan ……….………... 36
2.10Risk Based Inspection ……… 39
2.10.1 Type-Type Pendekatan RBI ……….. 42
2.10.2 Aspek Probability ………... 44
2.10.3 Aspek Consequence RBI ……… 45
2.10.4 Matrisk Risiko ……… 46
2.10.5 Diagram Pareto……….……… 46
vi
3.1.Tempat dan Waktu Penelitian……… 57
3.2.Identitifikasi dan Definisi Operasional Variabel……...………… 57
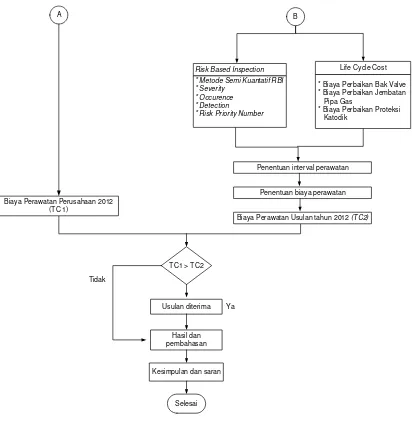
3.3.Langkah-Langkah Pemecahan Masalah ………..………. 59
BAB IV HASIL DAN PEMBAHASAN 4.1.Pengumpulan Data………. 64
4.1.1. Data Jaringan Pipa dan Material Pendukungnya ..……….. 64
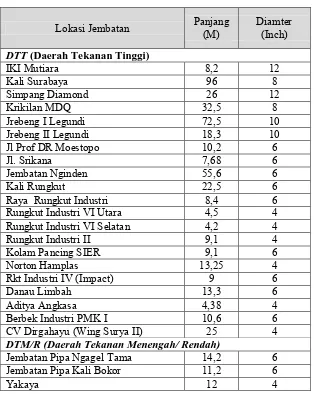
4.1.1.1 Data Jembatan Pipa Gas ………. 65
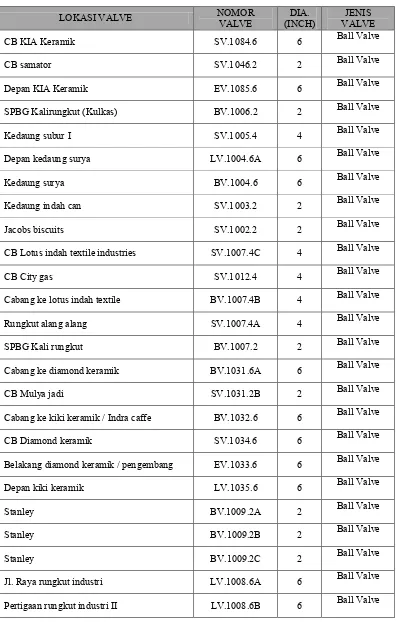
4.1.1.2 Data Bak Valve ……….….. 65
4.1.1.3 Data Test Box ………..………… 75
4.1.2.Data Kerusakan dan Penyebab Kerusakan..……….. 81
4.1.2.1 Data Bak Valve ……… 81
4.1.2.2 Data Jembatan Pipa Gas ………..…… 83
4.1.2.3 Data Proteksi Katodik ………. 84
4.1.3.Biaya Perbaikan ..……….. 85
4.1.3.1 Biaya Perbaikan Bak Valve ……… 86
4.1.3.2 Biaya Perbaikan Jembatan Pipa Gas ……… 87
4.1.3.3 Biaya Perbaikan Proteksi Katodik ……….. 88
4.2.Pengolahan Data…..……… 89
vii
4.2.2. Metode Perawatan RBI dan LCC…..……….. 98
4.2.2.1 Functional Blok Diagram ……… 99
4.2.2.2 Diagram Pareto ……… 101
4.2.2.3 Failure Modes and Effects Analysis ………. 103
4.2.2.4 Pengolahan Data Menggunakan RBI ……….. 107
4.2.2.5 Pengolahan Data Menggunakan LCC ………. 112
4.2.2.6 Penentuan Interval Waktu Perawatan ………. 126
4.2.2.7 Penentuan Biaya Perawatan ……….... 147
4.2.2.8 Perbandingan Metode Perawatan Perusahaan dengan Metode Perawatan LCC ……….. 147
4.3 Hasil dan Pembahasan…..……….. 148
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ……….… 150
viii
2. Struktur Organisasi PT. Perusahaan Gas Negara (Persero) Tbk SBU Distribusi Wilayah II.
3. Kerusakan Bak Vale
4. Kerusakan Jembatan Pipa Gas 5. Kerusakan Proteksi Katodik
6. Harga Satuan Perbaikan Bak Valve
7. Harga Satuan Perbaikan Jembatan Pipa Gas 8. Harga Satuan Perbaikan Proteksi Katodik 9. Main Hole vs Tutup Tiga
PENDAHULUAN
1.1 Latar Belakang
Indonesia merupakan salah satu negara kepulauan terbesar di dunia yang memiliki kandungan sumber minyak dan gas bumi yang cukup melimpah. Hal ini dapat dilihat dengan adanya pengeboran sumber minyak yang ada di Indonesia,
Keberlangsungan minyak bumi sebagai sumber energi penggerak kehidupan tentu tidak bisa berlangsung terus menerus karena minyak bumi sendiri masuk sebagai salah satu non-renewable energy sehingga pemerintah terus mencari sumber energi baru sebagai sumber alternatif energi selain minyak bumi yang lebih ramah lingkungan serta lebih efektif dan efisien, maka diajukanlah gas bumi sebagai salah satu sumber energi alternatif yang memenuhi beberapa krietria tersebut.
ditimbulkan , peneliti menggunakan metode Risk based Inspection (RBI) dan Life Cycle Cost. Metode Risk Based Inspection adalah merode inspeksi yang berbasis
pada analisis resiko peralatan sedangkan metode Life Cycle Cost adalah perhitunganseluruh biaya yang diperlukan untuk menyediakan, memiliki, menjalankan dan memelihara suatu proyek sepanjang umur penggunaannya. Dengan menerapkan metode Risk Based Inspection dan Life Cycle Cost, diharapkan mampu meningkatkan safety komponen jaringan pada perusahaan yang pada akhirnya meningkatkan keandalan peralatan perusahaan dengan cara meminimalkan resiko dan biaya perawatan yang dikeluarkan.
1.2 Rumusan Masalah
Berdasarkan kondisi yang terjadi pada PT. Perusahaan Gas Negara (Persero) Tbk, permasalahan yang diangkat dalam penelitian ini dapat dirumuskan sebagai berikut :
" Bagaimana menentukan interval waktu perawatan pada jaringan pipa distribusi gas alam untuk menghasilkan biaya perawatan yang minimum"
1.3 Tujuan Masalah
Tujuan dari penelitian Skripsi / Tugas Akhir ini adalah sebagai berikut :
1. Menentukan interval waktu perawatan pada jaringan pipa distribusi PT PGN (Persero) Tbk
Batasan masalah sehubungan dengan yang diteliti oleh penulis agar arah pembahasan tidak terlalu luas, maka dilakukan pembatasan sebagai berikut : 1. Penelitian dilakukan pada jaringan pipa distribusi PT PGN (Persero) Tbk SBU
Distribusi Wilayah II Area Surabaya I
2. Analisa hanya dilakukan pada jaringan pipa beserta accessorisnya, bak valve dan test box .
3. Kontrol dilaksanakan dan diserahkan pada pihak perusahaan. 4. Cacat ( defect ) yang diamati adalah cacat yang terjadi, antara lain :
a. Korosi pipa b. Kebocoran pipa
c. Data biaya perawatan yang digunakan Nopember 2011-Oktober 2012
1.5 Asumsi
Mengingat permasalahan yang terkait dalam menjaga kehandalan kondisi jaringan pipa ini sangat kompleks, maka untuk menyederhanakan diperlukan asumsi – asumsi sebagai berikut :
1. Selama penelitian berlangsung, pasokan gas dari Kontraktor Production Sharing (KPS) dalam keadaan lancar;
2. Karyawan yang ditugaskan berkompeten dibidangnya. 3. Ketersediaan suku cadang / spare part selalu ada.
Dengan mengangkat masalah yang terjadi pada PT. Perusahaan Gas Negara (Persero) Tbk SBU Distribusi Wilayah II, maka manfaat yang didapat dengan adanya penelitian ini adalah :
1. Bagi Perusahaan
Dengan adanya pembahasan tentang penentuan interval waktu perawatan pipa distribusi sebagai salah satu aset utama perusahaan maka dapat menambah pemetaan manajemen risiko terhadap potensi-potensi bahaya terhadap jaringan pipa bagi perusahaan, penentuan interval waktu perawatan jaringan pipa yang optimal sehingga bisa dihasilkan biaya perawatan yang minimum dengan tidak mengurangi aspek kehandalan pada jaringan pipa.
2. Bagi Mahasiswa
Sebagai sumber pengetahuan dan bahan pustaka serta untuk mengetahui sejauh mana pemahaman dan pengaplikasian manajemen perawatan yang didapat pada saat perkuliahan untuk diaplikasikan kepada perusahaan pada khususnya maupun kepada bangsa dan negara pada umumnya.
3. Bagi Universitas
Sistematika penulisan penelitian ini terdiri atas: BAB I : PENDAHULUAN
Bab ini berisi uraian tentang latar belakang, rumusan masalah, batasan masalah, tujuan penelitian, asumsi-asumsi, manfaat penelitian, serta sistematika penulisan tugas akhir
BAB II : TINJAUAN PUSTAKA
Bab ini menguraikan tentang dasar teori – teori yang digunakan sebagai dasar penelitian yang dilakukan.
BAB III : METODOLOGI PENELITIAN
Bab ini berisi tentang langkah-langkah yang diperlukan untuk pengambilan data, pengolahan data, waktu & lokasi, variabel-variabel, metode serta penyelesaian masalah yang ada.
BAB IV : ANALISA DAN PEMBAHASAN
Bab ini berisi data perusahaan dan data yang dibutuhkan dalam menganalisis dan menyelesaikan masalah, pengolahan data, analisis serta evaluasi terhadap hasil pengolahan data, yang diolah untuk menyelesaikan masalah sesuai dengan metodologi dan landasan teori yang dipakai.
BAB VI : KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan dan analisis data serta saran-saran yang diberikan untuk penyelesaiannya.
BAB II
TINJAUAN PUSTAKA
2.1 Mengenal Gas Bumi
Gas bumi adalah bahan bakar fosil berbentuk gas yang terutama terdiri dari senyawa metana (CH4). Metana dapat ditemukan di ladang minyak, ladang gas bumi dan juga tambang batu bara. Gas bumi berbeda dengan biogas ataupun Liqufied Petroleum Gas (LPG). Gas bumi adalah gas yang kaya dengan metana
yang diproduksi melalui pembusukan oleh bakteri anaerobik dari bahan-bahan organik selain dari fosil. Sedangkan LPG komponen utama pembentuknya adalah gas propana (C3H8). Selain itu LPG didistribusikan menggunakan tabung, sementara gas bumi umumnya didistribusikan menggunakan pipa.
Sebelum dapat digunakan, gas bumi harus diproses untuk memisahkannya dari bahan pengotor seperti H2S, CO2, merkuri, senyawa nitrogen, H2O dan lain-lain. Komposisi gas bumi yang diolah dapat berbeda-beda, tergantung dari sumber gasnya. Gas bumi diolah dengan spesifikasi tertentu sesuai dengan kebutuhan.
karbondioksida (CO2) yang jauh lebih sedikit jika dibandingkan dengan pembakaran minyak bumi atau batubara. Sehingga penggunaan gas bumi dapat mendukung upaya pengurangan gas rumah kaca dan global warming.
Tabel 2.1 Emisi Bahan Bakar Fosil
(Sumber : EIA – Natural Gas Bumi dan Tren)
munculnya industri-industri baru, maka lapangan kerja dan kesempatan kerja terbuka bagi penduduk sekitar.
Gambar 2.1 Perbandingan Harga Energi
(Sumber : EIA – Natural Gas Bumi dan Tren)
2.1.1 Sifat – Sifat Gas Bumi Yang Menguntungkan
Sifat – sifat gas bumi yang dapat bermanfaat bagi kehidupan manusia adalah sebagai berikut :
a. Gas bumi dapat digunakan sebagai bahan bakar.
b. Gas bumi dapat dimanfaatkan sebagai bahan baku produksi untuk Organik petrokimia dan pembuatan Liquefied Petroleum Gas (LPG).
d. Keselamatan penggunanya terjamin, karena gas bumi mempunyai berat jenis yang lebih ringan dari udara dan mempunyai tekanan yang tinggi, maka apabila terjadi kebocoran akan menguap ke udara.
e. Di Indonesia untuk saat ini gas bumi masih mempunyai cadangan yang cukup besar.
f. Harga jual yang lebih murah dibandingkan dengan harga bahan bakar minyak. g. Lebih bagus dan stabil dalam proses pembakarannya, sehingga mempunyai
tingkat efisiensi energy yang tinggi.
h. Mempunyai tingkat emisi gas buang yang rendah.
i. Mempunyai tingkat polusi NOx, CO dan CO2 yang lebih rendah dari pada bahan bakar minyak.
2.1.2 Sifat – Sifat Gas Bumi Yang Merugikan
Sifat – sifat gas bumi yang dapat merugikan bagi kehidupan manusia adalah sebagai berikut :
a. Mempunyai tingkat densitas bahan bakar yang lebih rendah dibandingkan dengan bahan bakar minyak.
b. Agar dapat dimanfaatkan oleh masyarakat banyak, diperlukan adanya jaringan pipa distribusi gas yang dapat menjangkau wilayah yang luas, untuk itu maka diperlukan biaya investasi infrastruktur yang sangat besar
2.2 Komposisi Gas Bumi
Gas alam sering juga disebut sebagai gas bumi atau gas rawa, adalah bahan bakar fosil berbentuk gas yang terutama terdiri dari methane (CH4). Ia dapat ditemukan di ladang minyak, ladang gas bumi dan juga tambang batu bara. Ketika gas yang kaya dengan methane diproduksi melalui pembusukan oleh bakteri anaerobik dari bahan-bahan organic selain dari fosil, maka ia disebut biogas. Sumber biogas dapat ditemukan di rawa-rawa, tempat pembuangan akhir sampah, serta penampungan kotoran manusia dan hewan.
Komponen utama dalam gas alam adalah methane (CH4), yang merupakan molekul hidrokarbon rantai terpendek dan teringan. Gas alam juga mengandung molekul-molekul hidrokarbon yang lebih berat seperti etana (C2H6), propana (C3H8) dan butana (C4H10), selain juga gas-gas yang mengandung sulfur (belerang).
2.3 Pengolahan Gas Bumi
Gas bumi adalah hasil proses alami berupa hidrokarbon yang dalam kondisi tekanan dan temperatur atmosfer berupa fasa gas yang diperoleh dari hasil penambangan minyak dan gas bumi. Gas bumi dapat diolah menjadi sebagai berikut :
1. Gas pipa
Merupakan gas bumi yang langsung dialirkan dari dari lapangan gas setelah proses pemurnian untuk digunakan sebagai bahan bakar maupun bahan baku industri.
2. LNG (liquefied natural gas)
Merupakan gas methane dengan komposisi 90% methane (CH4) yang dicairkan pada tekanan atmosferik dan suhu -163 derajat celcius. Sebelum proses pencairan, gas harus menjalani proses pemurnian terlebih dahulu untuk menghilangkan kandungan senyawa yang tidak diharapkan seperi CO2, H2S, Hg, H2O dan hidrokarbon berat. Proses tersebut akan mengurangi volume gas menjadi lebih kecil 600 kali. Penyusutan ini membuat LNG mudah ditransportasikan dan dalam jumlah yang lebih banyak. LNG ditransportasikan melalui kapal-kapal ke terminal-terminal LNG dan disimpan di tangki dengan tekanan atmosferik. Kemudian LNG dikonversi kembali menjadi gas dan disalurkan melalui sistem transmisi.
3. LPG (liquefied petroleum gas)
menjadi LPG propana, LPG butana dan LPG campuran (mix) yang merupakan campuran dari kedua jenis LPG tersebut. LPG dapat dari penyulingan minyak mentah atau dari kondensasi gas bumi dalam kilang pengolahan gas bumi. Pencairan gas bumi menjadi LPG dimaksudkan untuk memecahkan masalah pengangkutan ke konsumen karena volume LPG jauh lebih kecil dari volume gasnya. Untuk mempertahankan gasa LPG agar tetap cair pada suhu kamar, LPG harus disimpan dalam tangki bertekanan (pressurized tank). Beberapa jenis proses yang dapat digunakan untuk mengolah gas bumi sehingga diperoleh produk LPG, antara lain proses absorpsi dan kriogenik.
4. CNG (compressed natural gas)
2.4 Pipa Gas
Kelas lokasi adalah area geografis di sepanjang pipa yang diklasifikasikan berdasarkan jumlah dan dekatnya bangunan dan karakteristik lain yang dipertimbangkan ketika menentukan factor desain, tekanan operasi dan metode pengujian pipa serta perlindungan yang dibutuhkan. Berikut ini pembagian dari kelas lokasi berdasarkan Keputusan Menteri Pertambangan dan Energi No. 300. K/38/M./1997 :
a. Kelas lokasi 1
Area yang dikategorikan kelas lokasi 1 merupakan area yang mempunyai 10 atau kurang bangunan dalam radius 1 mil. Kelas lokasi 1 biasanya diperuntukkan untuk area seperti gurun, gunung, tanah pertanian dan area berpopulasi jarang. Kelas lokasi 1 dibagi menjadi dua divisi. Divisi 1 diuji hidrostatik 1,25 kali tekanan maksimum operasi. Sedangkan divisi 2 dites hidrostatik 1,1 kali tekanan operasi maksimum
b. Kelas lokasi 2
Area yang dikategorikan kelas lokasi 2 merupakan area yang mempunyai jumlah bangunan antara 10 sampai 46 bangunan pada radius 1 mil. Kelas lokasi 2 mempunyai tingkat populasi sedang seperti daerah di pinggir kota dan area industri
c. Kelas lokasi 3
d. Kelas lokasi 4
Area dengan lokasi kelas 4 mencakup area dimana terdapat bangunan multistory dan daerah populasi padat. Bangunan multistory merupakan bangunan yang mempunyai 4 lantai atau lebih.
2.5 Korosi Pipa
2.5.1 Korosi Pada Tanah
Tanah merupakan kumpulan dari mineral, zat organik, air dan gas. Tanah terbentuk dari kombinasi dari aktivitas cuaca seperti air dan angin, juga pembusukan organik. Proporsi dari komposisi dasar akan membedakan jenis tanah. Sebagai contoh, humus mempunyai kandungan zat organik yang tinggi, sedangkan kandungan zat organik pasir pantai mendekati nol. Sifat dan karakteristik tanah berbeda-beda tergantung pada kedalaman
Tekstur tanah merujuk kepada ukuran dari distribui partikel mineral pada tanah. Pasir, lumpur, dan lempung berdasarkan kepada tekstur tersebut. Tanag dengan proporsi pasir yang tinggi mempunyai daya serap air yang terbatas.
2.5.2 Parameter Tanah Yang Menyebabkan Korosi
Terdapat beberapa variable yang terdientifkasi mempunyai pengaruh terhadap laju korosi pada tanah, antara lain :
a. Air
Air dalam bentuk liquid merupakan elektrolit untuk reaksi elektrokimia korosi. Perbedaanya terdapat pada aliran air jenuh dan tak jenuh pada tanah. Aliran air tak jenuh bergerak dari area basah ke area yang kering. Tingkat air tanah penting untuk diperhatikan, karena berubah – ubah dari area ke area. Aliran air jenuh tergantung pada ukuran, distribusi, tekstur, struktur dan zat organik tanah. Pergerakan air pada tanah bisa terjadi dengan beberapa cara seperti : gravitasi, aksi kapilarisasi, tekanan osmotik, dan interaksi elektrostatik dari partikel tanah. Kemampuan tanah menahan air sangat tergantung pada teksturnya. Pasir yang kasar hanya bisa menyimpan air sangat sedikit, sedangkan tanah liat mampu menyimpan air dalam jumlah yang besar
b. Tingkat aerasi
adanya mikroba, laju korosi bisa sangat cepat. Perpindahan oksigen sangat cepat pada jenis tanah kasar dan tanah kering. Proses penggalian bisa menigkatkan derajat aerasi pada tanah. Laju korosi pada tanah yang sering tergganggu akan lebih tinggi dari tanah yang tidak tergganggu c. PH
Tanah pada umumnya mempunyai pH sekitar 5 sampai 8. Pada kisaran tersebuy, pH tidak dipertimbangkan sebagai variable dominan yang menyebabkan korosi. Tanah yang lebih asam akan menyebabkan korosi terhadap material konstruksi baja, besi cor, dan coating. Keasaman tanah dihasilkan oleh mineral yang terlarut didalamnya, pembusukan, limbah industry, hujan asam, dan aktifitas mikrobiologi. Tanah alkalin cenderung mengandung sodium, potassium, magnesium, dan kalsium yang tinggi d. Resivitas tanah
Pada umumnya, resivitas tanah sering dijadikan sebagai indicator kekorosifan tanah. Dikarenakan aliran arus ionic dihubungkan dengan reaksi korosi tanah, tanah dengan resivitas tinggi menyebabkan reaksi korosi akan berkurang pada tanah. Resivitas tanah akan berkurang seiring dengan meningkatnya kandungan air dan zat ionik.
2.5.3 Klasifikasi Kekorosifan Tanah
biasanya digunakan pada waktu yang lama) dan kondisi tanah yang berbeda-beda. Dengan mempertimbangkan parameter yang komplek yang menyebabkan korosi pada tanah, maka kemungkinan permodelan tanah sulit, batasan tersebut harus dipertimbangkan ketika penerapannya. Salah satu klasifikasi yang sederhana didasarkan pada parameter tunggal, yaitu resivitas tanah. Tanah yang mengandung pasir mempunyai hambatan yang tinggi sehingga sulit terjadi korosi pada tanah tersebut. Hal tersebut berlawan dengan tanah liat yang mengandung air. Parameter resivitas tanah digunakan sangat luas pada praktek di lapangan dan dijadikan variabel yang dominan dengan tidak adanya aktifitas mikrobiologi
Tabel 2.2 Rating Kekorosifan berdasarkan Resivitas Tanah
Resivitas tanah (ohm-cm) Rating Kekorosifan
>20.000 Noncorrosive
10.000-20.000 Midly Corrosive
5000-10.000 Moderately Corrosive
3000-5000 Corrosive
1000-3000 Highly corrosive
<1000 Extremely corrosive
(Sumber dari : ikhwan afdila : 2008)
2.5.4 Perlindungan Korosi 2.5.4.1 Anoda Korban
adalah penempatan suatu bahan pada logam yang dilindungi dengan perhitungan deret galvanic bahwa bahan tersebut akan melindungi logam utama dengan cara mengorbankan logam itu sendiri. Potensial dari logam yang menjadi anoda harus lebih reaktif daripada logam yang akan diproteksi.
Pada prinsipnya, system proteksi dengan anoda korban yaitu membuat sebuah sel galvanik, dengan pemakaian anoda reaktif yang terkonsumsi pada interaksi galvanik, artinya proteksi katodik bukan mengeliminasi korosi melanikan memindahkan korosi ke anoda korban. Secara teori, struktur akan diproteksi sebagai hasil dari aliran arus galvanik. Pada aplikasinya, digunakan beberapa jumlah anoda untuk memastikan perlindungan semua struktur.
Untuk perlindungan korosi pada tanah terutama tanah dengan resivitas tinggi, anoda korban magnesium sering digunakan karena mempunyai driving voltage yang tinggi. Magnesium mempunyai driving voltage mencapai -0,95 V
(dengan asumsi potensial struktur 850 V vs SCE). Meskipun demikian anoda, alumunium mempunyai efisiensi yang rendah.
Pada perlindungan baja, terdapat criteria untuk proteksi katodik. Salah satu criteria menyatakan bahwa perlindungan yang cukup akan dicapai dengan potensial negative (katodik) setidaknya 850 mV dengan adanya proteksi katodik. Potensial tersebut diukur dengan menggunakan elektroda standar saturated copper/copper sulfate. Pada aplikasinya, criteria ini digunakan secara luas untuk
2.6 Manajemen Perawatan
(preventive) untuk menghindari kerusakan yang lebih serius. Priyanta (2000) menyebutkan bahwa:
“Jika tindakan pemeliharaan terhadap suatu plant menggunakan prinsip minimal
maintenance approach, dan dikombinasikan dengan manajemen pemeliharaan
yang terabaikan, maka hal ini akan memperpendek masa berguna (useful life)
dari plant, dan mungkin juga akan menambah biaya lainnya seperti biaya
kerusakan (downtime cost) dan berbagai denda yang timbul akibat dampak yang
ditimbulkan oleh kerusakan sistem.”
Manajemen pemeliharaan (maintenance management) dapat dijelaskan sebagai fungsi dari panduan kebijakan aktifitas-aktifitas pemeliharaan, teknik pelatihan dan manajemen kontrol dari program-program pemeliharaan. Faktor utama yang menyebabkan pentingnya manajemen pemeliharaan di industri saat ini adalah meningkatnya mekanisasi dan otomasi dalam kebanyakan proses. Konsekuensinya adalah berkurangnya kebutuhan operator tetapi meningkatnya kebutuhan tenaga pemeliharaan.
2.6.1 Tujuan Perawatan.
Peranan kegiatan perawatan dirasakan sangat besar pengaruhnya terhadap kelancaran produksi. Perawatan mempunyai tujuan :
a. Memperpanjang usia kegunaan aset. Hal ini terutama penting di negara berkembang karena kurangnya sumber daya modal untuk penggantian.
b. Menjamin ketersediaan optimum peralatan yang dipasang untuk produksi, antara lain:
ii. Tidak rusak selama produksi berjalan.
iii. Dapat bekerja dengan efisien dan kapasitas yang diinginkan.
c. Menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan sebagainya.
d. Menjamin keselamatan orang yang menggunakan sarana tersebut. Menghemat waktu, biaya, dan material karena peralatan terhindar dari kerusakan besar.
e. Kerugian baik material maupun personel akibat kerusakan dapat dihindari sedini mungkin, karena terjadinya kerusakan dan atau timbulnya kerusakan tambahan akibat kerusakan awal dapat segera dicegah.
2.6.2 Peranan Perawatan
Bahwa kegiatan perawatan bukan suatu kegiatan yang hanya memboroskan dana dan membuang-buang waktu saja, melainkan justru sebagai penunjang untuk menjaga kestabilan dari proses kegiatan operasional. Adapun keuntungan – keuntungan dari perawatan yang baik adalah :
a. Berkurangnya kemungkinan terjadinya perbaikan darurat. b. Tenaga kerja pada bidang perawatan dapat lebih efisien. c. Kesiapan dan kehandalan dapat lebih efisien.
Manajemen perawatan dapat digunakan untuk membuat sebuah kebijakan mengenai aktivitas perawatan, dengan melibatkan aspek teknis dan pengendalian manajemen kedalam sebuah program perawatan. Pada umumnya, semakin tingginya aktivitas Perbaikan dalam sebuah system, kebutuhan akan manajemen dan pengendalian di perawatan menjadi semakin penting. Berikut adalah 9 pendekatan untuk membuat sebuah program perawatan yang efektif :
a. Mengidentifikasi kekurangan eksisting b. Membuat tujuan akhir dari program c. Menetapkan skala prioritas
d. Menetapkan parameter untuk pengukuran performansi e. Menetapkan rencana jangka pendek dan juga jangka panjang f. Sosialisasi perencanaan terhadap bagian-bagian yang terkait g. Implementasi perencanaan
h. Laporan berkala
i. Pemeriksaan kemajuan secara rutin
2.6.3 Strategi Perawatan
a. Organisasi sumber daya perawatan (Organization of maintenance resources) b. Prosedur perawatan (Maintenance procedures )
c. Peralatan dan alat-alat uji (Tools and test equipment)
d. Seleksi karyawan, pelatihan dan motivasi (Personnel selecting, training and motivation)
e. Manual dan petunjuk perawatan (Maintenance instructions and manuals) f. Penyediaan suku cadang (Spares provisioning)
g. Logistik (Logistics)
2.6.4 Jenis – Jenis Perawatan
Terdapat beberapa jenis perawatan (pemeliharaan) yaitu : (assauari, hal 89) A. Perawatan Terencana (Planned Maintenance)
Adalah Perawatan yang dilakukan secara terorganisasi dan sesuai dengan rencana perawatan yang telah dibuat sebelumnya. Perawatan ini dibedakan menjadi dua yaitu :
i. Preventive Maintenance
mendeteksi lebih awal terjadinya kegagalan atau kerusakan, meminimalisasi terjadinya kegagalan produk yang disebabkan oleh kerusakan sistem. Dalam prakteknya, preventive maintenance yang dilakukan oleh suatu perusahaan dapat dibedakan menjadi routine maintenance dan periodi maintenance. Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin, misalnya setiap hari, sedangkan periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan secara periodik atau dalam jangka waktu tertantu, misalnya satu minggu sekali, setiap bulan sekali ataupun setiap tahun sekali. Selain itu kegiatan periodic maintenance juga dapat dilakukan berdasarkan lamanya jam kerja mesin sebagai jadwa kegiatan, misalnya seratus jam sekali, dan seterusnya. Kegiatan periodic maintenance ini jauh lebih berat dari routine maintenance (Assauri, 2004).
Dengan mengidentifikasi keempat faktor dalam melaksanakan preventive maintenance, terdapat empat kategori dalam mengspesifikasikan preventive
maintenance. Keempat ketegori tersebut adalah sebagai berikut:
a. Time Directed Maintenance
Time – Directed (TD) adalah Perawatan yang diarahkan secara
maintenance adalah perawatan pencegahan yang dilakukan secara
terjadwal dan bertujuan untuk mengganti sebuah komponen atau system berdasarkan interval waktu tertentu. On-condition maintenance merupakan kegiatan perawatan yang dilakukan berdasarkan kebijakan operator.
b. Condition Based Maintenance
Condition-Directed (CD) adalah perawatan yang diarahkan pada
deteksi kegagalan atau gejala-gejala kerusakan. Condition Based Maintenance merupakan aktivitas perawatan pencegahan yang
dilakukan berdasarkan kondisi tertentu dari suatu komponen atau sistem, yang bertujuan untuk mengantisipasi sebuah komponen atau sistem agar tidak mengalami kerusakan. Karenavariable waktunya tidak pasti diketahui, kebijakan yang sesuai dengan kondisi tersebut adalah predictive maintenance. Predictive Maintenance merupakan suatu kegiatan perawatan yang dilakukan dengan menggunakan sistem monitoring, misalnya analisis dan komposisi gas.
c. Failure Finding
d. Run to Failure
Run to Failure adalah Perawatan yang didasarkan pada pertimbangan untuk menjalankan komponen hingga rusak karena pilihan lain tidak memungkinkan atau tidak menguntungkan dari segi ekonomi . Run to Failure tergolong sebagai perawatan pencegahan karena faktor ketidaksengajaan yang bisa saja terjadi dalam beberapa peralatan. Disebut juga sebagai no schedule maintenance karena dilakukan jika tidak ada tindakan pencegahan yang efektif dan efisien yang dapat dilakukan, jika dilakukan tindakan pencegahan terlalu mahal ataudampak kegagalan tidak terlalu esensial (tidak terlalu berpengaruh).
ii. Corrective Maintenance
Menurut Prawirosentono (2000), pemeliharaan korektif (corrective maintenance) adalah perawatan yang dilaksanakan karena adanya hasil produk
Corrective Maintenance dapat diartikan juga sebagai jenis perawatan yang
dilakukan setelah system mengalami kerusakan atau tidak dapat berfungsi lagi dengan baik. Kegiatan perawatan ini sering juga disebut sebagai kegiatan reparasi / perbaikan (repair Maintenance) yang biasanya terjadi karena kegiatan perawatan pencegahan tidak dilakukan sama sekali. Secara sepintas, biaya perawatan perbaikan akan lebih kecil daripada mengadakan perawatan pencegahan. Hal ini benar selama kerusakan tidak terjadi pada saat fasilitas / peralatan produksi sedang di operasikan, karena apabil kerusakan terjadi saat operasi berlangsung maka selain biaya perbaikan kerusakan, perlu juga diperhitungkan biaya penundaan produksi. Kerusakan tersebut akan memberikan andil terhadap umur peralatan dalam jangka waktu yang panjang. Oleh karena itu perawatan pencegahan dianggap lebih menguntungkan daripada hanya melaksanakan perbaikan saja.
B. Perawatan Tak Terencana (Unplanned Maintenance)
Perawatan tak terencana adalah bentuk perawatan darurat yang dapat didefiniskan sebagai perawatan yang perlu segera dilakukan untuk mencegah akibat yang lebih serius, seperti hilangnya waktu untuk berproduksi, kerusakan besar pada peralatan dan biaya-biaya perbaikan yang lebih mahal.
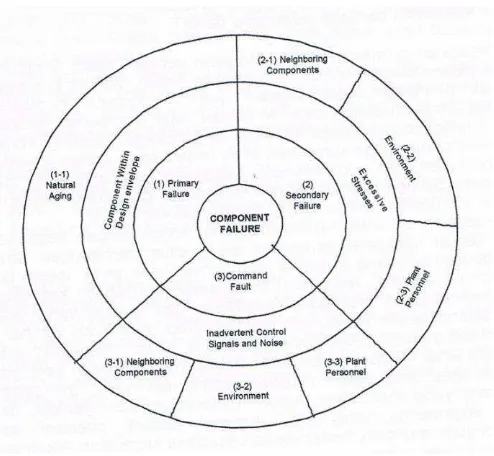
2.7 Kegagalan (Failure)
menjalankan fungsinya. Menurut Priyanta (2000) Kegagalan dari suatu komponen dapat diklasifikasikan menjadi tiga kelompok, yaitu :
1. Kegagalan primer (primary failure)
Kegagalan primer dapat didefmisikan sebagai suatu komponen berada dalam keadaan rusak (non-working state) dimana komponen tersebut memang diperhitungkan akan mengalami kegagalan, sehingga perlu diadakan aksi perbaikan agar komponen tersebut dapat kembali berada paua keadaan siap bekerja (working state). Kegagalan primer pada komponen akan terjadi pada design envelope dari komponen, dan penyebab dari kegagalan ini adalah umur dari komponen. Sebagai contoh kerusakan pada tangki karena kelelahan material merupakan contoh dari kegagalan primer.
2. Kegagalan sekunder (secondary failure)
komponen. Perlu dicatat bahwa stres yang berlebihan pada komponen tidak akan menjamin komponen akan kembali pada working-state seperti semula, karena stres yang dialami komponen akan meninggalkan kerusakan (memori) pada komponen yang direparasi.
3. Kesalahan perintah (commandfaults)
Kesalahan perintah didefinisikan sebagai komponen berada dalam keadaan rusak (non-working state ) karena kesalahan sinyal pengontrol atau noise, seringkali aksi perbaikan tidak diperlukan untuk mengembalikan komponen pada keadaan semula.
Gambar 2.3 Karakteristik Kegagalan komponen Sumber : Keandalan dan Perawatan (Dwi Priyatna)
failure menunjukkan bahwa kegagalan komponen disebabkan oleh (1) primary
failure. (2) secondary failure atau (3) command faults. Berbagai penyebab yang
mungkin dari ketiga kategori kegagalan ini ditunjukkan oleh lingkaran terluar.
2.8 Failure Mode and Effect Analysis (FMEA)
Menurut Roger D. Leitch, definisi dari failure modes and effect analysis adalah analisa teknik yang apabila dilakukan dengan tepat dan waktu yang tepat akan memberikan nilai yang besar dalam membantu proses pembuatan keputusan dari engineer selama perancangan dan pengembangan. Analisa tersebut bisa disebut analisa ”bottom up”, seperti dilakukan pemeriksaan pada proses produksi
tingkat awal dan mempertimbangkan kegagalan sistem yang merupakan hasil dari keseluruhan bentuk kegagalan yang berbeda.
Menurut John Moubray, definisi dari failure modes and effect analysis adalah metode yang digunakan untuk mengidentifikasi bentuk kegagalan yang mungkin menyebabkan setiap kegagalan fungsi dan untuk memastikan pengaruh kegagalan berhubungan dengan setiap bentuk kegagalan.
berdasarkan dampak yang diberikan terhadap kesuksesan suatu misi dari sebuah sistem. Failure Mode bertujuan untuk menemukan akar permasalahan (rot cai\use) dari kegagalan yang timbul. Failure Effect menjelaskan dampak yang
ditimbulkan apabila failure mode terebut terjadi. Proses identifikasi terhadap failure modes, dan failure effect sangat penting untuk perbaikan performansi dan mengeliminasi waste.
Secara umum tujuan dari penyusunan FMEA adalah sebagai berikut:
1. Membantu dalam pemilihan desain alternatif yang memiliki keandalan dan keselamatan potensial yang tinggi selama fase desain.
2. Untuk menjamin bahwa semua bentuk mode kegagalan yang dapat diperkirakan. berikut dampak yang ditimbulkannya terhadap kesuksesan operasional sistem telah dipertimbangkan.
3. Membuat list kegagalan potensial, serta mengidentifikasi seberapa besar dampak yang ditimbulkannya.
4. Men-develop kriteria awal untuk rencana dan desain pengujian serta untuk membuat daftar pemeriksaaan sistem.
5. Sebagai basis analisa kualitatif keandalan dan ketersediaan.
6. Sebagai dokumentasi untuk referensi pada masa yang akan datang untuk membantu menganalisa kegagalan yang terjadi di lapangan serta membantu bila sewaktu-waktu terjadi perubahan desain.
7. Sebagai data input untuk studi banding.
Sedangkan manfaat khusus dari Process FMEA bagi perusahaan adalah: 1. Membantu menganalisis proses manufaktur baru.
2. Meningkatkan pemahaman bahwa kegagalan potensial pada proses manufaktur harus dipertimbangkan.
3. Mengidentifikasi defisiensi proses, sehingga para engineer dapat berfokus pada pengendalian untuk mengurangi munculnya produksi yang menghasilkan produk yang tidak sesuai dengan yang diinginkan atau pada metode untuk meningkatkan deteksi pada produk yang tidak sesuai tersebut. 4. Menetapkan prioritas untuk tindakan perbaikan pada proses.
5. Menyediakan dokumen yang lengkap tentang perubahan proses untuk memandu pengembangan proses manufaktur atau perakitan di masa datang.
2.8.1 Menentukan Severity, Occurrence,Detection dan RPN
Untuk menentukan prioritas dari suatu bentuk kegagalan meka tim FMEA harus mendefinisikan terlebih dahulu tentang Severity, Occurrence, Detection, serta hasil akhirnya yang berupa Risk Priority Number.
A. Severity
Severity adalah langkah pertama untuk menganalisa resiko yaitu
menghitung seberapa besar dampak/intensitas kejadian mempengaruhi output proses. Dampak tersebut diranking mulai skala terkecil sampai
Tabel 2.3
Rating Severity dalam FMEA
Severity
(Keparahan) Dampak Potensial Definisi
0
Rendah
Tanpa Kerusakan -
1 Kerusakan sangat kecil Tidak menimbulkan gangguan operasi Biaya perbaikan ≤ US $ 1,000
2 Sedang Kerusakan Kecil
Menimbulkan gangguan operasi cukup besar US $ 1,000 < Biaya perbaikan ≤ US $ 10,000
3
Tinggi
Kerusakan Sedang
Menimbulkan gangguan operasi cukup besar US $ 10,000 < Biaya perbaikan ≤ US $ 100,000
4 Kerusakan
Besar
Menimbulkan gangguan operasi cukup besar (operasi berhenti) US $ 100,000 < Biaya perbaikan ≤ US $ ≤ US $ 1,000,000
5 Kerusakan
Parah
Menyebabkan terhentinya operasi dan bisnis perusahaan (Unit operasi /
field) US $ 1,000,000 < Biaya perbaikan
(Sumber : PT. Pertamina EP Cepu)
Tabel 2.4 Definisi Tingkat Keparahan Resiko Terhadap Lingkungan
Severity
(Keparahan) Dampak Potensial Potensi
0
Rendah
Tanpa Dampak -
1 Dampak
Ringan
Dapat menimbulkan dampak tehadap lingkungan namun dapat diabaikan Konsekuensi keuanagn dapat diabaikan
2 Sedang Dampak Sedang
Menimbulkan kerusakan lingkungan di wilayah setempat yang dapat segera Konsekuensi keuangan kecil
3 Tinggi
Dampak Besar Setempat (Skala Daerah)
Menimbulkan kerusakan lingkungan yang besar (melebihi nilai baku mutu lingkungan / ketentuan lainnya) dan luas (menyebar sampai ke luar lokasi / tempat kejadian) namun tidak bersifat permanen
Severity
(Keparahan) Dampak Potensial Potensi
4
Tinggi
Dampak Besar (Skala Nasional)
Menimbulkan kerusakan lingkungan yang besar dan luas, terus menerus dalam jangka waktu yang panjang Diperlukan biaya sangat besar untuk rehabilitasi lingkungan sehingga menimbulkan kerugian ekonomi (keuangan) cukup besar namun tidak menggangu aliran kas perusahaan (cash flow) 5 Dampak Luar Biasa (Skala Internasional)
Menimbulkan kerusakan lingkungan yang besar dan luas, bersifat permanen (berdampak jangka panjang dan tidak bisa direhabilitasi) Menimbulkan kerugian ekonomi (keuangan) sangat besar yang menggangu aliran kas perusahaan (cash flow)
(Sumber : PT. Pertamina EP Cepu)
B. Occurrence
Occurrence adalah kemungkinan bahwa penyebab tersebut akan terjadi
dan menghasilkan bentuk kegagalan selama masa penggunaan (Possible failure rates). Dengan memperkirakan kemungkinan occurrence pada
skala 0 sampai 5.
Tabel 2.6 Definisi Tingkat Kemungkinan Gagal Fungsi
Severity
(Keparahan) Dampak Potensial Definisi
0
Rendah
Tanpa kerusakan < 1 dalam 15.000 jam Operasional
1 Kegagalan jarang terjadi 1 dalam 2000 jam Operasional
2 Sedang Kegagalan relative
sedikit 1 dalam 400 jam Operasional 3
Tinggi
Kegagalan
kadang-kadang 1 dalam 80 jam Operasional
4 Kegagalan
berulang-ulang 1 dalam 8 jam Operasional 5 Kegagalan hampir tidak
bisa dihindari 1 dalam 3 jam Operasional
C. Detection
Detection adalah pengukuran terhadap kemampuan mengendalikan atau
mengontrol kegagalan yang dapat terjadi. Berdasarkan pada rating detection, jika detection menunjukkan “tidak pasti” maka dapat dikatakan sistem kontrol yang berfungsi tidak dapat mendeteksi kegagalan yang muncul dan termasuk ke dalam rating 10 dan seterusnya seperti yang telah dijelaskan pada table dibawah ini :
Tabel 2.7 Rating Detection dalam FMEA
Rating Description Definition
10 Uncertain Desain control tidak dapat mendeteksi sebab potensial dari model kegagalan
9 Very
remote
Sangat jauh kemungkinan Desain control akan mendeteksi sebab potensial dari model kegagalan
8 Remote Jauh kemungkinan Desain control akan
mendeteksi sebab potensial dari model kegagalan.
7 Very low Sangat lemah kemungkinan desain control mendeteksi sebab potensial dari model kegagalan
6 Low Lemah Kemungkinan desain control mendeteksi sebab potensial model kegagalan
5 Moderate Sedang Kemungkinan desain control mendeteksi sebab potensial model kegagalan.
4 Moderate high
Sedang tinggi Kemungkinan desain control mendeteksi sebab potensial model kegagalan.
3 High Besar Kemungkinan desain control mendeteksi sebab potensial model kegagalan
2 Very high Sangat besar Kemungkinan desain control mendeteksi sebab potensial model kegagalan
1 Almost certain
Desain control selalu mendeteksi semua sebab potensial dari model kegagalan
D. Risk Priority Number
Risk Priority Number (RPN) merupakan produk matematis dari keseriusan
effects (severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effects (occurrence) dan kemampuan untuk mendeteksi kegagalan sebelum terjadi (detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut:
RPN = S x O x D
2.9 Kehandalan
Keandalan (reliability) didefinisikan sebagai probabilitas bahwa suatu komponen atau system akan melakukan fungsi yang diinginkan sepanjang suatu periode waktu tertentu bilamana digunakan pada kondisi-kondisi pengoperasian yang telah ditentukan. Atau dalam perkataan yang lebih singkat, keandalan merupakan probabilitas dari ketidak-gagalan terhadap waktu. Menentukan keandalan dalam pengertian operasional mengharuskan definisi diatas dibuat lebih spesifik (Abbas, Sachbudi. Rekayasa Keandalan Produk. 2005 ; 2) :
1. Harus ditetapkan definisi yang jelas dan dapat diobservasi dari suatu kegagalan. Berbagai kegagalan ini harus didefinisikan relative terhadap fungsi yang dilakukan oleh komponen atau sistem.
3. Komponen atau sistem yang diteliti harus diobservasikan pada performansi normal. Ini mencakup beberapa faktor seperti beban yang didesain, lingkungan, dan berbagai kondisi pengoperasian.
Keandalan juga dapat didefinisikan sebagai probabilitas suatu sistem dapat berfungsi dengan baik untuk melakukan tugas pada kondisi tertentu dan dalam selang waktu tertentu pula. Sistem reliability, availability dan maintainability (RAM) akhir-akhir ini sudah dianggap sangat signifikan terhadap lingkungan yang berkompetisi dan keseluruhan biaya operasi/biaya produksi.
Gambar 2.4 Pengaruh Suatu Program Reliability Terhadap Biaya Masa Pakai (Barabady, 2005)
analisis sistem keandalan dan ketersediaan adalah untuk mengidentifikasi kelemahan dalam suatu sistem, dan menghitung secara kuantitas dampak dari kegagalan komponen. Pertanyaan yang sering timbul adalah ”seberapa handal
atau seberapa aman suatu sistem akan beroperasi selama masa pengoperasiannya dimasa yang akan datang?”. Pertanyaan ini sebagian dapat dijawab dengan
menggunakan evaluasi keandalan secara kuantitatif. Suatu peralatan yang sering terhenti kaena rusak (breakdown) tetapi dengan suatu periode perbaikan yang pendek, bisa menghasilkan tingkat ketersediaan yang pantas.
Sebaliknya suatu peralatan dengan keandalan yang tinggi, bisa saja tingkat ketersediaannya rendah, karena memerlukan waktu yang lama untuk setiap kali perbaikan. Dengan mempertimbangkan kedua hal tersebut dapat ditentukan biaya pemeliharaan yang optimum, seperti terlihat pada gambar diatas.
Menurut Priyanta (2000), indeks keandalan yang paling sering digunakan adalah sebagai berikut:
1. Jumlah kegagalan yang diharapkan akan terjadi dalam periode waktu tertentu 2. Waktu rata-rata diantara dua kegagalan
3. Laju kegagalan dari suatu proses
4. Durasi rata-rata downtime dari suatu sistem atau peralatan 5. Nilai harapan keuntungan yang hilang karena kegagalan
6. Nilai harapan yang hilang dari output suatu proses karena kegagalan
2.10 Risk Based Inspection
Risk Based Inspection (API 581,2002) adalah suatu perencanaan inspeksi
yang berbasis pada analisis resiko peralatan. Analisis resiko dibutuhkan untuk mengidentifikasi skenario kecelakaan yang disebabkan oleh kegagalan peralatan, mekanisme penurunan kualitas (degradation) suatu material /peralatan, peluang terjadinya likelihood of failure (LoF) yang berpotensi menurunkan kinerja peralatan, menilai konsekuensi consequence of failure (CoF) yang mungkin timbul, menetapkan resiko dan menyusun tingkatan serta kategori resiko (risk ranking and categorization). Penerapan Risk Based Inspection secara benar dan
konsisten telah terbukti mampu meningkatkan safety peralatan pabrik yang pada akhirnya meningkatkan keandalan peralatan pabrik dengan cara meminimalkan resiko Menurut API Recommended Practice 580, Risk Based Inspection adalah Risk Assessment dan manajemen proses yang terfokus pada kegagalan peralatan
mengalokasikan sumber daya inspeksi dan perawatan yang lebih besar untuk peralatan yang berisiko tinggi dan penghematan pemakaian sumber daya tersebut untuk peralatan dengan risiko rendah. Konsep RBI API 581 mempertimbangkan risiko yang bersumber dari hal-hal sebagai berikut :
a. Resiko terhadap personel di dalam lokasi pabrik (on-site risk to employee) b. Resiko terhadap masyarakat di sekitar lokasi pabrik (off-site risk to
community)
c. Resiko finansial (business interruption risk)
d. Resiko kerusakan lingkungan (environmental damage risk)
Jenis resiko tersebut dalam konsep RBI API 581 di kombinasikan ke dalam faktor-faktor yang menghasilkan keputusan mengenai kapan, di bagian mana dari peralatan dan bagaimana inspeksi di lakukan. Manfaat pelaksanaan RBI yaitu tercapainya program inspeksi yang lebih terarah sehingga menambah waktu operasi peralatan (berkurangnya waktu unplanned shutdown akibat kegagalan peralatan) dan secara jangka panjang meningkatkan efisiensi perusahaan. Namun demikian ada hal-hal yang berkontribusi terhadap risiko suatu peralatan yang tidak dapat dikurangi oleh aktifitas inspeksi. Faktor-faktor tersebut paling tidak meliputi hal-hal berikut (API 581,2002):
a. Kesalahan manusia b. Bencana alam
c. Peristiwa eksternal (misal, tumbukan dengan benda jatuh) d. Tindakan yang disengaja seperti sabotase
f. Kesalahan desain
g. Mekanisme kerusakan yang tidak diketahui
Metode RBI API 581 mendefinisikan empat konsekuensi kegagalan yaitu konsekuensi kebakaran (flammable consequence), konsekuensi racun (toxic consequence), konsekuensi lingkungan (environmental risk), dan konsekuensi
financial (business interruption consequence) Dokumen API 581 secara spesifik ditujukan untuk aplikasi RBI di industri hidrokarbon dan kimia. Metode RBI API 581 juga membatasi peralatan yang masuk ke dalam jangkauan RBI API P 580 pada peralatan-peralatan bertekanan dan tidak bergerak atau komponen bertekanan dan tidak bergerak dari sebuah rotating equipment. Selengkapnya peralatan yang termasuk ke dalam jangkauan RBI adalah sebagai berikut :
a. Bejana tekan : semua peralatan yang mewadahi tekanan b. perpipaan proses: pipa dan komponen pipa
c. Tangki penyimpanan: atmospheric dan pressurized d. Rotating Equipment: komponen bertekanan
e. Boiler dan Heater: komponen bertekanan f. Penukar kalor
g. Pressure Relief Devices
untuk peralatan dengan resiko rendah. Sehingga dengan metode tersebut bisa dibuat program inspeksi berdasarkan tingkat resiko yang terjadi pada Jaringan Pipa Distribusi Gas alam. Sebelum memasuki metode RBI dilakukan identifikasi bahaya pada Jaringan Pipa Distribusi Gas alam dengan menggunakan FMEA yang sesuai untuk single-point failure. Metode ini mampu mengidentifikasi setiap komponen untuk mengetahui model kegagalan serta efeknya yang kemudian dirangking komponen mana yang paling besar kegagalannya untuk dilakukan analisa menggunakan RBI.
2.10.1 Type - Type pendekatan pada RBI :
Berbagai jenis penilaian RBI dapat dilakukan dengan beberapa cara. Prosedur RBI dapat diaplikasikan secara kualitatif, kuantitatif atau dengan menggunakan semi-kuantitatif. Setiap pendekatan menghasilkan cara yang sistematik untuk menyaring risiko, mengidentitikasi wilayah yang berpotensial untuk terjadi kerusakan dan mengembangkan daftar prioritas untuk inspeksi dan analisa lebih dalam.
Namun nilai numerik bisa didapatkan untuk setiap kategori untuk penghitungan dari risiko dan penentuan batas risiko yang dapat diterima.
Gambar 2.5 Diagram Risk Based Inspection (Sumber : http://www.tech-soft.co.uk/rbi_03.html)
2.10.2 Aspek Probability
Aspek Probability pad RBI tergantung pada prakteknya dilapangan dan pendekatan yang digunakan. Untuk pendekatan kualitatif, aspek probability ditentukan oleh factor-faktor sebagai berikut :
a. Equipment Factor
Berhubungan dengan jumlah komponen dalam suatu system yang berpotensi gagal.
b. Damage Factor
Faktor ini merupakan risiko yang dapat terjadi berhubungan dengan mekanisme kegagalan pada unit. Kegagalan yang dapat terjadi diantaranya korosi, fatik, kerusakan aibat temparatur tinggi. Nilai dari damage factor ditentukan oleh mekanisme kerusakan tersebut.
c. Inspection Factor
Faktor ini berhubungan dengan keefektifan inspeksi yang dilakukan terhadap system dan kemampuan inspeksi tersebut untuk mengidentifikasi system. Pengangkatan dari factor ini diberi nilai negative, karena dengan inspeksi yang berkualitas akan dapat mendeteksi system dan damage faktor dengan jelas.
d. Condition Factor
e. Process Factor
Faktor ini merupakan ukuran dari potensial terjadinya operasi abnormal yang dapat menyebabkan kerugian
f. Mechanical Design Factor
Faktor ini berhubungan dengan desain dari system diantaranya kecocokan desain dengan standard yang berlaku, kekompleksan desain dan keinovativan desain.
2.10.3 Aspek Consequence RBI
Aspek Consequence pad RBI tergantung pada prakteknya dilapangan dan pendekatan yang digunakan. Untuk pendekatan kualitatif, aspek consequence ditentukan oleh factor-faktor sebagai berikut :
a. Damage Consequence
Faktor ini berhubungan dengan sidat material yang terlepas jika terjadi kegagalan. Material yang terlepas kea lam mempunyai tingkat reaktivitas dan flammabitiy yang berbeda.berdasarkan tingkatan dua factor tersebut bisa ditentukan potensial kerusakan yang dapat ditimbulkan oleh gas alam jika terlepas ke lingkungan.
b. Health Consequence
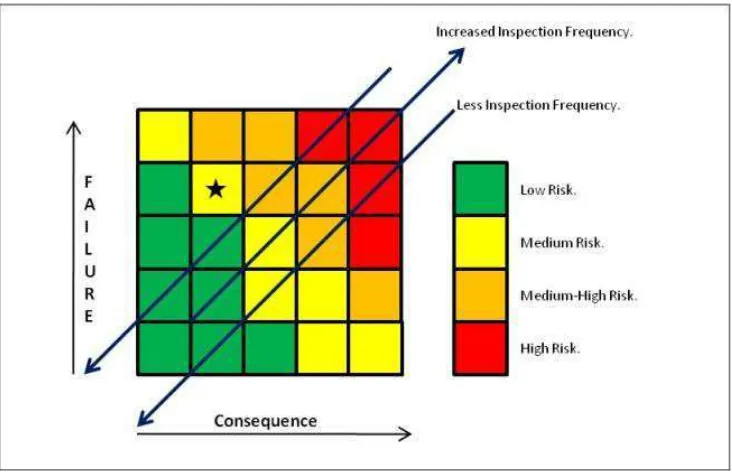
2.10.4 Matriks Risiko
Ketika nilai nilai risiko dikembangkan, nilai-nilai tersebut lalu ditampilkan dalam berbagai cara untuk menyampaikan hasil dari analisa kepada pembuat keputusan dan perencana inspeksi. Satu tujuan dari analisa risiko adalah untuk menyampaikan hasil dalam bentuk terkini yang dapat dimengerti oleh orang lain. Menggunakan matriks risiko atau plot risiko dapat membantu memenuhi tujuan ini, Untuk metodologi penggolangan risiko yang menggunakan kategori consequence dan probability, menampilkan hasil dalam matriks risiko adalah cara yang sanga efektif untuk menyampaikan distribusi dari risiko keseluruhan proses tanpa nilai angka.
2.10.5 Diagram Pareto
Diagram pareto diperkenalkan oleh seorang ahli yaitu Alffedo Pareto (1848 - 1923). Diagram Pareto ini merupakan suatu gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah Penyusunan diagram pareto meliputi enam langkah :
1. Menentukan metode atau arti dari pengklasifikasian data.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik. 3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan. 4. Merangkum data dan membuat ranking kategori data tersebut dari orang
terbesar hingga terkecil.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relative masing-masing masalah. Mengidentifikasi beberapa hal, yang penting untuk mendapat perhatian.
Gambar 2.6 Diagram Pareto
Sumber : Maintainability and Maintenance Management (Joseph D. Pallon) Menurut Ariani (2004) Tujuan dari diagram pareto adalah :
1. Membantu menemukan permasalahan yang paling penting untuk segera diselesaikan (ranking tertinggi) sampai dengan masalah yang tidak harus segera diselesaikan (rangking terendah).
2. Mengidentifikasi masalah yang paling penting yang mempengaruhi usaha perbaikan kualitas.
3. Memberikan petunjuk dalam mengalokasikan sumber daya terbatas untuk menyelesaikan masalah.
2.10.6 Functional Block Diagram
Funtional Block Diagram digunakan untuk mendeskripsikan system kerja
dari jaringan pipa distribusi gas dari penerimaan gas dari Kontraktor Production Sharing sehingga pendistribusian gas kepada konsumen akhir baik konsumen
rumah tangga, komersial maupun industry serta menggambarkan komponen yang terlibat di dalamnya.
Gambar 2.7 Functional Block Diagram
2.11 Life Cycle Cost
Definisi Life Cycle Cost adalah " the total cost throughout its life including
planning, design, acquisition and support costs and any other costs directly attributable
to owning or using the asset" (Arthur 2004). Definisi lain dari Life Cycle Cost adalah seluruh biaya yang diperlukan untuk menyediakan, memiliki, menjalankan dan memelihara suatu proyek sepanjang umur penggunaannya. Cost life cycle merupakan urutan aktivitas dalam perusahaan mulai dari riset dan pengembangan, desain, produksi (atau penyediaan jasa), pemasaran/distribusi, dan pelayanan kepada pelanggan ditinjau dari perspektif biaya yang timbul pada setiap aktivitas (Prof. Dr. Deden Mulyana, SE.,M.Si).
KPS KPS
KPS
OFFTAKE PIPA
Distribusi
Pelanggan RT
Pelanggan KMSL
Gambar 2.8 Siklus Hidup Produk (sumber Prof. Dr. Deden Mulyana, SE.,M.Si)
Metode untuk melakukan analisis cost life cycle adalah penentuan target biaya (target costing), teori kendala (theory of constraint) dan life cycle costing. Penentuan biaya target digunakan untuk mengelola biaya, terutama dalam aktivitas desain. Teori kendala digunakan untuk mengelola biaya produksi. Life-cycle costing digunakan pada seluruh cost life Life-cycle untuk meminimumkan biaya
secara keseluruhan. Tujuan utama pembiayaan siklus hidup adalah penentuan keputusan rancangan yang optimum berdasarkan evaluasi terhadap seluruh alternatif rancangan yang ada. Tujuan utama pembiayaan siklus hidup adalah penentuan keputusan rancangan yang optimum berdasarkan evaluasi terhadap seluruh alternatif rancangan yang ada. Formula Dasar dari Life Cycle Cost adalah:
LCC = Initial Cost + Future Cost –Salvage value
Initial Cost = Biaya awal pelaksanaan proyek
Future Cost = Biaya yang dibutuhkan seiring dengan berjalannya proyek
2.11.1 Biaya Pemeliharaan
Secara teoritis, total biaya pemelihaaan dapat digambarkan bahwa biaya pemeliharaan korektif (breakdown maintenance) akan berbanding terbalik dengan biaya pemeliharaan preventif (preventive maintenance) seperti yang diuraikan dalam kurva dibawah ini:
Gambar 2.8 Kurva Total Cost of Maintenance
Sumber : Manajemen Operasional (Dr. Manahan P. Tampubolon, MM)
Menurut Tampubolon (2004) Adapun biaya yang terdapat dalam kegiatan pemeliharaan antara lain biaya-biaya pengecekan, penyetelan (set-up), biaya service, biaya penyesuaian (adjustment) dan biaya perbaikan (reparasi). Perbandingan biaya-biaya tersebut perlu dilakukan dengan tujuan berikut :
1. Apakah sebaiknya dilakukan preventive maintenance atau corrective maintenance, dimana biaya-biaya yang perlu diperhatikan adalah :
perbaikan akibat kerusakan yang terjadi, walaupun sudah diadakan preventive maintenance dalam jangka waktu tertentu.
b. Jumlah biaya pemeliharaan dan perbaikan yang akan dilakukan terhadap suatu peralatan disertai dengan harganya.
c. Jumlah biaya pemeliharaan dan perbaikan yang dibutuhkan oleh peralatan dengan jumlah kerugian yang dihadapi bila peralatan rusak dalam operasi konversi.
2. Apakah sebaiknya peralatan yang rusak diperbaiki di dalam perusahaan atau di luar perusahaan, dengan memperbandingkan jumlah biaya yang akan dikeluarkan.
3. Apakah sebaiknya peralatan yang rusak diperbaiki atau diganti. Dalam hal ini biaya-biaya yang perlu diperbandingkan antara lain :
a. Jumlah biaya perbaikan dengan harga pasar atau nilai dari peralatan tersebut.
b. Jumlah biaya perbaikan dengan harga peralatan yang sama di pasar. Berdasarkan pada keterangan diatas maka dapat diketahui bahwa secara ekonomis belum tentu selamanya preventive maintenance yang terbaik dan perlu diadakan untuk setiap mesin atau peralatan. Hal ini karena dalam menentukan mana yang terbaik secara ekonomis, apakah preventive maintenance ataukah corrective maintenance saja, harus dilihat faktor-faktor dan jumlah biaya yang
Tabel 2.8 Informasi dalam Sistem Produksi dan Sislem Perawatan
Sistem Karakteristik
Fisik Ekonomis
Produksi a. Fungsi kerja
b. Ciri Desain
c. Umur
d. Kondisi Operasi
e. Riwayat kerusakan
f. Kebutuhan servis
g. Pola keausan
h. Distribusi statistik untuk
kerusa