PERENCANAAN KAPASITAS WAKTU PRODUKSI
DENGAN METODE ROUGHT CUT CAPACITY PLANNING ( RCCP )
DI CV. WIDORO INDAH
SKRIPSI
D
Di
is
su
us
su
un
n
O
O
le
l
eh
h
:
:
FAMEI VERY ARILIANZA
NPM.0832010066
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J AWA TIMUR
KATA PENGANTAR
Segala puji dan syukur kehadirat Allah SWT, yang telah melimpahkan rahmat,
taufik dan hidayah-Nya sehingga penulis dapat menyelesaikan penelitian
penelitian dengan judul “PERENCANAAN KAPASITAS WAKTU
PRODUKSI DENGAN METODE ROUGHT CUT CAPACITY PLANNING
( RCCP ) DI CV.WIDORO INDAH”.
Penelitian ini merupakan tugas wajib dan sebagai syarat untuk
menyelesaikan program sarjana strata satu (S-1) di Jurusan Teknik Industri
Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa
Timur.
Dalam menyusun penelitian ini, penulis tidak lepas dari banyak pihak,
yang secara langsung maupun secara tidak langsung telah turut membimbing dan
mendukung penyelesaian tugas penelitian ini yang semuanya sangat besar artinya
bagi penulis. Oleh karena itu, tidak lupa penulis menyampaikan rasa hormat dan
rasa terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Teguh Soedarto, MP. Selaku Rektor Universitas
Pembangunan Nasional “ Veteran “ Jawa Timur.
2. Bapak Ir. Sutiyono, MS. Selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “ Veteran “ Jawa Timur.
3. Bapak Dr.Ir.Minto Waluyo.MM Selaku Kepala Jurusan Teknik Industri
4. Bapak Drs. Pailan, selaku Sekretaris Jurusan Teknik Industri, Universitas
5. Bapak Ir. Rus Indianto, MT selaku dosen pembimbing I
6. Ibu Ir.Sumiati, MT selaku dosen pembimbing II
7. Bapak H.Yunus selaku pemimpin CV.WIDORO INDAH
8. Bapak dan Ibu Dosen Fakultas Teknologi Industri Jurusan Teknik Industri
yang telah memberikan bekal ilmu pengetahuan kepada penulis.
9. Kedua Orang Tua Penulis yang senantiasa dan selalu memberikan dukungan
baik materi maupun moril.
10. My hunny Diah Nofita yang selalu support dan ngasi semangat.
11. Seluruh angkatan 2008 TI dari paralel A sampai D,
12. Asslab Prokom&SSI terimakasih banyak suport dan masukanNya, senang
sekali bisa bekerja sama dengan kalian, kalian keluarga baru ku.
13. Anak2 kost menemani di saat senang&sedih,keluarga nomer dua q.
14. Seluruh angkatan 2008 TI khususnya paralel A tercinta, yang menemani
suka maupun duka disa’at menjalani kuliah yang tidak bisa disebutin satu
persatu,’Salam Satu Jiwa’.
Penulis menyadari bahwa penelitian ini masih banyak kekurangan baik isi
maupun penyajiannya. Oleh karena itu penulis mengharapkan saran dan
kritik yang membangun.
Akhir kata semoga penelitian ini dapat memberikan manfaat bagi semua
pihak yang berkepentingan dan semoga Tuhan memberikan balasan kepada semua
pihak yang telah membantu penulis.
Surabaya, Mei 2012
DAFTAR ISI
Kata Pengantar. . . i
Daftar Isi. . . Daftar Tabel. . . .. . . .. . . .. . . . iv viii BAB I PENDAHULUAN 1.1.Latar Belakang . . . 1
1.2.Rumusan Masalah . . . 2
1.3.Batasan Masalah ………… . . . . . . ……. 3
1.4.Asumsi . . . 3
1.5.Tujuan Penelitian. . . .. 1.6.Manfaat Penelitian . . . .. 3 4 1.7.Sistematika Penulisan . . . .. . . 5
BAB II TINJAUAN PUSTAKA 2.1. Pengertian Produktivitas . . . 6
2.2 Rought Cut Capacity Planning (RCCP) . . . 7
2.2.1 Perbandingan RCCP dari Metode CRP . . . .. . . . .. . .
2.3 Pengukuran Waktu Kerja. . . .. . .
2.3. 2.3.1 Pengukuran Waktu Kerja dengan Jam Henti (Stop Watch) . . . .
2.3.1.1 Cara Pegukuran dan Pencatatan Waktu Kerja . . . . .. . .
2.3.1.2 Langkah dalam melaksanakan pengukuran waktu kerja . . . 8
9
10
12
2.3.2 Waktu Baku . . . .. .. . . . .. . . .. . .
2.3.3 Kelonggaran . . . … . .
2.4 Faktor Penyesuaian (Rating Performance). . .
2.5 Perencanaan Produksi . . . . .. . . ..
2.6 Perencanaan produksi agregat . . .
2.7 Perencanaan Kapasitas Produksi . . . . .. . . . . . 15
16
20
22
24
27
2.8 Waktu produksi Tersedia . . . ... 30
2.9 Jadwal Induk Produksi Master Production Schedule (MPS) . . . 31
2.10 Perencanaan Kapasitas Kasar Rought Cut Capacity planning (RCCP) …. . . . . . .. . . .. 2.11 Teknik – Teknik Rought Cut Capacity Planning (RCCP) . . . .. . 2.12 Peramalan . . . ... . . 34 38 41
2.13 Metode Peramalan . . . 43
2.14 Ukuran akurasi hasil peramalan . . . .. . . . …. . . 2.15 Uji Kondisi Diluar Kendali Moving Average Chart (MPC) . . . .. 46 49 2.16 Peneliti terdahulu (Mursyid 2007) . . . 51
BAB III METODE PENELITIAN 3.1. Tempat dan Waktu penelitian . . . 55
3.2. Identifikasi variable dan defenisi operasional . . . 55
3.3. Metode penelitian . . . 57
3.4. Metode pengolahan dan analisa data . . . 58
PERENCANAAN KAPASITAS WAKTU PRODUKSI
DENGAN METODE ROUGHT CUT CAPACITY PLANNING ( RCCP )
ABSTRAKSI
Dalam memasuki Era pasar bebas dimasa ini semua perusahaan yang bergerak di bidang industri diharapkan pada suatu masalah yaitu adanya tingkat persaingan yang kompetitif. Hal ini mengharuskan perusahaan untuk merencanakan kapasitas produksi agar dapat memenuhi permintaan pasar dengan tepat waktu dan dengan jumlah yang sesuai, sehingga diharapkan keuntungan perusahaan akan meningkat.. Dalam pemenuhan kebutuhan akan produk oleh konsumen, perusahaan perlu memperhatikan Perencanaan kapasitas dan pengendalian aktivitas produksi yang harus dilakukan dalam pemenuhan order di pasar.
CV. WIDORO INDAH adalah perusahaan yang bergerak dalam industri pembuatan sandal. Produk sandal yang dihasilkan oleh CV. WIDORO INDAH adalah Sandal untuk laki - laki. Disamping itu CV.WIDORO juga menghasilkan produk lain berupa sandal wanita. CV. WIDORO INDAH sendiri khususnya dalam bagian produksi sandal laki – laki, Dalam pelaksanaan produksi terkadang mengalami perbedaan hasil produksi jadi antara target produksi dengan realisasi tidak sesuai, dikarenakan adanya serta perbedaan antara masing – masing stasiun kerja yang masih terdapat kekurangan jam kerja produksi, dan juga berpengaruh pada banyaknya permintaan konsumen. Jadi kapasitas waktu produksi belum memenuhi permintaan konsumen.
Rought Cut Capacity Planning merupakan “analisis untuk menguji
ketersediaan kapasitas fasilitas produksi yang tersedia didalam memenuhi jadwal induk produksi (Master Production Schedule) yang telah ditetapkan” dengan Teknik Bill Of Labor (BOL).
Dari hasil penelitian, Dari sebelas stasiun kerja di CV. WIDORO INDAH terdapat 4 stasiun kerja masih mengalami kekurangan kapasitas produksi yaitu pada stasiun kerja,proses pengeplongan alas dengan rincian bulan januari sebesar 1.85 jam / bulan, untuk bulan feb sampai dengan desember sebesar 10.86 jam / bulan. Proses proses sablon alas atas dengan rincian bulan Januari sebesar 187.26 Jam/Bulan,untuk bulan Feb sampai dengan Desember 2011 berturut-turut sebesar 196.26 Jam/Bulan untuk pengeboran lubang jepit, dengan rincian bulan Januari sebesar 71.26 Jam/Bulan, untuk bulan Feb sampai dengan Desember 2011 berturut-turut sebesar 78.44 Jam/Bulan. Penggerindaan dengan rincian bulan Januari sebesar 454.98 Jam/Bulan, untuk bulan Feb sampai dengan Desember 2011 berturut-turut sebesar 467.49 Jam/Bulan. dan finishing (mesin blower) dengan rincian bulan Januari sebesar 184.77 Jam/Bulan, untuk bulan Feb sampai dengan Desember 2011 berturut-turut sebesar 193.73 Jam/Bulan.Sehingga perlu adanya penambahan mesin dan tenaga kerja di stasiun kerja proses sablon alas atas, pengeboran lubang jepit, penggerindaan dan finishing (mesin blower).
Kata Kunci : Kapasitas, Master Production Schedule (MPS), Rought Cut
PLANNING OF CAPACITIES TIME PRODUCE
WITH METHOD OF ROUGHT CUT CAPACITY PLANNING ( RCCP )
ABSTRACT
Within days of entering the era of free market is all the companies engaged in the industry is expected in a matter that is the level of competitive rivalry. This requires companies to plan production capacity to meet market demand in a timely manner and with the appropriate amount, which is expected to increase corporate profits .. In meeting the needs of the product by consumers, companies need to consider the capacity planning and production control activities should be done in fulfillment of orders in the market.
CV. WIDORO INDAH is a company engaged in the manufacture of slippers. Products produced by CV sandals. CV. WIDORO INDAH Sandal for men - men. Besides CV.WIDORO INDAH also produce other products in the form of women's sandals. CV.WIDORO INDAH itself especially in the production of male sandals - men, in the implementation of production sometimes have differences in yield between the production target to be incompatible with the realization, as well as due to the differences between each - each work station there is still a shortage of working hours of production, as well as influential on consumer demand. So the capacity of the production do not meet consumer demand.
Rought Cut Capacity Planning is an "analysis to test the availability of the available capacity of production facilities in the master production schedule to meet (Master Production Schedule) which has been established" by the Engineering Bill Of Labor (BOL). From the research, from eleven work stations in the CV.WIDORO INDAH contained four work stations still have a shortage of production capacity that is in the process of screen printing work station mats on the details in January for 187.26 hours / month, for the months of February through December 2011 for 196.26 consecutive hours / month for drilling holes flops, The details in January of 71.26 hours / month, for the month of February up to December 2011 respectively for 78.44 Hours / Month. Grinding with a breakdown in January for 454.98 hours / month, for the months of February through December 2011 in a row at 467.49 Hours / Month. and finishing (machine blower) with details in January for 184.77 hours / month, for the months of February through December 2011 in a row at 193.73 Hours / Month. Thus the need for additional machinery and labor in the base station for screen printing process works, drilling holes flops, grinding and finishing (machine blower).
BAB I
PENDAHULUAN
1.1 Latar Belaka ng
Dalam memasuki Era pasar bebas dimasa ini semua perusahaan yang
bergerak di bidang industri diharapkan mempunyai suatu masalah yaitu adanya
tingkat persaingan yang kompetitif. Hal ini mengharuskan perusahaan melakukan
perencanaan kapasitas waktu produksi agar dapat memenuhi permintaan pasar
dengan tepat waktu dan dengan jumlah yang sesuai, sehingga diharapkan
keuntungan perusahaan akan meningkat.
Dalam pemenuhan kebutuhan akan produk oleh konsumen, perusahaan
perlu memperhatikan perencanaan kapasitas waktu produksi dan pengendalian
aktivitas produksi yang harus dilakukan dalam pemenuhan order di pasar. Karena
tanpa adanya perencanaan kapasitas waktu produksi dan pengendalian aktivitas
produksi yang tepat maka bukan tidak mungkin akan terjadi over produksi
(produksi yang berlebihan) ataupun low produksi (kekurangan produksi) dalam
proses produksinya.
CV. WIDORO INDAH adalah perusahaan yang bergerak dalam industri
pembuatan sandal. Produk sandal yang dihasilkan oleh CV. WIDORO INDAH
adalah Sandal untuk laki - laki. Disamping itu CV.WIDORO juga menghasilkan
produk lain berupa sandal wanita. CV. WIDORO INDAH sendiri khususnya
dalam bagian produksi sandal laki – laki, Dalam pelaksanaan produksi terkadang
mengalami perbedaan hasil produksi jadi antara target produksi dengan realisasi
yang masih terdapat kekurangan jam kerja produksi, dan juga berpengaruh pada
banyaknya permintaan konsumen. Jadi kapasitas waktu produksi belum
memenuhi permintaan konsumen.
Untuk mengantisipasi permasalahan tersebut diterapkan metode Rought
Cut Capacity Planning (RCCP). Rought Cut Capacity Planning merupakan
“analisis untuk menguji ketersediaan kapasitas waktu produksi yang tersedia
didalam memenuhi jadwal induk produksi (Master Production Schedule) yang
telah ditetapkan”. Dengan kata lain, proses ini akan menghasilkan jadwal induk
produksi yang telah disesuaikan, karena telah memberikan gambaran tentang
ketersediaan kapasitas waktu untuk memenuhi target produksi yang disusun
dalam jadwal induk produksi. Waktu produksi secara umum diukur dalam bentuk
waktu (jam/bulan) yang ditunjukkan berdasarkan kemampuam manusia.
Dengan menggunakan metode Rought Cut Capaciy Planning tersebut
diharapkan perusahaan mampu membuat perencanaan kapasitas waktu produksi
yang tepat sehingga dapat memenuhi permintaan konsumen.
1.2 Per umusan Masalah
Berdasarkan latar belakang masalah tersebut diatas, maka masalah yang
ada dapat dirumuskan sebagai berikut : “ Bagaimana merencanakan kapasitas
1.3 Batasan Masalah
Dengan tanpa mengurangi maksud dan tujuan penelitian serta untuk
menyederhanakan penelitian, maka penulis melakukan pembatasan masalah yaitu
sebagai berikut :
1. Data permintaan produk sandal yang diambil adalah periode bulan Januari
2010 sampai dengan Desember 2011.
2. Kegiatan perencanaan dan pengendalian produksi yang dibahas hanya
perencanaan kapasitas waktu produksi menggunakan Rought Cut Capacity
Planning (RCCP) berdasarkan pendekatan Bill Of Labour (BOL) dengan stop
watch (jam henti).
3. Jenis produk yang akan dibahas adalah produk sandal (Laki – laki) dan pada
perusahaan ini tidak memperhitungkan biaya (financial yang terkait).
4. Tidak memperhitungkan hasil output produksi.
1.4 Asumsi
Dalam penelitian ini menggunakan beberapa asumsi yaitu sebagai berikut:
1. Tidak adanya perubahan komposisi produk selama periode perencanaan.
2. Material dan bahan – bahan penunjang lainnya selalu tersedia.
3. Fasilitas produksi berjalan pada kondisi normal dan lancar.
1.5 Tujuan Penelitian
Adapun tujuan penulis yaitu:
1. Menentukan kapasitas waktu produksi sandal di tiap – tiap stasiun kerja di
2. Merencanakan kapasitas waktu produksi yang optimal yang diperlukan untuk
memenuhi permintaan konsumen.
3. Merencanakan dan meramalkan Jadwal Induk Produksi pada beberapa bulan
berikutnya.
1.6 Manfaat Penelitian
Dari penelitian ini diharapkan dapat memberikan manfaat bagi:
1. Penulis
Untuk menambah pengetahuan mengenai perencanaan kapasitas dan
pengendalian aktivitas produksi dengan menggunakan metode Rough Cut
Capacity Planning (RCCP) serta studi banding antara pengetahuan secara teori
dan kenyataan dilapangan.
2. Perusahaan
Dapat mengetahui waktu produksi yang ada dalam perusahaan guna
mencukupi waktu produksi yang diperlukan berdasarkan hasil peramalan
permintaan konsumen pada masa mendatang dengan menggunakan metode
RCCP dengan teknik Bill Of Labour (BOL).
3. Universitas
Sebagai referensi bagi mahasiswa aktif dan sebagai alat perbandingan untuk
melakukan penelitian ini lebih lanjut oleh mahasiswa teknik industri
selanjutnya, khususnya mengenai perencanaan kapasitas dan pengendalian
aktivitas produksi dengan mengunakan metode RCCP dengan teknik Bill Of
1.7 Sistematika Penulisan
Agar lebih mudah dalam memahami penelitian ini, maka berikut disajikan
sistem penulisan yang akan dibahas pada bagian selanjutnya.
BAB I PENDAHULUAN
Berisi gambaran umum masalah yang terdiri dari Latar Belakang,
Tujuan, Perumusan Masalah, Batasan Masalah, Asumsi, Manfaat
Penelitian, dan Sistematika Penulisan.
BAB II TINJAUAN PUSTAKA
Berisi tentang landasan teori yang menjadi refrensi atau acuan
yang akan digunakan untuk melakukan pembahasan dan analisa
masalah nantinya, yang berisi teori metode RCCP serta
teori-teori pendukung lainnya.
BAB III METODE PENELITIAN
Mencakup lokasi pencarian data, metode pengumpulan data dan
pengolahan data.
BAB IV HASIL DAN PEMBAHASAN
Berisi hasil dan pembahasan data yang didasarkan atas teori yang
telah diuraikan di atas dengan menggunakan data-data yang telah
didapat selama penelitian.
BAB V KESIMPULAN DAN SARAN
Dalam bab ini menyimpulkan dan memberikan saran dari hasil
penelitian dan pengolahan data tersebut.
DAFTAR PUSTAKA
BAB II
TINJ AUAN PUSTAKA
2.1 Penger tian Pr oduktivitas
Beberapa pengertian produktivitas yang dapat digunakan sebagai bahan
pertimbangan untuk mencari model pengertian produktivitas sebagai berikut :
1. Menurut organisasi for economic and development (OECD), pada
dasarnya produktivitas adalah output dibagi dengan element produksi yang
di manfaatkan.
2. Menurut Goel (1976), produktivitas adalah hubungan antar keluaran yang
dihasilkan dengan masukan yang digunakan pada waktu tertentu.
3. Menurut Mali (1978), produktivitas adalah pengukuran seberapa baik
sumber daya yang digunakan untuk menyelsaikan suatu kumpulan
hasil-hasil.
4. Menurut Internasional Labour Organization (ILO), pada prinsipnya yang
dimaksud dengan produktivitas adalah suatu perbandingan elemen-elemen
produksi seperti tanah, kapital, buruh dan organisasi apa yang dihasilkan.
Dari pernyataan diatas maka dapat disimpulkan bahwa produktivitas pada
dasarnya berkaitan erat pengertiannya dengan sistem produksi yaitu sistem
dimana faktor-faktor produksi seperti tenaga kerja, modal, mesin, material yang
dikelola dengan suatu cara atau metode yang terorganisasi untuk mewujudkan
barang atau jasa secara efektif dan efesien.
Produktivitas merupakan sarana penujang untuk menganalisa dan
kemampuan atau ability dan motivasi kerja yang dimiliki oleh sumber daya
manusia masing-masing perusahaan.
Secara sederhana produktivitas dapat didefinisikan suatu rasio atau
perbandingan antar output produksi yang dihasilkan dengan keseluruhan
sumberdaya (input) yang digunakan dalam proses produksi tersebut (Edosamwan
1995) atau dapat di tulis sebagai berikut :
input output tas
produktivi =
Dengan diketahui nilai (indeks) produktivitas, maka akan diketahui pula
seberap efek proses produksi telah didayagunakan untuk meningkatkan output dan
seberapa efisien sumber-sumber input telah berhasil dihemat agar produktivitas
bisa meningkat sehingga perlu diupayahkan proses produksi bisa memberikan
konstribusi sepenuhnya terhadap kegiatan-kegiatan produktif yang berkaitan
dengan nilai tambah dan usaha menghindari atau meminimalkan langkah-langkah
kegiatan yang tidak produktif seperti banyaknya idle atau delay, set up,
loading-unloading, material handling dan sebagainya.
Dari pengukuran tersebut didapatkan suatu manfaat untuk mengetahui
tingkat kemajuan pembangunan suatu pabrik sehingga dapat digunakan sebagai
pengontrol agar dapat survise dalam era persaingan dalam perdagangan, bisnis,
perebutan pasar dan usaha lainnya.
2.2 Rought Cut Capacity Planning (RCCP)
RCCP (Rought cut capacitry planning) didefinisikan sebagai proses
konversi dari Rencana waktu Produksi dan atau MPS (Master Production
daya kritis, seperti : tenaga kerja, mesin dan peralatan, kapasitas gudang,
kapabilitas pemasok material dan parts.
Rought Cut Capacity Planning (RCCP). Rought Cut Capacity Planning
merupakan “analisis untuk menguji ketersediaan kapasitas waktu produksi yang
tersedia didalam memenuhi jadwal induk produksi (Master Production Schedule)
yang telah ditetapkan”. Dengan kata lain, proses ini akan menghasilkan jadwal
induk produksi yang telah disesuaikan, karena telah memberikan gambaran
tentang ketersediaan kapasitas untuk memenuhi target produksi yang disusun
dalam jadwal induk produksi. Waktu produksi secara umum diukur dalam bentuk
waktu (jam/bulan) yang ditunjukkan berdasarkan kemampuam manusia.
2.2.1 Perbandingan RCCP Dar i Metode CRP
Metode RCCP sendiri di definisikan sebagai “analisis untuk menguji
ketersediaan kapasitas produksi yang tersedia didalam memenuhi jadwal induk
produksi. Metode RCCP digunakan untuk menguji Mps (Master Production
Schedule), guna menciptakan sumber-sumber daya tertentu pada area-area yang
berpotensi mengalami bottle neck.
Metode CRP sendiri di definiskan Perintah rencana pembelian dan
perintah pembuatan barang dikonversikan d alam keb utu han waktu yang
d iperlu kan u ntu k setiap pu sat pembuatan dan setiap periode waktu. Pada
perinsipnya CRP (Capacity Requirement Planing) kebutuhan kapasitas tidak
terlalu berbeda dengan RCCP. Perbedaan antara RCCP dan CRP sendiri
perencanaan kapasitas produksinya jangka pendek dan memperhitungkan bahan
baku yang ada di gudang, sedangkan RCCP perencanaan kapasitas produksinya
2.3 Pengukur an Waktu Ker ja
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan
manusia yang dikontribusikan dengan unit output yang dihasilkan. Pengukuran
waktu kerja ini akan berhubungan dengan usaha – usaha menetapkan waktu baku
yang dibutuhkan guna menyelesaikan suatu pekerjaan. Waktu baku ini sangat
diperlukan terutama sekali untuk :
a. Man Power Planning ( perencanaan kebutuhan tenaga kerja ).
b. Estimasi biaya – biaya untuk upah karyawan atau pekerja.
c. Penjadwalan produksi dan pengangguran.
d. Perencanaan sistem pemberian bonus dan insentif bagi karyawan atau
pekerja yang berprestasi.
e. Indikasi keluaran ( output ) yang mampu dihasilkan oleh seorang pekerja.
Pada garis besarnya teknik – teknik pengukuran waktu kerja ini dapat
dikelompokkan dalam dua bagian, yaitu pengukuran waktu secara langsung dan
pengukuran waktu secara tidak langsung. Cara pertama disebut demikian karena
pengukurannya dilaksanakan secara langsung yaitu di tempat dimana pekerjaan
yang diukur dijalankan. Dua cara termasuk didalamnya adalah cara pengukuran
kerja dengan menggunakan jam henti (stopwatch time-study) dan sampling kerja
(work sampling). Sebaliknya pengukuran waktu secara tidak langsung yaitu
melakukan perhitungan waktu kerja tanpa si pengamat harus di tempat pekerjaan
yang di ukur (Wignojosoebroto, 2003).
Tujuan utama dari aktivitas pengukuran kerja adalah waktu baku yang
harus dicapai oleh seorang pekerja untuk menyelesaikan suatu pekerjaan. Jadi
sistem kerja yang dijalankan pada saat pengukuran berlangsung sehingga waktu
penyelesaian tersebut juga hanya berlaku untuk sistem kerja tersebut. Dari hal
tersebut dapat ditarik kesimpulan bahwa pengukuran waktu kerja hendaknya
dilaksanakan apabila kondisi dan metoda kerja dari pekerjaan yang akan diukur
sudah baik. Jika belum maka, kondisi yang ada ini hendaknya diperbaiki dan
kemudian distandartkan terlebih dahulu. Mempelajari kondisi kerja dan cara /
metoda kerja kemudian memperbaiki serta membakukannya adalah sesuatu yang
dilakukan dalam langkah penelitian pendahluan yang harus dipersiapkan dalam
pengukuran waktu kerja (Wignojosoebroto, 2003).
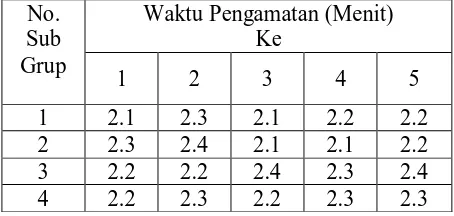
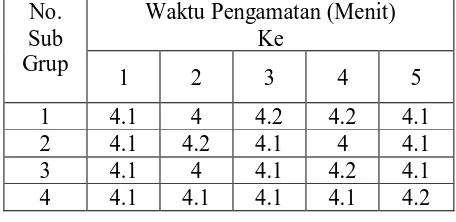
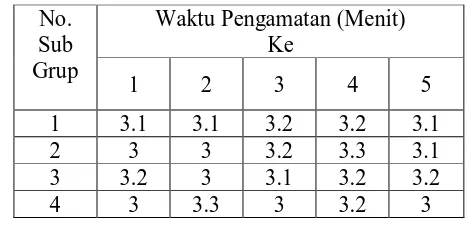
Metode RCCP (Rought Cut Capacity Planning) dalam pelaksanaanya
untuk pengambilan data di gunakan dua pendekatan yaitu dengan Pengukuran
Waktu Kerja Dengan Jam Henti ( Stop watch ) dan Pendekatan Daftar Tenaga
Kerja (Bill of Labor Approach).
2.3.1 Pengukur an Waktu Ker ja Dengan J am Henti ( Stop watch )
Pengukuran waktu kerja dengan jam henti (stop-watch time study)
diperkenalkan pertama kali oleh Frederick W.Taylor sekitar abad 19 yang lalu.
Metoda ini terutama sekali baik diaplikasikan untuk pekerjaan – pekerjaan yang
berlangsung singkat dan berulang – ulang (repetitive). Dari hasil pengukuran
maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan,
yang mana waktu ini akan dipergunakan sebagai standart penyelesaian pekerjaan
bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.
Menurut Wignojosoebroto (2003) Secara garis besar langkah – langkah untuk
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati
dan supervisor yang ada.
2. Mencatat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan
seperti lay out, karakteristik / spesifikasi mesin atau peralatan kerja lain yang
digunakan.
3. Membagi operasi kerja dalam elemen – elemen kerja sedetail – detailnya tapi
masih dalam batas – batas kemudahan untuk pengukuran waktunya.
4. Mengamati, mengukur dan mencatat waktu yang dibutuhkan oleh operator
untuk menyelesaikan elemen – elemen kerja tersebut.
5. Menetapkan jumlah siklus kerja yang harus diukur dan dicatat. Meneliti
apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau
tidak. Dan kemudian menguji keseragaman data yang diperoleh.
6. Menetapkan rate of performance dari operator saat melaksanakan aktivitas
kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini
ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk
performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh
mesin maka performance dianggap normal (100 %).
7. Menyesuaikan waktu pengamatan berdasarkan performance yang ditujukkan
oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Menetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna mengahadapi kondisi – kondisi
seperti kebutuhan personil yang besifat pribadi, faktor kelelahan,
9. Menetapkan waktu kerja baku (standart time), yaitu jumlah total antara
waktu normal dan waktu longgar.
2.3.1.1 Car a Pengukur an dan Pencatatan Waktu Ker ja
Ada tiga metode umum yang dipakai untuk mengukur elemen – elemen
kerja dengan menggunakan jam henti (stop watch) yaitu pengukuran waktu secara
terus menerus (continous timing), pengukuran waktu secara berulang – ulang
(repetitive timing), dan pengukuran waktu secara penjumlahan (accumulative
timing).
Adapun uraian cara pengukuran dan pencatatan waktu kerja adalah
sebagai berikut :
1. Pengukuran waktu kerja secara terus menerus (continous timing).
Pada pengukuran waktu secara terus menerus ini, pengamat kerja akan
menekan tombol stop watch pada saat elemen kerja pertama dimulai dan
membiarkan jarum petunjuk stop watch berjalan secara terus menerus sampai
periode atau siklus kerja selesai berlangsung. Disini pengamat kerja terus
mengamati jalannya jarum stop watch dan mencatat pembacaan waktu yang
ditujukan setiap akhir dari elemen – elemen kerja pada lembar pengamatan.
Waktu sebenarnya dari masing – masing elemen diperoleh dari pengurangan
pada saat pengukuran waktu selesai dilaksanakan.
2. Pengukuran waktu kerja secara berulang – ulang (repetitive timing).
Pada pengukuran ini kadang – kadang disebut snap back method. Disini jarum
penunjuk stop watch akan selalu di kembalikan (snap – back) lagi ke posisi
nol pada setiap akhir dari elemen kerja yang diukur. Setelah dilihat dan dicatat
bergerak untuk mengukur elemen kerja berikutnya. Dengan cara demikian
maka data waktu untuk setiap elemen kerja yang diukur akan dapat dicatat
secara langsung tanpa ada pekerjaan tambahan untuk pengurangan seperti
yang dijumpai dalam metoda pengukuran secara terus menerus (continous
timing).
3. Pengukuran waktu kerja akumulatif.
Pada metode pengukuran waktu secara akumulatif ini memungkinkan
pembaca membaca data secara langsung untuk masing – masing elemen kerja
yang ada. Dalam cara ini akan digunakan dua atau lebih stop watch yang akan
bekerja sama secara bergantian. Stop watch ini akan didekatkan sekaligus
pada papan pengamatan dan dihubungkan dengan suatu tuas. Apabila stop
watch pertama dijalankan, maka stop watch kedua dan ketiga berhenti dan
jarum akan tetap pada posisi nol. Apabila elemen kerja sudah berakhir maka
tuas ditekan yang akan menghentikan gerakan jarum dari stop watch pertama
dan menggerakkan stop kedua untuk mengukur elemen kerja berikutnya.
Metode akumulatif ini memberikan keuntungan didalam hal pembacaan akan
mudah dan lebih teliti karena jarum stop watch tidak dalam keadaan bergerak
pada saat pembacaan data waktu dilaksanakan seperti halnya yang kita jumpai
untuk pengukuran kerja dengan menggunakan satu stop watch. (
Wignjosoebroto , 2003)
2.3.1.2 Langka h – langkah Dalam Melak sanaka n Pengukur an Waktu Ker ja
Untuk mendapatkan hasil yang baik dalam mengukur waktu kerja, maka
tidaklah cukup sekedar melakukan beberapa kali pengukuran dengan
dapat diperoleh waktu yang pantas untuk pekerjaan yang bersangkutan seperti
yang berhubungan dengan kondisi kerja, cara pengukuran dan jumlah
pengukuran. Menurut Sutalaksana (2005), langkah – langkah yang perlu
dilakukan dalam mengukur waktu kerja yaitu :
1. Menetapkan tujuan pengukuran
Sebagaimana halnya dengan berbagai kegiatan lain, tujuan melakukan
kegiatan harus ditetapkan dahulu. Dalam pengukuran waktu, hal–hal penting
yang harus diperhatikan adalah untuk apa hasil pengukuran digunakan, berapa
tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil
pengukuran.
2. Melakukan penelitian pendahuluan
Penelitian pendahuluan dimaksudkan untuk mempelajari sistem dan
kondisi kerja yang ada dengan maksud melakukan perbaikan jika diperlukan
agar diperoleh kondisi kerja yang baik.
3. Memilih operator
Operator yang melakukan pekerjaan yang diukur bukanlah orang yang
begitu saja diambil dari pabrik. Operator ini haruslah mempunyai persyaratan
tertentu agar pengukuran dapat berjalan baik. Starat – syarat tersebut adalah
kemampuan normal dan dapat diajak bekerja sama.
4. Melatih operator
Dalam keadaan ini operator harus dilatih terlebih dahulu, karena sebelum
diukur operator harus terbiasa dengan kondisi dan cara kerja yang telah
ditetapkan. Terutama bila kondisi dan cara kerja yang dipakai tidak sama
5. Mengurai pekerjaan atas elemen pekerjaan
Disini pekerjaan dipecahkan menjadi elemen pekerjaan, yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Elemen – elemen inilah
yang diukur waktunya (waktu siklus). Adapun alasan yang menyebabkan
pentingnya melakukan penguraian pekerjaan atas elemen – elemenya yaitu
untuk menjelaskan catatan tentang tata cara kerja yang dibakukan, untuk
memungkinkan melakukan penyesuaian bagi setiap elemen , untuk
memudahkan mengamati terjadinya elemen yang tidak baku, dan
memungkinkan dikembangkannya data waktu standart atau tempat kerja yang
bersangkutan.
6. Menyiapkan alat –alat pengukuran
Setelah kelima langkah diatas dijalankan dengan baik, maka langkah
terakhir sebelum melakukan pengamatan yaitu menyiapkan alat – alat yang
diperlukan, yaitu :
a. Jam henti
b. Lembaran – lembaran pengamatan
c. Pena atau pensil
d. Papan pengamatan
2.3.2 Waktu Baku
Waktu baku digunakan untuk menunjukan kemampuan rata-rata satu
operator yang terlatih dalam menyelesaikan suatu pekerjaan dalam keadaan
normal (Niebei, 1988). Jika pengukuran – pengukuran telah selesai,langkah
selanjutnya adalah mengolah data tersebut sehinggga memberikan waktu baku.
a. Menghitung waktu siklus rata – rata setiap elemen kegiatan (Ws) :
Ws =
N Xij
∑
( 2.9 )b. Menghitung waktu normal (Wn) :
Wn = Ws x p ( 2.10 )
Keterangan :
Wn = Waktu Normal
Ws = Waktu Siklus
P = Performence
∑ x = Jumlah waktu operasi pada pengamatan
N = Jumlah data
Wb = Waktu Baku
dimana p adalah faktor penyesuaian. Faktor ini digunakan untuk menormalkan
dari pengamatan yang diperoleh jika operator bekerja dengan kecepatn tidak
wajar.
c. Menghitung waktu baku ( Wb ) :
Wb = Wn x
( )
% allowance% 100
% 100
− ( 2.11 )
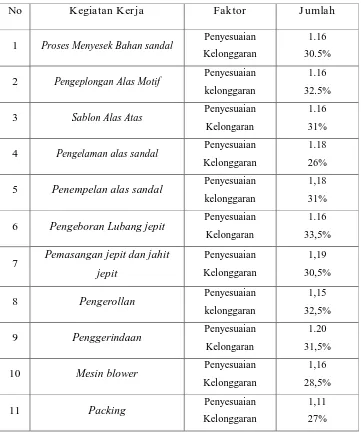
2.3.3 Kelonggaran
Didalam praktek banyak terjadi penentuan waktu baku dilakukan hanya
dengan menjalankan beberapa kali pengukuran dan menghitung rata – ratanya.
Selain data yang seragam, jumlah pengukuran yang cukup dan penyesuaian satu
hal yang lain kerap kali terlupakan adalah menambah kelonggaran atas waktu
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi
(personil) menghilangkan rasa fatique, dan hambatan – hambatan yang tidak dapat
dihindarkan. Ketiganya ini merupakan hal – hal yang secara nyata dibutuhkan
oleh pekerja, dan yang selama pengukuran ini tidak diamati, diukur, dicatat,
ataupun dihitung. Karenanya sesuai pengukuran dan setelah mendapatkan waktu
normal, kelonggaran perlu ditambahkan.( Sutalaksana, 2005 ).
Kelonggaran dapat meliputi tiga hal :
1. Kelonggaran untuk kebutuhan pr ibadi
Yang termasuk dalam kebutuhan pribadi disini adalah hal – hal seperti
minum sekedarnya untuk menhilangkan rasa haus, kekamar kecil, bercakap–
cakap dengan teman sekerja sekedar untuk menhilangkan ketegangan
ataupunkejenuhan dalam bekerja.
Kebutuhan – kebutuhan ini jelas terlihat sebagai sesuatu yang mutlak tidak
bisa, misalnya sesorang diharuskan terus bekerja dengan rasa dahaga, atau
melarang pekerja untuk sama sekali tidak bercakap – cakap sepanjang jam
kerja. Larangan demikian tidak sengaja merugikan pekerja ( karena
merupakan tuntutan psikologis dan fisiologis yang wajar ) tetapi juga
merugikan perusahaan karena dengan kondisi demikan pekerja tidak akan
dapat bekerja dengan baik bahkan hamper dapat dipastikan produktivitasnya
menurun.
Besarnya kelonggaran yang diberikan untuk kebutuhan pribadi seperti ini
berbeda – beda dari satu pekerjaan ke pekerjaan lainnya karena setiap
pekerjaan mempunyai karakteristik sendiri – sendiri dengan tuntutan yang
besarnyakelonggaran ini secara tepat seperti dengan sampling pekerjaan
ataupun secara fisiologis.
Berdasarkan penelitian ternyata besarnya kelonggaran ini bagi pekerja pria
berbeda dengan pekerja wanita. Misalnya untuk pekerjaan – pekerjaan ringan
pada kondisi – kondisi kerja normal pria memerlukan 2 – 2,5 % dan wanita 5
%. persentase ini adalah (waktu normal). ( Sutalaksana, 2005 ).
2. Kelonggaran untuk menghilangkan r asa fatique
Rasa fatique tercermin antara lain dari menurunnya hasil produksi baik
jumlah maupun kualitas. Karenanya salah satu cara menentukan besarnya
kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja
dan mencatat ada saat – saat dimana hasil produksi menurun. Tetapi
masalahnya adalah kesulitan dalam menentukan pada saat – saat mana
menurunya hasil produksi disebabkan oleh timbulnya rasa fatique karena
masih banyak kemungkinan lain yang dapat menyebabkannya.
Jika rasa fatique telah datang dan pekerja harus bekerja untuk
menghasilkan performance normalnya, maka usaha yang dikeluarkan pekerjja
lebih besar dari normal dan ini akan menambah rasa fatique. Bila hal ini
berlangsung terus pada akhirnya akan terjadi fatique total yaitu jika anggita
badan yang besangkutan sudah tidak dapat melakukan gerakan kerja sama
sekali walaupun sangat dikehendaki.
Hal demikian jarang terjadi karena berdasrkan pengalamannya, pekerja
dapat mengatur kecepatan kerjanya sedemikian rupa, sehingga lambatnya
gearakan – gerakan kerja ditujukan untuk menghilangkan rasa fatique ini.
3. Kelonggar an untuk hambatan – hambatan tak ter hindar kan
Dalam melaksanakan pekerjaanya, pekerja tidaka akan lepas dari berbagai
“ hambatan “. Ada hambatan yang dapat dihindarkan seperti mengobrol yang
berlebihan dan mengaggur dengan sengaja. Adapula hambatan yang tidak
terhindarkan karena berada diluar kekuasaan pekerja untuk
mengendalikannya.
Bagi hambatan yang pertama jelas tidak ada pilihan selain
menghilangkannya, sedangkan bagi hambatan yang kedua walaupun harus
diusahakan serendah mungkin, hambatan akan tetap ada dan karenanya harus
diperhitungkan waktu baku.
Beberapa contoh yang termasuk dalam hambatan tak terhindarkan adalah :
1. Menerima atau meminta petunjuk kepada pengawas.
2. Melakukan penyesuaian – penyesuaian mesin.
3. Menperbaiki kemacetan – kemacetan singkat seperti mengganti alat
potong yang patah, memasang kembali ban yang lepas dan sebagainya.
4. Mengasah peralatan potong.
5. Mengambil alat – alat khusus atau bahan – bahan khusus dari gudang.
6. Hambatan – hambatan karena kesalahan pemakaian alat ataupun
bahan.
7. Mesin berhenti karena matinya aliran listrik.
Besarnya hambatan untuk kejadian – kejadian seperti ini sangat bervariasi
dari satu pekerjaan lain bahkan stasiun kerja kestasiun kerja lain karena
banyaknya penyebab seperti mesin, kondisi mesin, prosedur kerja, ketelitian
2.4 Faktor Penyesuaian ( Rating Performance )
Aktivitas untuk menilai atau mengevaluasi kecepatan kerja operator ini
dikenal sebagai “ Rating Performance “. Dengan melakukan rating ini diharapkan
waktu kerja yang diukur bisa “ dinormalkan “ kembali. Ketidak-normalan dari
waktu kerja ini diakibatkan oleh operator yang bekerja secara kurang wajar yaitu
bekerja dalam tempo atau kecepatan yang tidak sebagaimana mestinya. Rating
adalah suatu persoalan penilaian merupakan bagian dari aktivitas pengukuran
kerja dan untuk menetapkan waktu baku penyelesaian kerja tidak bisa tidak faktor
penilaian terhadap tempo kerja operator harus dibuat time study analyst.
Westing House System’s Rating adalah sistem untuk memberikan rating
performance yang umumnya diaplikasikan di dalam aktivitas pengukuran kerja.
Selain kecakapan (skill) dan usaha (effort) sebagai faktor yang mempengaruhi
performance manusia, maka Westing House menambahkan lagi dengan kondisi
kerja (working condition) dan consistency dari operator dalam melakukan kerja.
Tabel 2.1.
Performance Rating dengan Sistem Westing House
SKILL EFFORT
+ 0,15 A1 Superskill
+ 0,13 A2
+ 0,11 B1 Excellent
+ 0,08 B2
+ 0,06 C1 Good
+ 0,03 C2
0,00 D Average
+ 0,05 E1 Fair
+ 0,010 E2
+ 0,16 F1 Poor
+ 0,022 F2
+ 0,13 A1 Superskill
+ 0,12 A2
+ 0,10 B1 Excellent
+ 0,08 B2
+ 0,05 C1 Good
+ 0,02 C2
0,00 D Average
+ 0,04 E1 Fair
+ 0,08 E2
+ 0,012 F1 Poor
+ 0,17 F2
CONDITION CONSISTENCY
+ 0,06 A Ideal
+ 0,04 B Excellent
+ 0,02 C Good
0,00 D Average
- 0,33 E Fair
- 0,07 F Poor
+ 0,04 A Ideal
+ 0,03 B Excellent
+ 0,01 C Good
0,00 D Average
-0,02 E Fair
-0,04 F Poor
Sumber Wignojosoebroto (2003 )
Metode Westing House ini mempertimbangkan empat buah faktor dalam
mengevaluasi performance rating, antara lain :
1. Keterampilan ( skill ) adalah “ Kecakapan atau kemampuan dalam mengerjakan
suatu metode yang diberikan “. Selanjutnya berhubungan dengan pengalaman,
ditunjukkan dengan koordinasi yang baik antara pikiran dan tangan.
2. Usaha ( effort ) adalah “ Kesungguhan yang ditujukkan atau diberikan oleh
kecepatan pada tingkat kemampuan yang dimiliki dan dapat dikontrol pada
tingkat yang tertinggi oleh operator.
3. Kondisi ( condition ) adalah “ Kondisi fisik lingkungan di tempat kerja “, yang
meliputi keadaan pencahayaan, temperature dan kebisingan ruangan. Kondisi
merupakan suatu prosedur performance rating yang berpengaruh pada operator
dan bukan pada operasi.
4. Konsistensi ( consistency ) adalah “ Suatu keadaan yang stabil dari operator
dalam melaksanakan pekerjaanya”. Faktor konsistensi ini perlu diperhatikan,
karena pada kenyataanya setiap pengukuran tidak pernah terjadi angka yang
sama pada pencatatan, waktu penyelesaian yang ditunjukkan pekerja selalu
berubah dari satu siklus ke siklus yang lain. Konsistensi dikatakan sempurna (
perfect ) jika waktu penyelesaianya selalu sama setiap saat.
“ Skill dan Effort “ dibagi menjadi superskill, excellent, good, average, fair,
dan poor. Sedangkan “ Condition dan Consistency “ dibagi menjadi ideal,
excellent, good, average, fair, dan poor. ( Wignjosoebroto, 2003 ).
2.5 Perencanaan Produk si
Perencanaan produksi merupakan kegiatan yang bertujuan arah awal dari
tindakan – tindakan yang harus dilakukan dimasa mendatang, apa yang harus
dilakukan, berapa banyak melakukannya dan kapan harus melakukan. Oleh
karena itu perencanaan tidak akan selalu memberikan hasil sebagaimana yang
diharapkan dalam rencana tersebut, sehingga setiap perencanaan yang dibuat
Pekerjaan pengendalian produksi akan sangat bergantung pada ada
tidaknya penyimpangan dalam pelaksanan produksi terhadap rencana produksi
yang telah dibuat sebelumnya. Bila penyimpangan yang terjadi cukup besar, maka
perlu diadakan tindakan – tindakan penyesuaian untuk membenahi penyimpangan
yang terjadi. Hasil penyesuaian yang dilakukan ini akan menjadikan dasar dalam
menyusun rencana produksi selanjutnya.
Dengan mempersiapkan rencana produksi, kita harus memikirkan bahwa
jika ada permintaan yang harus dipenuhi, menurut Nasution (2006) terdapat tiga
macam sumber yang dapat digunakan dalam mempersiakan rencana produksi
yaitu :
1. Persediaan yang ada atau yang sedang dilakukan.
2. Persediaan yang ada atau yang masih digudang.
3. Produksi dan persediaan yang masih ada.
Peranan perencanaan produksi adalah mengkoordinasikan kegiatan dari
bagian – bagian yang langsung dan tidak langsung menjadwalkan, dan
mengendalikan kegiatan produksi dari mulai tahapan bahan baku, proses sampai
output yang dihasilkan sehingga perusahaan betul – betul dapat menghasilkan
barang dan jasa dengan efektif dan efisien.
Dalam menjadwalkan kegiatan produksi tersebut maka tahap perencanaanya
harus mempunyai sifat berjangka waktu, berjenjang, terpadu, terukur,
berkelanjutan, realistis, akurat, dan menantang. ( Nasution, 2006 )
Dalam perencanaan produksi terdapat tiga jenis perencanaan berdasarkan
periode waktu yang dicakup perencanaan produksi tersebut, yaitu :
Perencanaan biasanya melihat 5 tahun atau lebih kedepan. Dalam artian
perencanaan produksi jangka panjang berhubungan dengan efek apa yang
muncul dimasa mendatang terhadap tujuan sistem dan tindakan apa yang
diperlukan dalam menyesuaikan terhadap perubahan tersebut.
2. Perencanaan produksi jangka menengah
Perencanaan produksi jangka menengah mempunyai horizon antara 1
sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah
ditetapkan pada perencanaan produksi jangka panjang. Perencanaan ini
didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya
produktif yang ada ( jumlah tenaga kerja, tingkat persediaan, biaya produksi,
jumlah supplier, dan subkontraktor ), dengan asumsi kapasitas produksi relatif
tetap.
3. Perencanaan produksi jangka pendek
Perencanaan produksi jangka pendek mempunyai horizon perencanaan
kurang dari 1 bulan, dan bentuk perencanaanya adalah berupa jadwal produksi.
Tujuan dari dari jadwal produksi adalah menyeimbangkan permintaan actual (
yang dinyatakan dengan jumlah pesanan yang diterima ) dengan sumber daya
yang tersedia ( jumlah departemen, waktu shift yang tersedia, banyaknya
operator, tingkat persediaan yang dimiliki dan peralatan yang ada ),sesuai
batasan–batasan yang ditetapkan pada perencanaan agregat.( Nasution, 2006 ).
2.6 Per encanaan pr oduksi agr egat
Dalam lingkungan industri, pertimbangan perencanaan agregat mencakup
industry, masalah perencanaan dan pengendalian menjadi semakin sukar. Bagian
perencanaan dan pengendalian produksi harus menjadwalkan produksi untuk
memenuhi permintaan berbagai produk yang berbeda, sehingga jadwal induk yang
memenuhi kebijaksanaan operasi dan pelayanan konsumen perusahaan harus
dicari (Kusuma, 2004).
Perencanaan produksi agregat merupakan produksi jangka menengah.
Perencanaanya berkisar antara 1 sampai 24 bulan atau bisa bervariasi dari 1
sampai 3 tahun. Perencanaan tersebut tergantung pada karakteristik produk dan
jangka waktu produksi. Tujuan dari perencanaan agregat ini adalah menyusun
suatu rencana produksi untuk memenuhi permintaan pada waktu yang tepat
dengan menggunakan sumber – sumber atau alternative – alternative yang tersedia
dengan biaya yang paling minimum keseluruhan produk. Perencanaan agregat ini
merupakan langkah awal aktivitas perencanaan produksi yang dipakai untuk
penyusunan jadwal induk produksi ( JIP ). ( Baroto, 2004 )
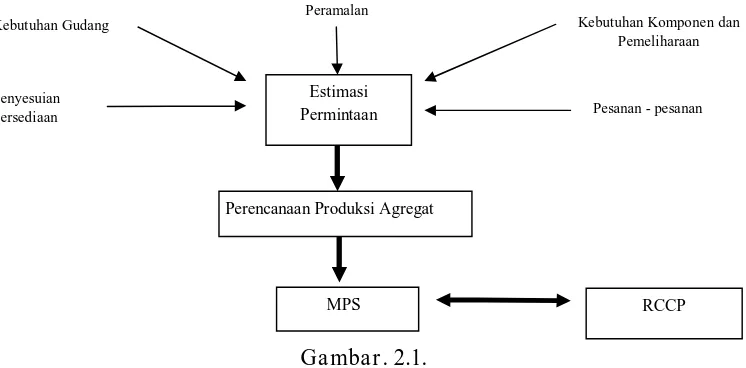
Secara umum perencanaan produksi agregat dapat digambarkan sebagai berikut :
Ga mbar . 2.1.
Proses Perencanaan dan Penjadwalan Produksi
( Nasution, 2006 ) Kebutuhan Gudang
Peramalan
Kebutuhan Komponen dan Pemeliharaan
Estimasi Permintaan
Penyesuian
Persediaan Pesanan - pesanan
Perencanaan Produksi Agregat
Sedang yang dimaksud dengan perencanaan produksi yaitu bagaimana
mengolah data yang ada, mulai dari meramalkan permintaan konsumen,
menentukan kapasitas dan fasilitas produksi yang digunakan dan terakhir
mengalokasikan permintaan yang ada pada alternative produksi yang dapat
digunakan. Sehingga secara lebih sederhana pembuatan rencana produksi Agregat
dapat dilihat pada gambar dibawah ini. ( Nasution, 2006 ).
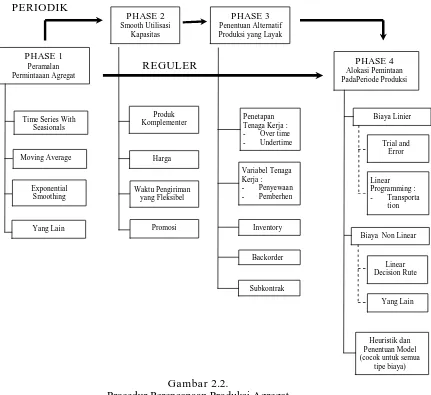
PERIODIK
Gambar 2.2.
Prosedur Perencanaan Produksi Agregat ( Nasution, 2006 )
PHASE 1
Peramalan Permintaaan Agregat
Time Series With Seasionals PHASE 4 Alokasi Pemintaan PadaPeriode Produksi Inventory Moving Average Exponential Smoothing Yang Lain Penetapan Tenaga Kerja : - Over time - Undertime Harga Promosi Waktu Pengiriman yang Fleksibel Produk Komplementer PHASE 2 Smooth Utilisasi Kapasitas PHASE 3 Penentuan Alternatif Produksi yang Layak
Variabel Tenaga Kerja : - Penyewaan - Pemberhen tian Backorder Subkontrak Biaya Linier Trial and Error Heuristik dan Penentuan Model (cocok untuk semua
tipe biaya) Linear Decision Rute Biaya Non Linear
Setelah perencanaan agregat dibuat, maka hasilnya akan di disagregatkan
kedalam kebutuhan – kebutuhan tahapan waktu untuk masing – masing jenis
produksi ( individual product ). Perencanaan disagregat ini disebut Jadwal Induk
Produksi ( master production schedule, MPS ). Jadwal induk produksi ini
biasanya menunjukkan kebutuhan produksi mingguan selam periode waktu antara
6 sampai 12 bulan. Jadwal induk produksi ( MPS ) bukanlah merupakan
peramalan, tetapi lebih merupakan suatu jadwal yang berisi tentang “ kapan “
produksi harus diselesaikan MPS semakin berperan dalam sistem manufaktur
yang besar.
2.7 Per encanaan Kapasitas Pr oduk si
Kapasitas didefinisikan sebagai jumlah output ( produk ) maksimum yang
dapat menghasilkan suatu fasilitas produksi dalam selang waktu tertentu. Dari
definisi tersebut, kapasitas terbagi atas tiga perspektif yaitu :
a. Kapasitas Desain
Kapasitas ini menunjukkan output maksimum pada kondisi ideal di mana
tidak terdapat konflik penjadwalan, tidak ada produk yang rusak atau
cacat, dan perawatan hanya yang rutin.
b. Kapasitas Efektif
Kapasitas ini menunjukkan output maksimum pada tingkat operasi
tertentu. Pada umumnya kapasitas efektif lebih rendah dari pada kapasitas
c. Kapasitas Aktual
Kapasitas ini menunjukkan output nyata yang dapat dihasilkan oleh
fasilitas produksi. Kapasitas actual sedapat mungkin harus diusahakan
sama dengan kapasitas efektif.
Perencanaan kapasitas berusaha untuk mengintegrasikan faktor – faktor
produksi untuk meminimasi ongkos fasilitas produksi. Dengan kata lain,
keputusa – keputusan yang menyangkut kapasitas produksi harus
mempertimbangkan faktor – faktor ekonomis fasilitas produksi tersebut,
termasuk di dalamnya efisiensi dan utilitasnya, adapun faktor – faktor yang
mempengaruhi pembentukan kapasitas efektif ialah rancangan produk, kualitas
bahan yang digunakan, sikap dan motifasi tenaga kerja, perawatan mesin /
fasilitas, serta rancangan pekerjaan. Untuk perencanaan kapasitas dapat meliputi :
1. Per encanaan Kapasitas J angka Pendek
Dalam jangka pendek perencanaan kapasitas digunakan untuk
pengendalian produksi, yaitu untuk melihat apakah pelaksanaan produksi telah
sesuai dengan rencana yang telah ditetapkan. Perencanaan kapasitas jangka
pendek ini dilakukan dalam jangka waktu harian sampai dengan satu bulan
kedepan.(Kusuma, 2004)
2. Per encanaan Kapasitas J angka Menengah
Dalam jangka menengah, perencanaan kapasitas digunakan untuk melihat
apakah fasilitas produksi akan mampu merealisasikan jadwal induk produksi yang
telah ditetapkan. Proses disagregasi telah menghasilkan suatu jadwal induk
maka jadwal tersebut dievaluasi sehingga diperoleh jadwal induk produksi yang
lebih realistis.
Kurun waktu perencanaan kapasitas produksi yang dicakup ialah satu
bulan sampai dengan satu tahun kedepan. Perencanaan dalam tahap jangka
menengah ini diperlukan tambahan tools, waktu lembur, waktu shift kerja
tambahan, dilakukannya subkontrak, atau penjadwalan yang lebih ketat. (
Kusuma, 2004 ).
3. Per encanaan Kapasitas J angka Panjang
Dalam jangka panjang ( dengan kurun satu sampai dengan lima tahun ke
depan ) perencanaan kapasitas digunakan untuk merencanakan ekonomisasi
fasilitas produksi. Hal yang terpentik dalam perencanaan kapasitas jangka panjang
ini ialah fasilitas yang akan dibangun, jenis mesin yang akan dibeli, atau produk –
produk baru yang akan dibuat. Adapun hubungan aktivitas Perencanaan Kapasitas
Produksi dengan Perencanaan dan Pengendalian Produksi dapat dilihat pada
Perencanaan Produksi
Gambar . 2.3.
Hubungan Aktivitas Perencanaan Kapasitas dengan Perencanaan / Pengendalian Produksi
2.8 Waktu Produksi Ter sedia
Waktu Produksi tersedia adalah waktu yang disediakan untuk melakukan
proses produksi. Rated Capacity merupakan tingkat keluaran persatuan waktu
yang menunjukkan bahwa fasilitas secara teoritik mempunyai kemampuan untuk
memproduksinya. Menurut Handoko (2004) Rated Capacity dapat dihitung
dengan rumus :
Rated Capacity = Jumlah mesin x Jam kerja x Utilisasi x Efisiensi mesin ( 2.12 )
Jam kerja / bulan = Jam kerja / hari x Hari / minggu x Minggu / bulan
Dimana untuk menghitung utilisasi dan efisiensi adalah sebagai berikut :
Utilisasi =
Jangka Panjang
Perencanaan Kebutuhan Sumber Daya
Perencanaan Kebutuhan Kapasitas
Pengendalian input / output Jangka Menengah Perencanaan Kapasitas
Rought - Cut
Pengendalian Aktivitas Produksi Perencanaan Kebutuhan Bahan
Penjadwalan Produksi Jangka Pendek
Perencanaan Produksi
Jadwal Induk Produksi
Peramalan
Perencanaan Disagregat
Efisiensi =
2.9 J adwal Induk Pr oduksi Master Production Schedule ( MPS )
Perencanaan produksi menyatakan ukuran agregat dan output manufaktur
suatu perusahaan. Setelah perencanaan agregat dibuat, maka hasilnya akan
di-desagregasikan kedalam kebutuhan – kebutuhan berdasarkan tahapan waktu untuk
masing –masing jenis produk. Perencanaan ini disebut jadwal induk produksi. (
Master Production Schedule, MPS ). Master Production Schedule biasanya
menunjukkan kebutuhan produksi mingguan selam periode waktu antara 6
sampai 12 bulan. MPS bukan merupakan peramalan, tetapi lebih merupakan suatu
jadwal yang berisikan informasi tentang “ kapan “ produksi harus dielesaikan.
( Nasution, 2006 )
Pada dasarnya jadwal induk produksi ( MPS ) merupakan suatu pernyataan
tentang produk akhir dari suatu perusahaan industry manufaktur yang
merencanakan memproduksi output berkaitan dengan kuantitas dan periode
waktu. Aktivitas penjadwalan induk produksi ( Master Production Schedulling )
pada dasarnya berkaitan dengan bagaimana menyusun dan perperbaharui jadwal
induk produksi,memproses transaksi dari MPS, memelihara catatan MPS,
memelihata aktivitas dari MPS, dan memberikan laporan evaluasi dalam periode
waktu yang teratur untuk keperluan umpan balik dan tinjauan ulang. MPS
berkaitan dengan pernyataan tentang produksi dan bukan pernyataan tentang
pasar. MPS membentuk jalinan komunikasi antara bagian pemasaran dan bagian Jam standart yang diperoleh atau diproduksi
manufacturing sehingga seyogianya sebagian pemasaran juga mengetahui
informasi yang ada pada MPS.
Penjadwalan induk produksi berkaitan dengan aktivitas melakukan empat
fungsi utama yaitu sebagai berikut :
1. Menyediakan atau memberikan input utama kepada sistem perencanaan
kebutuhan material dan kapasitas material.
2. Menjadwalkan pesanan – pesanan produksi dan pembelian ( production and
purcahase order ) untuk item – item MPS.
3. Memberikan landasan untuk penentuan kebutuhan sumber daya dan
kapasitas.
4. Memberikan basis untuk pembuatan janji tentang penyerahan produk.
Sebagai suatu aktivitas proses, penjadwalan produksi induk ( MPS )
membutuhkan lima input utama yang ditunjukkan dalam gambar berikut :
Gambar . 2.4. Proses Penjadwalan Produksi Induk
Rougt Cut Capacity Planning ( RCCP )
PROSES :
Penjadwalan Produksi Induk
( MPS ) INPUT :
1.Data Permintaan Total 2.Status Inventory 3.Rencana Produksi 4.Data Perencanaan 5.Informasi Data RCCP
OUTPUT :
Jadwal Produksi Induk ( MPS )
Keterangan :
1. Data permintaan total merupakan salah satu sumber data bagi proses
penjadwalan bagi proses penjadwalan produksi induk. Data permintaan total
berkaitan dengan ramalan penjualan dan pemesanan pesanan.
2. Status Inventory berkaitan dengan informasi tentang on-hand inventory,
pemesanan – pesanan produksi dan pembelian yang dikeluarkan, dan firm
planned orders. MPS harus mengetahui secara akurat berapa banyak
inventory yang tersedia dan menentukan berapa banyak yang harus dipesan.
3. Rencana Produksi memberikan sekumpulan batasan kepada MPS. MPS harus
menjumlahkannya untuk menentukan tingkat produksi, inventory, dan
sumber –sumber daya lain.
4. Data perencanaan berkaitan dengan Lost sizing yang digunakan, Shrinkage
factor, safety stock, lead time dari masing –masing item.
5. Informasi dari RCCP berupa kebutuhan kapasitas untuk
mengimplementasikan MPS menjadi salah satu input bagi MPS. Pada dasarnya
MPS merupakan aktivitas perencanaan yang berada pada level yang sama dalam
hierarki perencanaan prioritas dan perencanaan kapasitas MRP. RCCP
menentukan kebutuhan kapasitas untuk mengimplementasikan MPS, menguji
kelayakan dari MPS, dan memberikan umpan balik kepada perencana atau
penyusun jadwal produksi induk ( Master Scheduler ) untuk mengambil tindakan
perbaikan apabila ditemukan ketidak sesuaian antara penjadwalan produksi induk
dan kapasitas tersedia.
Jadwal Induk Produksi ( JIP ) adalah suatu rencana produksi jangka
yang diinginkan dengan waktu penyediaanya. Secara garis besar pembuatan suatu
JIP biasanya dilakukan atas tahapan – tahapan sebagai berikut :
• Identifikasi sumber permintaan dan jumlahnya, sehingga dapat diketahui
besarnya permintaan produk tiap akhir periodenya.
• Menentukan besarnya kapasitas produksi yang diperlukan untuk
memenuhi
• permintaan yang telah diidentifikasikan. Perencanaan ini biasanya
dilakukan pada tingkat agregat, sehingga masih merupakan perencanaan
global. Dalam tahapan ini diidentifikasi kemampuan dari setiap sumber
daya yang dimiliki untuk menentukan kesanggupan berproduksi.
• Menyusun rencana rinci dari setiap produk akhir yang akan dibuat. Tahap
ini merupakan penjabaran ( disagregasi ) dari rencana agregat sehingga
akan dibuat dan periode waktu pembuatannya. Selain itu juga dijadwalkan
sumber daya yang diperlukan. ( Safirin, 2003 )
2.10 Perencanaan Kapasitas Kasar Rought Cut Capacity Planning
( RCCP)
Rought Cut Capacity Planning ( RCCP ) digunakan untuk memverifikasi
kapasitas yang diperlukan untuk membuat MPS ( Jadwal Induk Produksi ). Jangka
waktu perencanaan RCCP ini sama dengan MPS, biasanya 1 – 3 tahun kedepan.
Sama seperti MPS, RCCP mendapatkan laporan yang dirubah pada saat
produksi. Bagaimanapun, RCCP tidak mendapatkan komponen persediaan yang
sudah diproduksi dan disimpan atau pada saat diproses, sehingga kapasitas yang
berpotensial untuk menjadi masalah adalah jika jadwal induk produksi tidak
mengandung informasi tentang perencanaan pemesanan. Rought Cut Capacity
Planning digunakan untuk membuat keputusan dalam mengatur kapasitas pada
jangka waktu tertentu. Keputusan mungkin akan meliputi standart mesin dan
subkontrak. ( Smith, 1989 )
Dalam jangka panjang, perhitungan dan perencanaan kebutuhan kapasitas
dilakukan dengan metode Rougt Cut Capacity Planning. Analisis ini dilakukan
untuk menguji ketersediaan kapasitas fasilitas produksi yang tersedia di dalam
memenuhi jadwal induk produksi ( MPS ) yang telah ditetapkan. Dengan kata
lain, proses ini akan menghasilkan jadwal induk produksi yang telah disesuaikan.,
karena telah memberikan gambaran tentang ketersediaan kapasitas untuk
memenuhi target produksi yang disusun dalam jadwal induk produksi. Hali ini
dilakukan mengingat rencana induk produksi diturunkan dari optimasi ongkos –
ongkos produksi sehingga tidak mencerminkan realita kebutuhan kapasitas
sebenarnya. Pada kenyataanya, keputusan – keputusan penambahan fasilitas baru,
lembur atau subkontrak pada hakikatnya dihasilkan pada tahap ini. Jadi tujuan
MPS adalah mewujudkan perencanaan agregat menjadi suatu perencanaan
terpisah untuk masing – masing item individu . selain itu MPS juga dapat
mengevaluasi jadwal – jadwal alternative dalam hal kebutuhan kapasitas,
menyediakan input sistem dan membantu manajer produksi untuk mengahasilakn
prioritas – prioritas untuk penjadwalan produksi.
Untuk melakukan perhitungan kebutuhan kapasitas dengan menggunakan
• Ramalan permintaan dan rencana produksi yang dihasilkan dari proses
peramalan, perencanaan agregat, serta proses diisagregasi.
• Struktur produk dan bill of material-nya.
• Waktu Set Up dan waktu proses suatu produk di suatu departemen.
• Jumlah produksi yang ekonomis dari produk tersebut ( EPQ : Economic
Production Quantity ).
Keempat macam data tersebut selanjutnya digunakan untuk menghitung
kebutuhan kapasitas periode per periode. Tahapan perhitungan kapasitas dengan
menggunakan metode Rought Cut Capacity Planning ialah sebagai sebagai
berikut :
Step 1 : Menentukan rencana produksi melalui proses peramalan dan proses
perencanaan produksi.
Step 2 : Membuat struktur produk dan bill of material produk.
Step 3 : Menghitung standart waktu kerja ( Standart Run Hours : SRH )
dengan menggunakan persamaan berikut :
RunTime
EPQ SetupTime
SRH = +
Keterangan : SRH : Menghitung standart waktu kerja
EPQ : Jumlah produksi yang paling ekonomis ( dalam
satuan waktu per menit ).
SRH ini menunjukkan total waktu yang dibutuhkan untuk membuat
satu unit produk pada suatu kelompok mesin.
Step 4 : Menghitung kebutuhan sumber daya ( Bill of Resource ).
RCCP merupakan urutan kedua dari hierarki perencanaan prioritas
kapasitas yang berperan dalam mengembangkan MPS. RCCP melakukan validasi
terhadap MPS yang juga menempati urutan kedua dalam herarki perencanaan
prioritas produksi. Guna menetapkan sumber – sumber spesifik tertentu
khususnya yang diperkirakan akan menjadi hambatan potensial ( potensial
bottleneck ) adalah untuk melaksanakan MPS. Dengan demikian kita dapat
membantu manajemen untuk melaksanakan RCCP, dengan memberikan informasi
tentang tingkat produksi di masa mendatang yang akan memenuhi permintaan
total itu.
Jadi penyesuaian MPS akan dilakukan berdasarkan hasil dari analisa
RCCP ini. Salah satu teknik pada proses RCCP adalah perencanaan kapasitas
dengan menggunakan faktor – faktor keseluruhan. Teknik ini mengalokasikan
kebutuhan – kebutuhan kapasitas untuk departemen – departemen, individu atau
mencakup periode waktu 3 bulanan.
Apabila permintaan konsumen melebihi kapasitas produksi yang ada maka
akan berdampak seperti :
• Material terlanjur dibeli dan dibawa ke shop kemudian dikerjakan atau
diproses.
• Terjadi antrian.
• Lead time tinggi ( waktu menyelesaikan produk ).
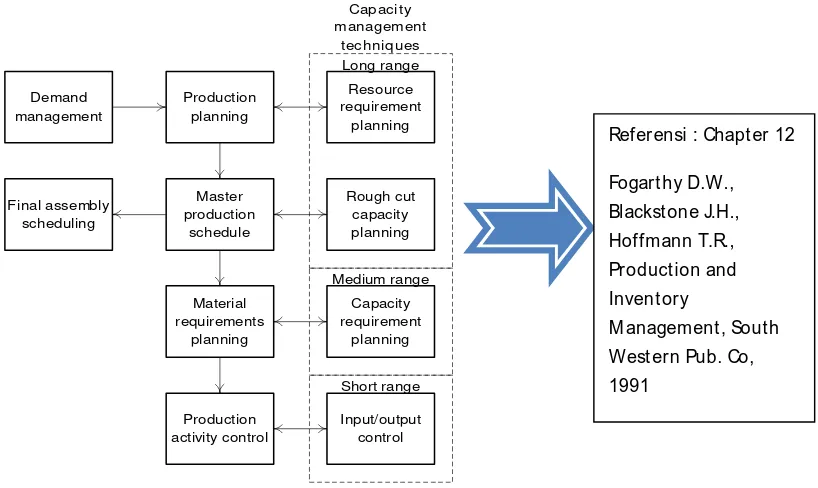
Peranan RCCP dalam perencanaan dan pengendalian kapasitas dapat
Gambar 2.5. Peranan RCCP dalam perencanaan dan pengendalian
kapasitas
2.11 Teknik – Teknik Rought Cut Capacity Planning ( RCCP )
Ada 3 teknik yang dipakai untuk mengembangkan laporan pembebanan
mesin dalam menentukan kapasitas yang diperlukan, adalah :
1. Per encanaan Kapasitas mengganti selur uh factor ( Capacity Planning
Using Overall Factor, CPOF )
Data yang diperlukan:
o MPS
o Waktu yang diperlukan untuk memproduksi suatu produk
o Proporsi waktu yang digunakan untuk setiap sumber daya
Total Waktu Produksi = typical time x jumlah produksi ( MPS )
Waktu produksi pada tiap mesin atau sumber daya kunci.
Production planning Material requirements planning Master production schedule Production activity control Demand management Final assembly scheduling Resource requirement planning Rough cut capacity planning Capacity requirement planning Input/output control Long range Medium range Short range Cap acity management techniques
Refer ensi : Chapt er 12
Fogart hy D.W.,
Blackst one J.H.,
Hoffmann T.R.,
Product ion and
Invent ory
M anagement , South
West ern Pub. Co,
= total waktu produksi x proporsi
WaktuTotal WaktuMe sin
( 2.27 )
2. Bill of Labor
Yaitu daftar waktu penyelesaian suatu produk pada setiap work center.
- Data yang diperlukan:
o MPS
o Waktu yang diperlukan untuk memproduksi suatu produk
o Proporsi waktu yang digunakan untuk setiap sumber daya
- Jika ada n produk, maka: Kapasitas yang diperlukan = untuk seluruh i,j
- Dimana:
aik = waktu yang diperlukan produk k di stasiun kerja i
bkj = jumlah produk k yang akan diproduksi pada periode j
- RCCP = ( Matrik Waktu ) x ( Matrik Produksi ) ( 2.28 )
Berikut ini adalah tabel matrik pendekatan Rought Cut Capacity Planning
( RCCP ) dan Boll of Labour ( BOL ) :
( Smith, 1989 )
Matr ik Waktu
1 2 3 . .
a11 a12 a13
.
. Matr ik Pr oduksi
J P M A M J J A S O N D
P1 b11 b12 b13 b14 b15 b16 b17 b18 b19 b20 b21 b22
WC
Produk
P
mounth
product
Contoh Bill of Labour : 2 Produk, 2 bulan, 2 work center.
BILL OF LABOR
P1 P2
WC1 a11 a12
WC2 a21 a22
MPS
RCCP
c11 = a11 . b11 + a12 . b21
c12 = a11 . b12 + a12 . b22
c21 = a22 . b11 + a22 . b21
c22 = a21 . b12+ a22 . b22
(2.29)
dimana :
Cij = kapasitas yang diperlukan untuk seluruh k periode j.
Aik = waktu yang diperlukan produk k di stasiun kerja i.
Bkj = jumlah produk k yang akan diproduksi pada periode j.
www.ti.itb.ac.id/.../(pak%20oyo)%20RCCP%20BARU%202008.ppt
M1 M2
P1 b11 b12
P2 b21 b22
M1 M2
WC1 c11 c12
WC2 c21 c22
Produk
WC
∑
=
= n k
kj ik ij a b c
1
mounth