ANALISIS PENGENDALIAN KUALITAS PRODUK ETIKET GUDANG GARAM
FILTER SURYA 16 DENGAN MENGGUNAKAN METODE SIX SIGMA PADA
PT. GUDANG GARAM DIREKTORAT GRAFIKA
WARU-SIDOARJO
SKRIPSI
Diajukan untuk memenuhi sebagia persyaratan memperoleh Gelar Sarjana ilmu Administrasi Bisnis Fakultas Ilmu Sosial Dan Ilmu Politik UPN
“Veteran” Jawa Timur
Oleh :
DENY SISKAWATI 0742010050
YAYASAN KESEJAHTERAAN PENDIDIKAN DAN PERUMAHAN
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”JAWATIMUR
FAKULTAS ILMU SOSIAL DAN ILMU POLITIK
JURUSAN ILMU ADMINISTRASI BISNIS
KATA PENGANTAR
Dengan mengucap puji syukur kehadirat Allah SWT atas segala rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan laporan proposal dengan judul “ Analisis Pengendalian Kualitas Produk Etiket Gudang Garam Filter Surya 16 Dengan Menggunakan Metode Six Sigma Pada PT. Gudang Garam
Direktorat Grafika Waru – Sidoarjo “. Dalam kesempatan ini penulis ingin
menyampaikan rasa hormat dan ucapan terima kasih kepada Bapak Drs. Nurhadi M.S.i selaku dosen pembimbing yang bersedia meluangkan waktunya untuk memberikan bimbingan dan petunjuk kepada penulis dan tidak lupa penulis menyampaikan terima kasih kepada :
1. Ibu Dra. Ec. Hj. Suparwati, M.Si., selaku dekan Fakultas Ilmu Sosial dan Ilmu Politik Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Alm bapak Drs. Sadjudi, S.E., M.Si., selaku ketua program studi Ilmu Administrasi Bisnis Fakultas Ilmu Sosial dan Ilmu Politik Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Drs. Nurhadi, M.Si., selaku sekretaris program studi Ilmu Administrasi Bisnis Fakultas Ilmu Sosial dan Ilmu Politik Universitas Pembangunan Nasional “Veteran” Jawa Timur.
5. Bapak Teguh Kepala HRD MSDM PT.Gudang Garam Direktorat Grafika Waru-Surabaya yang telah memberikan ijin masuk untuk penelitian.
6. Bapak ibu Manager beserta karyawan bagian PML ( Pengendalian Mutu Laboratorium ) yang telah memberikan bimbingan dan sumber data.
7. Kedua orang tua yang selalu memberikan dukungan baik moral maupun material sehingga dapat terselesaikan proposal ini.
8. Saudara dan teman – teman yang sudah memberi semangat dan dukungannya dalam menyelesaikan laporan proposal ini.
Penulis menyadari segala keterbatasan kemampuan dan pengetahuan, bahwa skripsi ini masih jauh dari sempurna. Untuk itu segala saran dan kritik yang membangun diharapkan demi kesempurnaan. Akhir kata dengan segala kerendahan penulis berharap semoga skripsi ini dapat bermanfaat bagi semua pihak.
Surabaya, 14 Juni 2011
DAFTAR ISI
Halaman
HALAMN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN UJIAN SKRIPSI ... iii
KATA PENGANTAR ………... ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
ABSTRAKSI ... xiii
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 6
1.3 Tujuan Penelitian ... 6
1.4 Manfaat Penelitian ... 7
BAB II LANDASAN TEORI ... 8
2.1 Penelitian Terdahulu ... 8
2.2 Landasan Teori ... 8
2.2.1 Pengertian Manajemen Produksi ... 8
2.2.2 Tujuan Manajemen Produksi ... 10
2.3 Pengertian Produksi ... 14
2.3.1 Fungsi Produksi ... 14
2.4 Proses Produksi ... 15
2.4.1 Pengertian Proses Produksi ... 15
2.4.2 Tipe Proses Produksi ... 16
2.4.3 Pengertian Pengawasan Produksi ... 16
2.4.4 Fungsi Pengawasan Produksi ... 18
2.5 Manajemen Persediaan Bahan ... 20
2.5.1 Fungsi Persediaan Bahan ... 20
2.5.2 Jenis-jenis Persediaan bahan ... 21
2.5.3 Pengendalian Bahan (Material Handling) ... 21
2.5.4 Keuntungan Yang Diperoleh Dari Pengendalian Bahan ... 22
2.6 Pengertian Pengendalian Kualitas ... 22
2.6.1 Pengertian Kualitas ... 22
2.6.2 Pengertian Pengendalian Kualitas ... 23
2.6.3 Dimensi Kualitas ... 23
2.7 Six Sigma ... 24
2.7.1 Pengertian Six Sigma ... 24
2.7.2 Konsep Six Sigma ... 25
2.7.3 Strategi Pengembangan dan Peningkatan Kinerja Six Sigma ... 26
2.7.4 Mekanisme dan Metodologi Six Sigma ... 28
2.8 Kerangka Berpikir ... 38
2.8.1 Gambar Kerangka Berpikir ... 40
BAB III METODE PENELITIAN ... 41
3.1 Definisi Operasional dan Pengukuran Variabel ... 41
3.1.1 Definisi Operasional Variabel ... 41
3.2 Populasi, Sampel Dan Teknik Sampling ... 41
3.2.1 Populasi ... 41
3.2.2 Sampel ... 42
3.2.3 Tehnik Pengumpulan Data ... 42
3.3 Jenis Data ... 42
3.4 Teknik Pengumpulan Data ... 42
3.5 Teknik Analisis Data ... 43
3.6 Asumsi Penerapan Metode Six Sigma... 47
BAB IV HASIL DAN PEMBAHASAN. ... 49
4.1 Gambaran Obyek Penelitian ... 49
4.1.1 Gambaran Umum Perusahaan………...49
4.1.1.1 Sejarah Singkat Perusahaan……..………...49
4.1.1.2 Hasil Kerja Dan Sistem Penggajian...50
4.1.1.3 Tujuan Perusahaan...51
4.1.1.4 Struktur Organisasi... ...52
4.1.1.5 Proses Produksi………. ….55
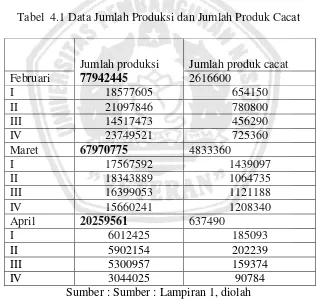
4.1.2 Penyajian Data……….………. 59
4.1.3.1 Tahap Define………..64
4.1.3.2 Tahap Measure………68
4.1.3.3 Tahap Analisa ( Analyze)………...73
4.1.3.4 Tahap Perbaikan (Improve)………... 79
4.1.3.5 Control………....83
4.1.4 Pembahasan ……….………83
BAB V SARAN DAN KESIMPULAN……….. 90
5.1 Kesimpulan ... 87
DAFTAR TABEL
Halaman
Tabel 2.1 Prinsip Dasar Progam Six Sigma ……….…26
Tabel 3.1 Tahap-Tahap Perhitungan Sigma dan DPMO……… 45
Tabel 4.1 Data Jumlah Produksi dan Jumlah Produk Cacat... 60
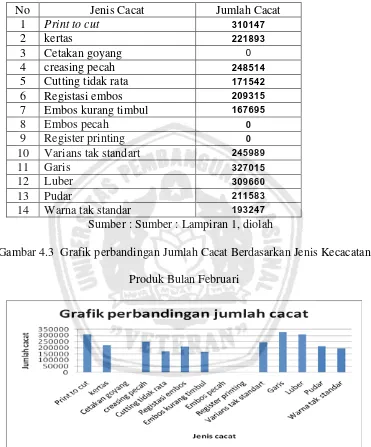
Tabel 4.2 Produk Cacat Berdasarkan jenis Kecacatan pada Bulan Februari ... 61
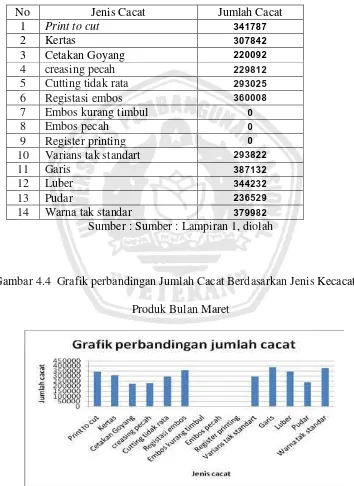
Tabel 4.3 Produk Cacat Berdasarkan jenis Kecacatan pada Bulan Maret ... 62
Tabel 4.4 Produk Cacat Berdasarkan jenis Kecacatan pada Bulan April ... 63
Tabel 4.5 Jenis kecacatan dalam produk Kemasan Filter Surya 16 ... 67
Tabel 4.6 Perhitungan nilai UCL, P, CL, LCL ... 70
Tabel 4.7 Pengukuran Tingkat sigma dan (DPMO) ... 73
Tabel 4.8 Prosentase cacat dominan dalam Etiket Gudang Garam surya 16 ... 75
Tabel 4.9 Klarifikasi Kerusakan Etiket Gudang Garam Surya 16 ... 77
Tabel 4.10 Nilai Six Sigma ... 80
DAFTAR GAMBAR
Halaman
Gambar 2.1 Diagram Sebab Akibat ………..35
Gambar 2.2 Kerangka Berpikir ……….40
Gambar 3.1 Diagram Sebab Akibat ... .. 47
Gambar 4.1 Struktur Organisasi……….53
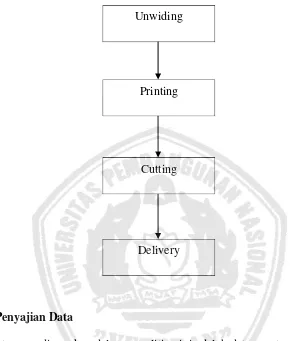
Gambar 4.2 Skema proses produksi menggunakan mesin Bobst ... 59
Gambar 4.3 Grafik perbandingan Jumlah Cacat Berdasarkan Jenis Kecacatan Produk Bulan Pebruari……….61
Gambar 4.4 Grafik perbandingan Jumlah Cacat Berdasarkan Jenis Kecacatan Produk Bulan Maret……….62
Gambar 4.5 Grafik perbandingan Jumlah Cacat Berdasarkan Jenis Kecacatan Produk Bulan April………..63
Gambar 4.6 Peta Kontrol Produk Etiket Gudang Garam Surya 16 ... 71
Gambar 4.7 Diagram Pareto persentase jenis produk ditolak………76
DAFTAR LAMPIRAN
ABSTRAKSI
Analisis Pengendalian Kualitas Produk Etiket Gudang Garam Filter
Surya 16 Dengan Menggunakan Metode Six Sigma Pada
PT. Gudang Garam Direktorat Grafika
Oleh :
DENY SISKAWATI 0742010050
Globalisasi mendorong konsumen menjadi lebih peka terhadap kualitas suatu produk. Oleh sebab itu, perusahaan dituntut untuk meningkatkan kualitas produk. Six sigma merupakan salah satu metode pengendalian kualitas, memungkinkan perusahaan melakukan terobosan dalam menjaga, memperbaiki, mempertahankan dan meningkatkan kualitas menuju zero defect. Penelitian ini bertujuan untuk mengetahui jenis penyebab terjadinya defect paling dominan pada pembuatan produk etiket (pembungkus) rokok gudang garam filter surya 16, mengetahui analisis kualitas produk berdasarkan nilai Six Sigma, mengetahui usulan perbaikan untuk mengurangi jumlah defect paling dominan pada proses produksi PT. Gudang Garam Direktorat Grafika
Jenis data yang digunakan adalah jenis data sekunder, sedangkan metode pengumpulan data yang digunakan adalah observasi dan dokumentasi. Dalam penelitian ini analisis data yang digunakan adalah metode Six Sigma.yang melalui lima tahapan analisis yaitu Define, Measure, Analyze, Improve, dan Control.
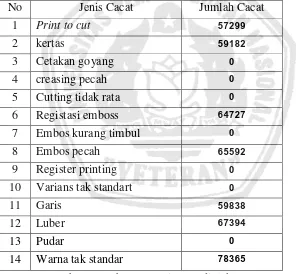
Berdasarkan hasil analisis data menggunakan metode six sigma diketahui bahwa jenis cacat kritis yang menyebabkan terjadinya defect paling dominan adalah Print to cut, Garis, Luber dan Warna tidak standart . Perusahaan telah mampu memenuhi standar kualitas yang diinginkan dengan mencapai Defect per million Opportunitas (DPMO). Faktor-faktor utama penyebab produk cacat adalah unsur mesin.
Usulan rencana perbaikan untuk proses produksi adalah: Sebagai antisipasi agar mesin tetap bekerja dengan maksimal, perawatan dan perbaikan mesin harus dilakukan lebih intensif dan terus-menerus, supervisor bertanggung jawab untuk mensosialisasiskan metode kerja yang digunakan pada karyawan dengan memberikan pelatihan kerja dan motivasi untuk menciptakan Total Quality Management, membuat perencanaan kerja yang sistematis sehingga mudah dalam penyampaian informasi, pengamatan hasil perbaikan,serta penelompokkan produk cacat berdasarkan jenis dan mesin, selektif terhadap pemasok dan memperketat seleksi bahan baku. sesui dengan standar yang diinginkan perusahaan.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Perkembangan industri di Indonesia saat ini dinilai sangat pesat, hal ini
terlihat dengan semakin bertambahnya perusahaan-perusahaan manufaktur yang
berdiri di Indonesia. Semakin pesatnya perkembangan industri ini mengakibatkan
semakin kompleksnya persaingan di bidang industri, sehingga memacu sebuah
perusahaan untuk bisa meraih pangsa pasar dan dapat mempertahankan market
share masing-masing. Karena setiap perusahaan berusaha bisa menguasai pasar
untuk meningkatkan penjualan produknya. Oleh karena itu suatu perusahaan
selalu mencari sistem manajemen yang tepat dalam memproduksi suatu barang
supaya bisa mencapai efektifitas dan efesiensi dalam pelaksanaan produksinya.
Di dalam kegiatan proses produksi diharapkan produk yang dihasilkan dapat
memenuhi standart yang sudah ditetapkan. Akan tetapi pada kenyataannya
didalam kegiatan proses produksi sering terjadi berbagai penyimpangan atau
hambatan yang mengakibatkan produk yang dihasilkan dianggap rusak.
Pengendalian kualitas dimaksudkan supaya jika terjadi penyimpangan pada
alur proses produksi maupun bahan yang digunakan dan pada saat produk jadi
maka langsung bisa dilakukan pengecekan kembali sehingga proses produksi bisa
berjalan dengan baik. Meskipun sudah dilakukan pengendalian maupun
pengecekan pada saat proses produksi maka tidak menutup kemungkinan barang
2
pengecekan pada saat produk sudah jadi, hal ini dimaksudkan supaya barang yang
rusak tidak sampai ketangan konsumen.
Pengendalian kualitas pada alur proses produksi maupun bahan yang
digunakan dan pada saat produk jadi pada dasarnya diperlukan oleh suatu
perusahaan untuk memperbaiki mutu produk dan menjaga supaya produk yang
dihasilkan nantinya bisa memenuhi standart yang sudah ditetapkan oleh
perusahaan sebelumnya.
Oleh karena itu dengan melakukan pengendalian mutu diharapkan bisa
diketahui berbagai penyimpangan yang terjadi pada saat proses produksi
berlangsung dan diadakan penyesuaian kembali kemudian dicari solusi yang
terbaik untuk menanggulangi permasalahan tersebut. Dengan diharapkan
terselesainya permasalahan pengendalian kualitas diharapkan juga bisa
meminimalisasi jumlah produk yang rusak sehingga target produksi bisa terpenuhi
dan kebutuhan pasar akan produk tersebut dapat terpenuhi pula. Setelah diadakan
pengendalian mutu bukan berarti perusahaan tidak menanggung resiko tapi
dengan adanya pengendalian mutu diharapkan dapat mengurangi resiko sekecil
mungkin.
PT.Gudang Garam Direktorat Grafika merupakan perusahaan yang bergerak
dibidang percetakan dalam memproduksi kemasan pembungkus rokok untuk
menunjang keperluan produksi pembuatan rokok yang berada di pabrik rokok
Kediri. Dalam rangka untuk mempertahankan dan meningkatkan mutu produk
yang dihasilkannya PT.Gudang Garam Direktorat Grafika melakukan penerapan
3
produksi ke konsumen pembuatan rokok. Pengendalian Mutu dan laboratorium
(PML) merupakan sistem yang efektif untuk memadukan pengembangan mutu,
pemeliharaan mutu dalam upaya perbaikan mutu berbagai kelompok dalam suatu
bentuk organisasi. Pengendalian Mutu dan Laboratorium (PML) bertujuan untuk
menghasilkan produk yang sesuai dengan standart mutu yang telah ditetapkan
serta meminimalkan biaya inspeksi, biaya produksi, dan biaya proses sehingga
nantinya didapatkan suatu produk yang berkualitas dengan biaya pembuatan
minimal.
Salah satu pendekatan yang dapat digunakan dalam pengendalian mutu
dengan menggunakan metode Six Sigma (6σ). Secara harfiah Six Sigma (6σ),
merupakan suatu besaran yang bisa kita terjemahkan secara gampang sebagai
sebuah proses yang memiliki kemungkinan cacat (defects opportunity). Six Sigma
sebagai metrics merupakan sebuah referensi untuk mencapai suatu keadaan yang
nyaris bebas cacat. Dalam perkembangannya, (6σ) bukan hanya sebuah metrics,
namun telah berkembang menjadi sebuah metodologi dan bahkan strategi bisnis.
Six Sigma merupakan cara pendekatan mutu terhadap Total Quality
Management (TQM). Pada umumnya sistem pengendalian mutu seperti TQM dan
lain-lain hanya menekankan pada upaya peningkatan terus menerus berdasarkan
kesadaran mandiri dari manajemen. Sistem tersebut tidak memberikan solusi yang
tepat mengenai terobosan-terobosan atau langkah-langkah yang seharusnya
dilakukan untuk menghasilkan peningkatan mutu secara dramatik menuju tingkat
kegagalan = 0 (zero defect). Six sigma sebagai salah satu metode baru yang paling
4
kualitas yang merupakan terobosan dalam bidang manajemen kualitas (Gasperzs,
2005: 303) Six sigma dapat dijadikan ukuran kinerja sistem industri yang
memungkinkan perusahaan melakukan peningkatan yang luar biasa dengan
terobosan strategi yang aktual. Six sigma juga dapat dipandang sebagai
pengendalian proses industri yang berfokus pada pelanggan dengan
memperhatikan kemampuan proses. Semakin tinggi target sigma yang dicapai
maka kinerja sistem industri semakin membaik.
Di dalam melakukan kegiatan produksi PT Gudang Garam Direktorat
Grafika selalu mengalami penyimpangan ataupun hambatan dalam proses
produksi, Oleh karena itu perusahaan selalu ingin mencari solusi yang tepat untuk
mengatasi permasalahan tersebut sehingga tercapainya sistem produksi yang
efektif dan efesien. Dari hasil produksi bagian percetakan ( etiket, outer, box) dan
percetakan yang dihasilkan PT.Gudang Garam Direktorat Grafika di temukannya
adanya hasil produksi yang rusak sehingga mengakibatkan target produksi tidak
tercapai.
Gudang Garam Filter Surya 16 merupakan salah satu merek rokok filter
premium Gudang Garam yang sukses di kelasnya. Citra eksklusif Surya 16
merupakan pencerminan nyata dari sebuah kualitas bahan baku yang excellent,
keahlian meracik tingkat tinggi, prestige dan kenikmatan merokok yang tiada
duanya. Tersedia dalam kemasan 16 batang. Berdasarkan survey awal penelitian,
diketahui bahwa produk cacat jenis “ Gudang Garam Filter Surya” Surya 16 yang
5
Dengan diterapkannya metode six sigma pada PT Gudang Garam Direktorat
Grafika diharapkan perusahaan berada pada tingkat produk cacat serendah
mungkin bahkan dapat memperkecil lagi sampai pada proses produksi berjalan
menuju kesempurnaan (zero defect). Six sigma memiliki 5 face tujuan dalam
memperbaiki kinerja bisnis yang terdiri dari Define, Measure, Analys, Improve,
Control. Pada face pertama untuk membatasi merupakan face yang penting untuk
menganalisis dalam memperbaiki suatu proses atau system. Dengan menentukan
masalah atau peluang, proses dan persyaratan pelanggan , karena siklus DMAIC
maka masalah proses, aliran, dan persyaratan harus diverifikasi dan diperbaruhi
disepanjang fase-fase yang lain guna mendapat kejelasan
Dengan penerapan metode six sigma pada PT Gudang Garam Direktorat
Grafika diharapkan akan dapat meningkatkan keuntungan dan akan
mengakibatkan menurunnya biaya yang dikeluarkan. Selain itu, perusahaan dapat
tetap mempertahankan kelangsungan hidupnya bahkan dapat meningkatkan posisi
pasarnya dalam menghadapi persaingan yang hiperkompetitif. Berdasarkan
uraian di atas, maka peneliti ingin mengkaji tentang “ Penerapan metode six sigma
dalam pengendalian kualitas produksi untuk memperkecil produk yang rusak
pada PT Gudang Garam Direktorat Grafika “.
Berdasarkan uraian diatas penulis ingin penelitian dengan judul penelitian
mengenai “ Analisis Pengendalian Kualitas Produk Etiket Gudang Garam
Filter Surya 16 Dengan Menggunakan Metode Six Sigma Pada PT. Gudang
6
1.2 Perumusan Masalah
Sesuai dengan latar belakang masalah maka perumusan masalah dapat
dikemukakan sebagai berikut:
1. Factor – Faktor apakah penyebab terjadinya defect paling dominan atau
terbesar pada pembuatan produk etiket gudang garam filter surya 16?
2. Bagaimana menganalisa kualitas produk berdasarkan nilai six sixma?
3. Bagaimana cara mengurangi jumlah defect paling dominan (terbesar) yang
ada pada proses produksi?
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah :
1 Untuk mengetahui dan menganalisis jenis penyebab terjadinya defect paling
dominan atau terbesar pada pembuatan produk etiket gudang garam filter
surya.
2 Untuk mengetahui dan menganalisa kualitas produk berdasarkan nilai six
sigma.
3 Untuk mengetahui usulan perbaikan dengan tujuan mengurangi jumlah defect
paling dominan atau terbesar pada proses produksi.
1.4 Manfaat Penelitian
a. Bagi perusahaan
Penelitian ini diharapkan dapat memberikan manfaat sebagai masukan atau
bahan pertimbangan bagi pihak manajemen produksi khususnya yang
berkaitan dengan pengendalian mutu dan laboratorium (PML) perusahaan
7
dialami pada proses produksi dengan menggunakan metode six sigma pada
PT. Gudang Garam Direktorat Grafika.
b. Bagi Universitas
Hasil penelitian ini dapat dijadikan refrensi bagi pertimbangan ilmu
pengetahuan berkaitan dengan pengendalian produk pada prose produksi
dengan menggunakan metode six sigma pada PT. Gudang Garam Direktorat
BAB II
KAJIAN PUSTAKA
2.1Penelitian Terdahulu
Menurut Hardiana Kurnianingsih penulisan tugas akhir. Tentang usulan
“Penerapan Metodologi Six Sigma Menggunakan Metode DMAIC (Define,
Measure, Analyze, Improve, Control ) pada PT. Trias Sentosa Tbk’, Surabaya
bergerak dalam industry kertas kaca pengemas (Biaxialy Oriented
Polypropylene / BOPP Film).
Cacat / defect yang terjadi selama tahapan proses produksi pembuatan
kaca pengemas jenis PCR 12 mununjukan penurunan setelah mendapatkan
usulan penerapan metodologi six sigma berupa instruksi kerja porses
pembuatan kaca pengemas jenis PCR 12. Setelah itu di uji secara statistic
yang menunjukan adanya penurunan proporsi cacat, untuk total cacat yang
sering terjadi jenis defect haze ( berada diluar spesifikasi yang ditetapkan).
2.2Landasan Teori
2.2.1Pengertian Manajemen Produksi
Pengertian manajemen menurut Sofyan Assauri (2000:7) adalah
kegiatan atau usaha untuk mencapai tujuan dengan mengordinir kegiatan
9
orang yang lebih dari satu, adanya tujuan yang ingin dicapai,dan orang yang
yang bertanggung jawab akan tujuan tersebut :
1. Perencanaan
2. Pengorganisasian
3. Pengarahan
4. Pengawasan dan Pengendalian
Kegiatan manajemen ini dibutuhkan untuk mengatur dan
mengkombinasi faktor-faktor yang berupa sumber daya dan bahan guna dapat
meningkatkan kegunaan dari barang atau jasa tersebut secara efektif dengan
memanfaatkan keterampilan antara lain skill yang dimiliki para manajernya.
Seperti yang kita ketahui bahwa fungsi manajemen adalah membuat
keputusan untuk menemukan kegiatan apa yang dilakukan, baik untuk jangka
pendek atau jangka panjang guna mencapai tujuan organisasi. Keputusan ini
dapat diajukan untuk setiap bidang fisik dan organisasi yang bisa diramalkan,
proses pengambilan keputusan didahului dengan mengetahui permasalan
alternatif-alternatif yang ada, serta untuk mengukur atau membandingkan
setiap alternatif yang memberikan hasil atau keuntungan yang besar dan
resiko yang paling kecil serta efektif.
Produksi menurut Sofyan Assauri (2001:7) adalah segala kegiatan
dalam menciptakan dan menambah kegunaan. Menurut T. Hani Handoko
(2000:2) produksi adalah merupakan pemrosesan (manufacturing berbagai
barang ), sadengkan menurut Murti Sunarni (2000:8) produksi adalah semua
10
diperlukan faktor-faktor yang tersedia. Menurut Basu Swasta(2000:22) yang
dimaksud dengan produksi adalah pengubahan bahan dari sumber-sumber
menjadi hasil yang diinginkan oleh konsumen,hasil itu dapat berupa barang
atau jasa.
Dari uraian diatas dapat diketahui manajemen produksi adalah proses
perencanaan untuk memproduksi dan menghasilkan barang atau jasa yang
berguna sebagai usaha untuk mencapai tujuan dan sasaran organisasi, jadi
segala kegiatan dalam menciptakan dan menambah kegunaan suatu barang
atau
untuk kegitan tersebut dibutuhkan faktor-faktor produksi dalm ilmu
ekonomi berupa tanah, modal, tenaga kerja, dan skill.
2.2.2Tujuan Manajemen Produksi
Menurut Sukanto, Indriyo (2000:2) adalah memproduksi atau mengatur
produksi barang dan jasa dalam jumlah kualitas harga, waktu serta tempat
tertentu sesuai dengan kebutuhan konsumen.
Menurut Assauri (2004:23) adalah kegiatan atau usaha yang dilakukan
dengan menggunakan peralatan, sehingga masukan atau input dapat diolah
menjadi pengeluaran yang berupa barang dan jasa, yang akhirnya dapat dijual
kepada para konsumen untuk memungkinkan perusahaan dapat memperoleh
keuntungan. Dapat diambil kesimpulan bahwa tujuan manajemen produksi
ialah memproduksi atau mengatur barang dan jasa dalam jumlah kualitas,
11
2.2.3Ruang Lingkup manajemen Produksi
Menurut Assauri (2004:17), manajemen produksi merupakan kegiatan
yang mencakup bidang yang cukup luas, dimulai dari penganalisaan dan
penetapan keputusan saat sebelum dimulainya kegiatan produksi, yang
umumnya bersifat keputusan jangka panjang, serta keputusan pada waktu
penyiapan dan melaksanakan kegiatan produksi dan pengoperasian yang
umumnya bersifat keputusan jangka pendek. Dari uraian diatas dapat
disimpulkan bahwa manajemen produksi meliputi kegiatan penyiapan system
produksi, dan kegiatan pengoperasian system produksi.
Seperti yang diuraikan diatas, maka ruang lingkup manajemen produksi
mencakup perencanaan atau penyiapan sistem produksi, serta pengoperasian
dari system produksi. Pembahasan dalam perencanaan meliputi :
1 Seleksi dan Rancangan atau Desain Hasil produksi
Kegiatan poduksi harus dapat menghasilkan produk, berupa barang atau
jasa secara efektif dan efisien yang mempunyai mutu dan kualitas yang
baik. Oleh karena itu, setiap kegiatan produksi harus dimulai dari
penyeleksian dan perencanaan yang akan dihasilkan. Kegiatan ini harus
dimulai dengan kegiatan-kegiatan riset dan pengembangan produk, maka
seleksi dan diputuskan produk apa yang akan dihasilkan dan desain
produk itu, untuk penyeleksian dan perencangan produk, standarisasi,
12
2 Seleksi dan Perancangan Proses dan Peralatan
Setelah proses desain, maka kegiatan yang harus dilakukan untuk
merealisasikan usaha untuk menghasilkan dan menentukan jenis proses
yang akan dipergunakan serta peralatannya. Dalam hal ini kegiatan harus
dimulai dari penyelesaian dan pemilihan akan jenis proses yang akan
dipergunakan, yang tidak terlepas dari produk yang dihasilkan. Kegiatan
selanjutnya adalah menentukan teknologi dan peralatan yang akan dipilih
tidak hanya mencakup mesin dan peralatan tapi juga mencakup bangunan
dan linkungan kerja.
3 Pemilihan Lokasi Perusahaan dan Unit Produksi
Kelancaran produksi perusahaan sangat dipengaruhi oleh kelancaran
mendapatkan sumber-sumber bahan dan masukan, serta ditentukan oleh
kelancaran dan biaya penyampaian atau supply product yang akan
dihasilkan berupa barang jadi atau jasa ke pasar.
4 Rangcangan tata letak (Lay Out)
Layout fasilitas produksi merupakan keseluruhan bentuk dan
penempatan fasilitas – fasilitas yang diperlukan di dalam proses
produksi. Di dalam berproduksi diperlukan peralatan – peralatan,
perlengkapan – perlengkapan, mesin – mesin atau fasilitas – fasilitas
produksi. Fasilitas – fasilitas tersebut harus diatur sesuai dengan
kebutuhan proses produksi sehingga hasil produksi dapat di
produksi dengan jumlah dan kualitas yang sesuai, dapat
13
Perencanaan layout pabrik merupakan pemilihan secara optimum
penempatan mesin – mesin peralatan pabrik, tempat kerja, tempat
penyimpanan dan fasilitas servis, bersama – sama dengan penentuan
bentuk gedung pabriknya.
Jadi tujuan pengaturan layout fasilitas yang baik itu adalah :
a. Memaksimimkan pemanfaatan peralatan pabrik.
b. Meminimumkan kebutuhan tenaga kerja.
c. Mengusahakan agar aliran bahan dan produk itu lancar.
d. Meminimumkan hambatan pada kesehatan.
e. Meminimumkan usaha membawa bahan.
f. Memaksimumkan pemanfaatan ruang yang tersedia.
g. Memaksimumkan keluwesan menghindari hambatan operasi dan
tempat yang terlalu padat.
h. Memberikan kesempatan berkomunikasi bagi para karyawan dengan
menempatkan mesin dan proses secara benar.
i. Memaksimumkan hasil produksi.
Macam – Macam Lay-out :
1) Layout proses atau fungsional ( Process / Fungtional Layout )
Dalam layout proses mesin – mesin dan peralatan – peralatan yang
mempunyai fungsi yang sama dikelompokkan dan ditempatkan
dalam satu tempat atau ruang tertentu.
14
Didalam layout produk mesin – mesin dan perlengkapan –
perlengkapan disusun berdasarkan urutan operasi yang diperlukan
bagi produk yang dibuat.
3) Layout kelompok ( Group Layout )
Layout kelompok memisahkan daerah serta sekelompok mesin yang
membuat serangkaian komponen yang memerlukan pemprosesan yang
sama.
2.3Pengertian Produksi
Produksi adalah setiap kegiatan atau usaha manusia untuk membuat dan
mengolah barang atau jasa dagangan untuk mempertinggi kuantitas manusia
dan kuantitas suatu barang atau jasa untuk memenuhi kebutuhan manusia
(Ms. Encarta Library 2005).
2.3.1Fungsi Produksi
Empat fungsi terpenting dalam fungsi produksi adalah :
1. Proses pengolahan, merupakan metode atau tekhnik yang
digunakan untuk pengolahan masukan ( input ).
2. Jasa - jasa penunjang merupakan sarana yang berupa
pengorganisasian yang perlu untuk penetapan teknik dan metode
yang akan dijalankan sehingga proses pengolahan dapat
15
3. Perencanaan merupakan penetapan keterkaitan dan pengorganisaian
dari kegiatan produksi dan operasi yang akan dilakukan dalam suatu
dasar waktu atau periode tertentu.
4. Pengendalian atau pengawasan merupakan fungsi untuk menjamin
terlaksananya kegiatan sesuai dengan yang direncanakan sehingga
maksud dan tujuan untuk penggunaan dan pengolahan masukan
(input) pada kenyataanya dapat dilaksanakan.
2.4Proses produksi
2.4.1Pengertian Proses Produksi
Menurut Assauri ( 2004:75) proses adalah cara, metode, dan tehnik
untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan
menggunakan sumber-sumber (tenaga kerja, mesin, bahan-bahan,dan dana)
yang ada Pengertian produksi adalah kegiatan yang bertujuan untuk
menciptakan barang (jasa) lain yang mempunyai nilai tambah dan nilai guna
yang lebih besar berdasarkan prinsip ekonomi manajerial atau ekonomi
perusahaan.
Proses produksi terjadi karena adanya interaksi antara berbagai faktor
produksi seperti input (berupa bahan baku, tenaga kerja, mesin, dan
sebagainya) bersatu padu untuk menciptakan barang (jasa) yang mempunyai
nilai tambah dan nilai guna yang lebih tinggi yang diperlukan konsumen
16
Menurut Assauri (2004), proses produksi dapat diartikan sebagai cara,
metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang
atau jasa dengan menggunakan sumber-sumber (tenaga kerja, mesin,
bahan-bahan, dan dana) yang ada.
2.4.2Tipe Poses Produksi
Tipe proses produksi ditinjau dari arus bahan mentah sampai menjad
barang jadi dapat dibagi menjadi 2 tipe yaitu :
1. Proses produksi terus menerus ( lini / continous process ) atau
urutan yang selalu sama dalam pelaksanaan proses produksi, pada
umumnya produk yang dihasilkan bersifat homogen ( satu macam )
dan tidak tergantung pada spesifikasi yang diminta pembeli.
2. Proses produksi yang terputus – putus ( intermintent process ) yaitu
proses produksi yang arus prosesnya ada dalam perusahaan tidak
selalu sama, pada umumnya produk yang dihasilkan bersifat
heterogen ( lebih dari satu macam ) dan tergantung pada spesifikasi
yang diminta pembeli.
2.4.3Pengertian Pengawasan produksi
Sofyan Assauri ( 2001 : 147 ) menyatakan tentang arti dari
pengawasan produksi merupakan untuk mengkoordinasi aktivitas
pengerjaan atau pengelolaan agar waktu penyelesaian yang telah
ditentukan terlebih dahulu dapat dicapai dengan efektif dan efisien.
Adapun pengawasan yang perlu dilaksanakan didalam pengendalian
17
1. Pengawasan Proses Produksi
Yaitu menentukan kapan waktu terselesaikannya proses produksi
yang benar dan dapat dipertanggungjawabkan.
2. Pengawasan Bahan Baku
Merupakan faktor yang sangat penting keterlambatan penyediaan
bahan baku mengakibatkan proses produksi perusahaan mengalami
kemacetan.
3. Pengawasan Tenaga Kerja
Dipergunakan sebagai mengawasi tenaga kerja didalam
melaksanakan pekerjaan di bagian produksi agar dapat
berkonsentrasi pada produk yang telah diproduksi menjadi barang
jadi.
4. Pengawasan Biaya Produksi
Tanpa adanya pengendalian dalam biaya produksi maka akan
menjadi pemborosan yang menyebabkan cost product menjadi tinggi
sehingga pada akhirnya akan mempengaruhi harga penjualan dan
menempatkan perusahaan didalam posisi persaingan.
5. Pengawasan Kualitas Produk
Sebelum proses berlangsung produk diteliti terlebih dahulu agar
produk yang dihasilkan bermutu tinggi.
6. Pemeliharaan
Peralatan yang setiap hari dipakai untuk proses produksi harus
18
mengalami kemacetan dalam proses produksi. Perawatan pada
cetakan (matras), pembersihan cetakan, melihat fasilitas dalam
proses produksi yang perlu adanya perbaikan.
2.4.4Fungsi Pengawasan Produksi
Sofyan Assauri ( 2001 : 149 ) mengatakan untuk dapat menjalankan
pengawasan dengan sempurna dan efektif, maka pengawasan produksi
yang dilakukan hendaknya mempunyai fungsi sebagai berikut :
1. Routing
Adalah fungsi yang menentukan dan mengatur urutan kegiatan
pekerjaan yang logis, sistematis dan ekonomis melalui urutan nama
bahan – bahan dipersiapkan untuk diproses menjadi barang jadi.
Routing ini merupakan dasar dari fungsi scheduling dan
dispatching.
2. Loading
Adalah merupakan penentuan dan pengaturan muatan pekerjaan
(work load) pada masing – masing pusat pekerjaan (work centre )
sehingga dapat ditentukan berapa lama waktu yang diperlukan pada
setiap operasi tanpa adanya penundaan atau keterlambatan (time
delay ). Loading merupakan dasar penetuan scheduling.
3. Scheduling
Merupakan pengkoordinasian tentang waktu dalam kegiatan
berproduksi sehingga dapat diadakan pengalokasian bahan – bahan
19
fasilitas – fasilitas atau bagian – bagian pengolahan dalam pabrik
pada waktu yang telah ditentukan.
4. Dispatching
Meliputi pelaksanaan dari semua rencana dan pengaturan dalam
bidang routing dan scheduling. Sebagian besar kegiatan dalam
dispatching ini terdiri dari penyampaian perintah kepada bagian
pengolahan yang dilakukan sesuai dengan schedul dan urutan
pekerjaan yang telah ditentukan. Apabila segala sesuatu telah
ditentukan dan pemuatan (loading) pekerjaan ke operasi telah
dimulai, maka petugas pengawasan produksi bertanggung jawab
memberitahukan kepada petugas operasi mengenai :
a. Pekerjaan yang harus dilakukan.
b. Waktu penyelesaian yang direncanakan.
c. Laporan penilaian perkembangan dari pekerjaan tersebut.
5. Follow Up
Adalah fungsi penelitian dan pengecekan terhadap semua aspek
yang mempengaruhi kelancaran kegiatan produksi. Follow up ini
mencakup usaha - usaha untuk mendapatkan bahan baku yang tidak
tersedia tetapi dibutuhkan, mencari supplier yang paling baik untuk
mendapatkan bahan - bahan baku tersebut, juga meneliti mesin -
mesin dan peralatan yang diperlukan serta mengenai penjualan
20
dengan tujuan agar hal - hal tersebut tidak mengganggu kelancaran
didalam produksi.
2.5 Manajemen Persediaan Bahan
Menurut Agus Ahyari ( 2002 : 149 ) perlunya persediaan bahan baku
di dalam perusahaan digunakan untuk tidak memperlambat pelaksanaan
proses produksi. Bahan baku didatangkan dari pabrik. Di dalam
pembelian suatu bahan baku tidak dapat dibeli atau didatangkan secara
satu per satu dalam jumlah unit yang diperlukan pada saat bahan
tersebut akan dipergunakan untuk proses produksi dalam perusahaan
yang bersangkutan dalam beberapa waktu tertentu pula.
2.5.1Fungsi Persediaan Bahan
1. Menghilangkan resiko keterlambatan pengiriman bahan baku yang
dibutuhkan oleh perusahaan. Seandainya terjadi keterlambatan maka
perusahaan dapat memanfaatkan persediaan yang ada sambil
menunggu bahan baku yang dikirim dari pemasok.
2. Menghilangkan resiko jika material yang dipesan tidak baik sehingga
harus dikembalikan.
3. Untuk menyimpan bahan baku yang dihasilkan disimpan dalam
gudang, sebab akan menghindari naiknya harga bahan baku yang
mengikuti arus kenaikan valuta asing.
4. Mempertahankan stabilitas produk dan menjamin kelancaran arus
21
5. Mencapai produk yang seoptimal mungkin sesuai keinginan
perusahaan yang dapat diterima konsumen.
2.5.2Jenis-Jenis Persediaan Bahan
1. Batch Stock / Lot Size Inventory yaitu persediaan yang diadakan
karena kita membeli atau membuat barang dalam jumlah yang
dibutuhkan pada saat itu.
2. Fluctuation Stock yaitu sebagai persediaan yang diadakan untuk
menghadapi fluktuasi permintaan konsumen yang tidak dapat
diramalkan. Dalam hal ini perusahaan mengadakan persediaan untuk
memenuhi konsumen.
3. Anticipation Stock yaitu persediaan yang diadakan untuk menghadapi
fluktuasi permintaan yang dapat diramalkan berdasarkan pola
musiman yang terdapat satu tahun untuk menghadapi penggunaan
penjualan serta permintaan meningkat.
2.5.3Pengendalian Bahan (Material Handling)
Material Handling adalah suatu seni dan ilmu untuk memindahkan,
membungkus dan menyimpan bahan – bahan dalam segala bentuk.
Tujuan dari pemindahan bahan ini adalah mencapai pemindahan bahan –
bahan yang tertib dan teratur dengan memenuhi syarat yang telah
ditentukan dan yang lebih penting lagi adalah mencapai biaya yang
rendah. Penurunan biaya material handling dapat diusahakan dengan
22
1. Pengurangan jumlah dan jarak pengangkutan.
2. Pengurangan waktu yang dibutuhkan didalam pengangkutan bahan.
3. Pemilihan alat pengangkutan bahan yang tepat.
2.5.4Keuntungan Yang Diperoleh Dari Pengendalian Bahan
1. Menekan biaya pengendalian bahan – bahan.
2. Memperlancar perpindahan bahan – bahan.
3. Pemanfaatan luas ruang secara maksimal.
4. Mengurangi kerusakan bahan.
5. Mengurangi waktu memunggah dan membongkar bahan – bahan.
2.6 Pengertian Pengendalian Kualitas
2.6.1Pengertian Kualitas
Pentingnya kualitas yang baik untuk menjaga keseimbangan kegiatan
produksi dan pemasaran suatu produk. Hal ini timbul dari sikap konsumen
yang menginginkan barang dengan kualitas yang terjamin dan semakin
ketatnya persaingan antara perusahaan yang sejenis. Oleh karena itu pihak
perusahaan perlu mengambil kebijaksanaan untuk menjaga kualitas
produknya agar diterima konsumen dan dapat bersaing dengan produk sejenis
dari perusahaan lain serta dalam rangka menunjang program jangka panjang
perusahaan yaitu mempertahankan pasar yang telah ada atau menambah pasar
perusahaan. Adapun hal tersebut dapat dilakukan melalui pengendalian
23
1. Kualitas merupakan suatu kondisi yang berhubungan dengan produk dan
jasa manusia, proses dan lingkungan yang memenuhi atau melebihi
harapan (Tjiptono, 2001:4).
2. Kualitas merupakan totalitas bentuk dan karakteristik barang / jasa yang
menunjukkan kemampuannya untuk memutuskan kebutuhan kebutuhan
yang tampak jelas maupun yang tersembunyi (Render, 2001:92)
2.6.2Pengertian Pengendalian Kualitas
Pengendalian kualitas merupakan alat bagi manajemen untuk
memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas
produk yang sudah tinggi dan mengurangi jumlah produk yang rusak.
Pengendalian kualitas merupakan alat penting bagi manajemen untuk
memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas, yang
sudah tinggi dan mengurangin jumlah barang yang rusak (Reksohadiprojo
2000:245). Jadi dapat disimpulkan pengendalian kualitas adalah aktivitas
untuk menjaga, mengarahkan, mempertahankan dan memuaskan tuntutan
konsumen secara maksimal.
2.6.3Dimensi Kualitas
Ada 8 dimensi kualitas yang dikembangkan Garvin dan dapat digunakan
sebagai kerangka perencanaan strategis dan analisis terutama untuk produk
manufaktur. Dimensi tersebut adalah: (Tjiptono, 2001: 27)
1. Kinerja : karakteristik dari produk inti.
2. Ciri-ciri atau keistimewaan tambahan: karakteristik sekunder atau
24
3. Kehandalan : kemungkinan kecil akan mengalami kerusakan atau gagal
dipakai.
4. Kesesuaian dengan spesifikasi: sejauhmana karakteristik desain dan
operasi memenuhi standar yang telah ditetapkan sebelumnya.
5. Daya tahan: berkaitan dengan berapa lama produk tersebut dapat
digunakan.
6. Service Ability: meliputi kecepatan, kompetensi, kenyamanan mudah
direparasi, penanganan keluhan yang memuaskan.
7. Estetika: daya tarik produk terhadap panca indra.
8. Kualitas yang dipersepsikan: citra dan reputasi produk serta tanggung
jawab perusahaan terhadapnya.
2.7 Six Sigma
2.7.1Pengertian Six Sigma
Six Sigma adalah bertujuan yang hampir sempurna dalam memenuhi
persyaratan pelanggan (Pande dan Cavanagh, 2003: 9). Menurut Gaspersz
(2005:310) six sigma adalah suatu visi peningkatan kualitas menuju target
3,4 kegagalan per sejuta kesempatan untuk setiap transaksi produk barang
dan jasa. Pengertian Sigma menurut Pete Pande dan Larry Holpp (2005:9)
merupakan standar deviasi. Standar deviasi adalah cara statistical untuk
menggambarkan seberapa banyak variasi terjadi dalam sekumpulan data,
25
Menurut Robert P.Neuman dan Roland R. Cavanagh (2003:82) six
sigma adalah cara mengukur proses, tujuan mendekati sempurna, disajikan
dengan 3,4 DPMO (Defects permilion Opportunities). Jadi Six Sigma
merupakan suatu metode atau teknik pengendalian dan peningkatan kualitas
dramatic yang merupakan terobosan baru dalam bidang manajemen kualitas
2.7.2Konsep Six Sigma
Pada dasarnya pelanggan akan merasa puas apabila mereka menerima
nilai yang diharapkan mereka. Apabila produk diproses pada tingkat kualitas
Six Sigma, maka perusahaan boleh mengharapkan 3,4 kegagalan per sejuta
kesempatan atau mengharapkan bahwa 99,99966 persen dari apa yang
diharapkan pelanggan akan ada dalam produk itu. Menurut Gaspersz
(2005:310) terdapat enam aspek kunci yang perlu diperhatikan dalam aplikasi
konsep Six Sigma, yaitu :
1. Identifikasi pelanggan
2. Identifikasi produk
3. Identifikasi kebutuhan dalam memproduksi produk untuk Pelanggan
4. Definisi proses
5. Menghindari kesalahan dalam proses dan menghilangkan semua
pemborosan yang ada
6. Tingkatkan proses secara terus menerus menuju target Six Sigma
Menurut Gaspersz (2005:310) apabila konsep Six Sigma akan ditetapkan
dalam bidang manufakturing, terdapat enam aspek yang perlu diperhatikan
26
1. Identifikasi karakteristik produk yang memuaskan pelanggan
(sesuai kebutuhan dan ekspetasi pelanggan).
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ
(Critical-To-Quality) individual.
3. Menentukan apakah setiap CTQ tersebut dapat dikendalikan
melalui pengendalian material, mesin proses kerja dan lain-lain.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai
yang diinginkan pelanggn (menentukan nilai UCL dan LCL dari
setiap CTQ)
5. Menentukan maksimum variasi proses untuk setiap CTQ
( menentukan nilai maksimum standar deviasi untuk setiap CTQ ).
6. Mengubah desain produk dan / atau proses sedemikian rupa agar
mampu mencapai nilai target Six Sigma.
2.7.3Strategi Pengembangan dan Peningkatan Kinerja Six Sigma
Strategi adalah implementasi dari pilihan fungsi yang menjadi faktor
aktivitas proses bisnis terbaik yang merupakan penerjemahan dari kebutuan
dan ekspektasi konsumen eksternal, para pemegang saham, dan seluruh
anggota organisasi seluruh bagian dari konsumen internal.
Tabel 2.1 Prinsip Dasar Program Six Sigma
DIMENSI PRINSIP-PRINSIP IMPLEMENTASI
Konsumen 1. Fokus pada kepuasan pelanggan
2. Menyajikan bebas cacat produk
27
4. Menghormati ekspektasi pelanggan
Perusahaan 1. Bertanggung jawab mutlak terhadap
visi dan tujuan jangka panjang
2. Orientasi pada proses dan penekanan
pada kemampuan proses.
3. Pembudayaan masalah kualitas adalah
tanggung jawab segenap karyawan.
4. Peningkatan secara berkelanjutan pada
seluruh prose baik proses produksi,
pelayanan maupun proses transaksi.
Tenaga Kerja 1. Menghargai dan mendengar setiap
input masukan dari segenap karyawan
2. Penekanan pada pengelolaan
ketenagakerjaan, motifasi dan inovasi
3. Kepemimpinan.
Rekanan 1. Menjalin hubungan baik dengan
supplier jangka panjang.
2. Membantu pertumbuhan peningkatan
pemasok atau penyalur
Sosial
Kemasyarakatan
1. Peduli dan responsive terhadap
28
2.7.4Mekanisme dan Metodologi Six Sigma
Six Sigma sebagai program kualitas juga sebagai tool untuk pemecahan
masalah. Six sigma menekankan aplikasi secara metodis dan sistematis yang
akan dapat menghasilkan terobosan dalam peningkatan kualitas. Metodologi
yang sistematis ini bersifat generik sehingga dapat diterapkan baik dalam
industri manufaktur maupun jasa. Six Sigma juga dikatakan sebagai metode
yang berfokus pada proses dan pencegahan cacat (defect) (Snee, 1999).
Pencegahan cacat dilakukan dengan cara mengurangi variasi yang ada di
dalam setiap proses dengan menggunakan teknik-teknik statistik yang sudah
dikenal secara umum. Keuntungan dari penerapan Six Sigma berbeda untuk
tiap perusahaan yang bersangkutan, tergantung pada usaha yang
dijalankannya. Biasanya Six Sigma membawa perbaikan pada hal-hal berikut
ini (Pande, Peter. 2000):
a. Pengurangan biaya
b. Perbaikan produktivitas
c. Pertumbuhan pangsa pasar
d. Retensi pelanggan
e. Pengurangan waktu siklus
f. Pengurangan cacat
g. Pengembangan produk / jasa
Six Sigma memiliki 2 (dua) metodologi kunci: DMAIC and DMADV,
keduanya mengambil konsep siklus PDCA (plan-do-check-act) dari
29
yang sudah berjalan bagi kinerja bebas-cacat, dan DMADV digunakan untuk
menciptakan produk baru atau desain proses bagi kinerja bebas-cacat.
a) DMAIC didefinisikan sebagai:
a. Define, definisikan peluang, misalnya: sasaran proyek terkait dengan
persyaratan pelanggan.
b. Measure, mengukur kinerja dari proses yang sedang berjalan
c. Analyze, melakukan analisis terhadap kelemahan yang ada pada proses
(seperti sumber-sumber cacat), menjadikan kelemahan tersebut pada
proses sebagai peluang perbaikan.
d. Improve, melakukan perbaikan terhadap kinerja proses-proses yang
sedang melemah.
e. Control, mengendalikan kinerja dari proses-proses yang diperbaiki untuk
mempertahankan keuntungan.
b)DMADV didefinisikan sebagai:
1. Define, mendefinisikan peluang, misalnya: sasaran proyek terkait dengan
persyaratan pelanggan.
2. Measure, mengukur dan menetapkan persyaratan pelanggan serta
bagaimana kompetitor memenuhi persyaratan tersebut.
3. Analyze, melakukan analisis terhadap berbagai pilihan proses guna
memenuhi kebutuhan dan persyaratan pelanggan tersebut.
4. Design, mendesain proses-proses tersebut guna memenuhi kebutuhan dan
30
5. Verify, melakukan verifikasi terhadap kinerja proses, terlebih lagi dalam
kaitannya dengan pemenuhan kebutuhan dan persyaratan pelanggan.
2.7.5 Tahap-Tahap Implementasi Pengendalian Kualitas Six Sigma
Menggunakan Metode DMAIC
Menurut Pande dan Holpp (2005:45-58), tahap-tahap implementasi
peningkatan kualitas Six sigma terdiri dari lima langkah yaitu menggunakan
metode DMAIC atau Define, Measure, Analyse, Improve,and Control.
A. Define
Penetapan sasaran dari aktivitas peningkatan kualitas Six Sigma.
Langkah ini untuk mendefinisikan rencana-rencana tindakan yang harus
dilakukan untuk melaksanakan peningkatan dari setiap tahap proses bisnis
kunci (Gaspersz, 2005: 322). Tanggung jawab dari definisi proses bisnis
kunci berada pada manajemen. Langkah define mempunyai beberapa sasaran
utama yaitu :
1. Mendefinisikan proses inti perusahan
Proses inti adalah suatu rantai tugas, biasanya mencakup berbagai
departemen atau fungsi yang mengirimkan nilai (produk, jasa, dukungan,
informasi) kepada para pelanggan eksternal. Dalam hal pemilihan tema Six
Sigma pertama-tama yang dilakukan adalah mempertimbangkan dan
menjelaskan tujuan dari suatu proses inti akan dievaluas.
2. Mendefinisikan kebutuhan spesifik kebutuhan pelanggan
Langkah selanjutnya adalah mengidentifikasi pelanggan, dalam hal
31
membedakan diantara dua kategori persayaratan kritis, yaitu persyaratan
output dan persyaratan pelayanan. Persyaratan output berkaitan dengan
karakteristik dan atau features dari produk akhir (barang/jasa) yang
diserahkan kepada pelanggan pada akhir dari suatu proses. Dalam hal ini
dapat saja berbagai macam persyaratan output, tetapi pada dasarnya semua
itu berkaitan dengan daya guna (usability) dan efektivitas dari produk akhir
itu di mata pelanggan. (Vincent Gaspersz, 2002 : 64)
B. Measure
Measure merupakan tindak lanjut logis terhadap langkah define dan
merupakan sebuah jembatan untuk langkah berikutnya. Menurut Pande dan
Holpp (2005: 48) langkah measure mempunyai dua sasaranutama yaitu:
1. Mendapatkan data untuk mengkualifikasikan
masalah dan peluang. Biasanya ini merupakan informasi kritis untuk
memperbaiki dan melengkapi anggaran dasar proyek yang pertama.
2. Memulai menyentuh fakta dan angka-angka yang memberikan petunjuk
tentang akar masalah. Measure merupakan langkah oprasional yang kedua
dalam program peningkatan kualitas Six Sigma. Terdapat tiga hal pokok
yangharus dilakukan, yaitu:
1). Memilih atau menentukan karakteristik kualitas (Critical to Quality)
kunci. Penetapan Critical to Quality kunci harus disertai dengan
pengukuran yang dapat dikuantifikasikan dalam angka-angka.Hal ini
bertujuan agar tidak menimbulkan persepsi dan interprestasi yang dapat
32
kesulitan dalam pengukuran karakteristik kualitas keandalan. Dalam
mengukur karakteristik kualitas, perlu diperhatikan aspek internal (tingkat
kecacatan produk, biaya-biaya karena kualitas jelek dan lain-lain) dan
aspek eksternal organisasi (kepuasan pelanggan, pangsa pasar dan
lain-lain).
2) Mengembangkan rencana pengumpulan data Pengukuran karakteristik
kualitas dapat dilakukan pada tingkat, yaitu :
a. Pengukuran pada tingkat proses (process level) Mengukur setiap langkah
atau aktivitas dalam proses dan karakteristik kualitas input yang
diserahkan oleh pemasok (supplier) yang mengendalikan dan
mempengaruhi karakteristik kualitas output yang diinginkan.
b. Pengukuran pada tingkat output (output level) Adalah mengukur
karakteristik kualitas output yang dihasilkan dari suatu proses
dibandingkan terhadap spesifikasi karakteristik kualitas yang diinginkan
oleh pelanggan.
c. Pengukuran pada tingkat outcome (outcome level) Adalah mengukur
bagaimana baiknya suatu produk (barang dan atau jasa) itu memenuhi
kebutuhan spesifik dan ekspektasi rasional dari pelanggan.
3) Pengukuran baseline kinerja pada tingkat output karena proyek
peningkatan kualitas Six Sigma yang ditetapkan akan difokuskan pada
upaya peningkatan kualitas menuju ke arah zero defect sehingga
memberikan kepuasan total kepada pelanggan, maka sebelum proyek
33
terminology Six Sigma disebut sebagai baseline kinerja, sehingga
kemajuan peningkatan yang dicapai setelah memulai proyek Six Sigma
dapat diukur selama masa berlangsungnya proyek Six Sigma. Pengukuran
pada tingkat output ini dimaksudkan untuk mengetahui sejauh mana output
akhir tersebut dapat memenuhi kebutuhan spesifik pelanggan sebelum
produk tersebut diserahkan kepada pelanggan.
C. Analyze
Merupakan langkah operasional yang ketiga dalam program peningkatan
kualitas six sigma. Ada beberapa hal yang harus dilakukan pada tahap ini
yaitu :
1. Menentukan stabilitas dan kemampuan ( kapabilitas) proses
Proses industri dipandang sebagai suatu peningkatan terus menerus
(continous improvement) yang dimulai dari sederet siklus sejak adanya ide
ide untuk menghasilkan suatu produk (barang dan atau jasa),
pengembangan produk, proses produksi/operasi, sampai kepada distribusi
kepada pelanggan. Target six sigma adalah membawa proses industri yang
memiliki stabilitas dan kemampuan sehingga mencapai zero defect. Dalam
menentukan apakah suatu proses berada dalam kondisi stabil dan mampu
akan dibutuhkan alat-alat statistik sebagai alat analisis. Pemahaman yang
baik tentang metode-metode statistik dan perilaku proses industri akan
meningkatkan kinerja system industri secara terus-menerus menuju zero
34
2. Menetapkan target kinerja dari karakteristik kualitas (CTQ) kunci Secara
konseptual penetapan target kinerja dalam proyek peningkatan kualitas Six
Sigma merupakan hal yang sangat penting dan harus mengikuti prinsip :
a) Spesific, yaitu target kinerja dalam proyek peningkatan kualitas Six
Sigma harus bersifat spesifik dan dinyatakan secara tegas.
b) Measureable, target kinerja dalam proyek peningkatan kualitas Six
Sigma harus dapat diukur menggunakan indikator pengukuran (matrik)
yang tepat, guna mengevaluasi keberhasilan, peninjauan ulang, dan
tindakan perbaikan diwaktu mendatang.
c) Achievable, target kinerja dalam proyek peningkatan kualitas harus dapat
dicapai melalui usaha usaha yang menantang (challenging efforts).
d) Result-Oriented, yaitu target kinerja dalam proyek peningkatan kualitas
Six Sigma harus berfokus pada hasil hasil berupa peningkatan kinerja
yang telah didefinisikan dan ditetapkan.
e). Time-Bound, target kinerja dalam proyek peningkatan kualitas Six Sigma
harus menetapkan batas waktu pencapaian target kinerja dari setiap
karakteristik kualitas (CTQ) kunci itu dan target kinerja harus dicapai
pada batas waktu yang telah ditetapkan (tepat waktu).
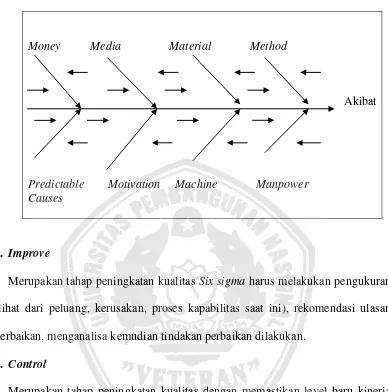
3. Mengidentifikasikan sumber sumber dan akar penyebab masalah
kualitas. Untuk mengidentifikasi masalah dan menemukan sumber
penyebab masalah kualitas, digunakan alat analisis diagram sebab akibat
atau diagram tulang ikan. Diagram ini membentuk cara-cara membuat
35
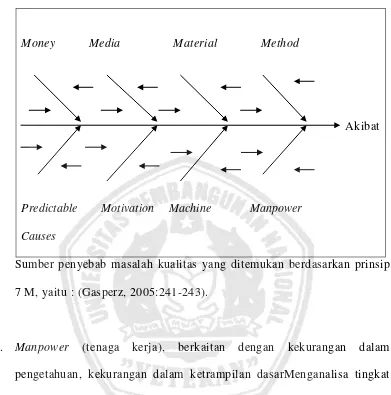
Gambar 2.1 Diagram Sebab Akibat ( Gaspersz, 2005 : 243)
Money Media Material Method
Akibat
Predictable Motivation Machine Manpower
Causes
Sumber penyebab masalah kualitas yang ditemukan berdasarkan prinsip
7 M, yaitu : (Gasperz, 2005:241-243).
1. Manpower (tenaga kerja), berkaitan dengan kekurangan dalam
pengetahuan, kekurangan dalam ketrampilan dasarMenganalisa tingkat
sigma dan Defect For Milion Opportunitas perusahaan : yang berkaitan
dengan mental dan fisik, kelelahan, stress, ketidakpedulian.
2. Machiness (mesin) dan peralatan, berkaitan dengan tidak ada sistem
perawatan preventif terhadap mesim produksi, termasuk fasilitas dan
peralatan lain tidak sesuai dengan spesifikasi tugas, tidak dikalibrasi,
36
3. Methods (metode kerja), berkaitan dengan tidak adanya prosedur dan
metode kerja yang benar, tidak jelas, tidak diketahui, tidak
terstandarisasi, tidak cocok.
4. Materials (bahan baku dan bahan penolong), berkaitan dengan ketiadaan
spesifikasi kualitas dari bahan baku dan bahan penolong yang ditetapkan,
ketiadaan penanganan yang efektif terhadap bahan baku dan bahan
penolong pembantu.
5. Media, berkaitan dengan tempat dan waktu kerja yang tidak
memperhatikan aspek aspek kebersihan, kesehatan dan keselamatan
kerja, dan lingkungan kerja yang konduktif, kekurangan dalam lampu
penerangan ventilasi yang buruk kebisingan yang berlebihan, dll.
6. Motivation (motivasi), berkaitan dengan ketiadaan sikap kerja yang benar
dan professional, yang dalam hal ini disebabkan oleh sistem balas jasa
dan penghargaan yang tidak adil kepada tenaga kerja.
7. Money (keuangan), berkaitan dengan ketiadaan dukungan financial
(keuangan) yang mantap guna memperlancar proyek peningkatan kualitas
Six Sigma yang akan ditetapkan
D. Improve
Pada langkah ini diterapkan suatu rencana tindakan untuk melaksanakan
peningkatan kualitas Six sigma. Tim peningkatan kualitas Six sigma harus
memutuskan target yang harus dicapai, mengapa rencana tindakan tersebut
dilakukan, dimana rencana tindakan itu akan dilakukan, bilamana rencana itu
37
melaksanakan rencana tindakan itu dan berapa besar biaya pelaksanaannya
serta manfaat positif dari implementasi rencana tindakan itu. Tim proyeksi
Sigma telah mengidentifikasikan sumber-sumber dan akar penyebab masalah
kualitas sekaligus memonitor efektifitas dari rencana tindakan yang akan
dilakukan di sepanjang waktu. Efektivitas dari rencana tindakan yang
dilakukan akan tampak dari penurunan persentase biaya kegagalan kualitas
(COPQ) terhadap nilai penjualan total sejalan dengan meningkatnya
kapabilitas Sigma. Setiap rencana tindakan yang diimplementasikan harus
dievaluasi tingkat efektivitasnya melalui pencapaian target kinerja dalam
program peningkatan kualitas Six sigma yaitu menurunkan DPMO menuju
target kegagalan nol (zero defect oriented) atau mencapai kapabilitas proses
pada tingkat lebih besaratau sama dengan 6-Sigma, serta mengkonversikan
manfaat hasil-hasil kedalam penurunan persentase biaya kegagalan kualitas
(COPQ). Maka tim proyeksi Sigma dari setiap karakteristik kualitas (CTQ)
kunci yang mempengaruhi kepuasan pelanggan serta mengkonversikan
ukuran-ukuran tersebut kedalam biaya kualitas.
E. Control
Merupakan tahap operasional terakhir dalam upaya peningkatan kualitas
berdasarkan Six Sigma. Pada tahap ini hasil peningkatan kualitas
didokumentasikan dan disebarluaskan, praktik-praktik terbaik yang sukses
dalam peningkatan proses distandarisasi dan disebarluaskan, prosedur
38
atau tanggung jawab ditransfer dari tim kepada pemilik atau penanggung
jawab proses.
2.8 Kerangka Berpikir
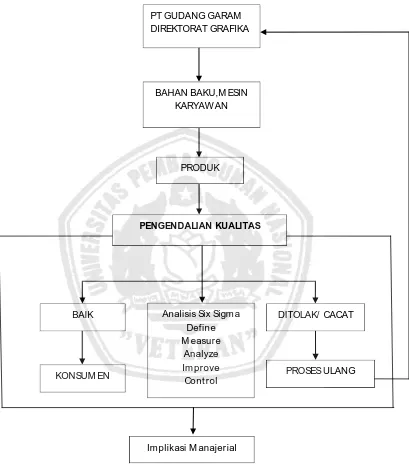
Menitik beratkan pada pengendalian kualitas pada proses produksi yaitu
pengendalian atas bahan baku, mesin dan karyawan. Definisi oprasional
digunakan dalam penulisan ini adalah sebagai berikut:
a. Proses input pada PT Gudang Garam Direktorat Grafika terdiri dari bahan
baku, mesin dan karyawan.
b. Prodak cacat atau ditolak adalah produk yang tidak memenuhi kriteria
yang diharapkan.
c. Implikasi manajerial adalah tindak lanjut terhadap hasil dari analisis Six
Sigma yang dilakukan oleh pihak manajemen perusahaan untukpencapaian
Six Sigma, yang dibandingkan dengan analisis yang digunakan oleh
perusahaan.
Setiap perusahaan tentu mengharapkan tidak ada satupun produk yang
dihasilkan merupakan produk cacat. Produk yang cacat hanya akan
menambah biaya proses produksi, sebaliknya hasil produk yang terhidar dari
produk cacat akan meningkatkan efisiensi biaya produksi. Untuk
menghasilkan produk yang baik (terhindar dari produk yang cacat) perlu
dilakukan pengendalian proses produksi. Salah satu metode yang bisa
dilakukan dalam proses produksi adalah metode six sigma. Metode six sigma
39
a. Define : Pada tahap ini mengidentifikasi permasalahan, mendefinisikan
spesifikasikan pelanggan, dan menentukan tujuan (pengurangan cacat
produk).
b. Measure : Memvasilidasi permasalahan, mengukur/menganalisis
permasalahan dari data yang ada.
c. Analyze : Menentukan faktor-faktor yang paling mempengaruhi proses,
artinya mencari satu atau dua factor yang kalau itu
d. Improve : Pada tahap ini mendiskusikan ide-ide untuk memperbaiki
system berdasarkan analisa terdahulu, melakukan percobaan untuk
melihat hasilnya jika hasilnya bagus maka akan dibuatkan prosedur
bakunya (standart Operating Procedure- SOP).
e. Control : Pada tahap ini membuat rencana dan desain pengukuran agar
hasil yang sudah bagus dari perbaikan proses dapat digunakan secara
berkesinambungan.
Di harapkan pengendalian kualitas menggunakan metode six sigma akan
mampu untuk memperkecil prosentase produk cacat yang pada akhirnya
menekan biaya produksi dan dapat meningkatkan efisiensi perusahaan secara
40
Gambar 2.2 : Kerangka Berpikir
PT GUDANG GARAM DIREKTORAT GRAFIKA
BAHAN BAKU,M ESIN KARYAWAN
PRODUK
PENGENDALIAN KUALITAS
BAIK DITOLAK/ CACAT
KONSUM EN PROSES ULANG
Analisis Six Sigm a Define M easure
Analyze Im prove Cont rol
BAB III
METODE PENELITIAN
3.1 Definisi Operasional dan Pengukuran Variabel
3.1.1 Definisi Operasional Variabel
Dalam penelitian ini hanya ada satu variable yang akan diamati dan menjadi
obyek pengamatan dalam penelitian yaitu Produk Cacat. Yang dimaksud produk
cacat adalah Produk jenis ( etiket) pada PT.Gudang Garam Direktorat Grafika
yang sudah selesai dalam proses produksi yang mengalami kerusakan atau
dianggap tidak memenuhi standart kualitas dan sudah mengalami proses sortir
ulang dan juga perbaikan system yang ditetapkan oleh perusahaan.
Variabel ini memiliki 4 indikator, yaitu defect print to print (cacat dari proses
print ke print), defect standart color (cacat dari warna), defect print to cutting
(cacat dari proses print menuju proses pemotongan), defect driying ink ( cacat
proses pencucian tinta), Variabel ini memiliki skala rasio dan diukur dalam satuan
keping.
3.2 Populasi, Sampel dan Teknik Penarikan Sampel
3.2.1 Populasi
Populasi dalam penelitian ini adalah data produksi mengenai banyaknya
jumlah produk etiket, ( fleksibel packing pada pembungkus rokok) yang cacat
42
3.2.2 Sampel
Data mengenai banyak jumlah produk yang cacat selama proses produksi
berlangsung selama Februari - April 2011 yang dilakukan oleh PT.Gudang Garam
Direktorat Grafika khususnya pada bahan baku kertas yang di gunakan sebagai
pembungkus rokok.
3.2.3 Teknik Pengumpulan Data
Penarikan sample menggunakan sampling jenuh yaitu lebih mengutamakan
tujuan penelitian dari pada sifat populasi dalam menentukan sample penelitian,
yaitu dengan unit-unit populasi yang dianggap kunci diambil sebagai sample
penelitian, yaitu banyaknya jumlah produk cacat selama proses produksi
berlangsung PT. Gudang Garam Direktorat Grafika, Tbk khususnya pada
pembungkus rokok jenis etiket “Gudang Garam Filter Surya 16” yang merupakan
fleksibel packing.
3.3 Jenis Data
Jenis data yang digunakan adalah jenis data sekunder, yaitu data mengenai
jumlah data yang diproduksi dan diperoleh secara langsung dari PT. Gudang
Garam Direktorat Grafika
3.4Tehnik Pengumpulan Data
1. Observasi
Yaitu pengumpulan data dengan cara melakukan pengamatan secara
langsung pelaksanaan proses produksi dan pelaksanaan pengendalian kualitas
43
2. Dokumentasi
Pengumpulan data dalam penelitian ini melalui dokumentasi yaitu
pengumpulan mengenai data jumlah hasil produksi yang dilakukan selama proses
produksi berlangsung yang di peroleh langsung dari PT. Gudang Garam
Direktorat Grafika.
3.5Teknik Analisis Data
Metode yang digunakan mengacu pada prinsip-prinsip yang terdapat dalam
metode Six Sigma. Metode ini digunakan untuk mengantisipasi terjadinya
kesalahan atau defect dengan menggunakan langkah-langkah terukur dan
terstruktur. Dengan berdasar pada data yang ada, maka Continous improvement
dapat dilakukan berdasar metodologi Six Sigma yang meliputi DMAIC (Pande &
Holpp, 2005: 45).
1. Define
Merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Pada tahap ini, yang paling penting untuk dilakukan adalah
identifikasi produk dan atau proses yang akan diperbaiki. Kita harus menetapkan
prioritas utama tentang masalah-masalah dan atau kesempatan peningkatan
kualitas mana yang akan ditangani terlebih dahulu. Pemilihan proyek terbaik
adalah berdasarkan pada identifikasi proyek yang sesuai dengan kebutuhan,
44
2. Measure
Tahap pengukuran yang dilakukan melalui 2 tahap denganpengambilan sampel
yang dilakukan oleh pe rusahaan Februari –April 2011 sebagai berikut :
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan.
2. Analisis diagram kontrol ( P-Chart)
Diagram kontrol P digunakan untuk atribut yaitu pada sifat-sifat barang yang
didasarkan atas proporsi jumlah suatu kejadian atau kejadian seperti diterima atau
ditolak akibat proses produksi. Diagram ini dapat disusun dengan langkah sebagai
berikut:
a. Pengambilan populasi atau sampel
Populasi yang diambil untuk analisis P Chart adalah jumlah produk yang
dihasilkan dalam kegiatan produksi di PT. Gudang Garam Direktorat Grafika pada
bulan Februari- April 2011 pada jenis etiket Surya Filter 16
b. Pemeriksaan karakteristik dengan menghitung nilai mean.
Rumus nilai mean :
c. Menentukan batas kendali terhadap pengawasan yang
dilakukan dengan menetapkan nilai UCL (Upper Control Limit / batas spesifikasi
atas) dan LCL (Lower Control Limit / batas spesifikasi bawah)
45
LCL : - Lower control limit
p : rata-rata proporsi kecacatan
n : jumlah sampel yang diteliti
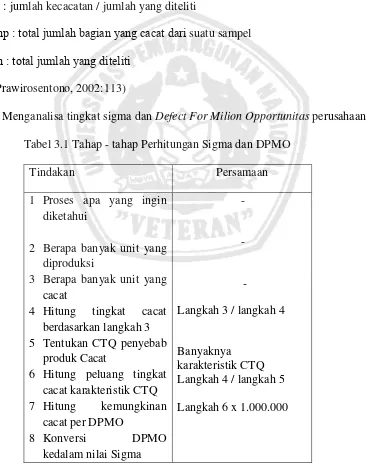
np : jumlah kecacatan / jumlah yang diteliti
∑np : total jumlah bagian yang cacat dari suatu sampel
∑n : total jumlah yang diteliti
(Prawirosentono, 2002:113)
3. Menganalisa tingkat sigma dan Defect For Milion Opportunitas perusahaan :
Tabel 3.1 Tahap - tahap Perhitungan Sigma dan DPMO
Tindakan Persamaan
1 Proses apa yang ingin diketahui
2 Berapa banyak unit yang diproduksi
3 Berapa banyak unit yang cacat
4 Hitung tingkat cacat berdasarkan langkah 3 5 Tentukan CTQ penyebab
produk Cacat
6 Hitung peluang tingkat cacat karakteristik CTQ