ANALISA PENGURANGAN DEFECT PADA PROSES PRODUKSI
BATERAI ABC JENIS R6 DENGAN METODE QCC (QUALITY
CONTROL CIRCLE) DAN SEVEN TOOLS DI PT. INTERNATIONAL
CHEMICAL INDUSTRY PLANT II SURABAYA
SKRIPSI
O
Olleehh::
ILUL
RAFITA
ILUL RAFITA
0
0
6
6
3
3
2
2
0
0
1
1
0
0
1
1
3
3
8
8
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
DAFTAR ISI
HALAMAN JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
DAFTAR LAMPIRAN ... viii
ABSTRAKSI ... ix
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 3
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
1.5 Asumsi ... 4
1.6 Manfaat Penelitian ... 4
1.7 Sistematika Penulisan ... 5
BAB II TINJAUAN PUSTAKA 2.1. Konsep dan Definisi Kualitas ... 7
2.1.1. Pengendalian Kualitas ... 8
2.1.2. Tujuan Pengendalian Kualitas ... 9
2.1.3 Kegiatan Pengendalian ... 10
2.2. Metode perbaikan kualitas ... 14
2.2.1. Delapan Langkah Perbaikan Kualitas ... 14
2.2.2. Seven Tools ... 24
2.2.3. Analisis Kemampuan Proses ... 37
2.2.4. Produk Baterai ... 39
2.3. Penelitian Terdahulu... 42
BAB III METODE PENELITIAN 3.1. Lokasi dan Waktu Penelitian ... 44
3.2. Identifikasi dan Definisi Operational Variabel ... 44
3.2.1 Variabel Bebas ... 44
3.2.2 Variabel terikat ... 45
3.3. Metode Pengumpulan Data ... 46
3.4. Metode Pengolahan Data ... 47
3.5. Langkah-langkah penelitian dan Pemecahan Masalah ... 49
BAB IV ANALISA DAN HASIL PEMBAHASAN 4.1 Pengumpulan Data ... 53
4.2 Identifikasi Penyebab Masalah ... 73
4.3 Usulan Perbaikan ... 79
4.4 Analisa dan Pembahasan ... 85
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 84
5.2 Saran ... 85
DAFTAR TABEL
Nomor Judul Halaman
1. Matriks rencana perbaikan 5W + 1H ...19
2. Check sheet ...25
3. Stratifikasi ...31
4. Data produksi dan kecacatan baterai ABC jenis R6 Bulan Pebruari –Juli 2009 ….53
5. Data produksi dan kecacatan baterai ABC Jenis R6 biru Bulan pebruari –Juli
2009………..53
6. Data jenis dan jumlah baterai ABC Jenis R6 biru Bulan Pebruari – Juli 2009……54
7. Data diagram Pareto jenis dan jumlah kecacatan Baterai ABC Jenis R6 selama
periode 6 bulan...55
8. Data histogram jenis dan jumlah kecacatan baterai ABC Jenis R6 selama periode
6 bulan ... ……56
9. Tabel Frekuensi ... ……57
10. Sampel untuk kecacatan volt rendah pada baterai ABC Jenis R6 Biru…………..58
11. Sampel untuk kecacatan Jaket Lecet pada baterai ABC Jenis R6 Biru…………..61
12. Sampel untuk kecacatan Can rusak pada baterai ABC Jenis R6 Biru………64
13. Sampel untuk kecacatan PVC rusak pada baterai ABC Jenis R6 Biru…………...67
14. Sampel untuk kecacatan PE Seal penyok pada baterai ABC Jenis R6 Biru……..70
DAFTAR GAMBAR
Nomor Judul Halaman
1. Siklus PDCA ... 15
2. Delapan langkah perbaikan kualitas ... 16
3. Diagram Pareto ... 27
4. Histogram ... 28
5. Fishbone diagram ... 30
6. Diagram scatter ... 31
7. Peta control X... 33
8. Peta Kontrol R...34
9. Langkah- langkah pemecahan masalah ... 49
10. Grafik jumlah kecacatan Baterai ABC Jenis R6 Biru selama periode 6 bulan..54
11. Diagram Pareto jenis dan jumlah kecacatan Baterai ABC Jenis R6 Biru selama Periode 6 bulan ... 55
12. Histogram jumlah kecacatan Baterai ABC Jenis R6 selama periode 6 bulan...57
13. Peta Kontrol X kecacatan volt rendah pada Baterai ABC...59
14. Grafik Kapabilitas kecacatan volt rendah pada Baterai ABC Jenis R6 Biru...60
15. Peta Kontrol X kecacatan jaket lecet pada Baterai ABC...62
16. Grafik Kapabilitas kecacatan jaket lecet pada Baterai ABC Jenis R6 Biru...63
17. Peta Kontrol X kecacatan can rusak pada Baterai ABC...65
18. Grafik Kapabilitas kecacatan can rusak pada Baterai ABC Jenis R6 Biru...66
19. Peta Kontrol X kecacatan PVC rusak pada Baterai ABC...68
20. Grafik Kapabilitas kecacatan PVC rusak pada Baterai ABC Jenis R6 Biru...69
22. Grafik Kapabilitas kecacatan PE Seal penyok pada Baterai ABC Jenis R6 Biru...72
23. Diagram sebab akibat kecacatan volt rendah ... ...73
24. Diagram sebab akibat kecacatan jaket lecet...74
25. Diagram sebab akibat kecacatan can rusak...75
26. Diagram sebab akibat kecacatan PVC rusak...76
DAFTAR LAMPIRAN
LAMPIRAN A
- Gambaran Umum Perusahaan.-
- Struktur Organisasi Perusahaan
- Job Discription Struktur Organisasi Perusahaan
LAMPIRAN B
- Peta proses Operasi.
- Gambar Komponen Baterai ABC Jenis R6 Bir.u
- Proses Produksi Baterai ABC Jenis R6
- Tata letak mesin
LAMPIRAN C
- Tabel D
- Perhitungan manual pareto
- Perhitungan manual peta control X
ABSTRAKSI
Kualitas merupakan faktor kunci yang membawa keberhasilan dalam bisnis, pertumbuhan dan peningkatan posisi bersaing. Kualitas menjadi faktor dasar keputusan konsumen dalam menentukan produk dan jasa yang diinginkan. Salah satu faktor yang berpengaruh terhadap kualitas produk adalah metode pengendalian kualitas yang akan dapat meningkatkan kualitas output perusahaan dengan menekan tingkat kecacatan.
Metode QCC dan seven tools adalah metode yang dapat digunakan mengurangi defect dalam waktu relatif singkat, dapat dilakukan dan mudah diimplementasikan dalam tim kecil sehingga tidak melibatkan semua personel dalam suatu organisasi. Selain daripada itu QCC dan seven tools juga dapat menghemat biaya dalam meningkatkan kualitas karena struktur organisasi yang kecil.
PT International Chemical Industry Plant II merupakan perusahaan yang memproduksi baterai ABC. Produk yang dihasilkan adalah baterai jenis R6 (ukuran kecil) dan baterai jenis R20 (baterai besar). Untuk bisa bertahan ditengah ketatnya persaingan baterai, perusahaan harus mempunyai keunggulan yang tidak dimiliki perusahaan lain. Factor penentu daya saing adalah dengan meningkatkan kualitas. Upaya itu dilakukan perusahaan dengan melakukan perbaikan terus menerus dengan tujuan mengurangi jumlah defect produk.
Tujuan penelitian ini untuk mengetahui factor-faktor yang menyebabkan terjadinya defect pada produk baterai ABC jenis R6. Penelitian difokuskan pada permasalahan defect hasil proses produksi Baterai ABC jenis R6.
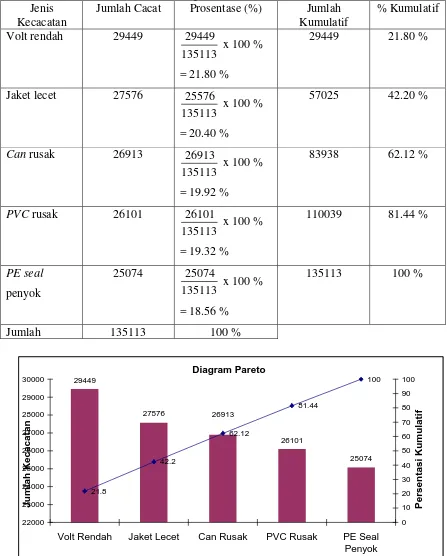
Dengan menggunakan QCC dan Seven Tools sebagai alat analisis dan improve diketahui proses yang menghasilkan cacat terbesar periode Pebruari – Juli 2009, yaitu pada Volt rendah, jaket lecet, can rusak, PVC rusak, PE Seal penyok mempunyai proporsi cacat 21.80%, 20.40 %, 19.92 %, 19.32 % dan 18.56 %. Untuk mengatasi hal tersebut dibuat model matrik 5W+1H, dengan model matrik 5W+1H tersebut dilakukan improve berdasarkan alternatif yang ada. Terpilih alternatif skill manusia / operatornya perlu ditingkatkan dan juga tingkat kedisiplinannya, kualitas perawatan dan perbaikan mesin sebagai salah satu pilihan utama disamping inspeksi material diperketat sebelum proses produksi dilakukan.
Kata Kunci : QCC, Seven Tools, defect, improve.
BAB I
PENDAHULUAN
1.1. Latar belakang
Kompetisi global menyebabkan persaingan antar perusahaan menjadi
semakin ketat. Agar dapat bertahan dalam persaingan, setiap perusahaan harus
mampu bersaingan meningkatkan daya saingnya. Salah satu faktor penentu daya
saing perusahaan adalah kualitas disamping harga produk dan pelayanan. Pihak
manajemen harus mampu membuat keputusan tentang standar kualitas yang tepat
dalam kondisi pasar yang berubah.
Salah satu tolak ukur yang bisa digunakan untuk mengetahui apakah
perusahaan berhasil dalam upaya peningkatan kualitasnya adalah jika perusahaan
tersebut berhasil mencapai kondisi Zero defect, akan tetapi kondisi ini sangat sulit
untuk dicapai, karena produk yang cacat pasti ada walaupun sedikit dalam setiap
proses produksi. Hal ini disebabkan oleh adanya berbagai penyimpangan yang
sering terjadi dalam suatu proses produksi, baik dari segi mesin metode yang
digunakan dan tentu saja yang tidak kalah pentingnya adalah Human error ,
kejadian ini akan mengurangi kepercayaan konsumen terhadap perusahaan dan
mengurangi keuntungan yang bisa didapat. Berbagai cara untuk mengurangi defect,
PT International Chemical Industry Plant II merupakan perusahaan yang
memproduksi baterai ABC. Produk yang dihasilkan adalah baterai jenis R6
(ukuran kecil) dan baterai jenis R20 (baterai besar). Untuk penelitian ini penulis
memfokuskan pada produksi baterai jenis R6. Permasalahan yang dihadapi oleh
PT. International Chemical Industry Plant II adalah adanya beberapa jenis
kecacatan yang terjadi pada produksi baterai ABC jenis R6 yaitu volt rendah, jaket
lecet, can rusak, PE seal penyok dan PVC rusak terutama pada proses produksi.
Hal ini tentunya akan sangat memepengaruhi upaya PT. International Chemical
Industry Plant II untuk meningkatkan hasil produksinya atau paling tidak
mengurangi tingkat cacat (defect) yang terjadi sehingga keuntungan yang diraih
akan semakin meningkat.
Guna mencapai kondisi tersebut harus dilakukan perbaikan secara terus
menerus. Hal tersebut dapat dilaksanakan dengan menggunakan metode QCC
(Quality Qontrol Circle). Teknik ini menggunakan alat - alat dasar seven tools
seperti : check sheet, diagram pareto, histogram, diagram sebab akibat, stratifikasi,
scatter diagram (diagram sebar), dan control chart. Alat – alat ini membantu
memahami dan mengembangkan proses pengendalian maupun perbaikan kualitas.
Metode ini diharapkan mampu membantu untuk menyelesaikan permasalahan
1.2Perumusan Masalah
Berdasarkan latar belakang di atas masalah yang akan dibahas dalam penelitian
ini adalah “Bagaimana cara mengurangi defect pada proses produksi baterai ABC
jenis R6 di PT. International Chemical Industry Plant II Surabaya”.
1.3Batasan Masalah
Batasan masalah dalam penelitian ini diperlukan agar dalam pemecahan masalah
tidak menyimpang dari tujuan penelitian, serta untuk menghindari terlalu luasnya
permasalahan yang akan dipecahkan. Batasan – batasan yang dipergunakan dalam
penelitian ini adalah sebagai berikut :
1. Penelitian dilakukan terutama pada bagian produksi produk baterai ABC jenis R6
dengan jenis kecacatan volt rendah, jaket lecet, can rusak, PVC rusak dan PE Seal
penyok.
2. Tidak membahas masalah biaya.
3. Dalam pengolahan data tidak semua seven tools digunakan.
1.4Tujuan Penelitian
Sesuai dengan permasalahan yang ada maka tujuan dari penelitian ini adalah :
1. Mengidentifikasi Faktor – Faktor penyebab cacat / defect pada produk baterai
ABC jenis R6 di PT. International Chemical Industry Plant II Surabaya.
2. Memberikan usulan perbaikan untuk mengurangi kecacatan produk yang terjadi
1.5 Asumsi
Asumsi – asumsi yang digunakan dalam penelitian ini antara lain :
1. Pengadaan bahan baku dan material berjalan lancar.
2. Kondisi mesin pada saat proses produksi dalam kondisi baik.
1.6 Manfaat Penelitian
Manfaat yang dapat diambil dari penelitian yang dilakukan adalah sebagai
berikut:
1. Bagi Perusahaan
Memberikan masukan gambaran tentang faktor – faktor yang mempengaruhi kualitas
produk atau proses dan penyebab timbulnya cacat.
2. Bagi Penulis
Menambah wawasan dan kemampuan dalam mengaplikasikan ilmu – ilmu Teknik
Industri khususnya metode Quality Control Circle untuk memecahkan
masalah-masalah riil dalam dunia industri.
3. Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan agar berguna didalam
mengembangkan ilmu pengetahuan dan berguna sebagai pembandingan bagi
1.7Sistematika Penulisan
Sistematika Penulisan yang digunakan akan disesuaikan dengan yang ditetapkan
oleh pihak fakultas untuk memudahkan dalam pelaksanaan penelitian yaitu:
BAB I : PENDAHULUAN
Bab ini berisi tentang gambaran umum persoalan yang terdiri atas latar
belakang, rumusan masalah, batasan masalah, tujuan penelitian, asumsi,
manfaat penelitian dan sistematika penelitian.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang teori – teori dasar dan model – model konseptual
yang dijadikan sebagai acuan dalam menentukan tahapan-tahapan yang
dilakukan dalam proses pemecahan masalah yang dimulai dari identifikasi
masalah dan berakhir pada tahap penarikan kesimpulan dan pengusulan
saran-saran.
BAB III : METODE PENELITIAN
Bab ini berisi tentang tempat dan waktu penelitian, identifikasi variabel –
variabel serta, metode pengumpulan data, metode analisis data serta
langkah – langkah pemecahan masalah secara sistematis.
BAB IV : ANALISIS DAN PEMBAHASAN
Bab ini berisi tentang proses pengolahan data yang diperoleh dari
observasi, kemudian hasil dari pengolahan data tersebut dianalisis dan
BAB V : KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dan saran sebagai bahan pertimbangan.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
2.1 Konsep dan Definisi Kualitas
Proses kelahiran produk dimulai ketika desainer menerima informasi yang
diinginkan, diperlukan dan diharapkan oleh konsumen dan menerjemahkannya ke
dalam bentuk spesifikasi produk yang mencakup gambar, dimensi, toleransi,
material, proses, perkakas, dan alat bantu. Operator menggunakan informasi dari
desainer untuk membuat produk atau mengerjakannya pada proses permesinan.
Dalam usaha memuaskan konsumen, produk yang dipesan harus tiba dalam
jumlah, waktu, tempat, dan memberikan fungsi yang tepat untuk satu periode
waktu dan harga yang sesuai. Jadi dengan kata lain sasaran kebutuhan konsumen
adalah kualitas yang membangun keseimbangan yang tepat antara biaya produk
dan nilai yang diterima oleh konsumen. (Douglas C. Mountgomery, 1993, hal 1).
Ada dua segi umum tentang kualitas yaitu kualitas rancangan dan kualitas
kecocokan. Semua barang dan jasa dihasilkan dalam berbagai tingkat kualitas.
Kualitas rancangan adalah istilah teknik terkait dengan perbedaan dalam variasi
tingkat kualitas yang memang disengaja meliputi jenis bahan,daya tahan,
keandalan, misalnya semua mobil mempunyai tujuan dasar memberikan angkutan
yang aman bagi konsumen, tetapi mobil – mobil berbeda dalam ukuran,
penentuan, rupa, dan penampilan.Perbedaan – perbedaan ini adalah hasil
perbedaan rancangan yang disengaja antara jenis – jenis mobil itu, jenis bahan
yang digunakan dalam pembuatan, daya tahan dalam proses pembuatan,
penggerak, dan perlengkapan atau alat-alat yang lain. (Douglas C. Montgomery,
1993, Hal 2 ).
Kualitas kecocokan adalah seberapa baik produk yang sesuai dengan
spesifikasi dan kelonggaran yang diisyaratkan oleh rancangan. Kualitas
kecocokan dipengaruhi oleh banyak faktor, termasuk pemilihan proses
pembuatan, latihan dan pengawasan angkatan kerja, jenis sistem jaminan kualitas
(pengendalian proses, uji, aktivitas pemeriksaan) yang digunakan, seberapa jauh
prosedur jaminan kualitas ini diikuti, dan motivasi angkatan kerja untuk mencapai
kualitas. ( Douglas C. Montgomery, 1993, Hal 2 ).
2.1.1 Pengendalian Kualitas
Tiap produk mempunyai sejumlah unsur yang bersama-sama
menggambarkan kecocokan penggunaannya. Parameter - parameter ini biasanya
dinamakan ciri-ciri kualitas (quality characteristics). Ciri-ciri kualitas menurut
(Douglas C. Montgomery, 1993, hal 3) ada beberapa jenis :
1. Fisik : panjang, berat, voltage, kekentalan.
2. Indera : rasa, penampilan, warna.
3. Orientasi waktu : keandalan (dapat dipercaya), dapat dipelihara, dapat dirawat.
Pengendalian kualitas didefinisikan sebagai suatu sistem yang terdiri dari
pemeriksaan atau pengujian analisis dan tindakan-tindakan yang harus diambil
dengan memanfaatkan kombinasi seluruh peralatan dan teknik-teknik, guna
Dalam istilah “Kendali Kualitas”, mengandung pengertian bahwa
“Kualitas” bukan berarti terbaik di dunia industri kata itu berarti “terbaik dalam
memuaskan kebutuhan pelanggan tertentu” (Feigenbaum, 1983, hal 3).
Feigenbaum mengemukakan 2 hal penting dari kebutuhan konsumen
yaitu fungsi dan harga produk, dua syarat ini tercemin dalam beberapa
kondisi-kondisi produk, diantaranya :
1. Kondisi Spesifikasi dimensi dan karakteristik
2. Umur produk dan keandalan
3. Standar yang relevan
4. Biaya rekayasa, pembuatan dan mutu
5. Pembuatan (persyaratan produksi)
6. Fungsi, pemeliharaan dan pemasangan di lapangan
7. Biaya-biaya operasi dan pemakaian konsumen
Berdasarkan hal di atas jelaslah kualitas tidak hanya berkaitan dengan mutu
teknis produk, tetapi juga nilai ekonomisnya, sehingga kualitas menjadi faktor
dasar keputusan konsumen dalam produk dan jasa.
2.1.2 Tujuan Pengendalian Kualitas
Tujuan dari pengendalian kualitas adalah :
1. Pencapaian kebijaksanaan dan target perusahaan secara efisien.
2. Perbaikan hubungan manusia.
3. Peningkatan moral karyawan.
Dengan mengarahkan pada pencapaian tujuan - tujuan di atas akan terjadi
peningkatan produktivitas dan profitabilitas usaha. Secara spesifik dapat
dikatakan bahwa tujuan pengendalian kualitas adalah :
1. Memperbaiki kualitas produk yang dihasilkan.
2. Penurunan ongkos secara keseluruhan.
2.1.3 Kegiatan Pengendalian Kualitas
Kegiatan pengendalian kualitas pada dasarnya terdiri dari 4 langkah yaitu :
1. Menetapkan standar, yaitu standar kualitas biaya, standar kualitas prestasi
kerja, standar kualitas keamanan dan standar kualitas keandalan yang
diperlukan untuk suatu produk.
2. Menilai kesesuaian antara produk yang dibuat dengan standar.
3. Mengambil tindakan bila diperlukan, yaitu mencari penyebab timbulnya
masalah dan mencari pemecahan masalah.
4. Perencanaan peningkatan, berupa pengembangan usaha-usaha yang continue
untuk memperbaiki standar-standar biaya, prestasi keamanan dan keandalan.
Kegiatan pengendalian kualitas yang menunjang tercapainya standar
kualitas tertentu tersebut, melibatkan unsur – unsur manusia, mesin, peralatan,
spesifikasi dan metode pengujian.
Dengan adanya pengendalian diharapkan penyimpangan-penyimpangan
yang muncul dapat dikurangi dan proses dapat diarahkan pada tujuan yang
dicapai. Oleh karena itu fungsi pengendalian kualitas ini harus dilaksanakan
sebelum maupun pada saat pekerjaan pembuatan dilakukan (Feigenbaum, 1983,
2.1.4 Rekayasa Kualitas
Rekayasa kualitas dapat diartikan sebagai proses pengukuran yang
dilakukan selama perancangan produk atau proses. Kerangka dasar dari rekayasa
kualitas merupakan suatu hubungan antara dua disiplin ilmu yaitu teknik
perancangan dan manufaktur, dimana mencakup seluruh aktivitas pengendalian
kualitas dalam setiap fase dari penelitian dan pengembangan produk, perancangan
proses, perancangan produksi, dan kepuasan konsumen. (Irwan Soejanto, 2002,
hal 1)
Target dari metodologi rekayasa kualitas ini adalah untuk mencapai
seluruh target dari perbaikan terus menerus, penemuan yang dipercepat,
penyelesaian masalah dengan cepat, dan efektivitas biaya dalam meningkatkan
kualitas produk. Metodologi rekayasa kualitas dapat dibedakan menjadi 2 bagian
yaitu rekayasa kualitas secara off - line dan rekayasa kualitas secara on - line.
1. Rekayasa kualitas secara Off - Line.
Dalam rekayasa kualitas secara of – line, perancangan eksperimen
merupakan peralatan yang sangat fundamental terutama pada kegiatan penelitian
dan pengembangan produk. Teknik perancangan eksperimen pada dasarnya
melalui dua hal yaitu mengidentifikasi sumber dari variasi dan menentukan
perancangan proses yang optimal. Metodologi rekayasa kualitas secara off – line
terbagi dalam 3 tahap yaitu :
A. Perancangan Konsep
Phase ini berfungsi untuk dapat berhubungan dengan konsumen dan
teknis untuk merancang konsep produk yang unggul. Tahap ini merupakan tahap
pemunculan ide dalam kegiatan, phase ini antara lain :
Quality Function Deployment yaitu menterjemahkan keinginan konsumen ke
dalam istilah teknis.
Theory Of Inventative Problem Solving yaitu sebuah koleksi tool yang
didapatkan dari menganalisa literatur yang dapat berguna untuk
membangkitkan pemecahan yang inovatif terhadap masalah teknis.
Design Of Experiments yaitu eksperimen faktorial penuh dan faktorial parsial
dapat mengetahui efek dari beberapa parameter secara serentak.
B Perancangan Parameter
Phase ini berfungsi untuk mengoptimalisasi level dari faktor pengendali
terhadap efek yang ditimbulkan sehingga produk yang dihasilkan dapat tangguh.
Metode yang digunakan dalam phase ini antara lain :
Engineering Analysis yaitu menggunakan pelatihan, pengalaman, dan percobaan
untuk menemukan sumber variabilitas dan respon yang efektif.
The System P- Diagram yaitu suatu model yang tangguh untuk menggambarkan
dan menggolongkan berbagai parameter yang mempengaruhi output dari sistem.
Dynamic and Static Signal to Noise Optimatization yaitu mengoptimalkan suatu
perancangan parameter untuk mengurangi variabilitas menggunakan perhitungan
signal to noise ratio.
C. Perancangan Toleransi
Pada phase terakhir dari rekayasa kualitas secara off – line yaitu
matrik orthogonal, loss function, dan Anova untuk menyeimbangkan biaya dan
mutu dari suatu produk. Metode yang digunakan dalam phase ini antara lain :
Quality Loss Function yaitu persamaan yang menghubungkan variasi dari
performan biaya produk dengan level deviasi dari target.
Analysis Of Variance (Anova) yaitu suatu teknik statistik yang secara kuantitatif
menentukan kontribusi variasi total yang dibentuk dari setiap faktor kendali. Hal
ini dapat dipelajari dalam disiplin ilmu perancangan eksperimen.
Design Of Experiments yaitu eksperimen faktorial penuh dan faktorial parsial
dapat mengetahui efek dari beberapa parameter secara serentak.
2. Rekayasa Kualitas Secara On – Line
Rekayasa kualitas secara on – line merupakan suatu aktivitas untuk
mengamati dan mengendalikan kualitas pada setiap proses produksi secara
langsung. Aktivitas ini sangat penting dalam menjaga agar biaya produksi
menjadi rendah dan secara langsung dapat meningkatkan mutu produk. Beberapa
model yang digunakan dalam rekayasa kualitas secara on – line adalah :
Statistical Process Control yaitu melakukan pengamatan, pengendalian, dan
pengujian kepada setiap tahap proses produksi agar tidak terjadi penyimpangan
yang cukup besar.
Static Signal to Noise Ratio yaitu mereduksi variasi dengan menggunakan
variasi aplikasi dari robust design untuk memecahkan permasalahan dalam
2.2 Metode Perbaikan Kualitas
QCC (Quality Control Circle) merupakan pendekatan yang banyak
dipakai oleh perusahaan – perusahaan dalam melakukan perbaikan kualitas adalah
siklus atau daur PDCA yang merupakan singkatan dari Plan – Do – Check –
Action. Pendekatan ini diperkenalkan oleh W. E. Deming dan W. A. Shewhart,
sehingga siklus PDCA ini juga dikenal sebagai siklus deming atau siklus
pengendalian yang kemudian dalam perkembangannya lebih dikenal sebagai
delapan langkah perbaikan kualitas.
2.2.1 Delapan Langkah Perbaikan Kualitas
Sebelum menjelaskan mengenai delapan langkah perbaikan kualitas, maka
lebih baik harus dimengerti dahulu masalah PDCA. PDCA adalah simbol prinsip
pemecahan masalah secara berulang dengan membuat perbaikan langkah demi
langkah (step by step) dan mengulangi siklus perbaikan berulangkali.
Adapun pengertian secara lebih rinci dari masing – masing simbol tersebut
adalah sebagai berikut :
- Plan
Dalam plan ini dilakukan penentuan apa masalah dari suatu proses atau aktifitas,
data apa saja yang terkait, apa penyebabnya dan bagaimana cara memperbaiki.
- Do
- Check
Adalah kegiatan mengkonfirmasikan secara kuantitatif dan analitis bahwa
rencana perbaikan memang bekerja benar dan menghasilkan kinerja yang lebih
baik.
- Action
Adalah kegiatan membuat modifikasi proses di atas seperlunya, membuat
dokumentasi dan standarisasi dari proses yang diperbaiki serta menetapkan
rencana selanjutnya.
Plan Do
Act Check
Gambar 2.1 Siklus PDCA
Dalam Siklus PDCA terdapat umpan balik (feed back) untuk pengecekan
agar tidak kehilangan arah tujuan perbaikan. Dalam kondisi ini sangat penting
untuk segera menyampaikan (perbaikan) produk atau jasa kepada konsumen atau
ke proses berikutnya untuk memperoleh umpan balik.
Sedangkan mengenai ke Delapan Langkah Perbaikan Kualitas merupakan
suatu proses yang berurutan yang terdiri dari :
1. Mencari masalah
2. Menganalisa masalah
4. Membuat rencana perbaikan
5. Melaksanakan perbaikan
6. Memeriksa hasil perbaikan
7. Membuat standarisasi
8. Menentukan masalah berikutnya
Mencari masalah
Menganalisis masalah
Mencari penyebab
Melaksanakan perbaikan Memeriksa
hasil perbaikan Membuat
standarisasi Menentukan
masalah berikutnya
Membuat rencana perbaikan
Gambar 2.2 Delapan Langkah Perbaikan Kualitas
(Continuous Improvement)
1. Mencari Masalah
Untuk memulai langkah ini perlu dibentuk tim perbaikan mutu Quality
Improvement Team (QIT) atau gugus kendali mutu (GKM). Dalam melakukan
tugasnya tim GKM ini sebaiknya dibimbing oleh para manajer agar lebih terarah
dan efektif dalam proses mencari atau mengidentifikasi masalah. Setelah itu tim
GKM melakukan pengamatan terhadap semua masalah yang ada yaitu segala
sesuatu yang tidak memenuhi persyaratan yang telah ditentukan baik dari segi
biaya, mutu dan waktu. Disini dapat digunakan pendekatan yang disebut dengan
“orientasi kelemahan”. Orientasi kelemahan ini memfokuskan pada pengurangan
kesenjangan (gap) antara kinerja saat ini atau aktual dengan yang ditargetkan, hal
ini berarti bahwa dasar perbaikannya adalah menghilangkan kelemahan.
Selanjutnya tim GKM melakukan eksporasi masalah secara mendalam, hal
melalui brainstorming dilakukan dengan cara setiap anggota tim GKM diminta
mengungkapkan apa saja masalah yang diketahuinya. Seluruh masalah yang
terungkap dicatat dan selanjutnya diseleksi sehingga diperoleh satu masalah..
Dengan demikian pada langkah pertama ini, setelah semua masalah
teridentifikasi dilakukan pemilihan masalah. Dalam memilih masalah ini harus
mempertimbangkan dan memilih satu masalah yang paling besar dampaknya
kepada keseluruhan proses.
2. Menganalisis Masalah
Setelah masalah terpilih dengan tema tertentu, langkah berikutnya adalah
melakukan pengumpulan data dan analisa data. Langkah ini dapat menggunakan
beberapa alat bantu seperti : lembar data, stratifikasi, diagram pareto, histogram
dan diagram tebar. Lembar data (check sheet) dirancang untuk pengumpulan data.
Dengan membaca lembar ini diharapkan dapat memberikan gambaran tentang
jumlah kejadian dan akumulasi jumlah kejadian, memudahkan atau mempercepat
memahami bentuk permasalahan.
Dalam stratifikasi atau pengelompokan data ini, data yang ada
dikelompokkan berdasarkan keperluan analisa. Misalnya : jenis kelamin, usia,
penyebab, akibat, dan lain - lain. Dengan stratifikasi ini diharapkan dapat
mempermudah dan mempercepat analisa situasi dan masalah, membantu
menentukan sumber masalah serta mengurangi variabilitas data. Diagram pareto
ini terdiri dari grafik balok dikombinasikan dengan grafik garis yang
menunjukkan penjumlahan grafik balok tersebut dan dari sini dapat diketahui
masalah utama yang membutuhkan usaha perbaikan. Hal ini didasarkan pada
Alat bantu grafik ini bisa berupa grafik garis, balok, dan lingkaran. Grafik garis
biasanya menunjukkan satu atau lebih parameter terhadap waktu. Grafik balok
biasanya menunjukkan perbandingan dua atau lebih parameter terhadap kuantitas
atau jumlah. Sedang grafik lingkaran menunjukkan prosentase dua atau lebih
parameter. Alat bantu histogram ini adalah grafik balok yang menggambarkan
penyebaran dan sebagai hasil dari satu macam pengukuran atau suatu kejadian
atau proses. Dengan mempelajari gambaran penyebaran data ini bisa diidentifikasi
adanya pola penyimpangan data terhadap standart / spesifikasi mutu.
Alat bantu diagram tebar (scatter diagram) ini menggambarkan korelasi
atau hubungan antara dua variabel / faktor. Dari sini kita dapat melihat,
meramalkan dan menyimpulkan hubungan dua variabel. Dengan diketahuinya
korelasi antara dua variabel maka perubahan variabel yang satu dapat diketahui
atau dimanipulasi dari variabel yang lain.
3. Mencari Penyebab
Pada langkah ketiga ini dilakukan identifikasi segala sebab - sebab yang
mungkin dan dipilih beberapa yang berpengaruh besar kepada masalah yang
dibahas. Dengan melakukan analisa sebab – akibat ini dapat menggunakan alat
bantu seperti : diagram sebab - akibat (Ishikawa cause – and – effect diagram),
lembar data, grafik, brainstorming dan diagram aliran. Diagram ishikawa atau
yang disebut juga dengan fishbone diagram ini dapat menunjukkan hubungan
antara penyebab dengan akibatnya. Dengan diagram ini diharapkan menemukan
dan mengatasi penyebab masalah bukan gejalanya.
Dalam fishbone diagram dibuat penjabaran tulang utama dengan judul
Environment). Dengan teknik brainstorming team, pada setiap tulang utama tadi
dijabarkan semua aktivitas yang relevan sehingga merupakan cabang dan ranting
tulang serta ditulis apa aktivitas tersebut. Kemampuan membuat cabang hingga
“5 - Whys” dan ranting – ranting inilah akan menentukan kemudian alur
penelusuran (tracking) penyebab masalah hingga ke akarnya. Setelah semua
anggota tim GKM setuju dengan semua aktivitas dalam bentuk jumlah cabang dan
ranting bagi setiap tulang utama, maka brainstorming dilanjutkan dengan analisa
setiap tulang berikut cabang dan ranting – rantingnya untuk mencari akar
penyebab masalah. Hasil dari analisa di atas dibuat suatu table matriks seluruh
penyebab yang diperoleh, lalu disortir secara ilmiah untuk memperoleh penyebab
- penyebab dominan / utama. Penentuan penyebab dominan ini dimaksudkan
untuk memperoleh penyebab yang akan diambil guna perencanaan perbaikan atau
peningkatan kualitas.
4. Membuat Rencana Perbaikan
Setelah diketahui akar penyebabnya maka dengan demikian solusinya
dapat direncanakan dengan langsung membalik akar penyebab tersebut. Untuk
memudahkan pembalikan akar penyebab dituangkan dalam suatu model matriks
untuk perencanaan perbaikan mutu seperti tabel berikut ini.
Tabel 2.1 Matrik Rencana Perbaikan 5W + 1H No
(1)
Penyebab Dominan
(2)
Why Kenapa
(3)
What Apa
(4)
Where Dimana (5)
When Kapan (6)
Who Siapa
(7)
How Bagaimana
Keterangan :
Why ialah alasan “Mengapa diperlukan perbaikan terhadap penyebab”
What ialah “Apa rencana perbaikan untuk mencapai kondisi di (3)”
Where ialah “Lokasi yang tepat untuk melaksanakan perbaikan”
When ialah “Alokasi waktu yang diperkirakan untuk perbaikan”
Who ialah “Anggota tim yang melaksanakan perbaikan memperoleh data hasil
perbaikan dan melaporkan kemajuan perbaikan”
How ialah “Metode untuk memperbaiki faktor penyebab utama (2)”
Selanjutnya dengan teknik brainstorming para anggota tim GKM bersama
– sama mengisi semua kolom dan untuk How, berusaha mencari berbagai
alternatif metode dan memilih yang paling tepat. Dalam hal ini sebaiknya
melibatkan pula para karyawan yang akan memakai solusi tersebut untuk
memperoleh input yang konstuktif. Disamping itu, untuk mengarahkan rencana
perbaikan yang jelas perlu menentukan target dan kriteria sebagai berikut :
1. Mencapai tingkat perbaikan mutu yang diharapkan, bila semua penyebab
utama dapat dipecahkan.
2. Mencapai tingkat ketrampilan yang diharapkan dari tim GKM.
3. Benchmarking ke pesaing / GKM yang melakukan proses yang sama.
Target ini dapat dinyatakan dengan prosentase atau satuan / unit yang spesifik
sesuai dengan karakteristik masalah yang diperbaiki. Untuk hal ini perlu dibuat
matriks rencana pencapaian target.
5. Melaksanakan Rencana Perbaikan
Berikut ini beberapa hal penting mesti diperhatikan dalam melaksanakan
- Jadikan table 5W + 1H hasil dari langkah 4 di atas sebagai pegangan untuk
monitoring.
- Atasi hambatan yang muncul di lapangan, bila perlu konsultasi dengan atasan.
- Catat semua kejadian selama pelaksanaan perbaikan.
- Adakan pertemuan evaluasi secara teratur, untuk memastikan bahwa semua
rencana dilakukan secara konsisten.
Apabila semua rencana pada langkah 4 dilakukan dengan benar maka 50 % dari
implementasi perbaikan dapat dikatakan sudah “ditangan”. Namun demikian tidak
menutup kemungkinan masih terjadinya kesalahan akibat faktor manusia, proses
atau teknis. Dari sini akan diperoleh trial & error check yang akan menjadi
pelajaran yang berharga bagi anggota tim GKM untuk meningkatkan kemampuan
dan ketrampilan perbaikan, agar dapat menghindari kesalahan – kesalahan yang
sama pada proses perbaikan untuk masalah berikutnya.
Perlu ditekankan kembali disini bahwa penguasaan proses perbaikan yang
benar adalah jauh lebih penting daripada hasil akhirnya. Artinya tim GKM harus
berorientasi proses (task oriented) dan bukan berorientasi pada hasil akhir (result
oriented) biasanya cenderung untuk mengambil tindakan “potong jalan” karena
ingin cepat memperoleh hasil dengan mengabaikan proses yang benar. Tindakan
semacam ini tentu tidak akan memberikan pelajaran yang berharga bagi anggota
tim maupun anggota baru berikutnya. Dalam implementasi rencana perbaikan
perlu dilakukan heck point terhadap hal – hal sebagai berikut :
- Apakah karyawan yang akan memakai solusi terlibat dalam perencanaan
solusi ?
- Apakah umpan balik diperoleh dengan cepat ?
- Apakah ada efek sampingan yang lebih berat ketimbang keuntungan solusi ?
6. Memeriksa Hasil Perbaikan
Setelah mengimplementasikan suatu solusi maka harus diperiksa apakah
solusi tersebut memang memecahkan masalah atau mencapai target yang
direncanakan.. Misalnya, suatu grafik yang menunjukkan kerusakan menurun
dalam suatu kurun waktu menunjukkan adanya perbaikan. Pemeriksaan hasil
perbaikan dapat pula dilakukan dengan cara membandingkan hasil yang dicapai
setelah perbaikan dengan hasil sebelum perbaikan. Dalam membandingkan tentu
harus menggunakan cara pengukuran yang sama, sehingga hasilnya dapat jelas
terlihat apakah ada perbaikan atau tidak.
Evaluasi hasil ini sangat penting untuk mengetahui apakah masalah sudah
diatasi dan target tercapai, penuh atau parsial, dan mengapa hal tersebut bisa
terjadi. Bila target tercapai secara parsial, apakah harus revisi ulang rencana
perbaikan ? Hal ini tentu saja harus dicek ulang dan diperbaiki lagi. Bila target
memang tercapai, apakah penentuan target sudah benar, artinya tidak terlalu
rendah ? Adapun alat bantu yang mungkin dapat digunakan dalam pemeriksaan
hasil implementasi rencana perbaikan antara lain : lembar periksa dan diagram
pareto. Seluruh kegiatan evaluasi di atas dibutuhkan dan disampaikan kepada
manajemen puncak untuk disetujui. Setelah manajemen dan tim bertanggung
jawab untuk mengimplementasikan serta pemakaiannya.
7. Membuat Standarisasi
Setelah perbaikan diuji coba dan tidak menimbulkan efek samping yang
- Untuk proses dalam bentuk prosedur tetap / SOP baru.
- Untuk kualitas dalam bentuk standar spesifikasi baru.
- Untuk hasil – hasil akhir dalam bentuk performance yang baru.
Buatlah sebuah pemberitahuan resmi kepada semua bagian terkait ditanda tangani
oleh atasan anda agar cara – cara perbaikan yang telah dilaksanakan menjadi
standar kerja baru untuk mencapai hasil kerja yang dikehendaki. Jadikan
pencapaian perbaikan ini sebagai standart minimal yang harus dipertahankan.
8. Menentukan Masalah Berikutnya
Pada langkah kedelapan ini ada dua penting yaitu : pertama, lakukan
refleksi atas pengalaman yang diperoleh dari langkah 1 s/d ke 7, apa saja yang
tidak berjalan lancar dari setiap langkah tersebut. Apa saja kesalahan yang terjadi
dan apa sebab bisa terjadi, bagaimana dicari jalan keluar, bagaimana kerja sama
tim mengatasi masalah – masalah tersebut atau konflik yang terjadi secara intern.
Bagaimana tingkat kesulitan yang dihadapi dan ketrampilan tim GKM saat itu.
Bagaimana fasilitator telah / kurang membantu / membimbing dalam identifikasi
masalah serta meningkatkan motivasi tim, dan akhirnya apakah tim GKM telah
memperoleh pengalaman yang berharga sehingga lebih matang dan siap untuk
menghadapi tantangan masalah yang jauh lebih sulit.
Kedua, tim GKM menentukan tema masalah baru atau berikutnya melalui
suatu perencanaan yang matang sesuai dengan prinsip “continuous
improvement”. Perencanaan ini tentu harus konsisten dengan rencana perusahaan
jangka panjang yang memfokuskan pada kepuasan konsumen dan strategi
marketing, terutama untuk pengembangan produk / jasa baru dalam rangka
2.2.2 Seven Tools
Alat – alat pengendalian proses statistik merupakan kebutuhan mutlak
untuk membantu memahami dan mengembangkan proses pengendalian maupun
perbaikan kualitas. Alat – alat ini membantu tim untuk berkomunikasi, berbagi
dan mendokumentasikan ide – ide, memahami variasi dan mengukur akibat dari
perubahan – perubahan proses. (Dorothea Wahyu Ariani, 2003, hal 5)
Berdasarkan pengalamannya dalam dunia perindustrian di Jepang,
Ishikawa menyatakan bahwa sebanyak 95 % permasalahan mengenai kualitas
yang berhubungan dengan pabrik dapat diselesaikan dengan 7 alat dasar yang
selanjutnya disebut sebagai Seven Tools, yaitu :
1. Check sheet
2. Pareto analysis
3. Histogram
4. Cause – effect diagram
5. Stratifikasi
6. Scatter diagram
7. Control chart
Disini akan dijelaskan secara mendetail tentang ketujuh alat pengendali
kualitas tersebut sebagai berikut :
1. Check Sheet
Dalam TQM, data diibaratkan sebagai bahan bakar yang digunakan pada
suatu mesin. Check sheet merupakan alat pengumpul dan analisis data. Tujuan
tujuan – tujuan tertentu dan menyajikannya dalam bentuk yang komunikatif
sehingga dapat dikonversi menjadi informasi.
Tabel 2.2 Chek sheet
Jenis Kesalahan Jumlah kesalahan dalam enam bulan Total
Retak
Pecah
Berrongga
IIIII IIIII IIIII IIIII IIIII IIIII
IIIII IIIII IIIII IIIII
IIIII IIIII IIIII
30
20
15
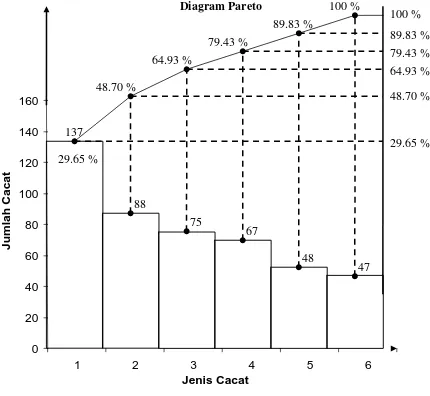
2. Pareto Analysis
Diagram ini diperkenalkan pertama kali oleh seorang ahli ekonomi dari
Italia bernama VILFREDO PARETO (1848 - 1923). Diagram pareto dibuat untuk
menemukan masalah atau penyebab yang merupakan kunci dalam penyelesaian
masalah dan perbandingan terhadap keseluruhan. Dengan mengetahui penyebab –
penyebab yang dominan yang seharusnya pertama kali diatasi, maka kita akan
bisa menetapkan prioritas perbaikan. Perbaikan atau tindakan koreksi pada faktor
penyebab yang dominan ini akan membawa akibat / pengaruh yang lebih besar
dibandingkan dengan penyelesaian penyebab yang tidak berarti. Prinsip pareto
adalah “sedikit tetapi penting, banyak tetapi remeh”. Kegunaan dari diagram
pareto ini adalah :
1. Menunjukkan persoalan utama yang dominan dan perlu segera diatasi.
2. Menyatakan perbandingan masing – masing persoalan yang ada dan
kumulatif secara keseluruhan.
3. Menunjukkan tingkat perbaikan setelah tindakan koreksi dilakukan pada
4. Menunjukkan perbandingan masing – masing persoalan dan sesudah
perbaikan.
Menurut Mitra (1993) dan Besterfield (1998) proses penyusunan Diagram Pareto
meliputi enam langkah yaitu :
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan
masalah, penyebab, jenis ketidaksesuaian, dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik –
karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yang
terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing
– masing masalah. Mengidentifikasi beberapa hal yang penting untuk
48.70 %
29.65 % 100 %
89.83 %
79.43 %
64.93 %
48.70 %
29.65 %
47 48
67 75
88 137
Diagram Pareto
100 %
89.83 %
79.43 %
64.93 %
160
140
120
Jumlah Cacat
100
80
60
40
20
0
1 2 3 4
Jenis Cacat
[image:35.595.128.558.90.486.2]5 6
Gambar 2.3 Diagram Pareto
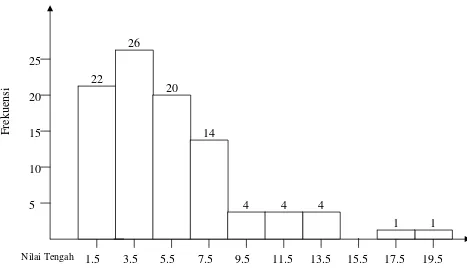
3. Histogram
Histogram merupakan suatu diagram yang dapat menggambarkan
penyebaran atau standar deviasi suatu proses. Data frekuensi yang diperoleh dari
pengukuran menunjukkan suatu puncak pada suatu lini tertentu. Variasi ciri khas
kualitas yang dihasilkan disebut distribusi. Angka yang menggambarkan frekuensi
dalam bentuk batang disebut histograin. Alat tersebut terutama digunakan untuk
menentukan masalah dengan memeriksa bentuk dispersi, nilai rata – rata, dan sifat
1. Menentukan batas – batas observasi, misalnya perbedaan antara nilai terbesar
dan terkecil.
2. Memilih kelas – kelas atau sel – sel. Biasanya dalam menentukan banyaknya
kelas, apabila n menunjukkan banyaknya data, maka banyaknya kelas
ditunjukkan dengan n.
3. Menentukan lebar kelas – kelas tersebut. Biasanya semua kelas mempunyai
lebar yang sama. Lebar kelas ditentukan dengan membagi range dengan
banyaknya kelas.
4. Menentukan batas – batas kelas. Tentukan banyaknya observasi pada masing –
masing kelas dan yakinkan bahwa kelas – kelas tersebut tidak saling tumpang
tindih.
5. Menggambar frekuensi histogram dan menyusun diagram batangnya.
1 1 22
26
20
14
4 4 4 25
20
10 15
Frekuensi
5
[image:36.595.101.568.442.716.2]Nilai Tengah 1.5 3.5 5.5 7.5 9.5 11.5 13.5 15.5 17.5 19.5
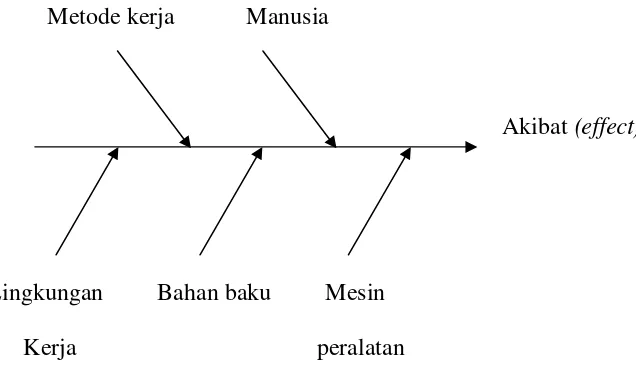
4. Cause and Effect Diagram (Diagram sebab akibat)
Diagram sebab akibat adalah sejumlah garis dan simbol yang
menggambarkan hubungan antara akibat (atau persoalan yang telah dipilih) dan
penyebabnya. Diagram arus mencapai tujuan yang sama dengan membuat
serangkaian langkah / kotak. Diagram sebab akibat juga dikenal dengan nama
analisis tulang ikan / diagram ishikawa (menurut nama Profesor Kaoru Ishikawa
dari Universitas Tokyo, yang pertama kali menggunakan metode ini pada pabrik
baja Fikai pada tahun 1953).
Diagram ini berguna untuk menganalisa dan menemukan faktor – faktor
yang berpengaruh secara signifikan di dalam menentukan karakteristik kualitas
output kerja. Disamping juga untuk mencari penyebab – penyebab yang
sesungguhnya dari suatu masalah. Dalam hal ini metode sumbang saran
(brainstorming method) akan cukup efektif digunakan untuk mencari faktor –
faktor penyebab terjadinya penyimpangan kerja secara detail.
Ada empat prinsip sumbang saran yang bisa diperhatikan yaitu :
- Jangan melarang seseorang untuk bicara
- Jangan mengkritik pendapat orang lain
- Semakin banyak pendapat, maka hasil akhir akan semakin baik
- Ambillah manfaat dari ide atau pendapat orang lain.
Untuk mencari faktor – faktor penyebab terjadinya penyimpangan kualitas
hasil kerja, maka orang akan selalu mendapatkan bahwa ada 5 faktor penyebab
utama yang signifikan yang perlu diperhatikan yaitu :
- Manusia (Man)
- Mesin atau peralatan kerja lainnya (Machine / equipment)
- Bahan – bahan baku (raw materials)
- Lingkungan kerja (work environment)
Hubungan penyimpangan kualitas dengan faktor – faktor penyebab
tersebut dapat digambarkan dalam diagram berikut :
Metode kerja Manusia
Akibat (effect)
Lingkungan Bahan baku Mesin
Kerja peralatan
[image:38.595.168.486.222.406.2]Sebab (cause)
Gambar 2.5 Fish Bone Diagram
Akibat (effect) = kualitas hasil kerja
Sebab (cause) = faktor – faktor yang secara signifikan memberikan pengaruh
dan mengakibatkan sesuatu pada kualitas output kerja.
5. Stratifikasi
Stratifikasi merupakan teknik pengelompokan data ke dalam kategori –
kategori tertentu agar data dapat menggambarkan permasalahan secara jelas
sehingga kesimpulan – kesimpulan dapat lebih mudah diambil. Kategori –
kategori yang dibentuk meliputi data relatif terhadap lingkungan, sumber daya
manusia yang terlibat, mesin yang digunakan dalam proses, bahan baku, dan lain
Tabel 2.3 Stratifikasi
Operator Jenis
Kesalahan A B C D
Total 1 2 3 Total 0 1 2 3 0 0 1 1 1 2 2 5 2 4 2 8 3 7 7 17
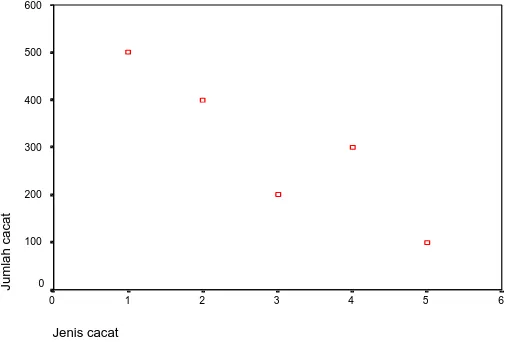
6. Scatter Diagram
Diagram acak / scatter plot, biasanya ditunjukkan pada diagram yang
menunjukkan hubungan X – Y, memberikan gambaran mengenai hubungan 2
variabel, seperti contohnya temperatur dengan tekanan udara. Hubungan tersebut
dapat merupakan penggambaran, apabila sebuah variabel meningkat maka
variabel lain akan meningkat pula (korelasi positif) atau dapat pula menyatakan
tidak adanya hubungan langsung atau bahkan hubungan negatif antara 2 variabel
tersebut. Jenis cacat 6 5 4 3 2 1 0 Jumlah cacat 600 500 400 300 200 100 0
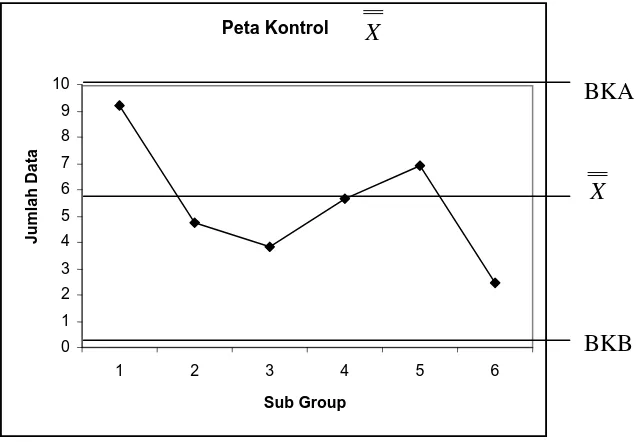
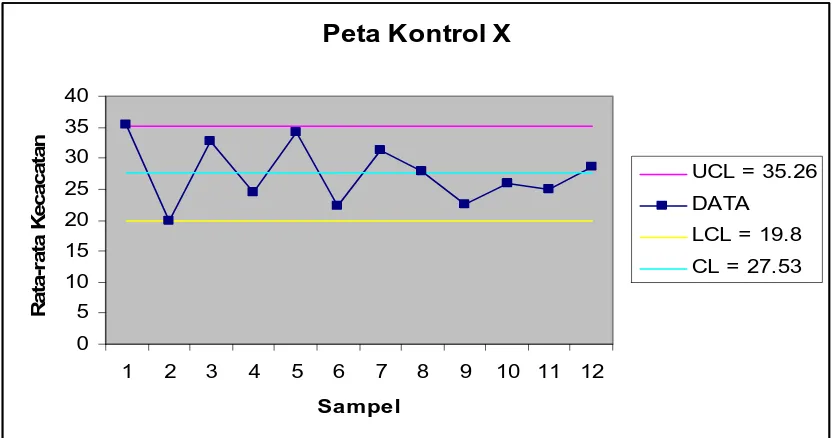
[image:39.595.166.421.521.692.2]7. Control Chart
Control chart adalah grafik yang digunakan untuk menentukan apakah
suatu proses berada dalam keadaan in control atau out of control limit yang
meliputi batas atas (upper control limit) dan batas bawah (lower control limit)
dapat membantu kita untuk menggambarkan performansi yang diharapkan dari
suatu proses yang menunjukkan bahwa proses tersebut konsisten. Dengan
mengetahui kondisi proses, maka kita dapat mengetahui sumber variasi proses,
apakah merupakan common cause atau special cause. Apabila merupakan special
cause, kita dapat mengadakan perubahan tanpa mengubah proses secara
keseluruhan, tetapi bila merupakan common cause maka kita dapat mengadakan
perubahan. Dalam siklus PDCA control chart digunakan dalam tahap pelaksanaan
(do) dan pengujian (check). (Sudjana, 1996, hal 425)
Formulasi Peta Kontrol X
A2 = 0.48
R A X BKA 2.
X Cl
Peta Kontrol
0 1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6
Sub Group
Jumla
h
Da
ta
X
BKB BKA
[image:41.595.156.477.87.308.2]X
Gambar 2.7 Peta control X
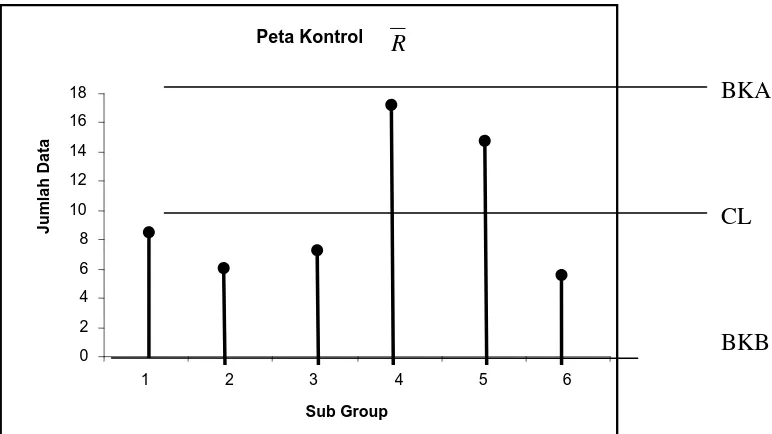
Formulasi Peta Kontrol R
D3 = 0
D4 = 2.004
BKA = D4 x R
CL = R
Jumla
h
Da
ta
Sub Group
18 16 14 12
0 2 4 6 8 10
Peta Kontrol
1 2 3 4 5 6
CL
BKB BKA
[image:42.595.153.539.83.300.2]R
Gambar 2.8 Peta Kontrol R
Untuk menyusun peta pengendali proses statistik untuk data atribut diperlukan
beberapa langkah. Menurut Besterfield (1998), langkah tersebut meliputi :
1. Menentukan sasaran yang akan dicapai.
Sasaran ini akan mempengaruhi jenis peta pengendali kualitas proses statistik
data atribut mana yang harus digunakan. Hal ini tentu saja dipengaruhi oleh
karakteristik kualitas suatu produk dan proses, apakah proporsi atau banyaknya
ketidaksesuaian dalam sampel atau sub kelompok, ataukah bagian
ketidaksesuaian dari suatu unit setiap kali mengadakan observasi.
2. Menentukan banyaknya sampel dan banyaknya observasi.
Banyaknya sampel yang diambil akan mempengaruhi jenis peta pengendali
disamping karakteristik kualitasnya.
3. Mengumpulkan data
Data yang dikumpulkan tentu disesuaikan dengan jenis peta pengendali.
yang dikumpulkan juga harus diatur dalam bentuk proporsi kesalahan terhadap
banyaknya sampel yang diambil.
4. Menentukan garis pusat dan batas – batas pengendali.
Penentuan garis pusat dan batas – batas pengendali akan ditunjukkan secara
rinci pada sub bagian berikut ini, pada masing – masing peta pengendali.
Biasanya, perusahaan menggunakan 3 sebagai batas – batas pengendaliya.
5. Merevisi garis pusat dan batas – batas pengendalinya.
Revisi terhadap garis pusat dan batas – batas pengendali dilakukan apabila
dalam peta pengendali kualitas proses statistik untuk data atribut terdapat data
yang berada di luar batas pengendali statistik (out of statistical control) dan
diketahui kondisi tersebut disebabkan karena penyebab khusus. Demikian pula,
data yang berada di bawah garis batas pengendali bawah apabila ditemukan
penyebab khusus di dalamnya tentu juga diadakan revisi.
Formulasi yang digunakan pengendalian kualitas proses statistik untuk data
atribut adalah
Mengetahui proporsi kesalahan atau cacat pada sampel atau sub kelompok untuk
setiap kali melakukan observasi :
P =
n x
Di mana p = proporsi kesalahan dalam setiap sampel
x = banyaknya produk yang salah dalam setiap sampel
Garis pusat (center line) peta pengendali proporsi kesalahan adalah
GP p = p=
g n
xi
g
i .
1
Di mana :
p= garis pusat peta pengendali proporsi kesalahan
pi = proporsi kesalahan setiap sampel atau sub kelompok dalam setiap observasi
n = banyaknya sampel yang diambil setiap kali observasi
g = banyaknya observasi yang dilakukan
Sedangkan batas pengendali atas (BPA) dan batas pengendali bawah
(BPB) untuk peta pengendali proporsi kesalahan adalah
BPA p = p + 3 n
p p(1 )
BPB p = p- 3 n
p p(1 )
Apabila banyaknya sampel atau sub kelompok yang diambil setiap kali
observasi sama, maka dapat digunakan pula peta pengendali banyaknya
kesalahan (np– chart). Adapun langkah – langkah dan formulasi yang digunakan
dalam peta pengendali banyaknya kesalahan (np – chart) adalah
GP np = np- 3 g
xi g
i
1
Di mana :
n p= garis pusat untuk peta pengendali banyaknya kesalahan
xi = banyaknya kesalahan dalam setiap sampel atau dalam setiap kali observasi
Standar deviasi untuk peta pengendali banyaknya kesalahan (np – chart) adalah
np = np(1 p)
Oleh karenanya batas pengendali atas (BPA) dan batas pengendali bawahnya
(BPB) menjadi :
BPA np = np+ 3 np(1 p)
BPB np = np- 3 np(1p)
2.2.3 Analisis Kemampuan Proses
Analisis kemampuan proses dilakukan untuk memenuhi berbagai alasan,
misalnya menanggapi permintaan pelanggan mengenai indeks kemampuan proses
perusahaan atau mengadakan evaluasi terhadap proses untuk mengadakan
perbaikan kualitas. (Dorothea Wahyu Ariani, 2003, hal 50)
Cara membuat analisis kemampuan proses, antara lain :
1. Rasio kemampuan proses atau indeks kemampuan roses atau nilai Cp
Apabila proses berada dalam batas pengendali statistik dengan peta
kendali proses statistik normal dan rata – rata proses terpusat pada target, maka
rasio kemampuan proses atau indeks kemampuan proses dapat dihitung dengan :
RKP atau IKP =
6
BSB BSA
BSA dan BSB adalah batas toleransi yang ditetapkan konsumen yang
harus dipenuhi oleh produsen. Dari hasil perhitungan tersebut apabila :
RKP atau IKP > 1 berarti proses masih baik (capable)
RKP atau IKP < 1 berarti proses tidak baik (not capable)
2. Index kemampuan proses atas dan kemampuan proses bawah (upper and low
capability index)
KPA =
3
BSA
KPB =
3
BSB
Di mana merupakan rata – rata proses.
KPA adalah perbandingan dari rentang atas rata – rata, sedang KPB adalah
perbandingan rentang bawah rata – rata. Baik RKP, KPA maupun KPB digunakan
untuk mengevaluasi batas spesifikasi yang ditentukan. Selain itu, ketiga dapat
digunakan dalam mengevaluasi kinerja proses relatif terhadap batas – batas
spesifikasi. Hal ini juga dapat membantu penentuan parameter proses. Indeks
kemampuan proses (RKP) menunjukkan kemampuan proses yang potensial.
3. Indeks kemampuan proses Cpk
Nilai Cpk diformulasikan dengan :
Cpk = min
3
BSA
,
3
BSB
= min KPA, KPB
Bila Cpk 1 maka proses disebut baik, bila Cpk < 1 maka proses disebut
kurang baik. Indeks Cpk menunjukkan skala jarak relatif dengan 3 standar
deviasi. Nilai Cpk ini menunjukkan kemampuan sesungguhnya dari proses dengan
nilai – nilai parameter yang ada. Apabila nilai rata – rata yang sesungguhnya sama
dengan titik tengah, maka sebenarnya nilai Cpk = IKP atau nilai Cp. Semakin
tinggi indeks kemampuan proses maka semakin sedikit produk yang berada di
luar batas – batas spesifikasi. Dalam penilaian pemasok, beberapa organisasi
dibutuhkan oleh pemasok untuk komoditas yang dibeli. Nilai Cpk dapat juga
dihitung seputar nilai target daripada rata – rata yang sesungguhnya. Nilai indeks
tersebut disebut dengan Cpm atau indeks Taguchi, yang memfokuskan pada
pengurangan variasi dari nilai target, bukan pengurangan variabilitas untuk
memenuhi spesifikasi.
2.2.4 Produk Baterai
Baterai merupakan penghasil arus listrik secara langsung dari reaksi
antara zat kimia dalam baterai. Semua baterai mengandung cairan korosif atau
semi liquid Electrolyte yang merupakan asam kuat atau basa kuat. Selain itu
baterai mengandung logam seperti cadmium, timah, lithium dan potassium.
Logam – logam ini bersifat racun dan mencemari lingkungan.
Tipe baterai yang dibedakan dari persepsi konsumen adalah sebagai
berikut :
1. Dapat diisi ulang (Rechargeable) atau secondary cells
Ditujukan untuk pemakaian berulang – ulang setelah zat kimia dalam
baterai bereaksi. Baterai dapat digunakan kembali dengan memberikan arus
listrik yang akan merubah zat kimia dalam baterai kembali ke bentuk awal.
Baterai tipe ini memerlukan alat Recharges.
2. Tidak dapat diisi ulang (non-Rechargeable) atau primary cells.
Hanya ditujukan untuk sekali pakai. Jika zat kimia yang terkandung
dalam baterai telah habis terpakai maka baterai tidak dapat digunakan
kembali. Tipe baterai ini cenderung berukuran kecil dan dipakai dalam jangka
Baterai terdiri dari beberapa jenis. Perbedaan tiap jenis dapat dilihat dari
komponen penyusun, ukuran dan voltase yang dihasilkan. Salah satu tipe baterai
dry cell adalah tipe carbon zinc. Baterai carbon zinc merupakan tipe baterai
pertama yang telah lama digunakan. Baterai ini tidak dapat diisi ulang karena
reaksi kimia yang terjadi dalam baterai telah berubah. Pada kutub positif (anoda)
mengandung zinc dan kutub negatif (katoda) mengandung mangan. Elektrolit
digunakan adalah larutan dari ammnium chloride dan zinc chloride. Ammonium
chloride dapat menyebabkan iritasi pada mata dan zinc chloride merupakan
material yang bersifat krosif. Baterai yang telah tidak dapat dipakai atau yang
disimpan pada suhu dibawah 1300 F masih terus mengeluarkan gas hydrogen.
Zinc carbon yang terkandung dalam baterai dry cell dapat diproses ulang dengan
peleburan dan proses thermal matulurgy untuk mengembangkan kadar logamnya
(khususnya zinc) (Wikipedia, 2007).
Bahan Baku pembuatan baterai diantaranya :
1. EMD
2. NMD
3. Acetylene Black
4. Zinc Chloride 40 %
5. Carbon Rod R6
Mesin yang digunakan dalam pembuatan baterai R6 yaitu :
1. Mesin Mixer
2. Mesin Tamping
3. Mesin Hooper dan Es Filling
5. Mesin Washer
6. Mesin Pressing
7. Mesin Rearrangging
8. Mesin Curling Inserting
9. Mesin Sealing Compound
10. Mesin PE Seal Fitting
11. Mesin Bottom Pollising
12. Mesin PVC Tube Inserting
13. Mesin boldisier (Pemanas)
14. Mesin Capping
15. Mesin Jacket atau CIM
16. Mesin Crimping
17. Mesin Selecting
18. Mesin Shrinkwrap
2.2.5 Proses Produksi Baterai
Proses pembentukan komponen awal yang masih berupa material awal
yang berupa kaleng yang berbentuk silinder dan terbuat dari seng kemudian
proses pemberian paperline dan bottom washer. Proses selanjutnya pembentukan
bubuk black mix sehingga menjadi silinder kecil yang dimasukkan ke dalam can.
Proses berikutnya yaitu first Assembly meliputi proses pemberian cairan
electrolyte solution pada black mix agar tidak lengket pada paperline dan bottom
washer kemudian pemasangan carbon rod setelah itu pembengkokan bagian can
selanjutnya pemberian sealing compound yang merupakan bahan perekat
bottom dan dilanjutkan dengan pelapisan bagian kluar dengan PVC tube setelah
itu pemberian metal top kemudian pemberian PVC ring putih pada kutub negatif
dan ring merah pada kutub positif. Setelah proses assembly baterai selesai
dilakukan, baterai didiamkan selama 22 jam setelah 22 jam dilakukan proses
selecting untuk mengetahui kualitas dari baterai yang diproduksi kemudian proses
terakhir yaitu packaging.
2.3 Penelitian Terdahulu
Penelitian – penelitian sebelumnya :
1. Khoirul Anam 2003 : Penelitian dengan judul Analisa Defect pada produksi
genteng dengan metode QCC (Quality Control Circle) dan seven tools di PT
Varia Usaha Beton Waru-Sidoarjo. Penelitiannya menyimpulkan bahwa
dengan QCC mampu menemukan penyebab – penyebab utama defect dan
menurunkan cacat kritis. Persamaan penelitian ini dengan penelitian terdahulu
adalah sama – sama menggunakan seven tools sebagai alat analisis.
Sedangkan perbedaannya adalah penelitian ini menggunakan baterai sebagai
obyek penelitiannya sedangkan penelitian terdahulu menggunakan genteng
sebagai obyek penelitiannya.
2. Fandi Afrizon 2004 : Penelitian dengan judul Analisa jenis Defect produksi
kemeja pada proses sewing line leratai dengan metode QCC (Quality Control
Circle) di PT. Cipta Busana Jaya Gedangan Sidoarjo. Penelitiannya
menyimpulkan bahwa fokus perbaikan proses yang paling utama ditujukan
untuk memberikan pelatihan, pembinaan dan pengawasan kepada operator
berdasarkan dari analisa kecacatan demi kelancaran proses produksi dan
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Dalam penelitian ini pengumpulan data dilakukan pada PT International
Chemical Industry Plant II yang terletak di Jl. Rungkut Industry II no 12
Surabaya. Pengambilan data dilakukan pada bulan Agustus 2009 sampai dengan
data yang diperlukan telah memenuhi.
3.2 Identifikasi dan Definisi Operasional Variabel
Dalam identifikasi variabel – variabel yang didapatkan berdasarkan data
dari perusahaan yang digunakan dalam perhitungan seven tools beserta definisi
operasionalnya. Variabel – variabel tersebut adalah sebagai berikut :
3.2.1 Variabel bebas
Yaitu variabel yang diduga mempengaruhi variasi perubahan nilai variabel
terikat, meliputi :
1. Faktor operator
Keahlian, kesungguhan dan ketelitian operator dalam bekerja disini sangat
mempengaruhi kualitas produk baterai ABC yang dihasilkan terutama pada
2. Faktor mesin
Mesin produksi yang kurang optimal akan menyebabkan hasil akhir dari
produk kurang maksimal sehingga perlu diadakan perbaikan.
3. Faktor kualitas bahan baku
Jenis bahan baku yang mempunyai kualitas berbeda dapat mempengaruhi
produk yang dihasilkan. Bahan baku yang kurang baik akan menyebabkan
produk memiliki kualitas yang tidak sesuai dengan spesifikasi yang telah
ditentukan.
4. Metode
Metode kerja dalam pencampuran material harus diperhatikan oleh operator
agar didapatkan produk yang memiliki mutu yang baik.
3.2.2 Variabel Terikat
Yaitu variabel yang nilainya tergantung dari variasi perubahan variabel
bebas.
3.3 Metode Pengumpulan Data
Sebelum diadakan pembahasan pada masalah yang dihadapi, maka
diperlukan pengumpulan data yang ada di bagian produksi. Data yang digunakan
dalam penelitian ini, yaitu :
1. Data primer
Yaitu data yang dikumpulkan sendiri oleh penulis untuk mendapatkan data
– data yang relevan untuk memperkuat penulisan, maka penulisan menggunakan
cara :
1. Interview
Yaitu pengumpulan data dengan mengadakan wawancara langsung pada
pihak – pihak yang berhubungan dengan penelitian ini.
2. Observasi
Yaitu mengadakan pengamatan secara langsung dan pengukuran obyek
penelitian.
2. Data sekunder
Yaitu pengumpulan data dengan menggunakan data – data dari dokumen
(arsip) perusahaan yang berkaitan dengan obyek penelitian. Dokumen – dokumen
ini merupakan arsip yang dikumpulkan untuk penelitian ini, serta diperoleh dari
3.4 Metode Pengolahan Data
Setelah masalah terpilih dengan melakukan pengumpulan data maka
dilakukan pengolahan data. Pengolahan data dilakukan dengan menggunakan
seven tools seperti : diagram pareto, histogram, diagram sebab akibat, dan control
chart serta menggunakan software Excel.
1. Pareto Analysis
Diagram pareto dibuat untuk menemukan masalah atau penyebab yang
merupakan kunci dalam penyelesaian masalah dan perbandingan terhadap
keseluruhan. Dengan mengetahui penyebab – penyebab yang dominan yang
seharusnya pertama kali diatasi, maka kita akan bisa menetapkan prioritas
perbaikan.
2. Histogram
Histogram merupakan suatu diagram yang dapat menggambarkan
penyebaran atau standar deviasi suatu proses. Data frekuensi yang diperoleh dari
pengukuran menunjukkan suatu puncak pada suatu lini tertentu. Variasi ciri khas
kualitas yang dihasilkan disebut distribusi. Angka yang menggambarkan frekuensi
dalam bentuk batang disebut histograin. Alat tersebut terutama digunakan untuk
menentukan masalah dengan memeriksa bentuk dispersi, nilai rata – rata, dan sifat
dispersi.
3. Cause and Effect Diagram (Diagram sebab akibat)
Diagram sebab akibat adalah sejumlah garis dan simbol yang
menggambarkan hubungan antara akibat (atau persoalan yang telah dipilih) dan
penyebabnya. Diagram ini berguna untuk menganalisa dan menemukan faktor –
kualitas output kerja, disamping juga untuk mencari penyebab – penyebab yang
sesungguhnya dari suatu masalah.
4. Control Chart
Control chart adalah grafik yang digunakan untuk menentukan apakah
suatu proses berada dalam keadaan in control atau out of control limit yang
meliputi batas atas (upper control limit) dan batas bawah (lower control limit)
dapat membantu kita untuk menggambarkan performansi yang diharapkan dari
3.5. Langkah – langkah Penelitian dan Pemecahan Masalah Mulai
Studi Lapangan Studi Pustaka
Perumusan Masalah
Analisa Masalah :
Diagram Pareto, Histogram, Peta control Pengumpulan data :
Uraian Proses Produksi Data produksi Data kecacatan Identifikasi Variabel - Variabel bebas :
-Faktor Operator -Faktor Mesin
-Faktor Kualitas bahan baku -Metode
- Variabel terikat :
-Jenis kecacatan produk Tujuan Penelitian
Mencari penyebab masalah : Fishbone diagram
Menentukan langkah-langkah perbaikan Membuat Matrik 5 W + 1 H
Memberikan usulan perbaikan
Analisa dan Pembahasan
Kesimpulan dan Saran
Selesai
Penjelasan Langkah – Langkah pemecahan masalah :
1. Mulai
Langkah awal penelitian dalam menentukan topik permasalahan.
2. Studi lapangan
Studi lapangan dilakukan dengan maksud dapat me