1 PENERAPAN KAIZEN UNTUK MENGURANGI
WAKTU ASAH ELEKTRODA CUP TIP DIAMETER 16MM DALAM RANGKA PENINGKATAN PRODUKTIVITAS MESIN DRESSER
DI PT. ASTRA DAIHATSU MOTOR
ABSTRACT
At the door assembly line, the author looks the existence of a long waiting time in the process of changing of electrode tip cup Ø 16 mm, this is caused by the length of time grinding cup electrode tip Ø 16 mm. For the interim analysis, the length of time grinding cup electrode tip Ø 16 mm caused by the dressing tool is still using the conventional way of working.
The new working methods can be achieved by changing dressing tools work system become automated systems. Review from technical aspects of the work system changes using the theory of Ergonomics, the theory of an enumeration of work time raw, the level of efficiency and production capacity.
Analysis results show that the technical aspects of changes in the efficiency of the dressing tools in the amount of 10.9% and an increase in production capacity with new methods of dressing tools by 31% to 1144 pcs / shift from 789 pcs / the shift. With better efficiency and greater production capacity and the amount of saving cost, then the PT. ADM can continue to make improvements in production processes in all fields.
Key words: new working methods, ergonomics, standard time, efficiency and productivity.
ABSTRAK
Pada jalur perakitan pintu, penulis melihat adanya waktu tunggu yang lama dalam proses pergantian elektroda cup tip Ø 16 mm, hal ini disebabkan oleh lamanya waktu pengasahan elektroda cup tip Ø 16 mm. Lamanya waktu pengasahan elektroda cup tip Ø 16 mm disebabkan oleh karena alat asah tersebut masih menggunakan cara kerja konvensional.
Metode kerja baru dapat dicapai dengan merubah sistem kerja alat asah menjadi sistem auto. Ditinjau dari aspek teknis perubahan sistem kerja tersebut menggunakan teori Ergonomi, teori penghitungan waktu kerja baku, tingkat efisiensi dan kapasitas produksi.
Hasil analisa aspek teknis memperlihatkan bahwa adanya peningkatan efisiensi pada alat asah tersebut sebesar 10.9% dan adanya peningkatan kapasitas produksi pada alat asah sebesar 31% menjadi 1144 pcs/shift dari 789 pcs/shift. Dengan efisiensi yang lebih baik dan kapasitas produksi lebih besar serta besarnya saving cost, maka PT. ADM dapat terus melakukan perbaikan pada proses produksi disegala bidang.
2 PENDAHULUAN
Meningkatnya pasar otomotif nasional dalam hal mobil compact, membuat PT. Astra Daihatsu Motor meningkatkan kapasitas produksi di beberapa jalur produksinya, diantaranya yaitu produksi perakitan pintu untuk mobil Xenia dan Avanza.
Dengan adanya peningkatan kapasitas produksi, waktu proses menjadi lebih cepat dari kondisi sebelumnya, yaitu dari satu menit menjadi 0.9 menit. Dalam hal ini manajemen PT. Astra Daihatsu Motor berusaha meningkatkan kinerja mesin dan alat yang ada pada jalur perakitan pintu.
Pada jalur perakitan pintu, penulis melihat adanya waktu tunggu yang lama dalam proses pergantian elektroda cup tip Ø 16 mm, hal ini disebabkan oleh lamanya waktu pengasahan elektroda cup tip Ø 16 mm, dan apabila hal ini tidak segera diatasi maka berpotensi terjadi antrian panjang dalam pergantian elektroda cup tip Ø 16 mm pada jalur perakitan pintu. Untuk menghindari adanya antrian panjang pada proses pergantian elektroda cup tip tersebut, peneliti mencoba mengamati dan meneliti waktu asah yang terjadi, dengan melakukan pengamatan langsung dilapangan.
Lamanya waktu pengasahan elektroda cup tip Ø 16 mm disebabkan oleh karena alat asah tersebut masih menggunakan cara kerja konvensional, yaitu dengan menggerakkan spindle secara manual, dan saat mengasah cup tip berikutnya operator harus menekan hand valve rotary, kemudian pada saat melepas cup tip, operator harus membuka hand valve dengan mengoperasikannya secara manual. Hal tersebut menjadi faktor – faktor penyebab lamanya waktu pengasahan elektroda cup tip Ø 16 mm pada jalur perakitan pintu.
3
PEMBAHASAN
Model Pemecahan Masalah
Studi pustaka dilakukan untuk memperoleh informasi yang lengkap dan petunjuk tentang langkah-langkah apa saja yang harus dilakukan dalam memecahkan masalah yang terkait dengan perancangan desain alat asah cup tip diameter 16mm. Studi pustaka dilakukan dengan membaca literatur-literatur seperti buku, artikel/jurnal, data perusahaan, ataupun internet. Setelah studi pustaka dilakukan, penulis mengumpulkan data-data terkait dengan permasalahan yang akan dibahas untuk memperkuat analisa penulis, sehingga diperoleh suatu kesimpulan yang akurat. Data-data yang diperlukan diantaranya:
4 1 BACK DOOR 0.8 Menit 16 Menit 20 pcs 27 kali
2 ENGINE HOOD 0.8 Menit 24 Menit 30 pcs 18 kali 3 REAR DOOR R/L 0.8 Menit 32 Menit 40 pcs 13.5 kali 4 FRONT DOOR R/L 0.8 Menit 32 Menit 40 pcs 13.5 kali
Dengan Effisiensi Mesin 95%
810 108 108 297 297 PENGGANTIAN PER SHIFT 4 6 22 22 54 TOTAL
JUMLAH KONSUMSI CUP TIP PER SHIFT WAKTU PAKAI CUP TIP JUMLAH PROCESS NO LINE C/T
Welding D83T CUP TIP
DETIK 1 AMBIL CUP TIP DARI JALUR WELDING 105
2 PASANG CUP TIP QTY 12 Pcs 30
3 ASAH CUP TIP QTY 12 Pcs MANUAL 120
4 LEPAS CUP TIP QTY 12 Pcs MANUAL 33
5 TARUH CUP TIP DI JALUR WELDING 128
TOTAL 416 TIME 50 100 150 200 250 300 350 400 450 NO WORKING NAME 183"( 3.05') 416"
NO
REMARKS
1 DIRECT LABOUR (MAN HOUR COST) PER JAM
2 INDIRECT MATERIAL (CUP TIP / PCS) PER CUP TIP
3 UTILITY & ENERGY
>> ELECTRIC PER KWH
ELEMENT BIAYA
BIAYA
13,243 Rp 9,928 Rp 878 Rp
2. Data Konsumsi Elektroda Cup Tip Ø 16 mm di Jalur Xenia/Avanza
3. Data Waktu Pengasahan Elektroda Cup Tip Ø 16 mm 12 pcs sebelum perancangan sistem baru
4. Data biaya selama proses pengasahan elektroda cup tip Ø 16 mm
5
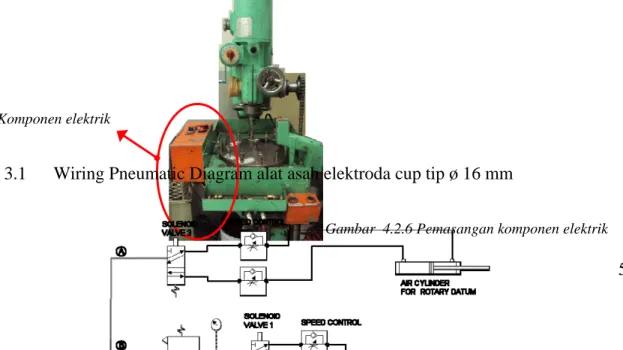
Pemasangan air cylinder
Komponen elektrik
Gambar 4.2.4 Modifikasi Handle alat asah
Gambar 4.2.5 Pemasangan air cylinder
Gambar 4.2.6 Pemasangan komponen elektrik
Data-data yang diperoleh di atas selanjutnya akan diolah untuk memperoleh hasil yang berguna dan akurat dalam proses analisa dan evaluasi hasil dari perancangan desain alat asah cup tip diameter 16mm yang baru. Hasil yang diperoleh dari pengolahan data adalah sebagai berikut:
1. Penggantian handle Alat asah dari tuas menjadi menggunakan gear sprocket dan rantai
2. Pemasangan Air Cylinder dan rangkaian pneumatic
3. Pemasangan Komponen electric sesuai dengan wiring diagram electric
6 PB Start : Push Button Start
PB Rotari : Push Button untuk Meja Rotari PB Dressing : Push Button untuk Dresser Emg Stop : Emergency Stop
MC : Magnetic Contactor PBL Auto : Push Button dengan Lampu CR1 : Contact Rellay 1
CR2 : Contact Rellay 2 T1 : Timer 1 T2 : Timer 2 M : Motor Dresser PLR Ready : Pilot Lamp Red PLG Auto : Pilot Lamp Green Sol V 1 : Solenoid valve 1 Sol V 2 : Solenoid valve 2 Sol V 3 : Solenoid valve 3 LEGEND :
3.2 Wiring Electric Diagram alat asah elektroda cup tip ø 16 mm
4. Uji coba dan pengecekan alat asah berfungsi dengan normal dan sesuai standard 5. Perhitungan waktu baku proses pengasahan elektroda cup tip ø 16 mm
7
Terisi Elektroda Pendorong Tidak Terisi Elektroda Ejector
Analisa dan Evaluasi hasil Data 1. Handle Diganti Dengan Sproket
2. Air Cylinder Untuk Mendorong Rotary Table
3. Air Cylinder Untuk Mendorong Rotary Table
No PROCESS Ws (det) P Wn (det) a Wb (det)
1 Alat asah system
8
DETIK
1 AMBIL CUP TIP DARI JALUR WELDING 105
2 PASANG CUP TIP QTY 12 Pcs 8
3 ASAH CUP TIP QTY 12 Pcs AUTO 45
4 LEPAS CUP TIP QTY 12 Pcs AUTO 1
5 TARUH CUP TIP DI JALUR WELDING 128
TOTAL 287 350 400 450 TIME 250 NO WORKING NAME 50 100 150 200 300 54"( 0,9') 287"
Productivity Achievem ent
789 1,144 700 1,200 Q u a n tity ( p c s ) 30% 60% 90% A c hie v em ent ( % )
4. Waktu Pengasahan Elektroda Cup Tip Ø 16 mm 12 setelah perancangan sistem yang baru
5. Waktu proses pengasahan elektroda cup tip ø 16 mm sebelum dan sesudah perancangan sistem baru
6. P
encapaian Produktivitas alat asah yang baru
Langkah Waktu Proses asah (sebelum)
Waktu Proses asah (sesudah) Pasang Cup Tip Qty 12 pcs
(manual) 30 8
Asah Cup Tip Qty 12 pcs
(manual) 120 45
Lepas Cup Tip Qty 12 pcs
(manual) 33 1
9 7. Saving Cost setelah perancangan sistem baru
NO Elemen Biaya Saving Cost / tahun 1 Direct Labour Rp. 16.711.500 2 Indirect material Rp. 1.061.501.760 3 Utility (electric consumption) Rp. 18.618.692
TOTAL Rp. 1.096.831.952
10 Wignjosoebroto, Sritomo, 2003. Pengantar Teknik & Manajemen Industri. Guna Widya,
Surabaya.
Wignjosoebroto, Sritomo, 2008. Ergonomi, Studi Gerak dan Waktu. Guna Widya, Surabaya.
Rusmadi, Dedi, 2007. Belajar Rangkaian Elektronika Tanpa Guru. DelFajar, Bandung. Kountur, Ronny, 2009. Metode Penelitian. Seri Umum No.12. PPM, Jakarta.
Hurst, Kenneth S., 1999. Engineering Design Principles. Diterjemahkan oleh Indriasari, Refina, 2006. Prinsip – prinsip Perancangan Teknik. Erlangga, Jakarta.
Schey, John A., 2000. Introduction to Manufacturing Process. Diterjemahkan oleh Rines, Asih, dwiyani dan Winarno, Basuki Heri, 2009. Proses Manufaktur. ANDI, Yogyakarta.
Parr, Andrew, 1998. Hydraulics and Pneumatics : a Technician’s and Engineer’s Guide. Diterjemahkan oleh Prasetyo, Gunawan, 2003. Hidrolika dan Pneumatika : Pedoman bagi Teknisi dan Insinyur. Erlangga, Jakarta.
Liker, Jeffrey k., 2004. The Toyota Way. Diterjemahkan oleh Gania, Gina & Sabran, Bob, 2006. The Toyota Way. Erlangga, Jakarta.
Carter, William K. dan Usry, Milton F., 2002. Cost Accounting 13th Edition. Diterjemahkan oleh Krista, 2005. Akuntansi Biaya. Salemba Empat, Jakarta. Sutalaksana, Anggawisata, Tjakraatmaja, 1979. Teknik Tata Cara Kerja. Departemen