A. 160
Pemesinan CNC Laser Gas CO2 Pada Proses Cutting Engraving dan Marketing Suharto *, Riles M. W, Sugeng Irianto, Trio Setyawan
Jurusan Teknik Mesin, Politeknik Negeri Semarang, Semarang, Kode Pos 50275
*E-mail: [email protected]
Abstrak
Laboratorium pendidikan dirancang sebagai tempat praktek mahasiswa, laboran dan dosen untuk meningkatkan kompetensi. Prototype mesin CNC laser gas CO2-40 watt hasil karya mahasiswa dan dosen Politeknik Negeri Semarang Tahun 2021 ini perlu diuji untuk proses cutting, engraving, dan marking. Tujuan penelitian ini untuk menguji proses cutting, engraving, dan marking pada bahan acrylic dengan optimasi parameter pemesinan kecepatan pemakanan, jarak nozzle, besarnya energi yang dibutuhkan. Metode penelitian menggunakan eksperimen dimulai dari pengaturan mesin laser cnc gas co2-40 watt dengan material acrylic, desain area cutting/engraving/marking, dengan parameter daya laser (watt) kecepatan pemakanan (mm/s) dan pengulangan pemakanan (pass), pengamatan hasil pemotongan (roughness), analisis data, simpulan. Hasil penelitian proses cutting, engraving, dan marking dapat dilaksanakan pada bahan acrylic 3(mm) dengan mesin cnc laser gas co2-40 watt. Proses cutting terbaik pada w= 20 watt, z= 10(mm), v= 80 (mm/s). Proses engraving terbaik pada w= 0,8 watt, z=10 (mm), dan v=1000(mm/s). Pada Proses marking pada bahan plat galvalum hasil terbaik pada v=
30 (mm/s); w=40% (16 watt), z= 5 (mm), waktu = 2’09”. Proses cutting, engraving, dan marking merupakan proses penting dalam pembuatan produk-produk kreatif.
Kata kunci: CNC Laser, cutting, engraving, marking, acrylic.
PENDAHULUAN
Teknologi laser saat ini sudah sedemikian pesat dan digunakan hampir disegala bidang, seperti dibidang manufaktur, medis, seni, transaksi perdagangan dan percetakan. Walaupun ada berbagai jenis laser yang ada di pasaran, namun di bidang manufaktur yang seringkali dijumpai adalah Laser C02. Hal ini disebabkan dayanya yang relatif besar sehingga pemanfaatannya lebih fleksibel dapat digunakan untuk pemotongan pada material lembaran tipis maupun pada material yang agak tebal. Laser C02 tersebut dapat digunakan untuk melakukan proses pemotongan kontur, proses pembuatan ubang (hole piercing), proses pengeboran (drilling), dan proses pengelasan.
Beberapa parameter proses pemotongan laser diantaranya adalah daya laser, kecepatan nozel, tekanan gas, jenis gas potong dan ketebalan pelat. Menurut Gropp (1995), parameter- parameter ini akan mempengaruhi kualitas hasil pemotongannya. Standar Jerman DIN 2310
Semarang, Indonesia.
A. 161
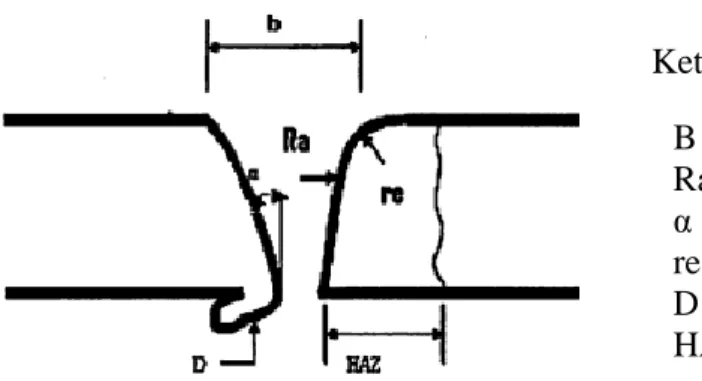
bagian 5 memperkenalkan beberapa kuantitas hasil pemotongan Laser seperti terlihat pada Gambar 1.
Pada beberapa produk khususnya produk yang presisi, kemiringan tidak dikehendaki sehingga perlu dilakukan suatu upaya minimasi kemiringan. Upaya ini akan dimulai dengan mencari pemodelan perhitungan hubungan input dengan output-nya.
Keterangan:
Gambar 1. Penampang hasil pemotongan
Penelitian terdahulu dilakukan oleh Suharto, dkk (2018) tentang Rekayasa mesin CNC Laser Diode daya 5500 mW, pembahasan tentang rancang bangun berikut parameter pemesinan CNC Laser diode. Anthonius Christopher,dkk (2020) melakukan penelitian CNC Laser gas CO2 daya 100 watt digunakan untuk marking (penandaan) bahan aluminium dengan kedalaman 0,1 (mm). Nilai strategis Penelitian ini pengujian parameter pemesinan CNC Laser gas CO2 daya 40 watt hasil kerja mahasiswa dan dosen Polines, murah, manfaat, untuk pengkayaan laboratorium komputer perancangan.
Laser
Laser (Light Amplification hy Stimulated Emission of Radiation) adalah suatu sumber radiasi yang memancarkan karakteristik sinar radiasi elektromagnetik diantara panjang gelombang ultraviolet dan infrared. Tidak semua laser memancarkan radiasi yang dapat dilihat oleh mata manusia (batas penglihatan manusia antara 400-750 urn).
Proses Pemotongan pada Laser C02
Proses Pemotongan dengan laser C02 adalah campuran dari gas C02, N2 dan He diberi energi dengan frekuensi yang tinggi sehingga menyebabkan terjadinya medan listrik dalam medium laser. Ketika jumlah energi yang dibutuhkan untuk terjadinya pembangkitan (eksitasi) sinar laser telah mencukupi, maka molekul dari C02 akan melepaskan energi dalam
B : Lebar celam, mm Ra : Kekasaran permukaan
α : Sudut kemiringan dalam celah re : Radius sisi potong
D : Dross
HAZ : Heat Area Zone
A. 162
bentuk foton. Foton-foton tersebut akan mengalami penguatan sehingga mulai terbentuk sinar laser yang akan direfleksikan melalui lensa. Melalui daya yang tinggi, material tersebut dipanaskan, kemudian mencair dan ada yang menguap. Dalam pemotongan material tersebut digunakan gas 02 atau gas N2 untuk mcnghilangkan material yang inelcleh, gas 02 atau gas N2 ini dipancarkan bersama-sama dengan sinar laser keluar dari nozzle Sehingga material tersebut dapat terpotong.
Laser cutting pada dasarnya memiliki 3 fungsi utama yaitu memotong (cutting), menggrafir (engraving), dan memberi tanda/goresan (marking). Fungsi tersebut dapat di aplikasikan dalam sebuah objek, misalnya seperti kayu, kaca, keramik, acrylic, dan masih banyak lagi lainnya. Tentunya dengan menggunakan alat ini hasil yang didapatkan lebih baik dan juga maksimal. Gambar 2 menunjukkan aplikasi mesin CNC Laser dalam proses pembuatan produk kreatif bahan acrylic.
Gambar 2. Aplikasi mesin CNC Laser
METODE PENELITIAN
Metode penelitian menggunakan eksperimen dimulai dari pengaturan mesin laser CNC gas CO2-40 watt dengan material acrylic, desain area cutting/engraving/marking, dengan parameter daya laser (watt) kecepatan pemakanan (mm/s) dan pengulangan pemakanan (pass), pengamatan hasil pemotongan (roughness), analisis data, simpulan.
A. 163
Gambar 3. Diagram alir metode penelitian
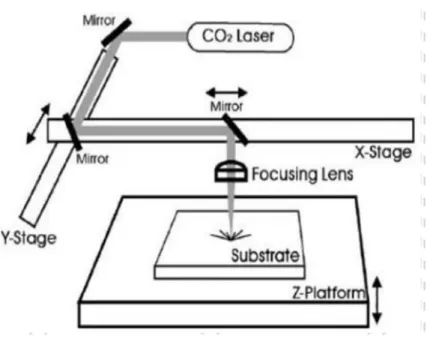
Prinsip Kerja Mesin CNC Laser CO2. (Gambar 4)
1. Power Supply menghasilkan tegangan sehingga terjadi lecutan dalam tabung laser tube dan menghasilkan sinar laser
2. Sinar laser yang dihasilkan kemudian dipantulkan oleh cermin dengan arah tujuan benda kerja
3. Sebelum mengenai benda kerja sinar laser dilewatkan lensa fokus terlebih dahulu 4. Sinar laser yang sudah focus ditembakan menuju benda kerja lalu digerakkan dengan
motor stepper sesuai dengan program yang telah dibuat sehingga memotong material benda kerja
Mulai
Pengaturan Mesin CNC Laser CO2
Data eksperimen Daya Laser
Pengaturan beberapa parameter
Analisis Hasil
Jarak nozzle Daya Laser Kecepatan
pemakanan Laser
Simpulan
Selesai
A. 164
Gambar 4. Prinsip Kerja Mesin CNC Laser CO2
HASIL DAN PEMBAHASAN
Parameter pemesinan CNC Laser gas CO2- 40 watt untuk proses cutting, engraving, dan marking menggunakan bahan acrylic tebal 3 (mm); Daya laser maksimum 40 (watt) dan jarak nozzle.
1. Pengujian Proses Cutting, sampel garis lurus panjang 180 (mm) dengan bahan material acrilic tebal 3 (mm)
Tabel 1. Parameter terukur dan Level Proses Cutting
PARAMETER JUMLAH PERCOBAAN
1 2 3 4 5
Kecepatan potong (mm/s)
3 3 3 3 3
Daya laser (watt/%)
30 35 40 45 50
Jarak nozzle (mm)
5 5 5 5 5
Waktu (second) 1’3’’ 1’2’’ 1’3’’ 1’2’’ 1’2’’
Kualitas hasil Tidak terpotong
Terpotong tapi tidak sempurna
Terpotong dengan bantuan penekanan tangan
Terpotong Terpotong sendirinya
Eksperimen ke-5 merupakan hasil terbaik didapatkan data v=3 (mm/s) w=20 watt (50%); jarak nozzle 5 (mm), waktu 1’2”. (Tabel 1 dan Gambar 5 )
A. 165
Gambar 5. Pengujian proses cutting acrylic 3 (mm)
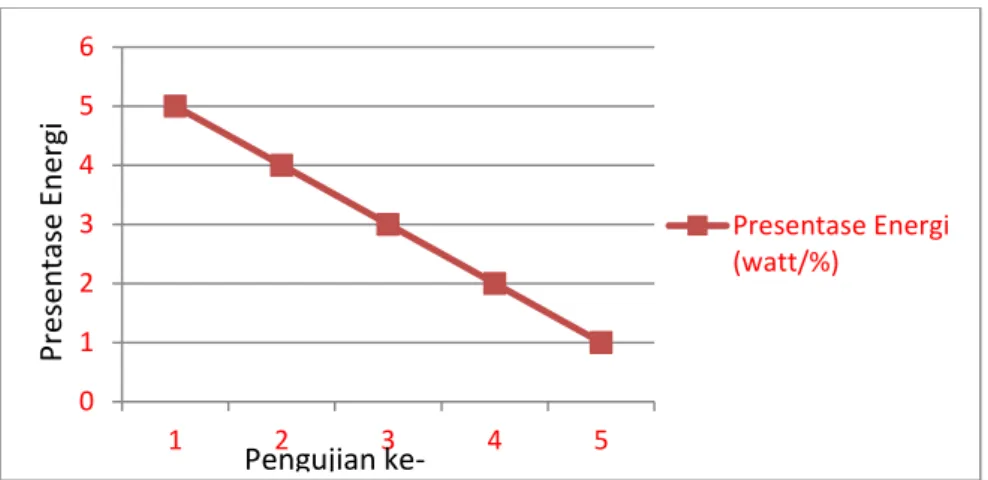
2. Pengujian Proses Engraving dalam pembuatan bentuk huruf A tinggi 20 (mm) bahan acrylic hitam tebal 3 (mm)
Tabel 2 Parameter terukur dan Level Proses Engraving
PARAMETER JUMLAH PERCOBAAN
1 2 3 4 5
Kecepatan potong (mm/s)
1000 1000 1000 1000 1000
Daya laser (watt/%)
5 4 3 2 1
Jarak nozzle (mm)
5 5 5 5 5
Waktu (second) 6’50’’ 6’12’’ 5’21’’ 4’50’’ 4’31’’
Kualitas hasil Huruf grafiran tembus/
bolong
Tergrafir Tergrafir dan paling bagus
Tergrafir Tergrafir
Eksperimen ke-3 Proses engraving hasil terbaik diperoleh w=3 watt, v=1000(mm/s), z= 5 (mm), waktu t=5’21”. Jarak nozzel 5 (mm) terhadap benda kerja meskipun daya laser sama namun focus laser yang diterima oleh benda kerja itu paling kecil sehingga hasil grafir paling jelas kontur-nya. (Tabel 2 dan Gambar 6).
PresentaseEnergi (Watt/%)
Pengujian ke-
A. 166
Gambar 6. Pengujian Parameter Engraving acrylic 3 (mm)
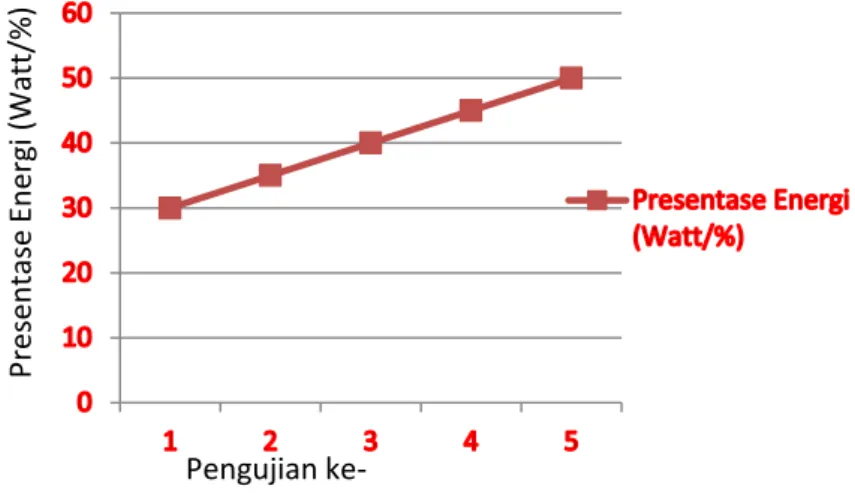
3. Pengujian Proses Marking dalam pembuatan tulisan POLINES, Pengujian dengan bahan material plat galvalum tebal 1,5 mm
Tabel 3 Eksperimen Proses Marking
PARAMETER JUMLAH PERCOBAAN
1 2 3 4 5
Kecepatan
potong (mm/s) 30 30 30 30 30
Daya laser
(Watt / %) 10 20 30 40 50
Jarak nozzle
(mm) 5 5 5 5 5
Waktu (second) 2’10” 2’08” 2’11” 2’05” 2’09 Kualitas hasil Tidak
tergores
Tidak tergores
Tergores tapi tidak sempurna
Tergores (paling bagus)
Tergores
Eksperimen ke-4 proses marking Hasil terbaik pada v= 30 (mm/s); w=40% (16 watt), z= 5 (mm), waktu = 2’09”. Daya laser sangat berpengaruh pada marking benda kerja.
Jika daya laser kecil maka benda tidak tergores dengan sempurna. (tabel 3 dan gambar 7)
0 1 2 3 4 5 6
1 2 3 4 5
Presentase Energi (watt/%)
Pengujian ke-
Presentase Energi
A. 167
Gambar 7. Proses Marking pada plat Galvalum tebal 1,3 mm Pembuatan produk kreatif beberapa jenis material oleh mesin CNC Laser Gas CO2 ditunjukkan dalam tabel 4, berikut ini:
Tabel 4. Jenis bahan dan CNC Laser Gas CO2
Jenis bahan cutting engraving marking
Acrylic ⱱ ⱱ ⱱ
Kayu ⱱ ⱱ ⱱ
Keramik -- ⱱ ⱱ
Kaca -- ⱱ ⱱ
Kulit ⱱ ⱱ ⱱ
Kain ⱱ ⱱ ⱱ
Screen guard ⱱ -- --
Karet stempel ⱱ ⱱ ⱱ
MDF ⱱ ⱱ ⱱ
Kertas dan karton ⱱ ⱱ ⱱ
KESIMPULAN
Studi parameter pemesinan CNC Laser Gas CO2-40 watt:
a. Memotong (cutting): Sinar laser diatur agar menembus material sehingga potongan yang dibutuhkan terlepas. Memotong dilakukan dengan kecepatan sedang dan daya laser besar.Eksperimen bahan acrylic 3(mm) hasil terbaik pada w= 20 watt, z= 10(mm), v= 80 (mm/s).
b. Grafir/etsa (engraving): Sinar laser diatur sehingga permukaan material dengan kedalaman berbeda-beda. Grafir (engraving) dilakukan dengan kecepatan rendah dan daya laser sedang. Proses engraving terbaik pada w= 0,8 watt, z=10 (mm), dan v=1000 (mm/s).
0 10 20 30 40 50 60
1 2 3 4 5
Presentase Energi
Pengujian Ke-
PresentaseEnergi (watt/%)
A. 168
c. Menggores (marking): Sinar laser hanya akan menandai bagian permukaan material sehingga meninggalkan tanda berupa goresan. Menggores (marking) dilakukan dengan kecepatan tinggi dan daya laser rendah. Pada Proses marking pada bahan plat galvalum hasil terbaik pada v= 30 (mm/s); w=40% (16 watt), z=
5 (mm), waktu = 2’09”.
DAFTAR PUSTAKA
Ario Sunar Baskoro, Herwandi, KGS Ismail, Agus Siswanta, Ganjar Kiswanto.(2011). Analysis of cutting process of material Using Low Power Laser Diode and CO2, 118006-3535 IJMME-IJENS. ©December 2020 IJENS.
Arifin, S. (2018) Pengaruh Variasi Cutting Speed Terhadap Kekerasan Permukaan SUS 304 Pada Proses Laser Cutting Menggunakan Gas N2. Thesis. Malang:
Universitas Brawijaya.
Anthonius Christopher, Dwi Hartono, Felix Handoko, Valentinus Raka Adi Putranto, Yohanes Nugroho (2020) CNC Laser Marking For Flat Workpiece.
https://publikasi.atmi.ac.id/index.php/imdecatmi/article/view/45/38
Gunawan S.(2014) Kontribusi Hasil Pelatihan CNC Advanced Terhadap Perkembangan Industri Kreatif Indonesia. Thesis. Bandung: Universitas Pendidikan Indonesia.
Gropp A, Hutfless, J., Schubert S., Geiger M., (1995). Laser Beam Cutting, Optical and Quantum Electronics Journal, vol. 27, pp 1257-1271.
Pangerapan, L,S. (2017) Pengolahan Material Akrilik untuk Diaplikasikan sebagai Produk Aksesoris Perhiasan Wanita. Thesis. Bandung: Universitas Telkom.
Rao, R. (2013) Decision Making in the Manufacturing Environment Using Graph Theory and Fuzzy Multiple Attribute Decision. New York: Springer. London Heidelberg.
Rinanto, A, Nugroho,A, Prasetyo, H, Pujiyanto, E,.(2018). Kekuatan tarik dan Konsumsi Energi Proses Fused Deposition Modelling Spesimen ASTM D638 Menggunakan Metode Taguchi dan PCR-TOPSIS. Yogyakarta: ICST UGM.
Samarya, T, Y. (2015). Aplikasi Laser Co2 Untuk Pemotongan (Cutting) Material Menggunakan Mesin Cnc (Control Numeric Computer). UNPAD: Jurnal FMipa
A. 169
Suharto, Ariawan WP, Paryono, Putu. (2018) Rancang Bangun Prototipe Mesin CNC Laser-Diode 5.5 watt Untuk Pembuatan Produk Kreatif Bahan Akrilik.
Sentrinov-5 Polman Bangka-Belitung.
Winarni,S, Suningsih, N, Amzania T,G. (2017) Penerapan Optimasi Multirespon dengan Metode Grey Taguchi Topsis. Seminar Staistika. Bandung: Universitas Padjajaran.