ELEKRTROPLATING DENGAN LARUTAN ELEKTROLIT
NIKEL PADA BAJA ST 37
Laporan Praktek
Untuk memenuhi tugas praktik mata kuliah Teknik Pelapisan dengan Dosen Pengempu Ir. Agus Solehudin MT.
Oleh
Dadan ahmad hidayat 1000306
JURUSAN PENDIDIKAN TEKNIK MESIN
FAKULTAS PENDIDIKAN TEKNOLOGI DAN KEJURUAN
UNIVERSITAS PENDIDIKAN INDONESIA
KATA PENGANTAR
Bismillahirohmanirrahim
Puji dan syukur penulis panjatkan ke hadirat Allah SWT, atas limpahan rahmat, karunia dan lindungan-Nya dari berbagai hambatan dan rintangan sehingga pada akhirnya penulis dapat menyelesaikan laporan praktek ini dengan judul “Elekrtroplating Dengan Larutan Elektrolit Nikel Pada Baja St 37”. Adapun tujuan utama yang ingin dicapai dan diperoleh penulis adalah terpenuhinya persyaratan dalam menyelesaikan Tugas Ujian Akhir Semester di Jurusan Pendidikan Teknik Mesin FPTK Universitas Pendidikan Indonesia.
Dalam penyusunan laporan tugas akhir ini, penulis telah berusaha semaksimal mungkin sesuai dengan kemampuan yang dimiliki oleh penulis khususnya tentang ilmu keteknikan. Oleh karena itu tidak menutup kemungkinan jika banyak kekurangan dan kealpaan apalagi untuk mendekati kesempurnaan, baik dari segi penulisannya maupun dari segi penyajiannya. Kritik dan saran yang bersifat membangun dari siapapun, penulis tunggu dengan tangan terbuka dengan tujuan untuk menyempurnakan penulisan selanjutnya.
Pada kesempatan ini penulis menyadari bahwa tanpa bantuan orang lain kiranya mustahil laporan ini dapat diselesaikan. Untuk itu sudah selayaknya penulis ucapkan terimakasih yang sebesar-besarnya kepada yang terhormat :
1. Bapak DR. Eng. Agus Setiawan M.Si selaku Dekan Fakultas Pendidikan Teknik dan Kejuruan (FPTK).
2. Bapak DR. Wahid Munawar, Mpd selaku Ketua Jurusan Teknik Mesin.
3. Bapak Ir. Agus Solehudin MT. selaku Dosen mata kuliah teknik pelapisan.
laporan ini dapat memberikan manfaat bagi penulis khususnya dan para pembaca umumnya.
Bandung, juni 2013
Penyusun
DAFTAR ISI
KATA PENGANTAR……….………... i
DAFTAR ISI…….……….………... ii
DAFTAR GAMBAR…….……….……….. iii
BAB I PENDAHULUAN 1.1. Latar Belakang Masalah………. 1
1.2. Batasan Masalah………....………. 1
1.3. Tujuan ...………... 2
1.4. Manfaat………... 2
1.5. Sistematika Penulisan………. 2
BAB II TINJAUAN PUSTAKA 2.1. Proses Pelapisan Logam Secara Listrik (Elektroplating) ... 3 2.2. Nikel ...………... 3
….
2.4. Proses Pelapisan Elektroplating Nikel ………....……….. 7
BAB III DATA PERCOBAAN DAN PEMBAHASAN
3.1. Data Percobaan ... 10
3.2. Pembahasan ... 13
BAB V PENUTUP
5.1. Kesimpulan……… 16
5.2. Saran………... 16
DAFTAR PUSTAKA LAMPIRAN
DAFTAR GAMBAR
Gambar 2.1 skema proses pelapisan logam secara
Elektroplating ... 3
Gambar 2.2 Nikel ... ...
4
Gambar 2.3 Diagram rangkaian proses
Elektroplating ...
7
Gambar 2.4 rangkaian proses Elektroplating
...
8
Gambar 2.5 Mekanisme Pelapisan Ni
……...
9
Gambar 3.1 Diagram Alir Proses Elektroplating
…...
11
Gambar 3.2 Proses Elektroplating
Nikel ...
12
Gambar 3.3 Hasil Proses Pelapisan Nikel ... …...
BAB 1 PENDAHULUAN
1.1. Latar Belakang Masalah
Berbagai barang logam dibuat, dibentuk, dicetak, sehingga jadilah wujud akhirnya seperti yang dikehendaki, baik untuk bumper mobil, paku sampai kabel. Setelah itu, diperlukan tahap perampungan, penyelesaian (finishing). Finishing itu bermacam-macam. Ada yang sekedar dipoles agar halus dan mengkilap, dapat pula dilapisi logam lain agar sifatnya berubah, dapat juga dicat atau dipernis, dilapisi keramik atau enamel, ada pula yang pelapisanya dari turunan substratnya sendiri misalnya dalam bentuk oksidanya, penghitaman baja, anodisasi dsb.
Elektroplating logam nikel berfungsi sebagai dekoratif untuk membuat permukaan logam menjadi rata dan mengkilat. Proses elektropalating nikel dapat dilakukan dengan bebrapa cara yaitu menggunakan tembaga sebagi lapisan dasar selanjutnya dilapisi nikel. Cara kedua itu langsung dilapisi nikel dan cara ketiga adalah elektroplating dengan Cu-Ni-Cr. Elektroplating Cr bertujuan untuk mengurangi sifat yang terlalu mengkilat sebagai ciri khas dari lapisan nikel. Elektroplating nikel banyak diaplikasikan pada peralatan rumah tangga, automotif, dan interior diperkantoran dengan tujuan dekoratif dan mencgah korosi logam. Pelapisan menggunakan krom terdapat dua jenis yaitu soft chrom dan hard chrom. Soft chrom merupakan proses pelapisan logam lain terlebih dahulu selanjutnya dilapisi oleh chrom contohnya logam dilapisi oleh Cu atau Ni atau Zn setelah itu dilapisi oleh Cr, sedangkan hard chrom logam langsung dilapisi oleh chrom.
1.2. Batasan Masalah
1. Parameter yang akan diamati adalah ketebalan dan berat hasil lapisan elektroplating nikel.
2. Material yang digunakan adalah baja st37 dengan. 3. Larutan elektrolit yang dipakai adalah nikel.
1.4. Tujuan Praktek
- Merancang, dan membuat rangkaian alat pelapisan logam dengan teknik elektroplating.
- Mengetahui pengaruh besar arus listrik dan lama waktu pelapisan terhadap berat logam yang terlapis pada proses pelapisan nikel.
- Mengetahui pengaruh dari rapat arus terhadap ketebalan lapisan logam yang terlapis serta akselerasi laju ketebalan pada proses pelapisan nikel.
1.5. Manfaat
1. Memperoleh gambaran umum mengenai penerapan proses pelapisan logam.
2. Mengaplikasikan teori-teori keilmuan yang diperoleh dalam teori ke dalam praktek.
3. Mengetahui proses elektroplating menggunakan nikel.
1.6. Sistematika Penulisan
Sistematika penulisan yang digunakan dalam penyusunan laporan praktik industri ini adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi latar belakang yang menjadi dasar dalam pengambilan judul laporan praktik, rumusan masalah, tujuan, manfaat, dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi tentang tinjauan umum dan teori-teori yang relevan dan mendukung penulis dalam melakukan praktek elektroplating khususnya elektroplating nikel.
BAB III DATA PERCOBAAN DAN PEMBAHASAN
Bab ini berisi mengenai data percobaan praktek, mulai dari langkah kerja, hingga pembahasan.
Bab ini berisi tentang kesimpulan yang diperoleh, serta saran-saran sehubungan dengan praktek yang telah dilakukan.
BAB II
KAJIAN PUSTAKA
2.1. Proses Pelapisan Logam Secara Listrik (Elektroplating)
Prinsip dasar dari pelapisan logam secara listrik adalah penempatan ion logam yang ditambah elektron pada logam yang dilapisi, yang mana ion-ion logam tersebut didapat dari anoda dan eletrolit yang digunakan. Secara elektrokimia prosesnya dapat dilihat sebagai berikut :
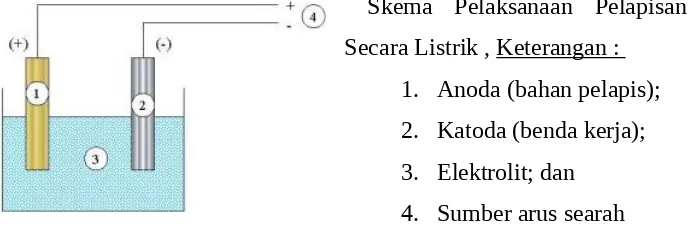
Skema Pelaksanaan Pelapisan Logam Secara Listrik , Keterangan :
1. Anoda (bahan pelapis); 2. Katoda (benda kerja); 3. Elektrolit; dan
4. Sumber arus searah Gambar 2.1. skema proses pelapisan logam secara Elektroplating
Prinsip kerja dasar pelapisan logam adalah penempatan ionion logam pelapis diatas substrat yang akan dilapisi melalui metode elektrolisis yakni dengan adanya arus searah maka senyawa kimia akan terurai dalam larutan elektrolit. Ion-ion positif akan bergerak ke katoda dan Ion-ion-Ion-ion negatif akan bergerak menuju anoda sehingga terjadi pelapisan pada substrat atau benda yang akan dilapisi. Anoda merupakan elektroda yang menghasilkan elektron sedangkan katoda adalah elektroda yang menerima elektron yang merupakan tempat pengendapan pada saat elektroplating. Sebagai anoda digunakan platina karena bersifat inert sedangkan katodanya merupakan substrat yang dipakai untuk membuat lapisan tipis, misalnya jika ingin melapisi bahan dengan Cr maka larutan elektrolitnya asam kromat dan sebagai anodanya adalah Cr ( Herman Ramada, 2012: 3).
M0 Mn+ + ne 2.2. Nikel
Nikel adalah logam putih perak yang keras. Nikel bersifat liat, dapat ditempa dan sangat kukuh logam ini melebur pada 14550C, dan bersifat sedikit
magnetis (Vogel, 1990: 280). Bereaksi lambat dengan larutan HCl atau H2SO4 encer/pekat, segera larut dalam HNO3 encer, tetapi dalam larutan yang pekat menjadi pasif (Abdul Karim Zulkarnain, 1991:55). Berat molekul Nikel adalah 58,71. Garam-garam Ni (II) yang stabil berasal dari Ni (II) oksida, dan berwarna hijau yang disebabkan oleh warna dari kompleks heksakuonikelat (II) [Ni(H2O)6]2+. Nikel(III) oksida, Ni2O3 yang hitam kecoklatan juga ada, tetapi zat ini melarut dalam asam dengan membentuk ion nikel (II).
Gambar 2.2. Nikel
Asam klorida (encer maupun pekat) dan asam sulfat encer, melarutkan nikel dengan membentuk hidrogen (Vogel, 1990: 281):
Ni (s) + 2H+ (aq)→Ni2+ (aq) + H2 (s) Ni (s) + 2HCl (aq) →Ni2+ (aq) + 2Cl- (aq) + H2 (g)
Reaksi dipercepat jika larutan dipanaskan. Asam sulfat encer, panas melarutkan nikel dengan membentuk belerang dioksida (Vogel, 1990: 281):
Ni (s) + H2SO4 (aq) + 2H+ (aq)→Ni2+ (aq) + SO2 (g) + 2H2O (l)
Asam nitrat encer dan pekat melarutkan nikel dengan mudah dalam keadaan dingin (Vogel, 1990: 281):
3Ni (s) + 2HNO3 (aq) + 6H+ (aq)→ 3Ni2+ + 2NO(g) + 4H2O (l)
Dengan adanya ligan Cl- dalam larutan nikel(II) akan membentuk ion kompleks tetrakloronikelat(II), persamaan reaksinya sebagai berikut :
Garam-garam nikel (II) yang stabil diturunkan dari nikel (II) oksida, NiO yang berwarna hijau. Penggunaan nikel yang paling banyak adalah pada industri pelapisan logam.
2.3. Pelapisan Nikel (Ni plating)
Adalah proses pelapisan yang menggunakan logam Ni sebagai pelapisnya. Pada proses Ni plating digunakan beberapa zat kimia yang berupa larutan sebagai sumber pelapis
Reaksi dari ketiga larutan diatas adalah sebagai berikut:
pelapis haruslah jadi padatan. Ni
Ni2+ berfungsi sebagai pelapis
Karena waktu proses dikondisikan asam, ini bertujuan untuk mengurangi oksigen sehingga efeknya akan terjadi hidrogen dipermukaaan
2.3.1. kompisisi larutan
A. Larutan untuk Pelapis Biasa
Nikel Sulfat
Larutan elektrolit yang digunakan dalam pelapisan dalam jumlah banyak (barrel) ada beberapa diantaranya
B. Larutan Untuk Pelapisan Hitam
C. Larutan untuk pelapisan keras 1. Nikel sulfat : 180- 200gram/I
Komposisi untuk tiap liter air :
Nikel Sulfat : 65-75 gram/I
Sifat mekanik dari lapisan nike keras dapat ditunjukan sebagai berikut: Kekerasan ( vickers VHN-10) : 425
Kekuatan tarik : 152.000 psi Perpanjangan : 2% dalam 2 inch
Larutan yang digunakan adalah sebagai berikut : Komposisi untuk tiap liter air :
D. Larutan Untuk Pelapisan Mengkilap
Larutan yang digunakan dalam pelapisan nikel mengkilap ada beberapa, diantaranya :
2.4.Proses Pelapisan Elektroplating Nikel
Larutan 1 ( tipe watt)
Total nikel : 75-115 gram/I Nikel sulfat : 260-450 gram/I Nikel chlorida : 42-115 gram/I Asam borat : 37,5-47,5 gram/I
Larutan 2 (tipe fluoborat)
Total nikel : 80-115 gram /I Nikel fluoborat : 300-440 gram/I Asam fluoborat bebas : 10-25 gram/I Asam borat : 25-30 gram/I
1) Alat-alat yang digunakan untuk Pelapisan logam Ni
a. Rectifier (alat elektronik yang mengubah arus AC menjadi DC) (Prinsip Transformator).
Tegangan sekunder 6-12 volt
Arus tergantung luas permukaan yang dilapisi. Semakin besar luas permukaan yang dilapisi maka akan semakin besar arus yang diperlukan.
b. Bak pelapis
Bak pencucian: pada intinya bak terbuat dari bahan tahan korosi atau tahan degradasi asam. Bahan yang biasa digunakan biasanya jenis fiber dan untuk ukuran disesuaikan dengan benda kerja yang akan diplating.
2) Proses Pencucian pada Pelapisan Ni
Proses pencucian ini merupakan tahapan yang harus dilalui sebelum melapis benda kerja yang akan diplatting atau dilapis. Proses-proses tersebut di antaranya:
a. Degresing, adalah suatu cara pencucian logam yang mau dilapis dengan menggunakan larutan basa, biasanya NaOH. Tujuannya untuk menghilangkan lemak dari permukaan yang akan dilapis. Lemak harus dibersihkan dari permukaan benda kerja yang akan diplating karena akan mempengaruhi proses plating (kurang optimal) dan bahkan bisa menyebabkan tidak terjadi penempelan/pelapisan.
Untuk degresing ada dua jenis :
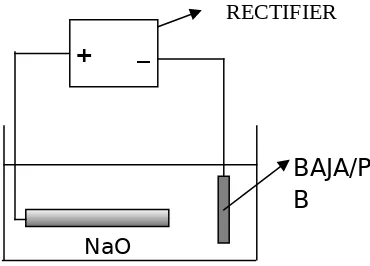
Degresing elektrik : Menggunakan rectifier arus DC yang dihubungkan dengan benda kerja pada kutub positifnya dan kutub negatifnya pada logam peyeimbang arus (bisa digunakan logam baja atau Pb). Lamanya proses degresing ini kurang lebih 10–15 menit tergantung banyaknya lemak. Kalau lemaknya banyak tentu bisa lebih lama lagi.
Gambar 2.3. Diagram Rangkaian Proses Ni Platting
RECTIFIER
+ _
NaO H
Degresing non elektrik : Pada degresing non elektrik ini tidak menggunakan alat elektrik. Pada prosesnya digunakan pembersih lain misalnya detergent bisa juga dengan dicelupkan pada larutan alkali. b. Pikling, adalah suatu metode pencucian yang digunakan untuk
menghilangkan karat dengan larutan asam (HCl, H2SO4, atau campuran HCl + H2SO4). Prose pikling tidak jauh beda dengan degresing. Kenapa memakai larutan asam, karena asam bisa melarutkan. HCl adalah asam kuat, digunakan untuk karat yang bandel atau banyak dan mempunyai daya larut lebih baik. H2SO4, untuk karat yang sedikit dan lebih ekonomis. Untuk benda-benda hasil coran cetakan pasir biasanya ada bekas cetakan pada hasil corannya. Maka digunakan campuran asam (HCl + H2SO4) dan juga ongkos kerja untuk pelapisan pada benda coran ini boleh dibilang lebih mahal.
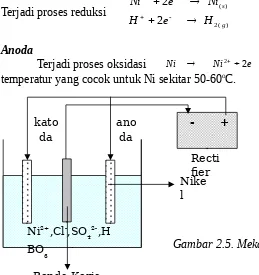
2. Mekanisme Ni Platting
Benda kerja di hubungkan dengan kutub negatif rectifier dan logam penyeimbang Ni. Alasan digunakan logam Ni ini karena nantinya Ni ini akan mensuplay Ni yang ada di larutan. Logam Ni ini dihubungkan dengan kutub positif rectifier. Arus akan mengalir logam yang memiliki potensial tinggi ke logam yang memiliki potensial rendah dan elektron akan bergerak sebaliknya.
Katoda
temperatur yang cocok untuk Ni sekitar 50-60oC.
Gambar 2.4. Rangkaian proses
BAB III
DATA PERCOBAAN DAN PEMBAHASAN 3.1. Data Percobaan
Keselamatan dan Kesehatan Kerja 1. Menggunakan pakaian kerja.
2. Menggunakan peralatan sesuai dengan cara dan fungsinya. 3. Bekerjalah secara sistematis dan sesuai dengan aturan.
4. Bersihkan dan rapikan peralatan sebelum dan sesudah digunakan. Alat Dan Bahan
B.1. Alat-alat yang digunakan pada proses pelapisan ini adalah:
Bak reaksi
Rectifier 50 A, 12 V dan konduktor
Pemanas dan Thermomter
Magnet pengaduk dan pemanas
Desikator
Multitester / avo meter
Thermometer untuk mengukur suhu
Anoda logam dan nikel
B.2. bahan bahan yang digunakan pada proses pelapisan ini adalah : Nikel Klorida (NiCl2)
Nikel Sulfat (NiSO4) Asama Borit (H2BO3) Bahan Pengikat (Nisol)
Logam Baja (St-37) ukuran P: 53,7 mm L:25,5 mm T:2,9 mm dan berat awal : 31,67 gram
Langkah Proses Pelapisan C.1.Langkah pembuatan larutan
Timbang larutan NaOH sampai ± 20.022 gr. NaOH di larutkan dengan air 200 ml dan di masukkan magnet pada alat (magnetic stirrer with heater) proses ini terjadi pelarutan NaOH dengan air menggunakan magnet sebagai pengaduk selama ± 3 menit. Larutan tersebut untuk proses Degresing. Gambar terlampir .
b) Pembuatan larutan pickling
Pickling menggunakan cairan HCL 20 ml + air sehingga menjadi 200 ml Larutan. Gambar terlampir.
c) Pembuatan larutan elektroplating Ni (nikel) 1. NiSO4 di timbang ± 240.07 gr
2. Dilarutkan pada bak reaksi dengan mesin kompor pelarut/magnet pengaduk dengan pemanas air maksimal 1000 ml.
3. NiCL2 ditimbang ± 45.049 gr
4. Lalu di larutkan pada larutan NiSO4 + air. 5. H2O3 di timbang ± 30.0667 gr
6. Lalu di larutkan pada NiSO4 + air.
Larutkan NiSO4 + NiCL2 + air + H3BO3 selama ± 18 menit dengan volume air 1000 ml. eralut, magnet pengaduk dengan pemanasa dengan air maksimal 1000 ml, Gambar Terlampir.
C.2. Langkah Pelapisan Nikel
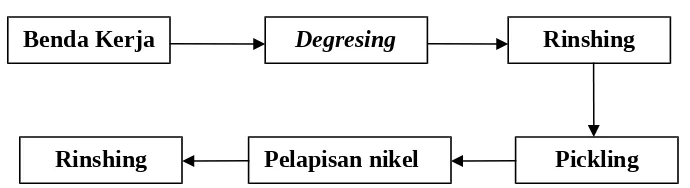
Diagram Alir Proses Elektroplating
Gambar 3.1. Diagram Alir Proses Elektroplating
Pelapisan dengan anoda Ni.Pada proses pelapisan anoda yang digunakan adalah Ni dalam bentuk lempengan dan larutan yang digunakan adalah :
- NiCl2 : 45 gr/ltr
- NiSO4 : 240 gr/ltr
- H3BO3 : 30 gr/ltr
Benda Kerja Degresing Rinshing
Kondisi untuk platting yaitu :
1. Suhu larutan 39oC.
2. Campuran larutan mempunyai pH = 4,5 – 6,5 oC. 3. Waktu proses pelapisan 10 menit.
4. Arus yang digunakan pada waktu proses pelapisan Ni adalah sekitar 5 Ampere.
5. Besar tegangan yang digunakan/terukur sebesar 5 volt.
Tahapan Proses pelapisan :
1. Benda kerja di celupkan Pada degreshing pada larutan NaOH langsung di rinshing ±2 celupan , selanjutnya di celupkan pada larutan pickling dan di rinshing lagi.
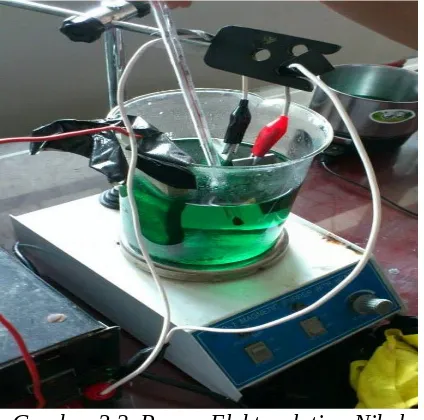
2. setelah proses pelepasan lemak dilanjutkan dengan perendaman pada larutan nikel dengan 5 volt dan 5 ampere pada bak proses selama 10 menit.terilhat pada gambar.
Gambar 3.2. Proses Elektroplating Nikel
3. Selama proses dilakukan penggoyangan untuk menghilangkan atom-atom hydrogen yang terjebak.
4. Proses Pembilasan Setelah Proses Pelapisan Proses pembilasan menggunakan media air Rinshing.
5. Finishing Dalam proses finishing benda kerja dikeringkan.
3.2 PEMBAHASAN
Pada proses electroplating terutama pada pelapisan nikel, untuk mendapatkan hasil pelapisan yang baik memerlukan kondisi yang sesuai seperti waktu proses pelapisan, besar arus yang digunakan ataupun penggunaan suatu lapisan dasar seperti logam Fe. Cacat yang dapat timbul pada hasil pelapisan antara lain permukaan berwarna, timbul bintik-bintik, dan permukaan kasar. Cacat yang ditimbulkan seperti bintik hitam dapat dikarenakan oleh adanya asam yang terkandung dalam larutan elektrolit, Asam tersebut berasal dari aquadest yang sudah tidak murni dan terkontaminasi zat lain. Dengan reaksi sebagi berikut:
H2O H+ + OH
-2H+ + 2e- H2(menimbulkan asam)
Proses elektroplating terjadi apabila arus listrik searah (DC) dialirkan antara kedua elektroda anoda dan katoda dalam larutan elektrolit dengan waktu proses pelapisan yang telah ditentukan. Pada anoda yakni logam Nikel terjadi oksidasi sehingga akan terbentuk ion-ion positif, pada larutan elektrolit terjadi elektrolisis garam-garam logam. Logam Ni yang telah mengalami oksidasi akan melepaskan elektron-elektron dan larut dalam larutan elektrolit. Logam Ni yang teroksidasi akan menggantikan ion logam dalam larutan elektrolit yang ditarik oleh elektroda negatif (katoda) yaitu besi. Dengan adanya hal tersebut akan terbentuk endapan pada katoda yang berupa berat lapisan. Larutan elektrolit yang digunakan merupakan garam logam nikel sulfat (NiSO4). Karena pada anoda dan katoda terjadi perbedaan potensial setelah dialiri listrik, maka logam nikel akan teroksidasi menjadi ion logam bermuatan positif (Ni2+), ion logam nikel (Ni2+) dari anoda larut dalam larutan untuk menggantikan ion logam nikel (Ni2+) dari garam logam NiSO4 yang telah terelektrolisis menjadi Ni2+ dan SO42- dan tertarik ke katoda untuk membentuk lapisan nikel.
Reaksi yang terjadi selama proses pelapisan berlangsung : Ni Ni2+ + 2e (Oksidasi pada anoda)
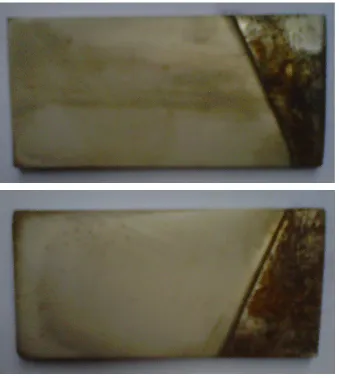
Berikut Gambar hasil pencelupan benda kerja ke dalam larutan elektrolit nikel pada proses pelapisan.
Gambar 3.3. Hasil Proses Pelapisan Nikel
Dari gambar di atas terlihat hasil lapisan terdapat bintik bintik hitam dan ujung lapisan terlihat gosong, ini di akibatkan karena pada proses degreshing tidak sempurna.
2. Perhitungan Ketebalan Hasil Pelapisan Nikel
Dengan melakukan substitusi persamaan yang ada secara teoritis maka untuk mencari ketebalan hasil pelapisan dengan persamaan :
F t i e T
Ni
t =Waktu/lama proses (detik)
di mana : e = Griteqivalen = n ArNi
i = Arus yang diperlukan (Ampere/dm2) =
Ni
= Massa jenis atom Ni (gr/dm3) F = Tetapan 96500 (C/mol)Dik :
Ukuran Pelat besi st37 yang dilapis Nikel
V = 53,7mm x25,5 mm x 2,9 mm
Ar Ni = 58,69 ; Ni= 8314 gr/dm3 ; I = 5 Ampere; t = 10 menit
F = 96500 C/mol
Dit : T (tebal pelapisan) ?
Jawab :
Luas baja plat yang dilapis :
319818
Ketebalan hasil pelapisan Ni :
000365
Jika hasil perhitungan diubah ke dalam maka didapat sekitar 36,5m. 3. Perubahan Berat benda kerja
Berat total = Berat Akhir – Berat Awal
= 32,283 gr – 31,67 gr
= 0,613 gr
Jadi Berat Lapisan Pada Benda Adalah 0,613 gram
BAB IV
PENUTUP 4.1. kesimpulan
1. Hasil perhitungan menggunakan konsep substitusi persamaan, tebal yang di hasilkan pada proses lapisan ini adalah sebesar 0,000365dm atau 36,5µm.
2. Berat lapisan nikel yang menempel pada spesimen yaitu sebesar 0,613gram.
3. Hasil pengamatan dan percobaan dengan menggunakan suhu 39 oC, lapisan menutupi, hal ini sangat menghemat dimana suhu yang seharusnya di pakai yaitu di atas 45 oC.
4. Hasil pengamatan setelah proses pelapisan dengan menggunakan elektrolit nikel dari spesimen bagus tetapi ujungnya sedikit gosong, hal ini di sebabkan karena pada proses pembentukan spesimen awal tidak bebas dari kotoran kotoran dan masih ada lemak sebelum di proses elektroplating. 5. Jarak anoda ke katoda cukup dekat.
4.2. saran
1. Pada kajian selanjutnya dapat dilakukan lagi studi kasus dan pengamatan mengenai elektroplating dengan menggunakan material dan metode proses yang berbeda.
2. Mahasiswa yang melakukan praktik teknik pelapisan diberi akses yang lebih luas demi kemudahan dalam proses percobaan.
Agus Solehudin, Ir, MT, 2001, Diktat Kuliah Teknik Pelapisan Logam, JPTM FPTK UPI, Bandung.
Mutholib, abu.2006.laporan Skripsi” Laporan tugas akhir elektroplating dekoratif
protektif dengan kapasitas larutan elektrolit nikel 20 l dan Khrom 10 L”. Fakultas teknik Universitas Dipenogoro.
Jobsheet praktikum korosi modul elektroplating nikel
http://www.scribd.com/doc/53962294/ELEKTROPLATING-NIKEL
Nikel Sulfat (NiCl2 )
Acid Boric Granul (HBO3 ) Nikel Chloride (NiSO4 )